Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ СПИЦЫ СЕТЧАТОЙ СТРУКТУРЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КРИВОЛИНЕЙНАЯ СПИЦА СЕТЧАТОЙ СТРУКТУРЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретения относятся к авиакосмической промышленности и могут быть использованы для создания каркасов рефлекторов, стрел манипуляторов, а также каркасов куполов минимальной массы и повышенными требованиями по жесткости.
Известны сетчатые оболочки круглого сечения по патенту US 3940891 A от 02.03.1976, МКП7 B64G 1/22, патенту RU 2189907 от 26.06.2000, МКП7 B32B 3/12, патенту RU 2392122 от 05.11.2008, МКП7 B32B 1/08, заявке WO 9307412 A1 от 15.04.1993, МКП7 B32B 1/08, патенту RU 2153419 от 10.03.1999, МКП7 B32B 1/08, патенту RU 2149761 от 03.06.1999, МКП7 B32B 1/00, патенту US 4137354A от 30.01.1979, МКП7 B32B 1/00. Известны длинномерные сетчатые оболочки прямоугольного сечения по полезной модели RU 89070 от 03.09.2009, МКП7 B64C 1/08, полезной модели RU 89069 от 03.09.2009, МКП7 B64C 1/08.
Перечисленные сетчатые оболочки образованы системой продольных, кольцевых и спиральных обоих направлений ребер кругового и прямоугольного профилей и выполнены из однонаправленных жгутов высокомодульных волокон, пропитанных синтетическим связующим. Основной особенностью всех упомянутых способов и конструкций является то, что линия центров поперечного сечения оболочек является прямой линией, а спиральные ребра намотаны с постоянным углом намотки ±φ. Оболочки прямоугольного профиля образованы пересечением четырех плоскостей.
Известные технические решения, определяющие достигнутый уровень техники в простом классе оболочек, не могут быть распространены на конструкции с криволинейной линией центров и не являются особо релевантными. Поэтому предлагаемыми решениями устраняются недостатки общего известного уровня техники.
Недостатком известного уровня техники для способа является следующее.
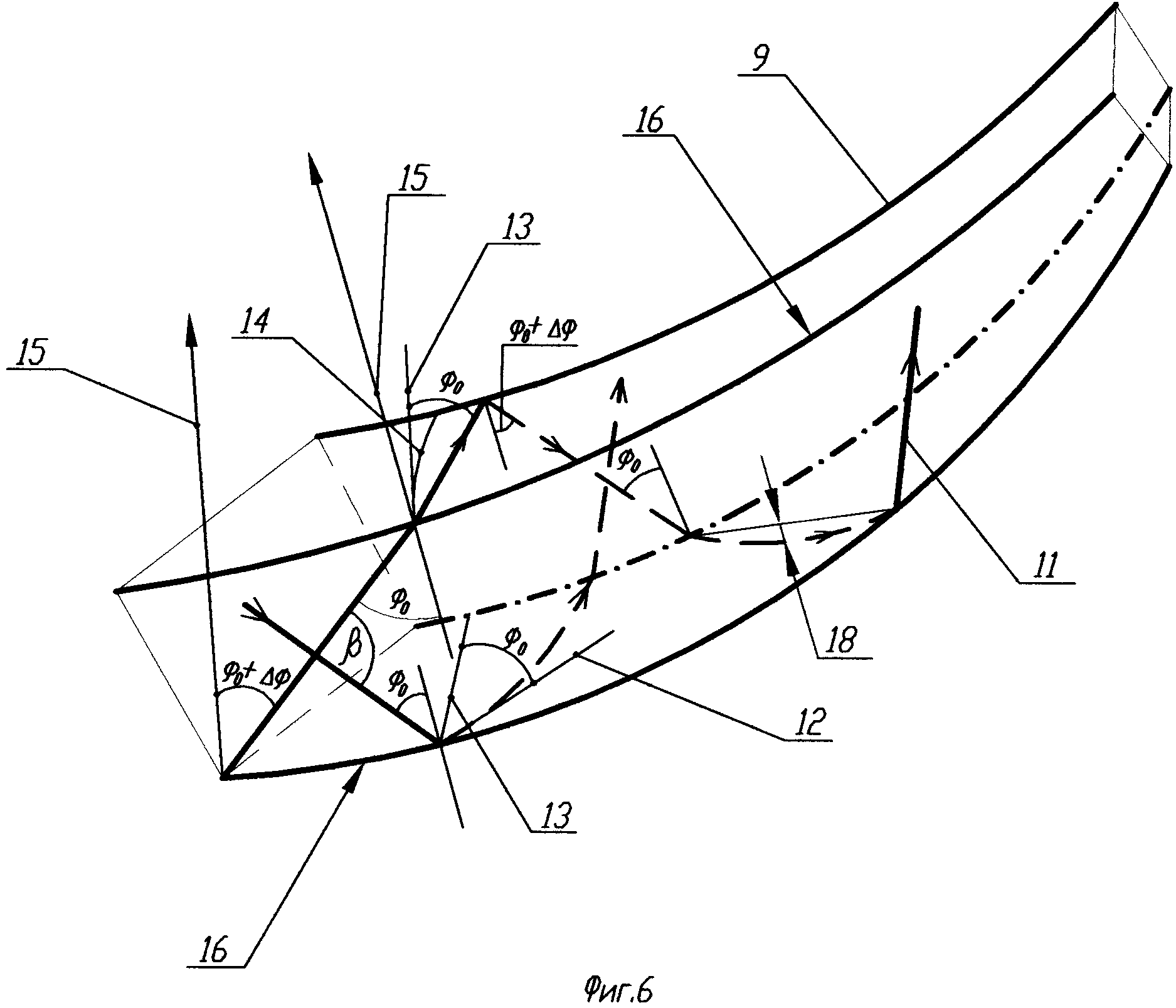
При намотке спиральных ребер криволинейной спицы прямоугольного профиля, наружная поверхность которой образована пересечением двух боковых плоскостей и двух цилиндрических поверхностей, с постоянным углом намотки (см. фиг.6), равным начальному φ0 (для цилиндрических поверхностей φ - угол между касательной к наматываемому спиралью жгуту и касательной к образующей этой цилиндрической поверхности, для плоскостей φ - угол между наматываемым прямолинейным жгутом и нормалью к направляющей окружности цилиндрической поверхности), спиральная намотка вырождается в кольцевую и намотка спиральных ребер становится невозможной. Это происходит потому, что при намотке на боковой плоскости вектор нормали меняет свое положение с каждым шагом намотки.
