Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК
Вид РИД
Изобретение
Изобретение относится к атомной энергетике и может применяться в установках для контактно-стыковой сварки, герметизирующих с помощью заглушек стержневые тепловыделяющие элементы (твэлы) тепловыделяющих сборок энергетических ядерных реакторов.
Твэлы являются наиболее ответственными и напряженными конструктивными элементами активной зоны ядерного реактора, в которых за счет расщепления ядер делящихся нуклидов генерируется тепловая энергия. Типовая конструкция стержневого твэла состоит из герметичной оболочки, заполненной гелием, внутри которой размещается ядерное топливо и накапливаются радиоактивные продукты деления. Оболочка обеспечивает механическую прочность и стабильность формы конструкции твэла, а также изолирует ядерное топливо и продукты деления от воздействия теплоносителя. Герметизация оболочки производится приваркой по ее торцам концевых деталей - заглушек. В настоящее время эта технологическая операция для твэлов реакторов типа ВВЭР и РБМК в основном осуществляется на установках контактно-стыковой сварки, встроенных в автоматические линии с высокой степенью автоматизации производственных и контрольных операций. Главная задача герметизации - сохранить герметичность твэла в течение всего срока эксплуатации и последующего хранения вплоть до операции регенерации топлива.
Герметичность оболочек твэлов в значительной мере зависит от качества сварного соединения. Основным элементом установок контактной стыковой сварки твэлов, обеспечивающим качество сварки заглушки с оболочкой, является электрод оболочки.
Известен способ контактно-стыковой сварки стержневых твэлов (см. а.с. СССР №664785, опубл. 30.05.79, бюлл. №20, а.с. СССР №1520763, опубл. 30.04.91, бюлл. №16) и устройства для его осуществления, особенности которых связаны с конструкцией электрода оболочки.
Электрод оболочки выполнен в виде трехлепесткового цангового зажима. На каждом лепестке цанги со стороны охватывающих поверхностей закреплен сменяемый по мере износа, набранный из отдельных бронзовых деталей и чередующихся пластин из бронзы и материала с высоким электрическим сопротивлением сектор, имеющий также охватывающую цилиндрическую поверхность, расточенную под диаметр свариваемой оболочки твэла. Цанговый зажим осуществляет несколько функций: в процессе зажатия оболочки деформирует ее только в пределах упругой деформации; фиксирует оболочку от осевого смещения при приложении сварочного усилия; подводит сварочный ток к оболочке и по заданному закону (за счет наличия чередующихся пластин) распределяет его по сечению и длине нагреваемого участка; препятствует деформированию оболочки (увеличению ее наружного диаметра и потери цилиндричности) при вдавливании в нее заглушки; отводит тепло от места сварки; формирует наружный грат сварного соединения, препятствуя его выдавливанию за наружный диаметр оболочки.
Особым требованием к конструкции оболочки твэла является отсутствие овальности и стабильность геометрических размеров и шероховатости поверхности (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. В 2 кн. Кн.1. / Ф.Г.Решетников, Ю.К.Бибилашвили, И.С.Головнин и др. / Под ред. Ф.Г.Решетникова - М. Энергоатомиздат, 1995, стр.201). Для выполнения этих требований охватывающие контактные поверхности новых секторов цангового зажима, например, под диаметр оболочки 9,1 мм растачиваются на диаметр 9,03 мм и выводятся из эксплуатации при достижении диаметра 9,08 мм. Выполнение этого требования значительно ограничивает срок службы электрода оболочки в связи с ухудшением возможности удержания оболочки от смещения в момент действия сварочного усилия. Насечки и прочие конструктивные элементы, повышающие коэффициент трения, на контактных поверхностях секторов электрода не допускается. Для продления срока службы электрода оболочки сварочные установки оснащаются дополнительным зажимом, воспринимающим, наряду с электродом оболочки, действие сварочного усилия, но при этом не подводящим сварочный ток.
