Результат интеллектуальной деятельности: СПОСОБ И УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ БУМАГИ
Вид РИД
Изобретение
Изобретение относится к установкам для утилизации бумаги.
Наиболее близким по технической сущности и достигаемому результату является способ переработки бумаги по патенту РФ №2430208 (прототип), заключающийся в том, что бумагу изготавливают из пульпы, содержащей древесное волокно, в которое добавляют связующее вещество и глину, а затем производят формовку в листы, первоначально макулатура сортируется согласно ее классификации, затем загружается в автоклав для диспергирования, удаления грязи, масла, типографической краски и других инородных материалов, затем ее пропитывают, отбеливают для того, чтобы сформировать пульпу. После пульпера обрабатываемая масса поступает в колонну для влажной обработки, где осуществляется промачивание. Затем осуществляется подача на сито, где происходит выброс грязи и инородного материала, после этого флотация, затем фильтрование, промывание, обезвоживание и обезжиривание, после чего окончательная обработка путем отбеливания с выбросом химикатов.
Недостатком известной схемы является сравнительно невысокая производительность из-за отсутствия элементов взвешивания исходной макулатуры и системы механизации, а также сравнительно невысокой производительности пульпера.
Технический результат - повышение производительности и качества переработки бумаги.
Это достигается тем, что способе переработки бумаги, заключающемся в том, что первоначально макулатуру сортирует согласно ее классификации, затем загружают в автоклав для диспергирования и изготавливают пульпу, содержащую древесное волокно, связующее вещество и глину, а затем производят удаление грязи, масла, типографической краски и других инородных материалов, пропитывают, отбеливают для того, чтобы сформировать пульпу, после чего обрабатываемая масса поступает на сито, где происходит выброс грязи и инородного материала, после этого флотация, затем фильтрование, промывание, обезвоживание и обезжиривание, после чего окончательная обработка путем отбеливания с выбросом химикатов, для формования используют вакуумную систему, причем сформованные изделия подают в сушильную печь, состоящую из нескольких слоев, при этом мокрые изделия поступают в печь сверху, высушенные изделия выходят из печи снизу, горячий воздух направляют через печь сверху вниз, движение его осуществляют с помощью направляющих пластин вдоль, между слоев продукта, при этом транспортировочные цепи в печи приводят в движение от двигателя формовочной машины, а горячий воздух подводят от воздухонагревателя, при этом подачу тепловой энергии обеспечивают за счет сжигания природного газа в горелке и отдачи тепла в воздухонагревателе, а подачу свежего воздуха производят с помощью двух клапанов с ручным управлением на входной стороне рециркулярной воздуходувки, а для оборотного водоснабжения вакуумной системы используют емкость.
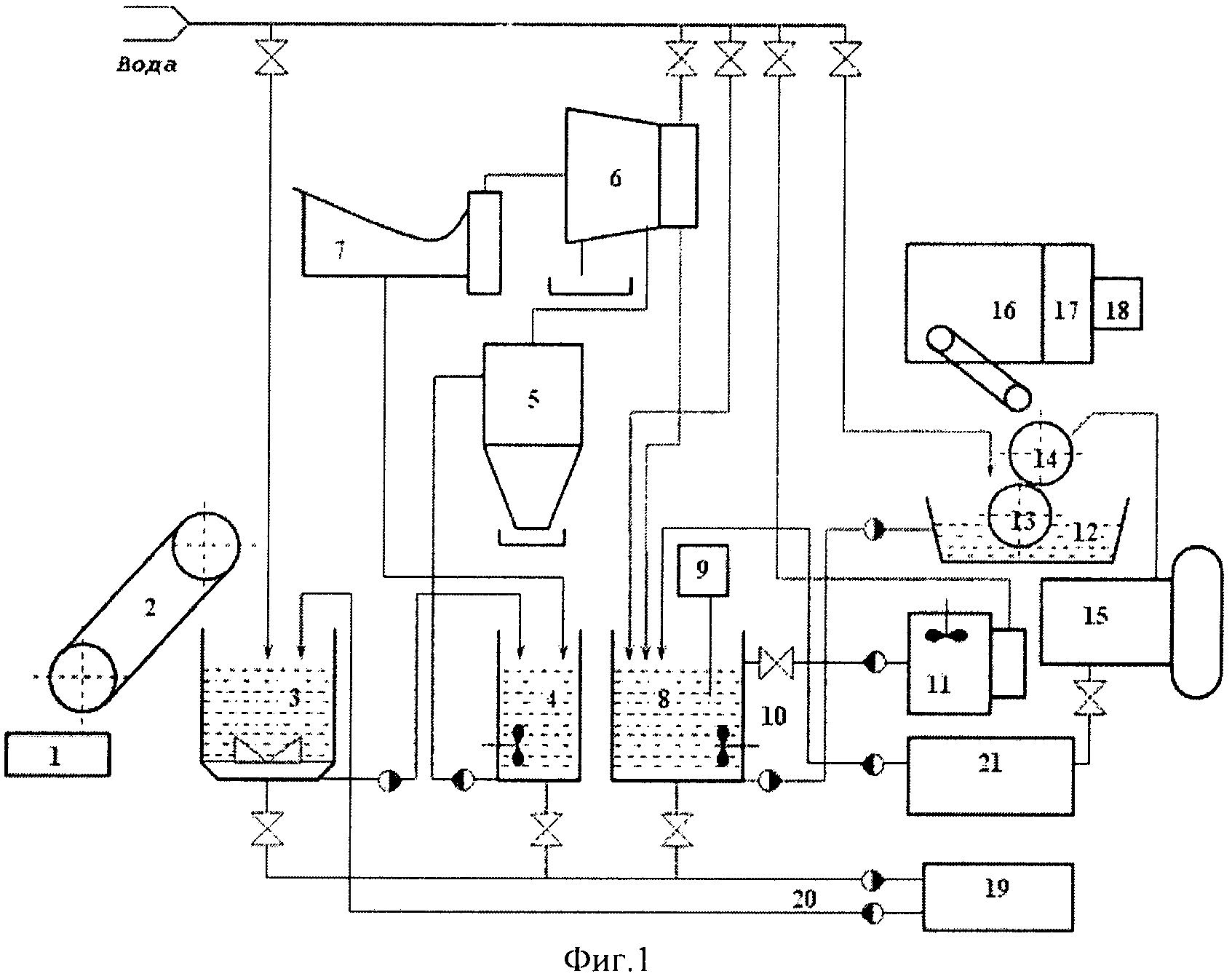
На фиг.1 изображена принципиальная схема установки для осуществления способа, на фиг.2 - конструктивная схема пульпера с лопастным активатором, на фиг.3 и 4 - варианты выполнения лопастного активатора.