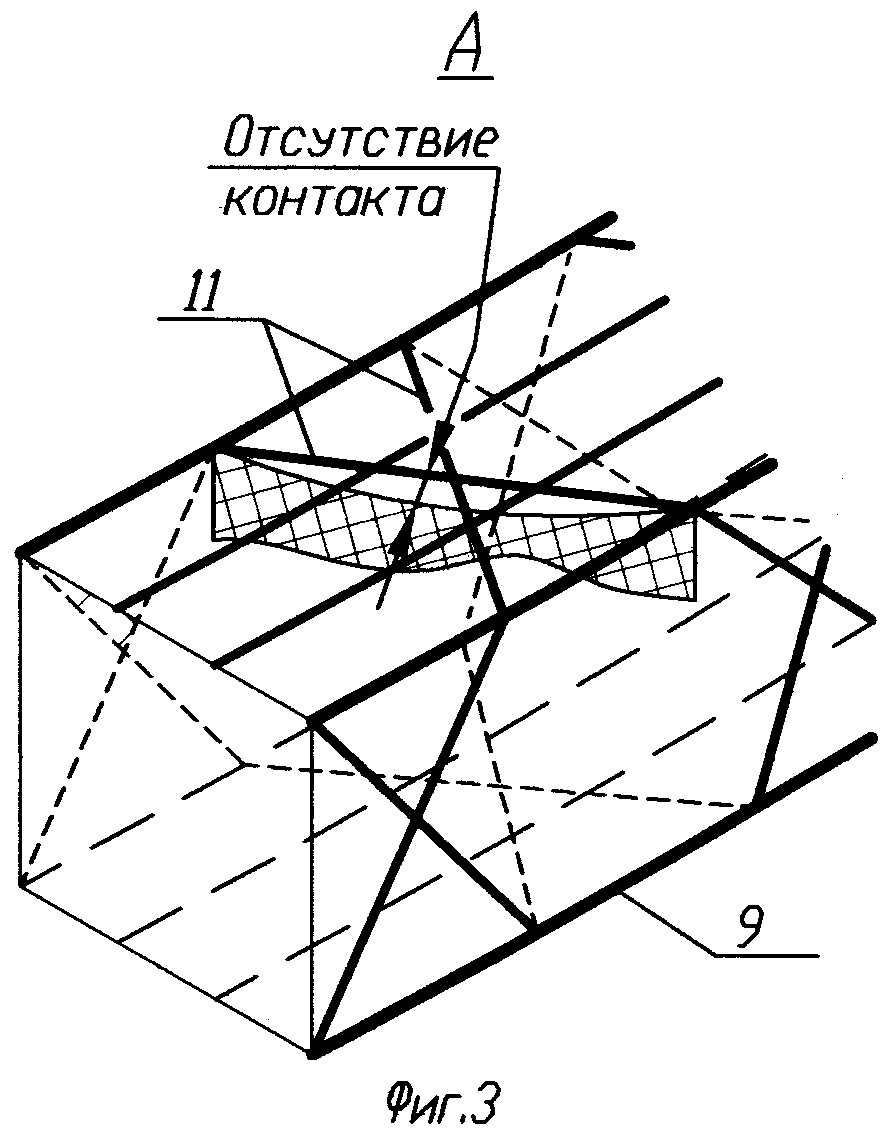
С точки зрения спиральной намотки вогнутой цилиндрической поверхности она имеет отрицательную кривизну, и траектория жгута при его натяжении является прямой линией над вогнутой поверхностью оправки, т.е. намотка этих отрезков спиральных ребер происходит с отсутствием контакта с поверхностью оправки (см. фиг.3), то есть без контактного давления, и структура ребер получается рыхлой, что снижает несущую способность конструкции.
При использовании криволинейной спицы в качестве элемента каркаса зеркального рефлектора с рабочей поверхностью, образованной напылением зеркального материала на тонколистовой материал (гибкую пленку), известные способы не могут обеспечить (из-за естественного разброса модуля упругости материала, толщин и т.д.) совпадение упругих линий спиц комплекта из нескольких спиц, то есть одинаковую деформацию консоли каждой спицы каркаса под заданной изгибающей нагрузкой (заданную изгибную жесткость в очень узких пределах), что приводит к недопустимому искажению зеркала при эксплуатационных нагрузках.
Недостатком известного уровня техники для устройства является следующее.
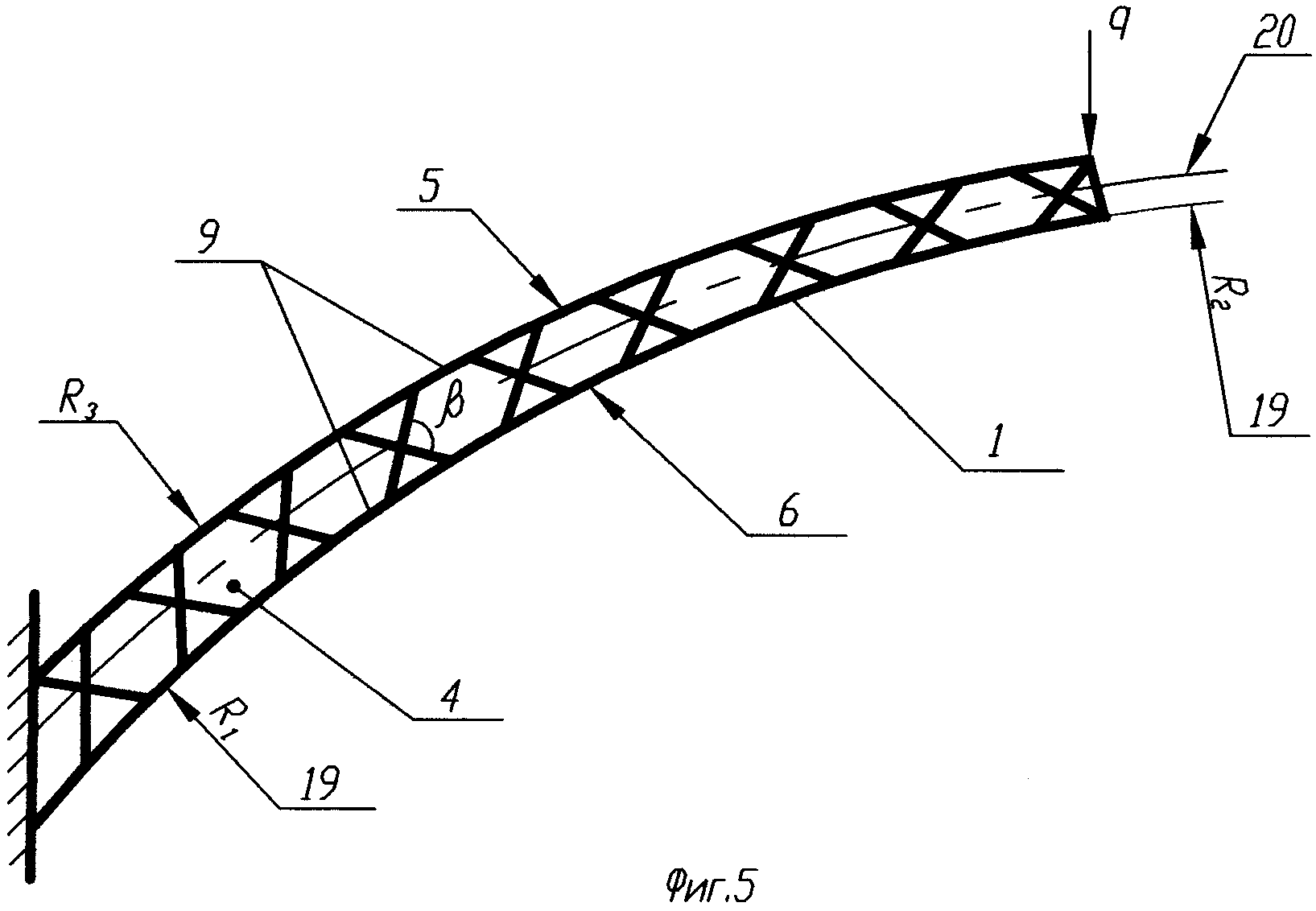
Криволинейная спица прямоугольного профиля, выполненная с применением известных признаков известных устройств, например, для спицы с постоянным (см. фиг.6) углом φ (здесь - угол между спиральным прямолинейным ребром боковой плоскости и нормалью к угловому ребру), частота расположения спиральных ребер на боковых плоскостях спицы возрастает, угол (β) (см. фиг.5, 6) между спиральными ребрами обоих направлений боковых плоскостей возрастает (оптимальное значение β≈90°), и надежность работы консольной спицы, нагруженной преимущественно изгибающими усилиями, значительно снижается, кроме того, возрастает масса конструкции преимущественно в направлении свободного конца консоли, что также крайне негативно.
Спиральные ребра внутренней цилиндрической поверхности имеют рыхлую структуру из-за отсутствия контактного давления при изготовлении (намотке и термообработке), что снижает надежность работы спицы из-за снижения ее несущей способности.
При использовании криволинейной спицы в качестве элемента каркаса зеркального рефлектора с рабочей поверхностью, образованной напылением зеркального материала на тонколистовой материал (гибкую пленку), известные устройства (из-за естественного разброса модуля упругости материала, толщин и т.д.) не могут обеспечить совпадение упругих линий консолей каждой спицы каркаса под заданной изгибающей нагрузкой (заданную изгибную жесткость в очень узких пределах), что приводит к недопустимому искажению зеркала при эксплуатационных нагрузках.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка конструкции и технологии изготовления спицы, исключающая указанные недостатки.
