СПОСОБ ЛИТЬЯ ОТЛИВКИ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу литья отливки из расплавленного металла, а также устройству, пригодному для осуществления такого способа. В случае переработанного согласно изобретению расплавленного металла речь идет, в частности, о легком расплавленном металле, преимущественным образом о расплавах, базирующихся на алюминии или алюминиевом сплаве.
На свойства отливки оказывается сильное влияние ходом застывания расплавленного металла в литейной форме и подпитка, требующаяся для компенсации усадки объема. Так получается особо равномерное распределение свойств, когда заполнение формы расплавленным металлом осуществляется при непрерывном процессе при предотвращении больших потоков расплавленного металла в форму и затем застывание начинается с равномерным распределением на стороне литейной формы, лежащей напротив питающего элемента.
В качественном отношении высокосортные литейные изделия могут быть получены с помощью так называемого "центробежного литья". Исполнение этого способа литья, оправдавшего на практике для получения высокосортных отливок, предлагалось в DE 10019309 A1. Соответственно емкость, содержащая расплавленный металл, своим направленным вверх отверстием пристыковывается к смотрящему вниз заливному отверстию литейной формы. Затем литейная форма вместе с жестко соединенной с ней емкостью для расплавленного металла поворачивается на примерно 180°. В ходе поворота расплавленный металл поступает из емкости для расплавленного металла в литейную форму. Когда достигнуто конечное положение поворота, емкость для расплавленного металла удаляется от литейной формы. Горячий, теперь находящийся вверху остаточный расплавленный металл в области питающего элемента может в этом случае под действием силы тяжести дальше оставаться активным и может эффективно компенсировать потери объема, связанные с застыванием расплавленного металла.
Благодаря вращению литейной формы с емкостью для расплавленного металла достигается полное заполнение литейной формы расплавленным металлом. Литье расплавленного металла при вращении обеспечивается благодаря тому, что в ходе вращения формы расплавленный металл, залитый в литейную форму, находясь под равномерным действием силы тяжести, надежно поступает во все области формовочной полости литейной формы, которая отражает подлежащую литью отливку. К тому же вследствие направленного застывания оптимизируется структура отливки, которая достигается благодаря установке литейной формы, сопутствующей вращению.
Правда, при центробежном литье, осуществляемом описанным выше способом, возникают проблемы тогда, когда при цилиндрической внутренней геометрии необходима особенно однородная морфология застывания. Тем, что литейная форма сначала заполняется против силы тяжести и затем для охлаждения поворачивается, правда, может достигаться более спокойное заполнение формы и таким образом сопутствующий лучший результат застывания. Разумеется, уже перед вращением могут появиться дефекты литья, которые проявляются, по меньшей мере, в виде наличия пузырьков или непрогретых потоков в отливке. Эти дефекты литья сводятся к тому, что расплавленный металл уже перед вращением литейной формы так сильно охлаждается, что образуются неконтролируемые фронты застывания ("непрогретые потоки") или расплавленный металл под влиянием газа не проходит в литейную форму.
Раскрытие изобретения
Задача изобретения состояла в том, чтобы создать способ и устройство, с которыми при высокой надежности в работе особенно экономичным способом могут быть получены высокосортные имеющие сложную форму отливки.
В способе эта задача решается признаками пункта 1 формулы изобретения. Предпочтительные варианты исполнения способа приведены в зависимых пунктах формулы изобретения.
В устройстве приведенная выше задача согласно изобретению решается признаками п.12 формулы изобретения. Предпочтительные варианты исполнения устройства приведены в зависимых пунктах формулы изобретения.
Согласно изобретению для литья отливки из расплавленного металла сначала подготавливается установленная в поворотной стойке литейная форма (рабочий этап а). Эта литейная форма включает формовочную полость, представляющую отливку, систему питающих элементов для заливки формовочной полости расплавленным металлом, а также литниковый канал, через который система питающих элементов может заполняться расплавленным металлом. При этом система питающих элементов расположена по отношению к формовочной полости таким образом, что при повернутой в положение для заполнения литейной форме заполнение формовочной полости расплавленным металлом через систему питающих элементов осуществляется против направления действия силы тяжести. Одновременно заливочное отверстие литникового канала, предусмотренное для заливки расплавленного металла, расположено на боковой поверхности литейной формы с таким удалением относительно его впадения в систему питающих элементов, что заливочное отверстие литникового канала в соответствующем положении для заполнения литейной формы расположено выше впадения в систему питающих элементов.