Установка для переработки бумаги включает в себя весы 1, на которых макулатура взвешивается, и по ленточному транспортеру 2 подается в пульпер 3 (фиг.2), в котором бумага смешивается с водой посредством лопастного активатора (фиг.3 и 4). На этой первой ступени бумажная масса имеет очень высокую концентрацию.
Пульпер 3 (фиг.2), в котором бумага смешивается с водой посредством лопастного активатора (фиг.3 и 4), представляет из себя емкость, например с горизонтальной осью расположения лопастей активатора, которая соединена с редуктором, приводимым в движение электродвигателем, а сверху которой имеется люк для загрузки макулатуры. Лопастной активатор может быть выполнен в виде, по крайней мере, двух последовательно соединенных винтовых пропеллеров с, по крайней мере, двумя винтовыми лопастями, помещенных в сетчатый барабан (фиг.3). Возможен вариант выполнения активатора (фиг.4) в виде конуса, на боковой поверхности которого расположены винтовые элементы, причем в нижней части конической поверхности выполнены вырезы, которые упираются в барабан, сетчатая часть которого расположена перпендикулярно оси конической поверхности активатора, ось которого также соединена с приводным механизмом.
Затем высококонцентрированная бумажная масса из пульпера 3 посредством насоса подается в бак 4, где смешивается с заранее поданной водой, и консистенция бумажной массы доводится до 4%, тщательно перемешивается и далее насосом транспортируется в очиститель массы 5 (циклон), где бумажная масса очищается от тяжелых включений (стекло, камешки и т.п.), затем насосом масса транспортируется в универсальную сортировку 6. Универсальная сортировка представляет собой устройство, где грязная бумажная масса (макулатура) разделяется на 3 части - бумажную массу (разделенную на волокна), идущую в формовочную секцию 12; бумажную массу, идущую на вибросито 7; массу, содержащую крупные частицы (скотч, камни, скрепки и т.п.), сбрасываемую в тару для отходов. Итак, часть бумажной массы с водой через вибросито 7 поступает обратно в бак 4, а отсортированное волокно бумажной массы поступает под давлением в бак 8. На вибросите также происходит отсев посторонних предметов из бумажной массы (стекло, скотч, скрепки, полиэтилен и др.), которые собираются в контейнер и далее утилизируются на свалку. Очищенная бумажная масса подается в бак 8, где ее консистенция с помощью универсального устройства автоматического регулирования - концентратомера 9 с пневмоклапаном 10 доводится до 1%. С помощью дополнительного пульпера-емкости 11 приготавливается смесь химикатов для придания изделию прочности и водостойкости и подается в емкость 8.
Далее подготовленная 1% бумажная масса подается в емкость формовочной секции 12, в которой расположена формовочная машина, имеющая два ротора: ротор 13 - формующий, а ротор 14 - передающий, при этом оба ротора изготовлены из стального коррозионно-стойкого литья. На роторах 13 и 14 крепятся соответственно формующие и передающие матрицы, которые присоединены к вакуумной системе 15, при этом формующие матрицы, закрепленные на роторе, проходя через наполненную 1% бумажной массой емкость 12 посредством вакуумной системы формуют изделие, которое ротором 14 снимается и укладывается на транспортер, а далее изделие подается в сушильную печь 16.
Способ переработки бумаги осуществляют следующим образом.
Бумага изготавливается из пульпы, содержащей древесное волокно, в которое добавляются связующее вещество и глина, затем производится формовка в листы.