Технический результат для способа, который может быть получен при решении технической задачи, заключается в повышении его технологичности и качества спицы за счет намотки спиральных ребер на боковых плоскостях криволинейной спицы с пошаговой корректировкой (см. фиг.6) угла намотки φ, за счет намотки спиральных ребер на внутренней криволинейной поверхности спицы с обеспечением контактного давления при исключении вогнутости оправки под наматываемыми жгутами ребра, а также за счет возможности оптимизации изгибной жесткости спицы по ее длине.
Технический результат для устройства, который может быть получен при решении технической задачи, заключается в повышении надежности его работы за счет расположения спиральных ребер на боковых плоскостях с пошаговым изменением (см. фиг.6) угла (φ) между спиральным прямолинейным ребром боковой плоскости и нормалью к угловому ребру, за счет обеспечения приближения угла (β) (см. фиг.5, 6) между спиральными ребрами обоих направлений боковых плоскостей к прямому, а также за счет исключения рыхлости спиральных ребер на вогнутой криволинейной поверхности спицы. Кроме того, техническим результатом является оптимизация изгибной жесткости спицы по ее длине, а также снижение массы, преимущественно в направлении свободного конца консоли.
Поставленная задача с достижением технического результата решается тем, что способ изготовления криволинейной спицы из композиционных материалов, при котором на жесткую криволинейную оправку наносят разделительный слой из легкоизвлекаемого материала, профиль которого задают пересечением двух боковых плоскостей и двух криволинейных, наружной цилиндрической и внутренней торовой, поверхностей, на пересечениях всех поверхностей выполняют четыре канавки для укладки жгутов основных продольных ребер спицы, на цилиндрической и торовой поверхностях - канавки для дополнительных продольных ребер и на всех поверхностях - спиральные канавки обоих направлений для намотки жгутов спиральных ребер спицы, причем спиральные канавки на криволинейных, цилиндрической и торовой, поверхностях выполняют с обеспечением угла намотки φ0 между касательной к наматываемому спиралью жгуту и касательной к образующей криволинейной поверхности, на боковых плоскостях при переходе с плоскости на криволинейную поверхность - с обеспечением угла намотки между наматываемым жгутом и нормалью к направляющей окружности этой криволинейной поверхности - φ0, а при переходе с криволинейной поверхности на плоскость - (φ0+Δφ), обеспечивая равенство φ0 для всех поверхностей оправки, при этом Δφ определяют по формуле:
 ,
,
 ;
;  , где:
, где:
x0, y0 - координаты центра окружности перехода на плоскости, которой принадлежит наматываемое ребро;
xn, yn - координаты точки на плоскости, из которой выходит ребро;
xn+1, yn+1 - координаты конца ребра на плоскости,
при этом образующий радиус тора r определяют по формуле:
r<Rвн·ctg2φ0, где:
Rвн - радиус направляющей окружности торовой поверхности;
φ0 - угол намотки между наматываемым жгутом ребра и касательной к этой образующей окружности торовой поверхности,
затем в канавки послойно наматывают жгуты из однонаправленных полимерных волокон, пропитанных синтетическим связующим, с обеспечением параметров намотки для получения сетчатой структуры спицы и обеспечения прямолинейности отрезков продольных ребер на торовой внутренней поверхности спицы, отрезков спиральных ребер на боковых плоскостях, криволинейности продольных ребер наружной цилиндрической поверхности и выпуклости отрезков спиральных ребер на цилиндрической и торовой поверхностях, после отверждения связующего спицу с разделительным слоем снимают с оправки и из спицы удаляют разделительный слой.
Заданную изгибную жесткость спицы комплекта экспериментально подбирают методом симметричной вырезки участков дополнительных ребер на каждой спице при ее испытаниях.
Площадь сечения основного продольного ребра выполняют не менее чем в 4-5 раз больше, чем спирального и дополнительного продольного.
Для устройства поставленная задача с достижением технического результата решается тем, что криволинейная спица из композиционных материалов, профиль которой задан пересечением двух боковых плоскостей и двух криволинейных, наружной цилиндрической и внутренней торовой, поверхностей, включающая выполненные из однонаправленных с образованием ячеистой структуры жгутов из пропитанных синтетическим связующим полимерных волокон четыре основных продольных ребра, расположенных на пересечении всех поверхностей, расположенные на криволинейных поверхностях дополнительные продольные ребра и расположенные на всех поверхностях спиральные ребра обоих направлений, причем спиральные ребра на криволинейных, цилиндрической и торовой, поверхностях расположены под углом φ0 между касательной к ребру и касательной к образующей криволинейной поверхности, на боковых плоскостях при переходе с плоскости на криволинейную поверхность - под углом между ребром и нормалью к направляющей окружности этой криволинейной поверхности - φ0, а при переходе с криволинейной поверхности на плоскость - (φ0+Δφ), с обеспечением равенства φ0 для всех поверхностей спицы, при этом Δφ определен формулой:
 ,
,
 ;
;  , где:
, где:
x0, y0 - координаты центра окружности перехода на плоскости, которой принадлежит ребро;
xn, yn - координаты точки начала ребра на плоскости;
xn+1, yn+1 - координаты конца ребра на плоскости,
при этом образующий радиус тора r определен формулой:
r<Rвн·ctg2φ0, где:
Rвн - радиус направляющей окружности торовой поверхности;
φ0 - угол между ребром и касательной к образующей окружности торовой поверхности.
Заданная изгибная жесткость спицы комплекта экспериментально подобрана методом симметричной вырезки участков дополнительных ребер на каждой спице при ее испытаниях.
Площадь сечения основного продольного ребра выполнена не менее чем в 4-5 раз больше, чем спирального и дополнительного продольного.
Отличительными признаками для способа являются следующие признаки:
- профиль разделительного слоя задают пересечением двух боковых плоскостей и двух криволинейных, наружной цилиндрической и внутренней торовой - признаки существенные, предусматривают наличие новых операций и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа за счет намотки спиральных ребер на внутренней криволинейной поверхности спицы с исключением отрицательной кривизны траектории намотки;
- спиральные канавки на боковых плоскостях при переходе с криволинейной поверхности на плоскость выполняют с обеспечением угла намотки между наматываемым жгутом и нормалью к направляющей окружности этой криволинейной поверхности - (φ0+Δφ), при этом Δφ определяют по формуле:
 ,
,
 ;
;  , где:
, где:
x0, y0 - координаты центра окружности перехода на плоскости, которой принадлежит наматываемое ребро;
xn, yn - координаты точки на плоскости, из которой выходит ребро;
xn+1, yn+1 - координаты конца ребра на плоскости -
- признаки существенные, предусматривают наличие новых параметров операций технологического процесса, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа с обеспечением его параметров и возможности спиральной намотки без вырождения ее в кольцевую за счет намотки спиральных ребер на боковых плоскостях криволинейной спицы с пошаговой корректировкой (см. фиг.6) угла намотки φ;
- образующий радиус тора r определяют по формуле:
r<Rвн·ctg2φ0, где:
Rвн - радиус направляющей окружности торовой поверхности;
φ0 - угол намотки между наматываемым жгутом ребра и касательной к этой образующей окружности торовой поверхности -
- признак существенный, предусматривает наличие новых параметров операций технологического процесса, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности способа за счет намотки спиральных ребер на внутренней криволинейной поверхности спицы с контактным давлением, обеспечивающим повышение качества спицы за счет исключения рыхлости спиральных ребер на вогнутой поверхности спицы;
- заданную изгибную жесткость спицы комплекта экспериментально подбирают методом симметричной вырезки участков дополнительных ребер на каждой спице при ее испытаниях - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата - повышения технологичности способа за счет возможности оптимизации изгибной жесткости спицы по ее длине и подбора спиц одинаковой жесткости для обеспечения отсутствия искажения зеркала рефлектора;
- площадь сечения основного продольного ребра выполняют не менее чем в 4-5 раз больше, чем спирального и дополнительного продольного - признаки существенные, предусматривают наличие новых операций и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа и качества спицы за счет возможности оптимизации ее изгибной жесткости при минимальной массе.