Известна установка для контактно стыковой сварки твэлов, содержащая подвижную разъемную камеру с перпендикулярным ее оси разъемом, разделяющим рабочую полость на две части, каждая из которых установлена на станине с возможностью автономного возвратно-поступательного перемещения и снабжена цанговыми зажимами механизма захвата свариваемых деталей и трубчатыми тягами, расположенными в сквозных каналах и связывающими захваты с соответствующими приводами, смонтированными на торцах сварочной камеры по обе стороны от разъема, при этом привод сварочного давления связан жестко с одним из приводов трубчатых тяг с возможностью совместного перемещения. Кроме этого, установка снабжена вынесенным за пределы сварочной камеры дополнительным механизмом (дополнительным зажимом) для удержания в процессе сварки свариваемой оболочки твэла. Этот механизм выполнен в виде пары пневмоцилиндров, на штоках которых закреплены губки, зажимающие оболочку (см. а.с. СССР №941070, Мкл 3 В23К 11/04 от 07.07.82 г., бюлл. №25).
На практике для надежного зажатия оболочки без ее пластической деформации длина охватывающих поверхностей губок может превышать 100 мм.
Недостатком данной установки является то, что на период сварки подвижные части сварочной камеры, а через них и цанговый зажим оболочки специальными механизмами жестко связываются со станиной. При этом дополнительный зажим, также постоянно жестко связанный со станиной, расположен вне сварочной камеры на значительном удалении от электрода оболочки. Например, на установках первого поколения, в которых реализуется техническое решение по а.с. №941070, это расстояние составляет примерно 600 мм, на современных 300 мм. При приложении сварочного усилия, которое в зависимости от режима сварки составляет 2500-4000 Н, участок оболочки, с одной стороны жестко зажатый дополнительным зажимом (проскальзывание не допускается по условиям сварки), а с другой (со стороны свариваемого торца) - изношенным в процессе работы электродом оболочки, при определенных условиях может проскользнуть в электроде и упруго деформироваться, сжимаясь в осевом направлении. При этом смещение торца оболочки, например, у трубы из циркониевого сплава с наружным диаметром 9,1 мм на отрезке 600 мм может доходить до 0,7 мм. В результате происходит продольное перемещение поверхности оболочки относительно изношенной охватывающей поверхности электрода. Наличие движущихся поверхностей в момент прохождения через них сварочного тока приводит к возникновению прижогов. Прижоги на поверхности электрода вызывают в дальнейшем его катастрофический износ. Твэл с прижогами на поверхности оболочки бракуется.
Известен способ (см. SU 1520763) и устройство (см. SU 1490829) для контактной стыковой сварки твэлов, в которых используется дополнительный зажим, расположенный в сварочной камере, и страховочный зажим, находящийся вне сварочной камеры. Расположение дополнительного зажима внутри сварочной камеры непосредственно за электродом оболочки позволяет устранить негативное влияние от продольного сжатия оболочки при приложении сварочного усилия. Фактически это техническое решение разделяет функции электрода оболочки на силовое удержание и подвод тока в процессе сварки, но при этом и не исключает использование известного решения - страховочного зажима, расположенного вне сварочной камеры. Данное техническое решение, кроме несомненных положительных свойств дополнительного зажима, расположенного внутри камеры, имеет и ряд недостатков. Например, в SU 1520763 описана конструкция дополнительного зажима с длиной губок 80 мм и расположенного на расстоянии 30 мм от электрода оболочки. Это ведет к увеличению объема сварочной камеры и повышенному расходу гелия, которым заполняется твэл перед герметизацией. Кроме этого, для сохранения требуемого состава атмосферы внутри твэла придется увеличить время вакуумирования камеры, что приведет к снижению производительности линии или к установке более мощного вакуумного оборудования. Дополнительный зажим внутри камеры требует наличия дополнительного пневмопривода, что усложняет конструкцию устройства, а дополнительное уплотнение скользящего штока пневмопривода уменьшает надежность герметизации сварочной камеры при заполнении ее гелием под высоким давлением. Таким образом, достижение эффекта отсутствия проскальзывания оболочки в электроде будет достигнуто удорожанием производства твэлов.