Перед заполнением подготовленная таким образом литейная форма устанавливается в положение для заполнения, в котором находящийся в литниковом канале расплавленный металл под действием силы тяжести течет через литниковый канал, причем основное направление течения расплавленного металла с направлением действия силы тяжести образует угол (рабочий этап b). "Основное направление течения" расплавленного металла предполагает направление течения, в котором должен течь расплавленный металл независимо от соответствующего фактического протекания литникового канала, чтобы прямым путем попасть от заливочного отверстия к впадению литникового канала в систему питающих элементов. Причем установка литейной формы в заданное согласно изобретению положение для заполнения соответственно может производиться в отдельной технологической операции, но возможно устанавливать литейную форму в ходе ее подготовки таким образом, что она удовлетворяет требованиям предложенного способу действия.
Установленная в положение для заполнения литейная форма потом заполняется расплавленным металлом, пока литейная форма, включая литниковый канал, не будет заполнена полностью расплавленным металлом (рабочий этап c).
Как только литейная форма будет достаточно заполнена, она плотно закрывается заглушкой, устанавливаемой в заливочное отверстие литникового канала (рабочий этап d). Потом литейная форма поворачивается в положение для застывания, в котором в результате действия силы тяжести расплавленный металл, находящийся в системе питающих элементов, оказывает давление на находящийся в формовочной полости расплавленный металл (рабочий этап e). В этом положении литейная форма фиксируется, пока находящийся в литейной форме расплавленный металл не достигнет определенного застывшего состояния (рабочий этап f). Затем отливка извлекается из формы (рабочий этап g).
Благодаря предложенному согласно изобретению способу заполнения, который предусматривает последующую герметизацию и фиксацию литейной формы в закрытом состоянии, а также поворот литейной формы таким образом, что содержащийся в системе питающих элементов литейной формы расплавленный металл оказывает давление на расплавленный металл, образующий отливку, предотвращаются дефекты литья. К тому же наряду с особенно спокойно протекающим процессом заполнения, в частности, имеет место содействие тому, что содержащийся в литейной форме расплавленный металл, начиная с окончания заполнения, во время всего процесса застывания остается под статическим давлением металла. Таким образом, благодаря колонне из расплавленного металла, стоящей в литниковом канале, после герметизации осуществляется противодействие оседанию расплавленного металла в формовочной полости, представляющей отливку. Одновременно герметичное запирание литейной формы позволяет начинать поворот литейной формы сразу после окончания процесса заполнения, без необходимости совместного перемещения самого разливочного устройства или других требующих затрат блоков с литейной формой.
Благодаря предложенной согласно изобретению установки литейной формы (рабочие этапы a)-c)) и сопутствующему этому наклонному ориентированию ее основного направления течения относительно направления действия силы тяжести, расплавленный металл течет через литниковый канал существенно медленнее из-за соответственно существенно меньшей силы земного притяжения, действующей на скорость течения, чем это было бы в случае, если бы направление основного течения расплавленного металла и направление действия силы тяжести совпадали. Соответственно этому расплавленный металл спокойно заполняет литейную форму при предложенном согласно изобретению способе с начала процесса заполнения.
В частности, при известном способе центробежного литья имеющие место с самого начала заполнения завихрения и неравномерности потока расплавленного металла при предложенном согласно изобретению способе значительно минимизированы. Уже такое простое мероприятие способствует существенному повышению качества литья.
Благодаря тому, что литейная форма после достижения определенного состояния заполнения расплавленным металлом во время ее дальнейшего заполнения поворачивается таким образом, что основное направление течения расплавленного металла, текущего через литниковый канал, нарастая, приближается к направлению действия силы тяжести, действие силы тяжести может полностью использоваться в дальнейшем ходе процесса заполнения. Уже находящееся к этому моменту в системе питающих элементов или литниковом канале количество расплавленного металла при этом тормозит вновь поступающий в литейную форму расплавленный металл, так что также при нарастании поворота литникового канала в направлении действия силы тяжести далее обеспечено в значительной мере успокоенное, равномерное заполнение формы.
Дополнительно благодаря осуществляемому во время заполнения повороту литейной формы в направлении действия силы тяжести обеспечивается оптимальная действенность статистического давления металла к моменту герметизации литейной формы. Отсюда соответствующее практике исполнение изобретения предусматривает, что осуществляемый во время процесса заполнения поворот заканчивается, когда основное направление течения расплавленного металла, текущего через литниковый канал, совпадет с направлением действия силы тяжести.
Особенно эффективными могут быть преимущества, которые являются полезными, с одной стороны, благодаря наклонно ориентированному основному направлению течения в начале заполнения, и затем, с другой стороны, отдельные преимущества, получаемые благодаря повороту, осуществленному во время процесса заполнения, когда к повороту литейной формы самое раннее приступают, когда впадение литникового канала в систему питающих элементов лежит ниже зеркала расплавленного металла, залитого в литейную форму. Таким образом, при одновременно оптимальном использовании преимуществ ориентирования основного направления течения, в значительной мере совпадающего с направлением действия силы тяжести, до минимума уменьшается опасность излишнего завихрения и возникновения газовых пузырьков в отливке.