Отличительными признаками для устройства являются следующие признаки:
- профиль спицы задан пересечением двух боковых плоскостей и двух криволинейных, наружной цилиндрической и внутренней торовой, поверхностей - признаки существенные, предусматривают новую форму элементов и их новое взаимное расположение, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы конструкции за счет исключения рыхлости спиральных ребер на вогнутой поверхности спицы;
- спиральные ребра на боковых плоскостях при переходе с криволинейной поверхности на плоскость расположены под углом между ребром и нормалью к направляющей окружности этой криволинейной поверхности - (φ0+Δφ), при этом Δφ определен формулой:
 ,
,
 ;
;  , где:
, где:
x0, y0 - координаты центра окружности перехода на плоскости, которой принадлежит ребро;
xn, yn - координаты точки начала ребра на плоскости;
xn+1, yn+1 - координаты конца ребра на плоскости -
- признаки существенные, предусматривают новое взаимное расположение элементов и новое соотношение размеров, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы конструкции за счет расположения спиральных ребер на боковых плоскостях с пошаговым изменением (см. фиг.6) угла (φ) между спиральным прямолинейным ребром боковой плоскости и нормалью к угловому ребру, за счет обеспечения приближения угла (β) между спиральными ребрами обоих направлений боковых плоскостей к прямому, кроме того, признак направлен на снижение массы, преимущественно в направлении свободного конца консоли;
- образующий радиус тора r определен формулой:
r<Rвн·ctg2φ0, где:
Rвн - радиус направляющей окружности торовой поверхности;
φ0 - угол между ребром и касательной к образующей окружности торовой поверхности -
- признак существенный, предусматривает новое соотношение размеров, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности работы конструкции за счет исключения рыхлости спиральных ребер на вогнутой поверхности спицы;
- заданная изгибная жесткость спицы комплекта экспериментально подобрана методом симметричной вырезки участков дополнительных ребер на каждой спице при ее испытаниях - признаки существенные, предусматривают новое взаимное расположение элементов и удаление известных элементов направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы конструкции за счет оптимизации изгибной жесткости спицы по ее длине, а также снижения массы, преимущественно в направлении свободного конца консоли;
- площадь сечения основного продольного ребра выполнена не менее чем в 4-5 раз больше, чем спирального и дополнительного продольного - признак существенный, предусматривает новое соотношение размеров, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности работы конструкции за счет оптимизации изгибной жесткости спицы, а также снижения массы.
Для доказательства существенности признаков изобретений, представленных формулами, приведены математические выводы указанных формул.
Для вывода формулы пошаговой корректировки угла спиральной намотки
, где  ;
;  ,
,
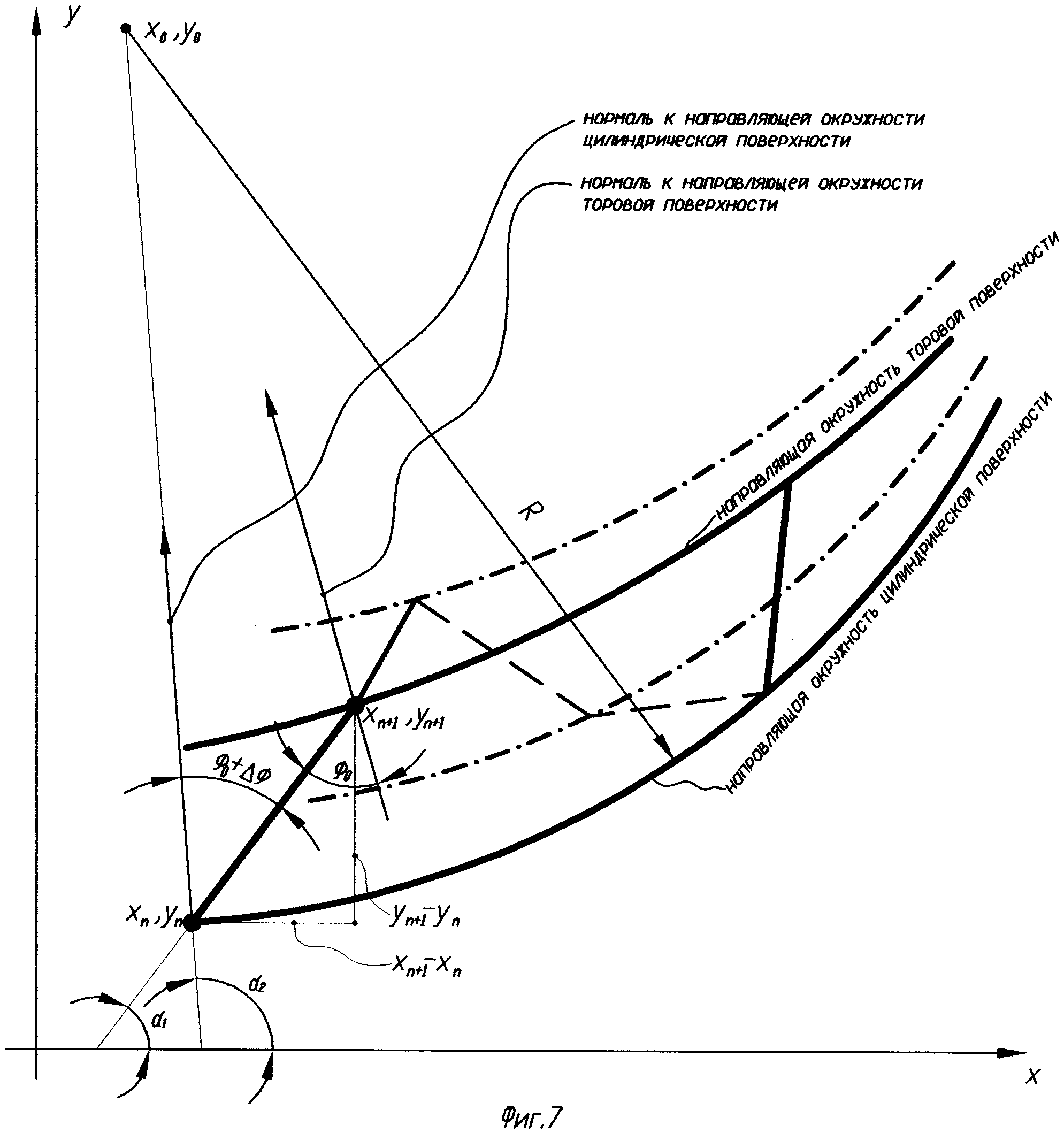
рассмотрим намотку спиральных ребер, см. фиг.7.
Прямая, соответствующая спиральному ребру, проходящая через точку с координатами, например, xn, yn, описывается известным уравнением (см. А.Е.Цикунов. Сборник формул по математике, 2008 г., стр.55): y-yn=a1(х-xn), где a1=tg α1. Прямая, проходящая через точку xn, yn в направлении нормали к окружности цилиндрической части, описывается аналогично y-yn=a2(х-xn).
Угол между двумя прямыми по цитируемому справочнику (стр.55)  .
.
Определим a1 и a2 через проекции прямых, фиг.7. Очевидно,  ;
;  .
.
Из фиг.7 следует, что α2>90° и tgα2<0, соответственно, и yn-y0<0.
Проведенные рассуждения доказывают корректность формулы пошаговой коррекции угла спиральной намотки.