Известны также другие технические решения, предусматривающие расположение дополнительного зажима внутри сварочной камеры, например RU 2152091, опубл. 27.06.2000 г., бюлл. №18. Дополнительный зажим данного устройства также увеличивает объем сварочной камеры, кроме этого, не обеспечивает отсутствия осевого сжатия трубы, которое может вызывать проскальзывание (используются роликовые опоры или эластичные элементы). Эластичные элементы также не смогут обеспечить осевую устойчивость оболочки даже в упругой области деформации, так как сами могут деформироваться. Кроме этого, затрудняется подача через устройство оболочки на позицию сварки в сварочную камеру. Эластичные элементы могут интенсивно истираться торцом оболочки и крошка попадать в твэл и сварочную камеру. Для защиты эластичных элементов от истирания необходимо применение дополнительных устройств.
Наиболее близкой по технической сущности и достигаемому эффекту к заявляемому решению является установка контактно-стыковой сварки (см. патент №2275282, опубл. 27.04.2006 г., бюлл. №12) - прототип, содержащая сварочную камеру, механизмы ее герметизации, устройство подачи свариваемых деталей тепловыделяющего элемента в зону сварки, механизмы захвата, фиксации свариваемых деталей и токоподвода к ним с соответствующими приводами, пневмопривод сварочного усилия, в которой сварочная камера представляет собой сборную конструкцию, не раскрывающуюся при работе установки, и содержит устройство для подачи оболочки и заглушки твэла в зону сварки, при этом на расстоянии от электрода, исключающем недопустимое смещение торца оболочки за счет осевого ее сдвига и возникновения ее продольного изгиба на этом участке, расположен дополнительный зажим. Согласно описанию этого технического решения дополнительный зажим расположен вне сварочной камеры. Минимальное расстояние его расположения определяется наличием нескольких конструктивных элементов, которые в обязательном порядке должны находиться между дополнительным зажимом и электродом оболочки. В первую очередь это ложемент для приема заглушки из загрузочного устройства. Ложемент располагается перед входом оболочки в сварочную камеру и является непременным атрибутом неразъемной камеры, так как заглушка подается через тот же канал, что и труба. Если отказаться от использования ложемента и использовать дополнительное устройство подачи заглушки через отверстие в стенке неразъемной камеры, то это приведет к усложнению конструкции камеры и снижению надежности ее работы. Элементы герметизации оболочки в канале сварочной камеры также располагаются между электродом и дополнительным зажимом. Эти элементы, активные и управляемые пневмоприводами (неподвижные элементы не обеспечат должной степени герметизации и быстро сотрутся торцом оболочки), еще больше отодвигают дополнительный зажим. В целом минимальное расстояние между электродом оболочки и дополнительным зажимом в установках, использующих это техническое решение, составляет 300 мм. Расчет по известным формулам (см. Справочник по сопротивлению материалов / Писаренко Г.С., Яковлев А.П., Матвеев В.В.; Отв. ред. Писаренко Г.С. - 2-е изд., перераб. и доп. - Киев: Наук. думка, 1988, стр.144 и стр.450-450) показывает, что при приложении оптимального сварочного усилия 3000 Н упругая деформация (укорочение) оболочки диаметром 9,1 мм и длиной 300 мм из циркониевого сплава составит 0,5-0,7 мм. Потеря упругих свойств оболочки (необратимые пластические деформации) наступит при осевой нагрузке 4400 Н, что превышает значение максимального сварочного усилия - 4000 Н. Критическая сила, при которой произойдет потеря продольной устойчивости оболочки, при этом составляет 5300-7000 Н. Следовательно, при расположении дополнительного зажима на минимально возможном расстоянии устраняется возможность проскальзывания оболочки в изношенном электроде в результате потери продольной устойчивости, но сохраняется возможность проскальзывания, ведущего к передаче сварочного тока через подвижный контакт, в результате продольного укорочения оболочки под действием сварочного усилия.
Технической задачей изобретения является повышение качества сварного соединения путем стабилизации сварочного процесса за счет исключения возможности возникновения подвижного контакта между электродом установки контактно-стыковой сварки и оболочкой твэла в момент прохождения сварочного тока.