В результате с помощью предложенного согласно изобретению способа особо экономичным способом по сравнению с известными способами литья может быть получена существенно меньшая доля брака отливок, которые принимаются с учетом самых строгих требований к качеству.
В соответствии с представленной выше последовательностью работ в части предложенного согласно изобретению способа предложенное согласно изобретению устройство для литья отливок из расплавленного металла имеет крепежное устройство для фиксации литейной формы, привод для поворота литейной формы вокруг оси вращения и разливочное устройство для заливки расплавленного металла в заливочное отверстие литейной формы, причем в таком устройстве согласно изобретению предусмотрено устройство для отслеживания, которое подводит разливочное устройство во время заливки расплавленного металла следом за изменением положения заливочного отверстия литейной формы, вызванного поворотом литейной формы.
Для заливки литейной формы может применяться обычный разливочный ковш, который с помощью пригодного устройства для отслеживания устанавливается в положение, соответствующее положению заливочного отверстия литейной формы, и в случае надобности подводится следом за изменением положения заливочного отверстия.
Особенно пригодны предложенный согласно изобретению способ и предложенное согласно изобретению устройство для изготовления блоков цилиндров двигателей внутреннего сгорания. При этих и сравнимых по сложности формы отливках может потребоваться термическая предварительная обработка определенных участков литейной формы таким образом, чтобы расплавленный металл при контакте с соответствующим участком показал желаемые характеристики в части смачивания или застывания. Типичным примером для подобного рода участков литейной формы являются так называемые "цилиндрические лайнеры" или "цилиндрические втулки", которые заливаются в блок цилиндров из легкого металла, чтобы обеспечить в области цилиндрических отверстий блока цилиндров достаточную износостойкость. Эти, как правило, состоящие из стали лайнеры или втулки имеют существенно более высокую теплопроводность, чем песок, из которого обычно состоят литейные стержни или части литейной формы. Благодаря тому, что подлежащие заливке в отливку части предварительно нагреваются, достигается улучшенное смачивание литым металлом и предотвращается опасность возникновения тепловых напряжений и нежелательных структурных образований.
Положение оси вращения, вокруг которой поворачивается литейная форма при осуществлении предложенного согласно изобретению способа, является несущественным, пока обеспечено, что благодаря повороту получается позиционирование литейной формы и ее литникового канала, при котором основное направление течения расплавленного металла, залитого в литейную форму, ориентировано способом, предложенным согласно изобретению. Особенно простое и удовлетворяющее практике исполнение предложенного согласно изобретению устройства, примененного для осуществления предложенного согласно изобретению способа, получается, правда, в том случае, когда ось вращения литейной формы ориентирована горизонтально.
Точно также особенно простое исполнение устройства, образованного согласно изобретению, может достигаться в том случае, когда литниковый канал литейной формы проходит линейно.
Дополнительно свой вклад вносится в простое и таким образом получающееся не требующее больших затрат исполнение предложенного согласно изобретению устройства, когда заливочное отверстие литникового канала расположено на нижней стороне литейной формы, которая в состоянии застывания расположена напротив верхней стороны литейной формы, ограничивающей систему питающих элементов.
Для достижение разностороннего применения предложенного согласно изобретению устройства его привод вращения должен иметь возможность поворачивать литейную форму на угол больше 180°.
Краткое описание чертежей
Ниже изобретение более подробно поясняется чертежами, представляющими пример осуществления.