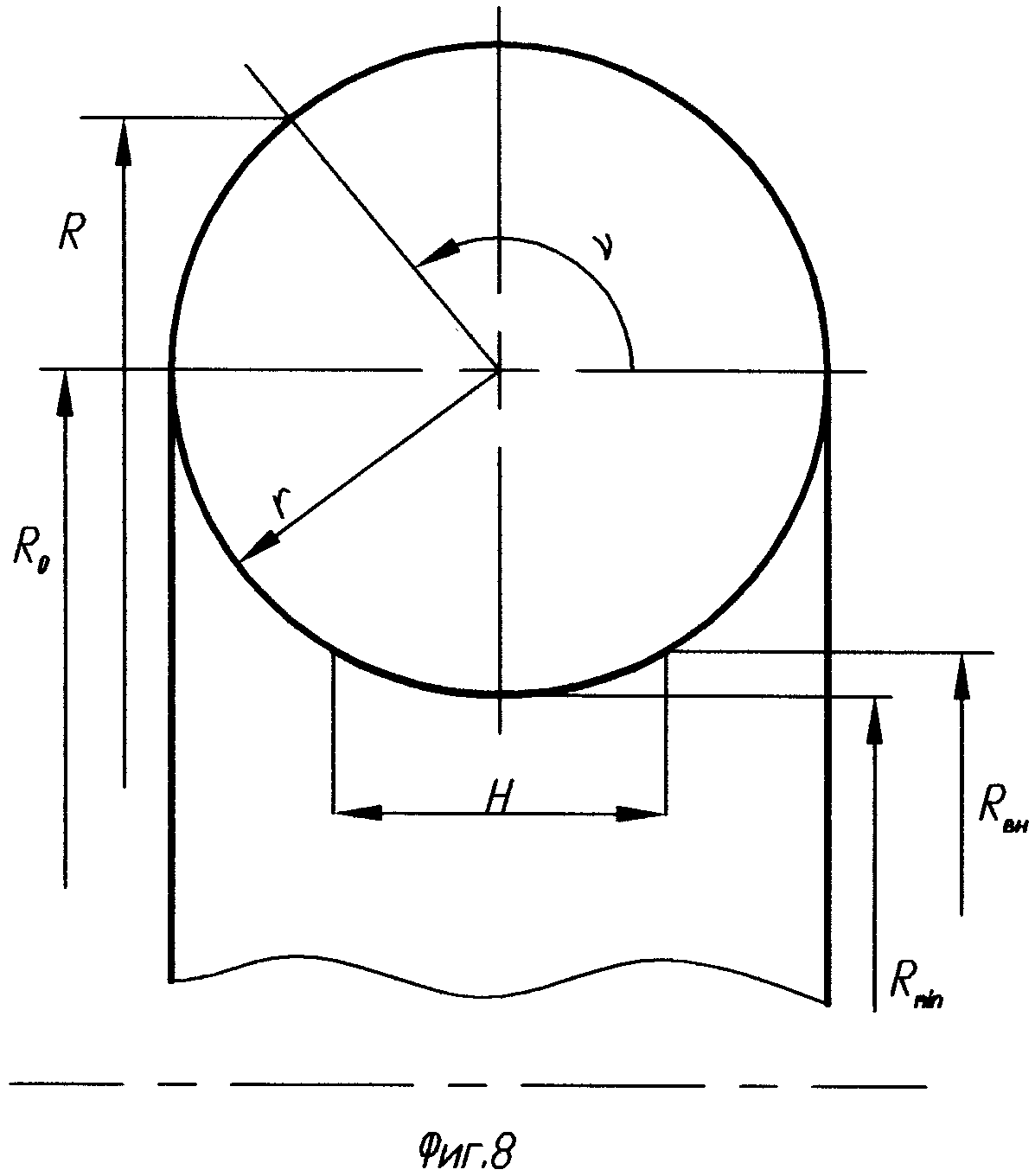
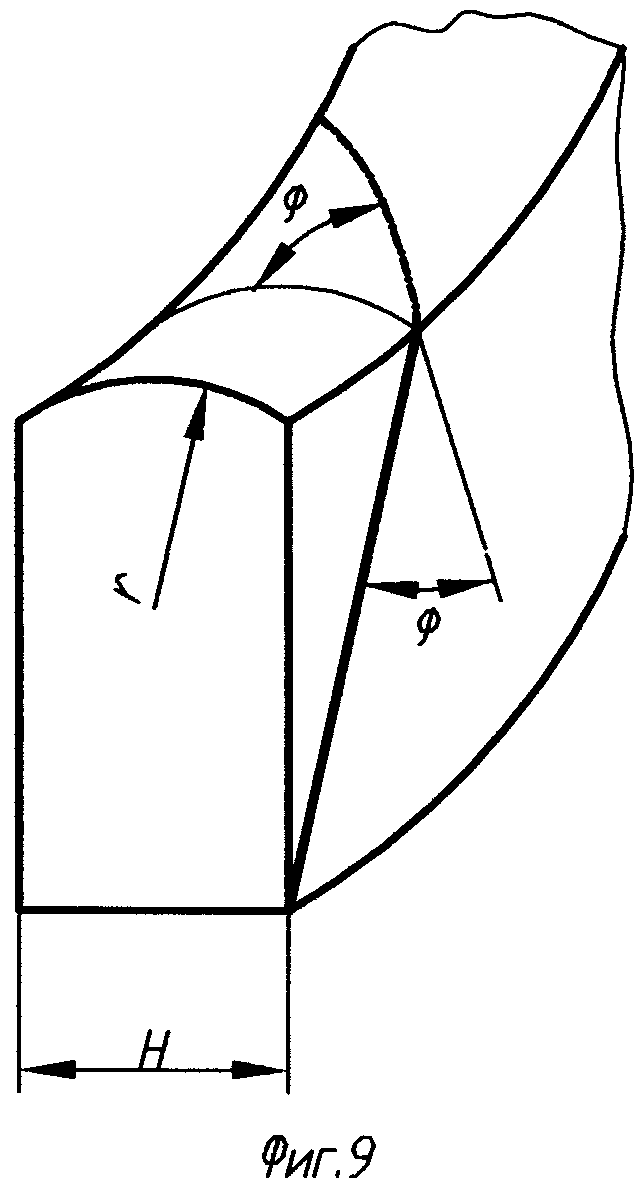
Для вывода формулы образующего радиуса торовой поверхности r<Rвн·ctg2φ0, сечение которой описывается уравнением:
R=r(t+sinυ), где  ,
,
рассмотрим намотку спиральных ребер на торовой поверхности, см. фиг.8, 9.
Контактное давление будет обеспечено при намотке, если кривизна нити (жгута), наматываемого с натяжением, будет положительна. Кривизну жгута Kn можно определить по известной формуле Эйлера (см. Погорелов А.В. Дифференциальная геометрия, 1974 г.)
Тогда:
Kn=K1cos2φ0+K2sin2φ0>0;  ;
;
Здесь:
ρn - радиус кривизны жгута на оправке;
φ0 - угол намотки тора;
 ;
;  - главные кривизны для тора.
- главные кривизны для тора.
С учетом выражений для K1 и K2 получим:
t cos2φ0+sin υ>0.
Наиболее критичен случай, когда sin υ=-1; (υ=-90°),
этот случай соответствует R=Rmin=R0-r;
Для торовой поверхности рассматриваемой спицы:
Rmin - неизвестен, известен Rвн.