Решение задачи достигается тем, что в устройстве для герметизации оболочек тепловыделяющих элементов контактно-стыковой сваркой с помощью заглушек, содержащем расположенные на основании неразъемный в процессе работы корпус герметичной сварочной камеры со сквозным каналом для подачи деталей в зону сварки, расположенные в корпусе сварочной камеры механизмы захвата и фиксации свариваемых деталей в виде цанг с соответствующими приводами, жестко связанными с корпусом сварочной камеры, расположенные на основании привод сварочного усилия и механизм дополнительного зажима оболочки, который неподвижно связывает оболочку с основанием на период сварки, расположенные внутри корпуса сварочной камеры два электрода, один из которых (электрод заглушки) имеет возможность перемещаться относительно корпуса герметичной сварочной камеры, а другой электрод (электрод оболочки) неподвижен относительно корпуса герметичной сварочной камеры, согласно изобретению неразъемный в процессе работы корпус герметичной сварочной камеры соединен с основанием устройства через одноподвижную поступательную кинематическую пару с возможностью перемещения в направлении, совпадающем с направлением действия сварочного усилия в процессе герметизации, и снабжен механизмом принудительного возврата в исходное положение.
Указанная совокупность признаков позволяет достигнуть решения поставленной технической задачи, так как смещение под действием сварочного усилия неразъемного корпуса герметичной сварочной камеры и неподвижного относительно корпуса электрода оболочки вместе с зажатым в нем герметизируемым (свариваемым) концом оболочки твэла позволяет исключить в момент прохождения сварочного тока взаимное проскальзывание охватывающих поверхностей электрода оболочки и охватываемой поверхности конца оболочки твэла, в который вдавливается заглушка. При этом стабилизируется контактное сопротивление и, как следствие, параметры сварочного процесса, что приводит к повышению качества сварного соединения оболочки с заглушкой твэла.
Синхронное с электродом смещение сварочной камеры позволит упростить конструкцию устройства за счет исключения подвижного уплотнения тяги электрода, корпуса камеры и фланца-токоподвода.
Сущность изобретения поясняется чертежом.
На фигуре представлена схема устройства для герметизации оболочек тепловыделяющих элементов контактно-стыковой сваркой с помощью заглушек.
Устройство для герметизации оболочек тепловыделяющих элементов контактно-стыковой сваркой с помощью заглушек имеет общее основание (1) с жесткостью, достаточной для обеспечения отсутствия его прогиба при приложении сварочного усилия к свариваемым деталям. На основании (1) располагаются: корпус сварочной камеры (2), имеющий опору (3) в виде одноподвижной поступательной кинематической пары для синхронного перемещения с электродом оболочки (4) под действием сварочного усилия, механизм дополнительного зажима оболочки (5), привод (6) создания зазора между свариваемыми деталями, привод сварочного усилия (7) и механизм (8) принудительного возврата корпуса сварочной камеры в исходное положение после завершения цикла сварки. К корпусу (2) накидной гайкой (9) герметично присоединен фланец-токоподвод (10), который образует внутренний рабочий объем сварочной камеры. Во фланце-токоподводе (10) имеется центральное отверстие, через которое подаются в сварочную камеру свариваемые детали - заглушка (11) и оболочка (12). Для герметизации центрального отверстия с размещенной в нем оболочкой на наружном торце фланца-токоподвода расположен механизм герметизации (13). В состав механизма герметизации (13) входит ложемент (14) для приема заглушек из загрузочного устройства (15). Подвижные части механизма герметизации (13) сварочной камеры жестко связаны со своим приводом (16). На торец фланца-токоподвода, находящийся внутри камеры, опираются торцы секторов кольцевого разъемного электрода оболочки (4), закрепленные на внутренней поверхности подпружиненных лепестков цанги (17). Лепестки цанги своими коническими поверхностями опираются на посадочный конус полой тяги (18), которая жестко связана со своим приводом (19), который, в свою очередь, закреплен на корпусе сварочной камеры (2). Между корпусом (2) и тягой (18) имеется кольцевое скользящее регулируемое уплотнение (20), обеспечивающее герметизацию рабочего объема сварочной камеры и свободное перемещение тяги при работе привода (19). В отверстии полой тяги (18) помещен полый шток (21), жестко связанный с приводом (6). Шток (21) состоит из двух оболочек - наружной и внутренней, разделенных слоем электроизоляционного материала. Оболочки штока (21) не имеют взаимного перемещения как в осевом, так и в радиальном направлении. Уплотнение тяги (18) и штока (21) осуществляется кольцевым скользящим регулируемым уплотнением (22). В коаксиальном отверстии полого штока (21) размещена тяга (23) электрода заглушки (24), жестко связанная через электроизолирующую прокладку (25) с приводом (26). Корпус привода (26) жестко связан с полым штоком (21). Тяга (23) соединена с электродом заглушки (24), выполненным в виде трехлепестковой бронзовой цанги. Лепестки своими рабочими коническими поверхностями опираются на посадочный конус внутренней оболочки полого штока (21). Во внутренний диаметр электрода (24) помещается хвостовик заглушки (11), торец которой упирается в торец оболочки (12). Уплотнение тяги (23) и штока (21) осуществляется кольцевым скользящим регулируемым уплотнением (27). Шток (21) и фланец-токоподвод (10) подключены к сварочному источнику питания (28) и через сектора кольцевого разъемного электрода оболочки (4), оболочку (12), заглушку (11) и электрод заглушки (24) образуют вторичный сварочный контур.