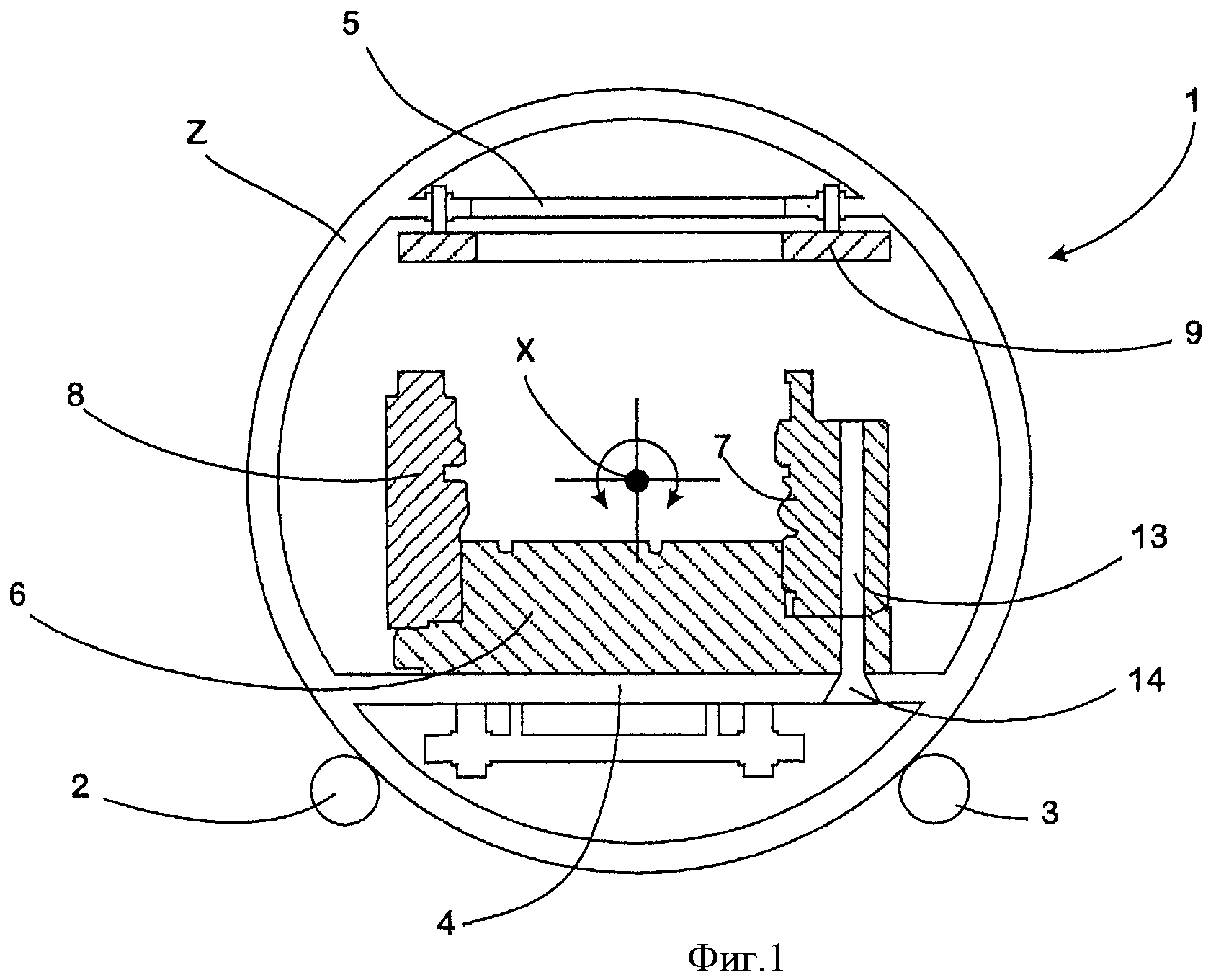
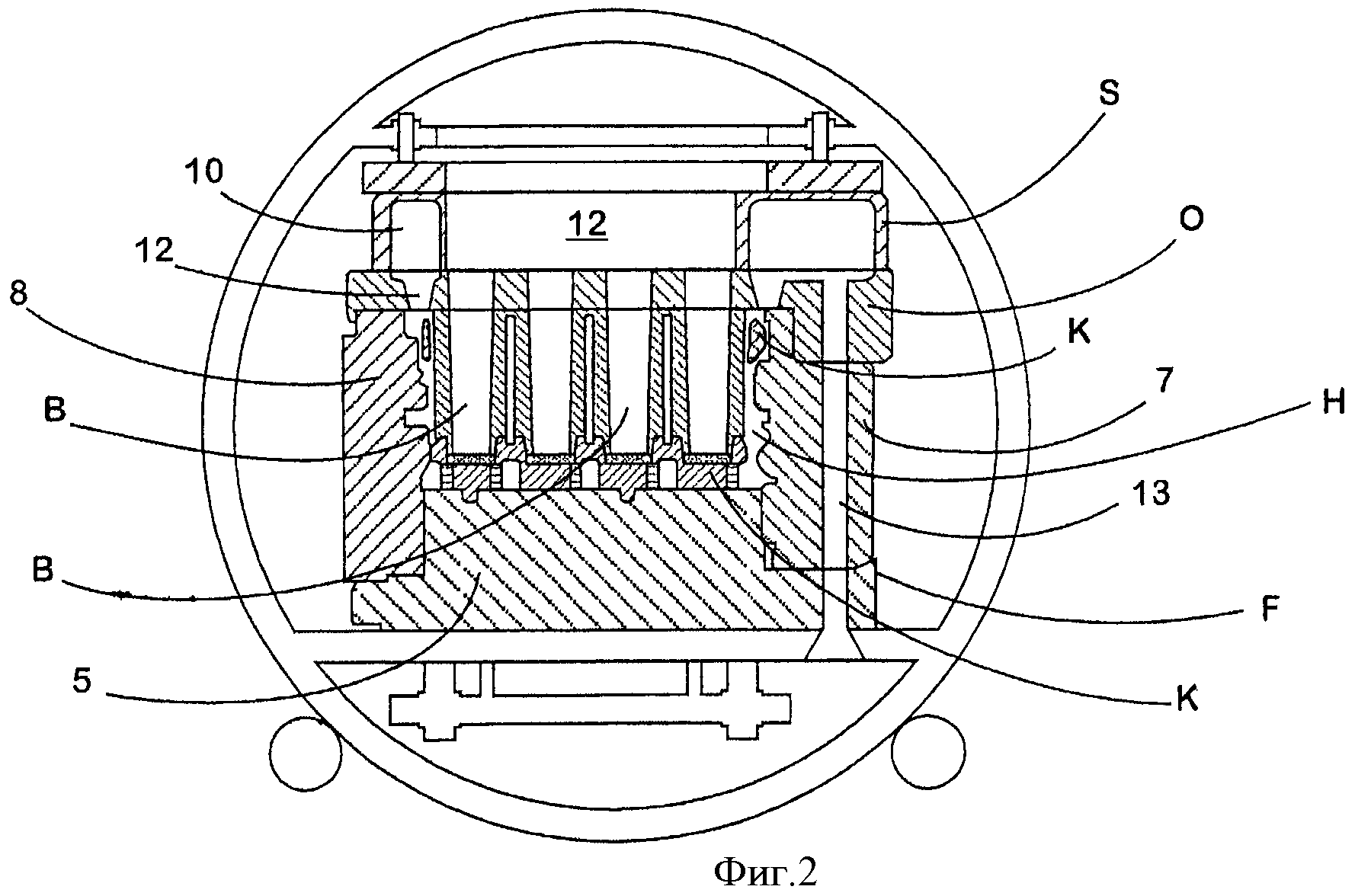
Фиг.1-10 показывают соответственно десять рабочих положений устройства 1 для литья отливки G, представленного в положении разреза нормально к его продольной оси.
В случае отливки G здесь речь идет о блоке цилиндров четырехцилиндрового двигателя внутреннего сгорания. В качестве металла для литья в настоящем описываемом примере осуществления применяется расплав алюминиевого сплава.
Устройство 1 включает круглую, показанную на фигурах в поперечном сечении, установленную на двух роликах 2, 3 и способную приводиться во вращательное движение с помощью непоказанного привода цилиндрическую литейную ячейку Z, на которой закреплено монтажное основание 4 и установленная параллельно и на расстоянии от монтажного основания 4 направляющая пластина 5.
На верхней стороне монтажного основания 4, предназначенной направляющей пластине 5, стоит базовая плата 6. Она является частью литейной формы F, составленной из нескольких фасонных деталей и формовочных стержней. Базовая плата 6 имеет сбоку зажимы, в которые установлена соответственно фронтальная заслонка 7, 8 с соответственно оформленным выступом, так что фронтальные заслонки 7, 8 установлены на базовой плате с геометрическим замыканием. Из имеющихся обычно в литейной форме F фронтальных заслонок из соображений наглядности здесь показаны только заслонки 7, 8, расположенные на противоположных друг другу сторонах базовой платы 6, предназначенные периметру литейной ячейки Z.
На направляющей пластине 5 таким образом установлена простирающаяся параллельно нижней стороне направляющей пластины 5, обращенной к монтажному основанию, нажимная пластина 9, что она может переставляться в направлении монтажного основания 4, чтобы после окончания монтажных работ фиксировать литейную форму F, и может отодвигаться от монтажного основания 4, чтобы после окончания процесса литья демонтировать литейную форму F и извлекать готовую отливку G.
Между фронтальными заслонками 7, 8 в этом случае известным способом устанавливаются цилиндрические втулки В, охватывающие в радиальном направлении цилиндрические полости подлежащей отливке литой детали G, блока цилиндров, а также стержни К, которые определяют внутри отливки G те самые каналы и полости, которые не должны заполняться литым металлом М.