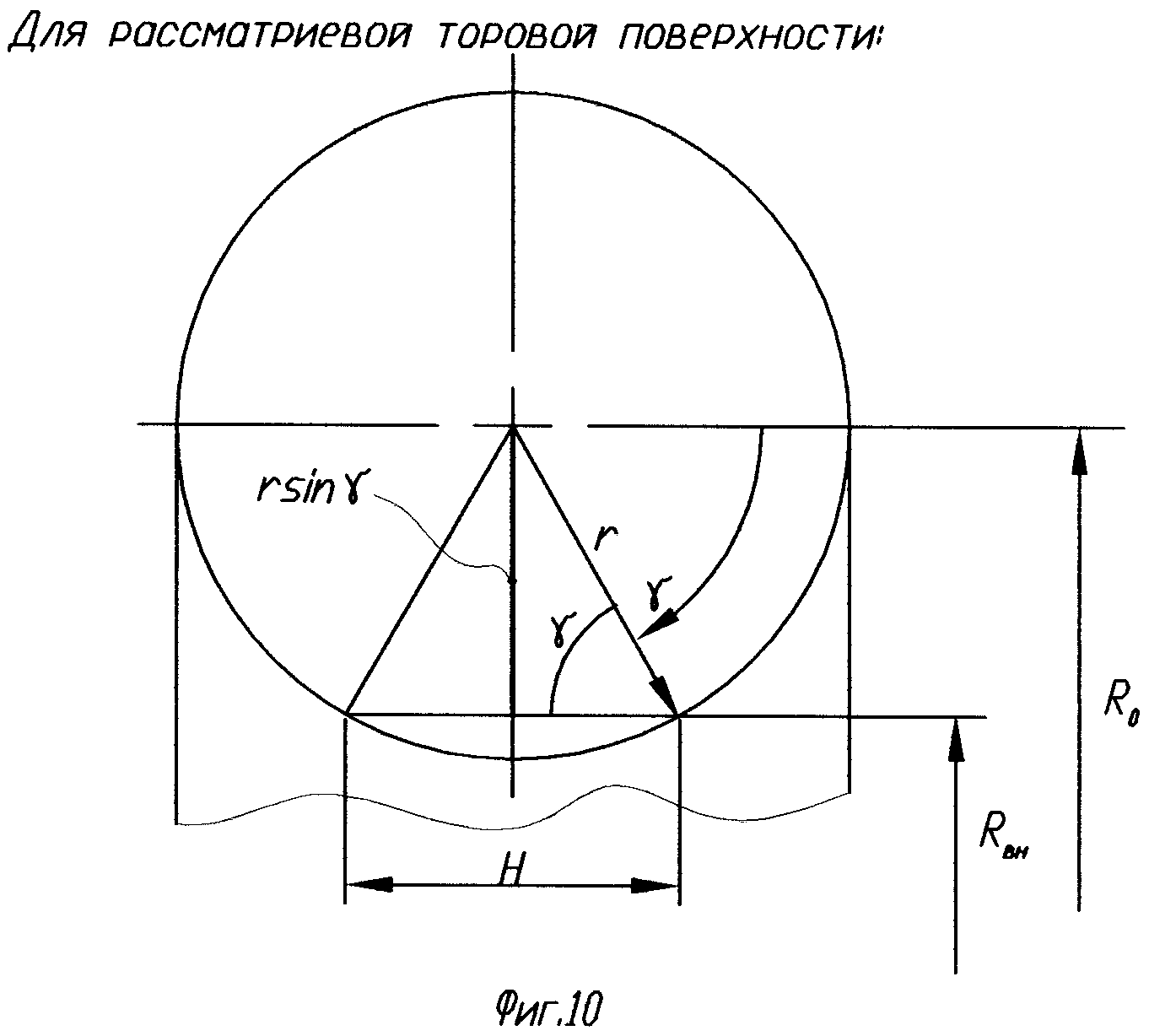
Из фиг.10 следует Rвн=R0-r sinγ;
 ;
;  ;
;
Так как спица тонкая Н≈30 мм, а Rвн≈3000 мм, то  и sinγ≈1, тогда Rвн≈Rmin.
и sinγ≈1, тогда Rвн≈Rmin.
Таким образом, ограничение имеет вид:
 .
.
Откуда получаем требуемую формулу r<Rвн·ctg2φ0.
В нашем случае, при φ0=45°, ctg45°=1 и r<Rвн.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники и аналогами. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению технологичности спицы сетчатой структуры и надежности ее работы без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствию критерию «изобретательский уровень».
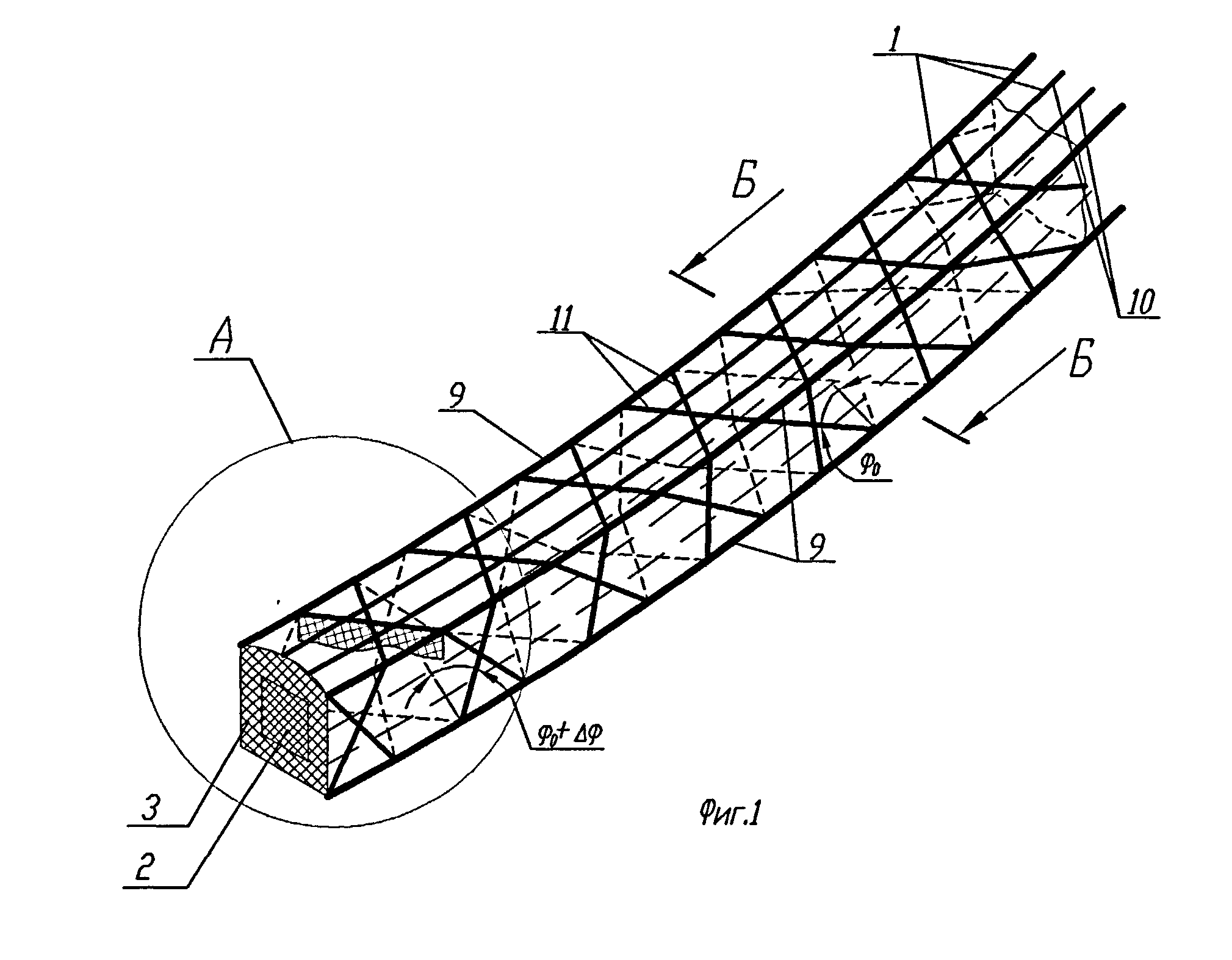
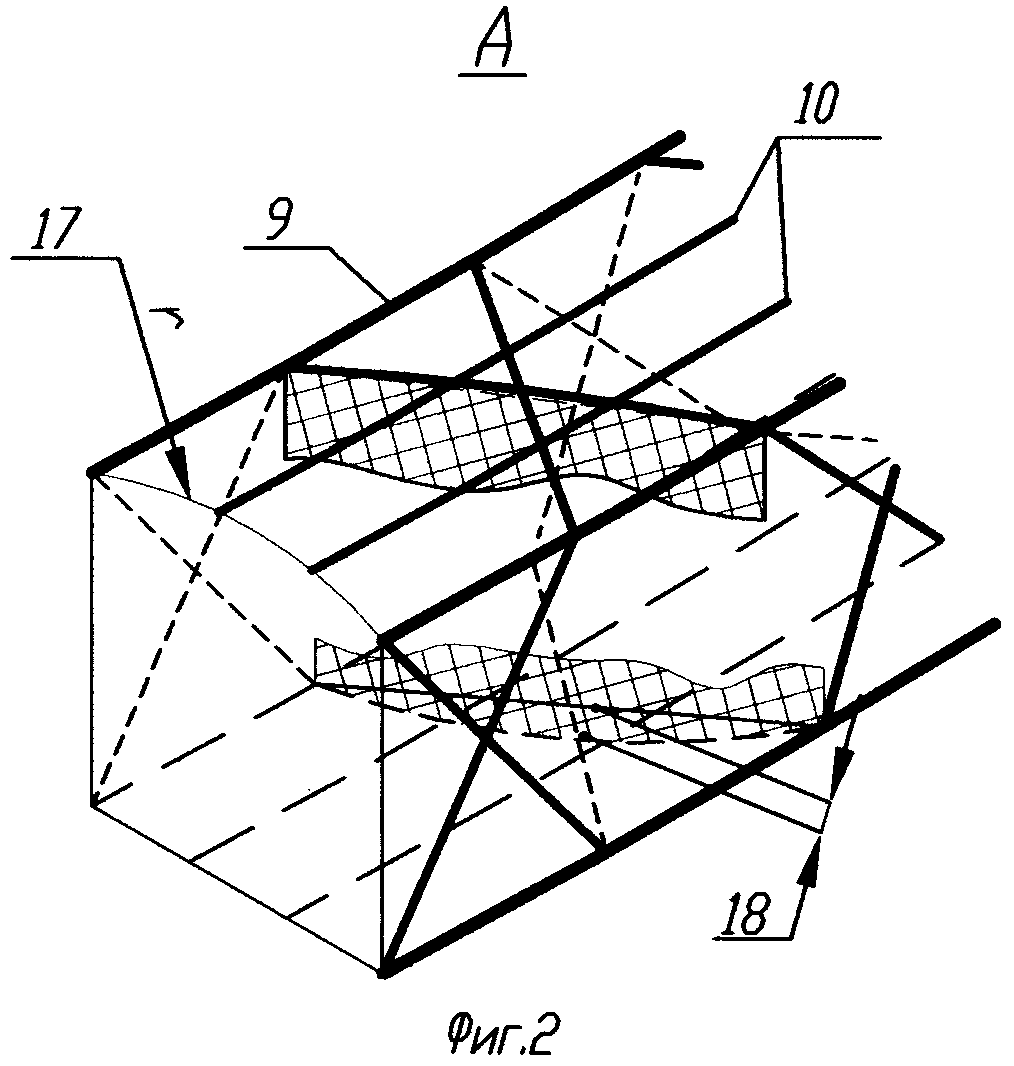
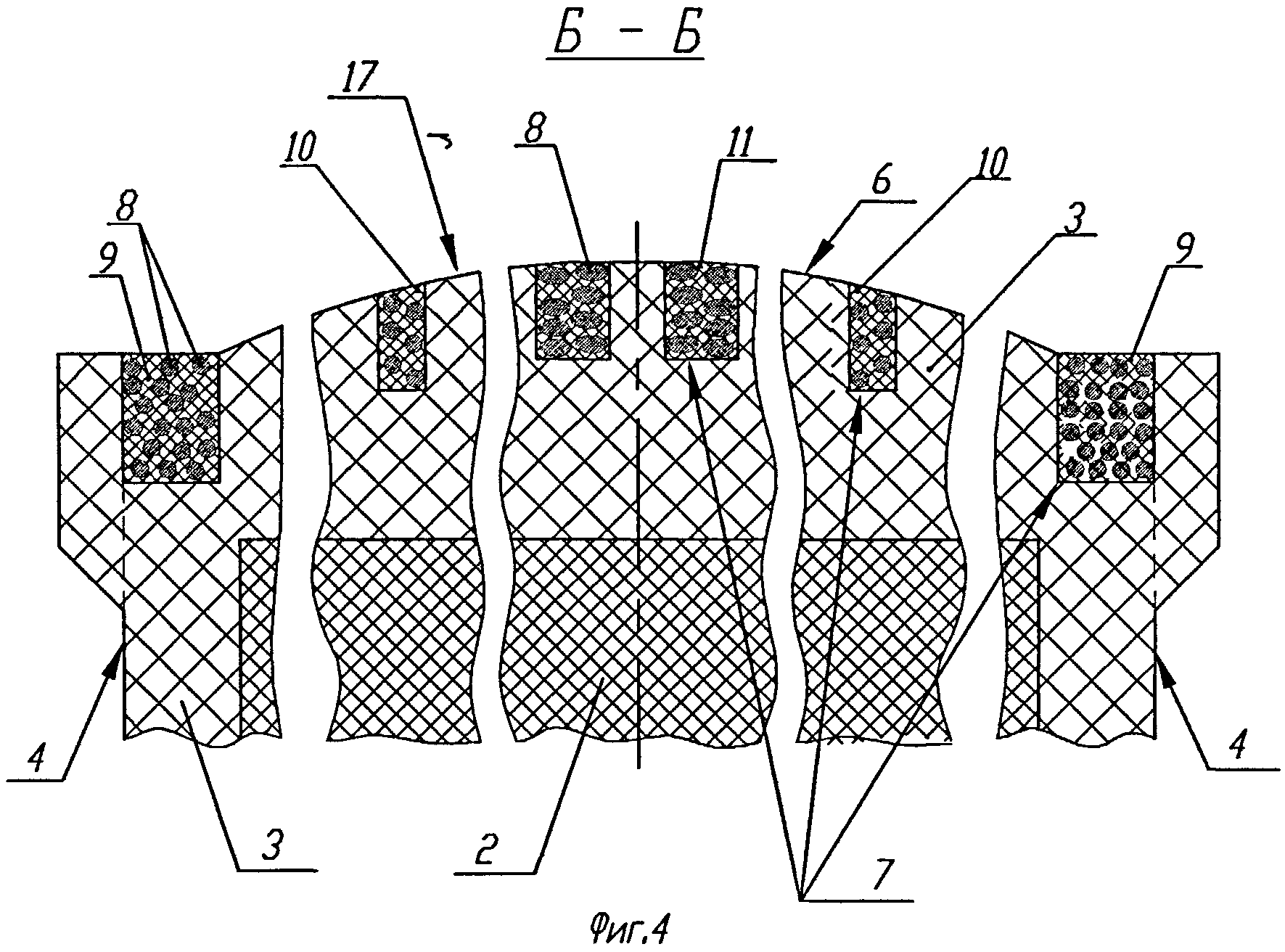
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид способа, на фиг.2 - сечения оправки по траектории намотки, на фиг.3 - то же для известного уровня техники, на фиг.4 - сечение оправки по канавкам, на фиг.5 - спица, вид слева, на фиг.6 - траектория намотки жгутов, на фиг.7 - схема для вывода формулы пошаговой корректировки угла намотки, на фиг.8, 9, 10 - схемы для вывода формулы радиуса торовой поверхности.