Устройство работает следующим образом.
Из загрузочного устройства (15) заглушка (11) подается в ложемент (14), ориентируясь хвостовиком по направлению движения. Оболочка (12) устройством подачи свариваемых деталей (на фиг. не показано) смещается в осевом направлении через раскрытый механизм дополнительного зажима (5), ложемент (14), раскрытый механизм герметизации (13), центральное отверстие фланца-токоподвода (10) и раскрытые сектора электрода оболочки (4). При этом торец оболочки проталкивает из ложемента находящуюся там заглушку на позицию сварки в сварочную камеру. Заглушка своим хвостовиком попадает в отверстие электрода (24), а буртиком упирается в торцы его лепестков и остается в таком положении, испытывая осевое давление со стороны оболочки, которое создается устройством подачи свариваемых деталей. Это исходное состояние изображено на фигуре.
Включается привод (26), который перемещает в осевом направлении относительно полого штока (21) тягу (23), связанную с электродом заглушки (24). Лепестки электрода смыкаются, зажимая хвостовик заглушки (11). После зажатия заглушки включается привод (19), жестко связанный с полой тягой (18). Полая тяга (18), перемещаясь в осевом направлении относительно корпуса сварочной камеры (2), воздействует конической поверхностью на конические поверхности лепестков цанги (17). Перемещаясь в радиальном направлении, лепестки цанги (17) охватывающими поверхностями сектора кольцевого разъемного электрода (4) зажимают оболочку (12) с таким усилием, чтобы сила трения, создаваемая охватывающими поверхностями электрода на охватываемой поверхности оболочки, превышала трение покоя в подвижной опоре сварочной камеры и была достаточной для создания плотного электрического контакта. В осевом направлении лепестки цанги не могут перемещаться, так как жестко связаны с секторами кольцевого разъемного электрода (4). После зажатия оболочки цангой закрывается механизм дополнительного зажима (5), который не допускает осевого смещения трубы в результате воздействия сварочного усилия, от которого не могут удержать нагретую оболочку, в силу своих конструктивных особенностей, сектора кольцевого разъемного электрода (4). После срабатывания механизма дополнительного зажима (5) включается привод герметизации (16) сварочной камеры со стороны оболочки, жестко связанный с подвижными элементами механизма герметизации оболочки в сварочной камере (13). Производится герметизация центрального отверстия фланца-токоподвода (10), в котором находится оболочка (12). Одновременно с приводом (16) включается привод (6) создания зазора между свариваемыми деталями, который жестко связан с полым штоком (21). Полый