Первоначально макулатура сортируется согласно ее классификации, затем загружается в автоклав для диспергирования, удаления грязи, масла, типографической краски и других инородных материалов, затем ее пропитывают, отбеливают для того, чтобы сформировать пульпу. После пульпера обрабатываемая масса поступает в колонну для влажной обработки, где осуществляется промачивание. Затем осуществляется подача на сито, где происходит выброс грязи и инородного материала, после этого флотация, затем фильтрование, промывание, обезвоживание и обезжиривание, после чего окончательная обработка путем отбеливания с выбросом химикатов.
Сформованные изделия проходят сушильную печь 6, состоящую из нескольких слоев: мокрые изделия поступают в печь сверху, а высушенные изделия выходят из печи снизу. Горячий воздух протекает через печь сверху вниз и движется с помощью направляющих пластин вдоль, между слоев продукта. Транспортировочные цепи в печи приводятся от двигателя формовочной машины, а горячий воздух подводится от воздухонагревателя.
Стенки сушилки состоят из двух пластин, пространство между которыми заполнено жаростойким изоляционным материалом. Подача тепловой энергии обеспечивается за счет сжигания природного газа в горелке 18 и отдачи тепла в воздухонагревателе 17. Производительность воздухонагревателя соответствует потребностям сушильной печи касательно выпаривания. Количество отдаваемого воздуха соответствует количеству воздуха для горелки и подаваемого свежего воздуха. Подача свежего воздуха производится с помощью двух клапанов с ручным управлением на входной стороне рециркулярной воздуходувки. Циркулирующий воздух непосредственно нагревается, горелка встроена в верхний воздушный канал. Для оборотного водоснабжения вакуумной системы предназначена емкость 21.
На время выполнения ремонтно-профилактических работ бумажная масса из резервуара подготовки (поз.3, 4, 8) подается насосами в емкость 19. В эту емкость также стекает избыточная вода и вода от мойки технологического оборудования по трапам, смонтированным в полу помещения. При возобновлении работы линии бумажная масса и вода из емкости 19 насосом 20 подается снова в пульпер 3 для начала технологического процесса. Сброс воды в канализацию отсутствует. В процессе производства используется макулатура и вода. Вид полученных в результате переработки упаковочных изделий может быть практически любым. Все зависит от того, какая применяется матрица. Соответственно, чем больше разнообразие матриц, тем разнообразнее ассортимент выпускаемой продукции. Время замены одной матрицы на другую составляет около 30 минут. На первой стадии макулатура, представляющая собой старые газеты и журналы, картонные коробки, старые яичные прокладки, гофроящики, обрезки типографской и сигаретной бумаги и т.д., загружается в емкость (пульпер) и заливается водой до определенной отметки. Главное требование к макулатуре - это отсутствие посторонних предметов (скрепок, камней, склеивающей ленты, яичной скорлупы и т.д.), которые могут повредить рабочую поверхность матрицы. Далее включается двигатель, приводящий в движение рубящее колесо пульпера, и спустя 10 минут первая порция полученной массы (пульпы) готова к формованию. Пульпа насосом подается в формовочную секцию, а в освободившийся пульпер загружается очередная порция макулатуры и воды. В формовочной секции в автоматически заданном режиме перемещается вверх-вниз матрица. В нижнем положении она заполняется пульпой, в среднем происходит формование изделия, в верхнем положении изделие переносится с матрицы на пуансон, после чего матрица вновь перемещается в нижнее положение. Задача оператора - подставить приемный лоток, на который с пуансона сдувается воздухом влажное изделие, и поместить лоток на тележку, которая после заполнения отвозится в сушильную камеру. Время одного цикла - 7-12 с. Процесс производства - замкнутый, ничто не выбрасывается и не выливается. Вода после отжима изделия при формовании поступает в бак, откуда по мере необходимости заливается в пульпер. Специальных очистных сооружений не требуется.
Пространственный виброизолятор каркасного типа с параллельными упругодемпфирующими элементами
Виброизолятор с плоскими пружинами
Двухступенчатый виброизолятор шарнирного типа для неуравновешенного оборудования
Виброизолятор с параллельно соединенными упругодемпфирующими элементами
Резинометаллический виброизолятор для установки технологического оборудования
Резинометаллический виброизолятор
Виброизолятор корабельный с параллельно соединенными упругодемпфирующими элементами
Пружинный упругий элемент тарельчатого типа
Резиновый виброизолятор для оборудования
Виброизолятор для неуравновешенного оборудования
Виброизолятор с плоскими пружинами
Двухступенчатый виброизолятор шарнирного типа для неуравновешенного оборудования
Виброизолятор с параллельно соединенными упругодемпфирующими элементами
Резинометаллический виброизолятор для установки технологического оборудования
Резинометаллический виброизолятор
Виброизолятор корабельный с параллельно соединенными упругодемпфирующими элементами
Пружинный упругий элемент тарельчатого типа
Резиновый виброизолятор для оборудования
Виброизолятор для неуравновешенного оборудования
Резинометаллический виброизолятор опорного типа