Способ изготовления криволинейной спицы 1 из композиционных материалов, при котором на жесткую криволинейную оправку 2 наносят разделительный слой 3 из легкоизвлекаемого материала, профиль которого задают пересечением двух боковых плоскостей 4 и двух криволинейных, наружной цилиндрической 5 и внутренней торовой 6, поверхностей, на пересечениях всех поверхностей выполняют четыре канавки 7 для укладки жгутов 8 основных продольных ребер 9 спицы 1, на цилиндрической 5 и торовой 6 поверхностях - канавки 7 для дополнительных продольных ребер 10 и на всех поверхностях - спиральные канавки 7 обоих направлений для намотки жгутов спиральных ребер 11 спицы 1, причем спиральные канавки 7 на криволинейных, цилиндрической 5 и торовой 6, поверхностях выполняют с обеспечением угла намотки φ0 между касательной 12 к наматываемому спиралью жгуту 8 и касательной 13 к образующей 14 криволинейной поверхности, на боковых плоскостях 4 при переходе с плоскости 4 на криволинейную поверхность 5 и 6 с обеспечением угла намотки между наматываемым жгутом 8 и нормалью 15 к направляющей окружности 16 этой криволинейной поверхности - φ0, а при переходе с криволинейной поверхности 5 и 6 на плоскость 4 - (φ0+Δφ), обеспечивая равенство φ0 для всех поверхностей оправки, при этом Δφ определяют по формуле:
 ,
,
 ;
;  , где:
, где:
x0, y0 - координаты центра окружности перехода на плоскости, которой принадлежит наматываемое ребро 11;
xn, yn - координаты точки на плоскости, из которой выходит ребро 11;
xn+1, yn+1 - координаты конца ребра 11 на плоскости.