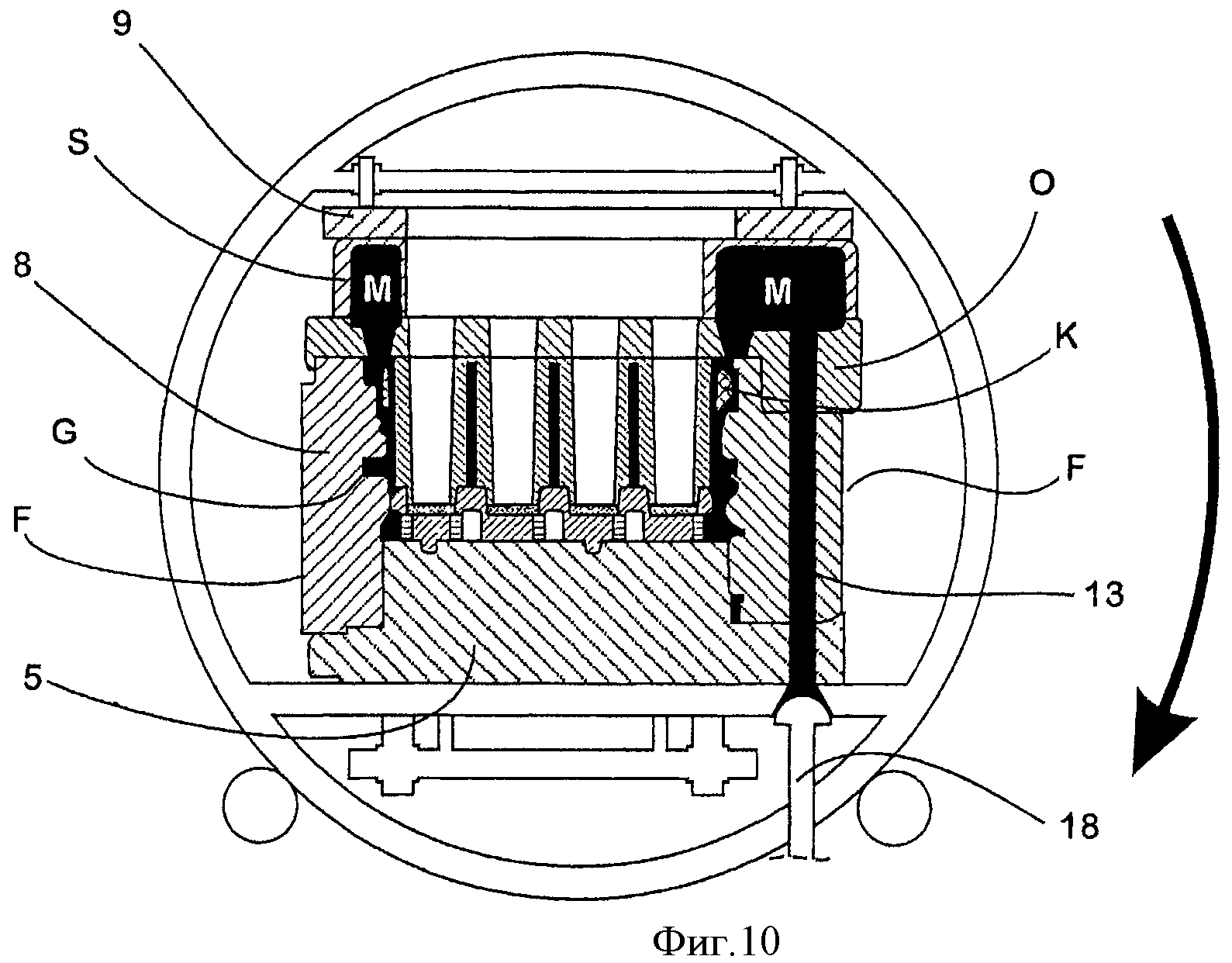
На верхней стороне литейной формы F, предназначенной нажимной пластине 9, после этого устанавливается нижний стержень О, который с геометрическим замыканием фиксирует фронтальные заслонки 7, 8 в их верхнем предназначенном направляющей пластине 5 участке и определяет с базовой платой 6, фронтальными заслонками 7, 8, стержнями К, цилиндрическими втулками В и нижним стержнем О формовочную полость Н литейной формы F.
На нижний стержень О в заключение устанавливается еще питающий стержень S, который включает систему питающих элементов с огибающим имеющим большой объем питающим каналом 10, который при полностью установленном питающем стержне S проходит выше фронтальных заслонок 7, 8. Питающий стержень S окружает при этом отверстие 11, через которое являются доступными цилиндрические отверстия, окруженные соответственно цилиндрическими втулками В. Питающий канал 10 через различные литники 12 соединен с формовочной полостью Н литейной формы F.