шток перемещается в осевом направлении вместе с электродом заглушки (24), в котором зажата заглушка (11), и отводит ее от торца оболочки, создавая зазор определенной величины, необходимый для вакуумирования и наполнения инертным газом внутреннего объема оболочки твэла. Зазор между торцом оболочки и заглушкой определяется ходом привода (6), который ограничен фиксатором, жестко связанным с приводом сварочного усилия (7). После постановки подвижной части привода (6) на фиксатор осуществляется вакуумирование сварочной камеры и внутреннего объема оболочки. Устройства вакуумирования и напуска газа на фигуре не показаны. При достижении заданного остаточного давления производится напуск инертного газа. После заполнения внутреннего объема оболочки твэла инертным газом включаются на прямой ход привод сварочного усилия (7) и на обратный ход привод создания зазора (6). Оба привода работают совместно, преодолевая противодавление газа (2,3 МПа), заполняющего сварочную камеру, и создавая необходимое для сварки усилие. Полый шток (21) перемещается до упора торца заглушки (11) в торец оболочки (12), создается холодный контакт между свариваемыми деталями. При этом происходит продольное укорочение оболочки от приложенной нагрузки, и электрод (4) вместе с зажатым в нем концом оболочки смещается в направлении действия сварочного усилия, передавая нагрузку на фланец-токоподвод. Поскольку фланец-токоподвод жестко связан с корпусом (2) сварочной камеры, то под действием сварочного усилия она смещается в подвижной опоре (3) относительно основания (1). После выдержки времени, необходимого для осуществления всех перемещений и стабилизации сварочного усилия, включается сварочный источник питания (28). При пропускании сварочного тока через припуски под сварку и осадку свариваемых деталей происходит их нагрев. Под воздействием сварочного усилия заглушка вдвигается в трубу, происходит взаимная пластическая деформация припусков под сварку и осадку, сварочный ток выключается, образуется сварное соединение. В случае дополнительной продольной деформации оболочки при вдавливании заглушки процесс смещения электрода и сварочной камеры продолжается по схеме, описанной выше. После образования сварного соединения срабатывает привод (26), лепестки электрода заглушки (24) раскрываются, освобождая от захвата хвостовик заглушки. Привод сварочного усилия (7) возвращается в исходное состояние. Из сварочной камеры сбрасывается инертный газ. Привод (19) полой тяги (18) возвращается в исходное состояние, цанга (17) освобождает от захвата оболочку (12). Привод (16) и механизм дополнительного зажима трубы (5) возвращаются в исходное состояние. Герметизированный твэл выгружается из сварочной камеры, механизм (8) возвращает корпус сварочной камеры в исходное состояние, устройство готово к следующему циклу сварки.