Образующий радиус r тора 17 определяют по формуле:
r<Rвн·ctg2φ0, где:
Rвн - радиус направляющей окружности торовой поверхности;
φ0 - угол между ребром 11 и касательной 13 к образующей окружности 14 торовой поверхности 6, см. фиг.4, 6.
Затем в канавки 7 послойно наматывают жгуты 8 из однонаправленных полимерных волокон, пропитанных синтетическим связующим, с обеспечением параметров намотки для получения сетчатой структуры спицы 1 и обеспечения прямолинейности отрезков продольных ребер 9 и 10 на торовой 6 внутренней поверхности спицы 1, отрезков спиральных ребер 11 на боковых плоскостях 4, криволинейности продольных ребер 9 и 10 наружной цилиндрической поверхности 5 и выпуклости 18 (см. фиг.2) отрезков спиральных ребер 11 на цилиндрической 5 и торовой 6 поверхностях, после отверждения связующего спицу 1 с разделительным слоем 3 снимают с оправки 2 и из спицы 1 удаляют разделительный слой 3.
Заданную изгибную жесткость спицы 1 экспериментально подбирают методом симметричной вырезки участков дополнительных ребер 10.
Площадь сечения основного 9 продольного ребра выполняют не менее чем в 4-5 раз больше, чем спирального 11 и дополнительного 10 продольного.
Криволинейная спица 1 из композиционных материалов, профиль которой задан пересечением двух боковых плоскостей 4 и двух криволинейных, наружной цилиндрической 5 и внутренней торовой 6, поверхностей, включающая выполненные из однонаправленных с образованием ячеистой структуры жгутов 8 из пропитанных синтетическим связующим полимерных волокон четыре основных 9 продольных ребра, расположенных на пересечении всех поверхностей, расположенные на криволинейных поверхностях дополнительные 10 продольные ребра и расположенные на всех поверхностях спиральные 11 ребра обоих направлений, причем спиральные ребра 11 на криволинейных, цилиндрической 5 и торовой 6, поверхностях расположены под углом φ0 между касательной 12 к ребру и касательной 13 к образующей 14 криволинейной поверхности, на боковых плоскостях 4 при переходе с плоскости 4 на криволинейную поверхность 5 и 6 - под углом между ребром и нормалью 15 к направляющей окружности 16 этой криволинейной поверхности - φ0, а при переходе с криволинейной поверхности 5 и 6 на плоскость 4 - (φ0+Δφ), с обеспечением равенства φ0 для всех поверхностей спицы 1, при этом Δφ определен по формуле:
 ,
,
 ;
;  , где:
, где:
х0, y0 - координаты центра окружности перехода на плоскость, которой принадлежит ребро 11;
xn, yn - координаты точки начала ребра 11 на плоскости;
xn+1, yn+1 - координаты конца ребра 11 на плоскости.
Образующий радиус r тора 17 определен формулой:
r<Rвн·ctg2φ0, где:
Rвн - радиус направляющей окружности торовой поверхности;
φ0 - угол между ребром 11 и касательной 13 к образующей окружности 14 торовой поверхности 6, см. фиг.4, 6.
Заданная изгибная жесткость спицы 1 экспериментально подобрана методом симметричной вырезки участков дополнительных ребер 10, причем симметричностью (относительно продольной плоскости симметрии спицы 1) вырезки участков обеспечено исключение кручения консоли при ее изгибе.
Площадь сечения основного продольного ребра 9 выполнена не менее чем в 4-5 раз больше, чем спирального 11 и дополнительного продольного 10.
Пример конкретного исполнения способа заключается в том, что спицу 1 наматывают с обеспечением параметров намотки, в том числе φ0, Δφ, а также радиуса R кривизны 19 спицы 1 (см. фиг.5). Причем кривизна 19 спицы исходя из технических требований конструкторской документации может быть задана более чем одним сопрягаемыми радиусами с соответствующими центрами окружностей (x0, y0). В этом случае определяют в том числе параметры Δφ1, Δφ2, Δφ3 и т.д. для каждого участка намотки исходя из R1, R2, R3 и т.д. и заданных чертежом для использования в представленной формуле, например, координат точки (xn, yn) (см. фиг.7), принадлежащей кривой, например, радиуса R1 (см. фиг.5), из которой выходит жгут под углом к нормали (φ0+Δφ) (см. фиг.7). Координаты точки (xn+1, yn+1) (см. фиг.7) определяют из условия принадлежности точки кривой радиуса R3 (см. фиг.5) и условия прихода жгута в эту точку под углом φ0=const (см. фиг.7) к нормали к этой кривой. Жгуты 8 наматывают по геодезической траектории за исключением случая перехода с криволинейной поверхности 5, 6 на боковую плоскость 4, то есть в момент корректировки φ. В этом случае с целью повышения качества укладки жгутов 8 в канавки 7 (чтобы жгут удерживался не за счет углубления в канавку, а как на гладкой оправке) необходимо выполнение условия |tgΔφ/2|<ктр, где ктр - коэффициент трения при намотке. При необходимости, выполнение этого условия может быть обеспечено, например, корректировкой угла φ0. Кроме того, для обеспечения заданной изгибной жесткости спицы 1 ее нагружают консольно (см. фиг.5) единичным усилием q и для обеспечения соответствия замеренного прогиба и его разброса между отдельными спицами техническим требованиям вырезают участки симметричных продольных дополнительных ребер 10 на поверхности 5 или поверхности 6, регулируя снижение жесткости до требуемой величины. Причем для обеспечения заданной жесткости по длине спицы (совпадения упругой линии 20 для нескольких спиц комплекта) прогиб измеряют в нескольких точках спицы с симметричной вырезкой ребер 10 на соответствующих участках.
Работает криволинейная спица 1 следующим образом. При использовании спицы в качестве элемента каркаса зеркального рефлектора с рабочей поверхностью, образованной напылением зеркального материала на тонколистовой материал (гибкую пленку), к каждой спице 1 каркаса для исключения искажения зеркала предъявляются повышенные требования по совпадению упругих линий 20 под действием изгибающих нагрузок. При изменении положения зеркального рефлектора (поворот, перемещение) на каркас воздействуют инерционные нагрузки, которые сводятся для каждой спицы 1 к воздействию на нее изгибающего усилия. Благодаря предложенной оптимизации изгибной жесткости спицы 1 по ее длине искажения зеркала не происходит.
Использование изобретений позволит создать высокотехнологичную конструкцию криволинейной спицы сетчатой структуры высокого качества и с повышенной надежностью работы, что подтверждает использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний макетов и опытных образцов спицы, узлов и макетов рефлектора, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
Способ изготовления металлопластикового баллона высокого давления
Панель крыла или оперения летательного аппарата из слоистых композиционных материалов
Резинометаллический шарнир для гусениц транспортных средств
Металлопластиковый баллон высокого давления космического аппарата
Композитная армирующая нить, препрег, лента для 3d печати и установки для их изготовления
Подложка панели солнечной батареи и способ ее изготовления
Способ изготовления жидкостного тракта системы терморегулирования космического аппарата
Способ намотки конической оболочки вращения из полимерных композиционных материалов и коническая оболочка вращения из полимерных композиционных материалов
Траверса для переносов и проведения монтажно-стыковочных работ крупногабаритных изделий
Способ изготовления индивидуальных эргономических рукояток лапароскопических хирургических инструментов с использованием трехмерной печати
Устройство поворота объекта
Композитный демпфирующий элемент и способ его изготовления
Способ изготовления отражательной сетчатой поверхности антенны и сетчатое полотно для его осуществления