Устройство для герметизации оболочек тепловыделяющих элементов контактно-стыковой сваркой с помощью заглушек, содержащее размещенные на основании герметичную сварочную камеру с неразъемным в процессе работы корпусом со сквозным каналом для подачи деталей в зону сварки, расположенные в корпусе сварочной камеры механизмы захвата и фиксации свариваемых деталей в виде цанг с соответствующими приводами, жестко связанными с корпусом сварочной камеры, привод сварочного усилия и механизм дополнительного зажима оболочки трубчатого изделия, расположенные внутри корпуса сварочной камеры электрод заглушки, выполненный с возможностью перемещения относительно корпуса герметичной сварочной камеры, и электрод оболочки, закрепленный неподвижно относительно корпуса герметичной сварочной камеры, отличающееся тем, что неразъемный в процессе работы корпус герметичной сварочной камеры соединен с основанием через одноподвижную поступательную кинематическую пару с возможностью перемещения в направлении, совпадающем с направлением действия сварочного усилия в процессе герметизации, и снабжен механизмом принудительного возврата в исходное положение.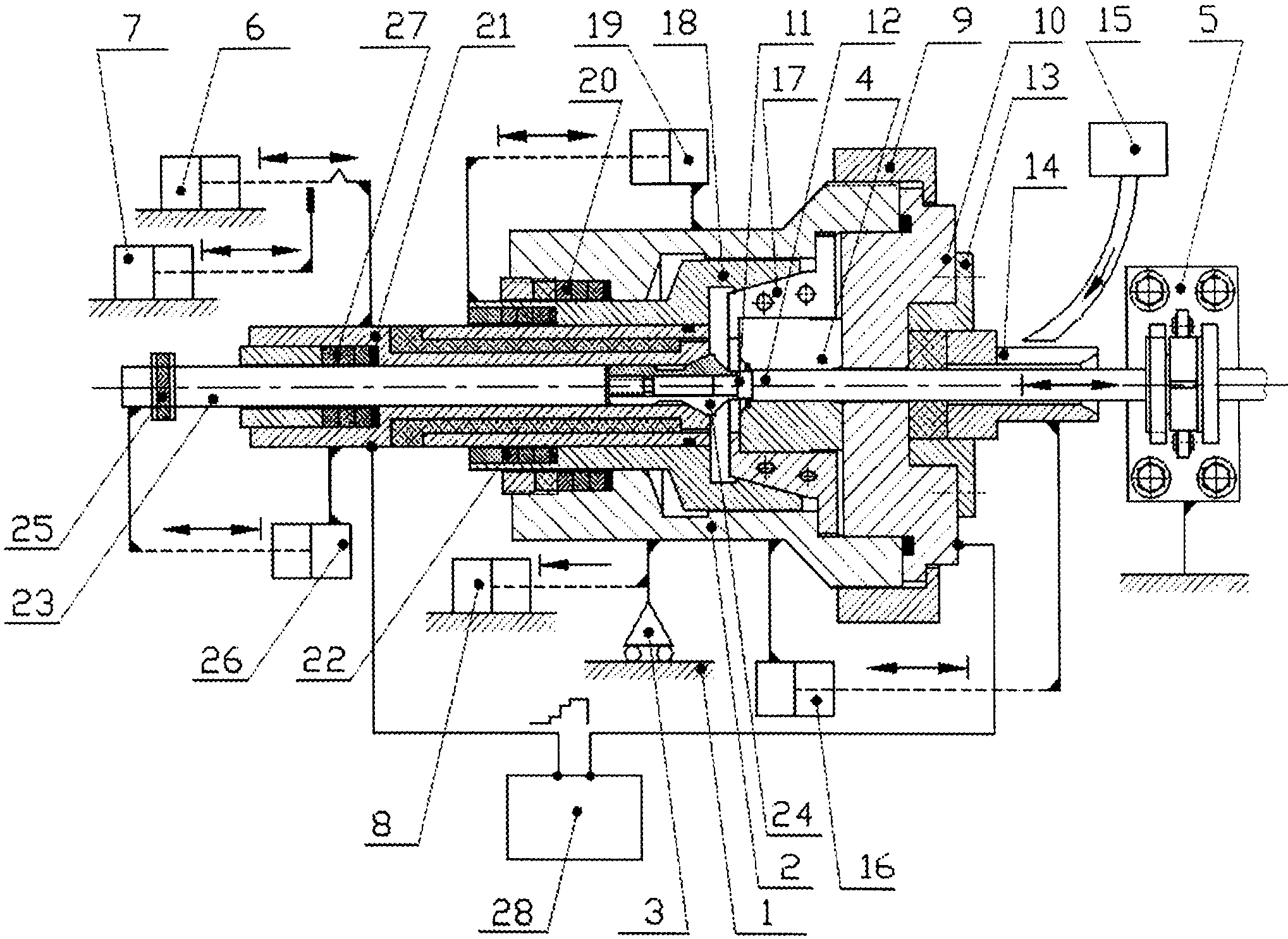
Тепловыделяющая сборка ядерного реактора
Способ транспортировки тепловыделяющей сборки ядерного реактора
Штамп-автомат для формовки трубчатых деталей
Штамп для формовки выступов в трубчатой детали
Способ герметизации тепловыделяющих элементов ядерного реактора
Способ контактно-стыковой сварки трубы с заглушкой
Способ изготовления биометаллических изделий
Способ очистки хлорида лития
Способ изготовления биметаллических изделий
Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора и устройство для его осуществления
Способ изготовления оболочки тепловыделяющего элемента ядерного реактора (варианты)
Устройство для подачи тонкостенных труб в зону обработки станка токарной группы
Устройство для формирования соединения при контактной стыковой сварке трубы с заглушкой (варианты)
Тепловыделяющий элемент ядерного реактора
Устройство для изготовления ячеек дистанционирующих решеток тепловыделяющей сборки ядерного реактора на токарном автомате с чпу
Дистанционирующая решетка тепловыделяющей сборки ядерного реактора
Автоматическая линия изготовления оболочек тепловыделяющих элементов ядерного реактора
Способ изготовления тепловыделяющих элементов ядерного реактора
Источник питания для контактной сварки
Способ изготовления таблетированного топлива для тепловыделяющих элементов ядерного реактора