В литейной форме сформирован линейно образованный литниковый канал 13, на специальном языке еще называемый как "литниковый столб", который тянется через фронтальную заслонку 7, предназначенный ему, расположенный между фронтальной заслонкой 7 и монтажным основанием 4 боковым участком монтажной плиты 4, а также питающим стержнем 11 и ориентирован нормально к монтажному основанию 4 и от отверстия 14 для заполнения, сформированного в форме воронки в монтажном основании 4, прямым путем прямолинейно ведет к питающему каналу 10 питающего стержня S, в который он впадает с впадением 15.
После того как установлен питающий стержень S, нажимная пластина 9 опускается на таким образом подготовленную литейную форму F, чтобы зафиксировать монтажное положение входящих друг в друга с геометрическим замыканием частей и стержней литейной формы F.
Теперь литейная ячейка Z с зафиксированной в ней литейной формой F поворачивается на 180° вокруг горизонтально ориентированной оси вращения X, совпадающей с продольной осью литейной формы F, пока базовая плата 5, если смотреть в направлении WK действия силы тяжести, не будет находиться вверху и питающий стержень S внизу. Соответственно этому заливающее отверстие 14 литникового канала 13 находится теперь на лежащей вверху стороне монтажного основания 4.
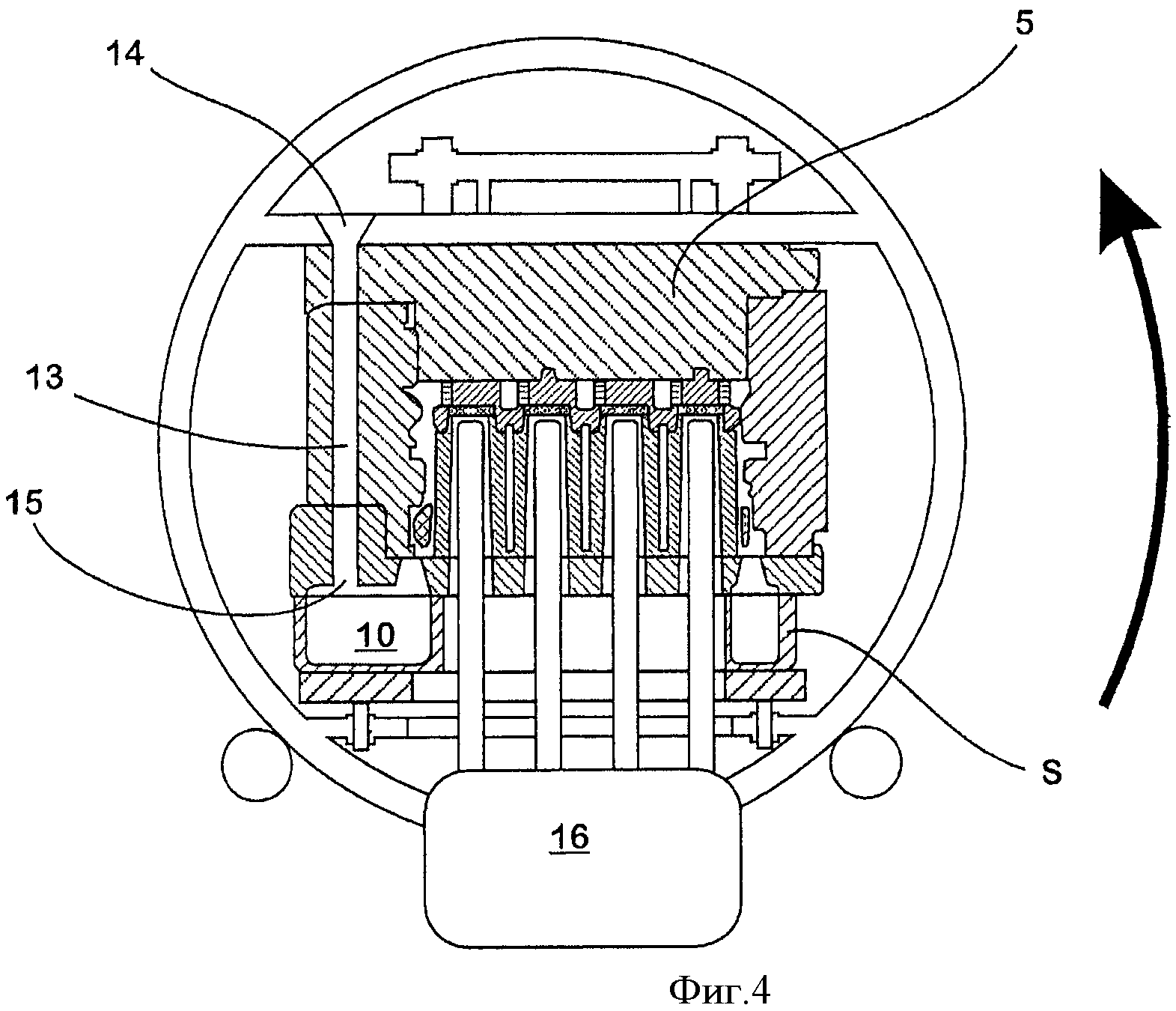
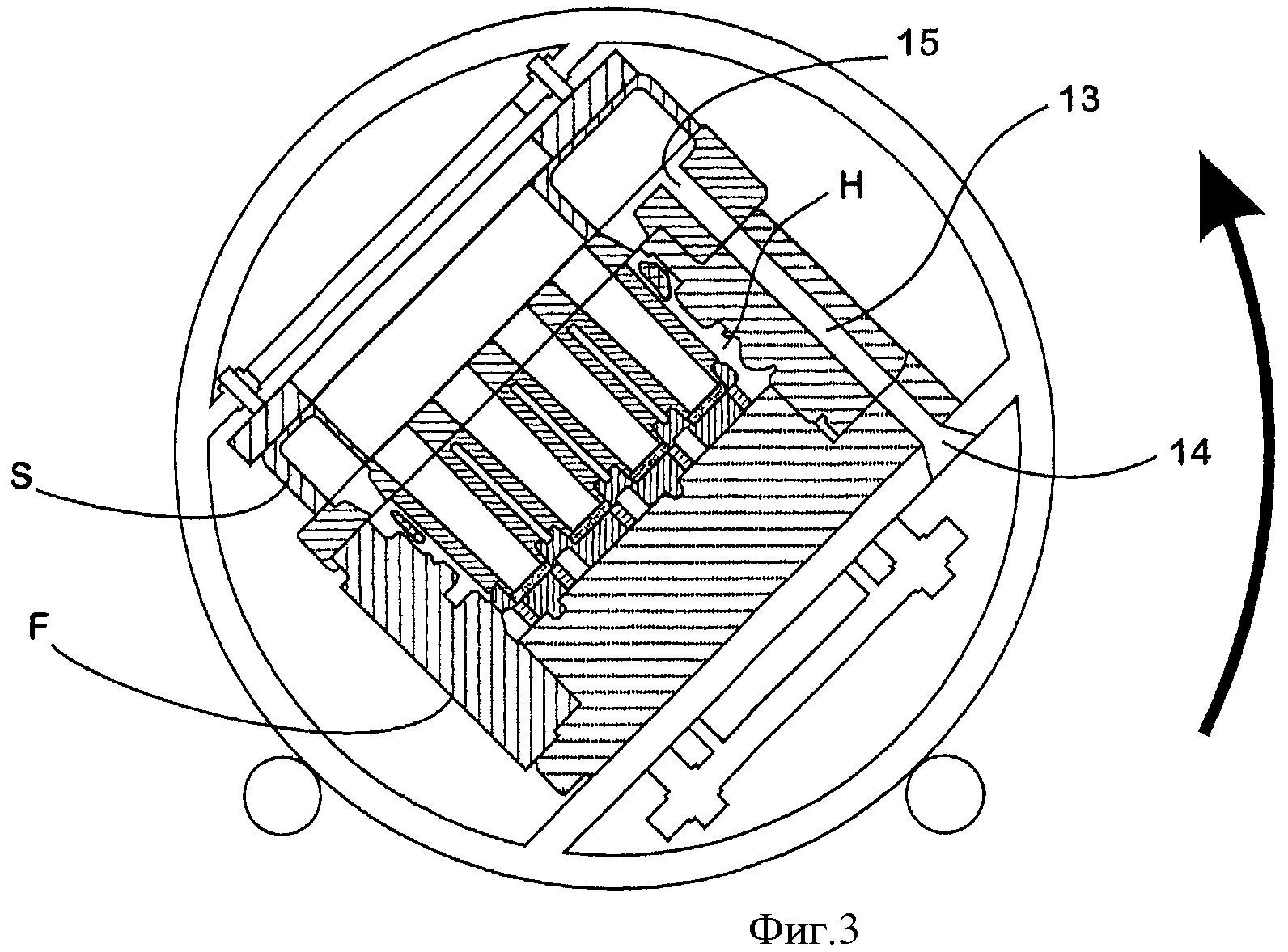
После того как это положение достигнуто, соответственно нагревательный палец нагревательного устройства 16 для индуктивного нагрева вставляется в цилиндрические втулки В, чтобы нагреть их до предписываемой температуры (фиг.3, 4).
После нагревания цилиндрических втулок В литейная ячейка Z снова поворачивается вокруг оси вращения Х против часовой стрелки на угол примерно в 45°. В этом "положении для заливки" прямолинейно проходящий литниковый канал 14 соответственно этому точно также наклонен к направлению WK действия под углом около 45°.
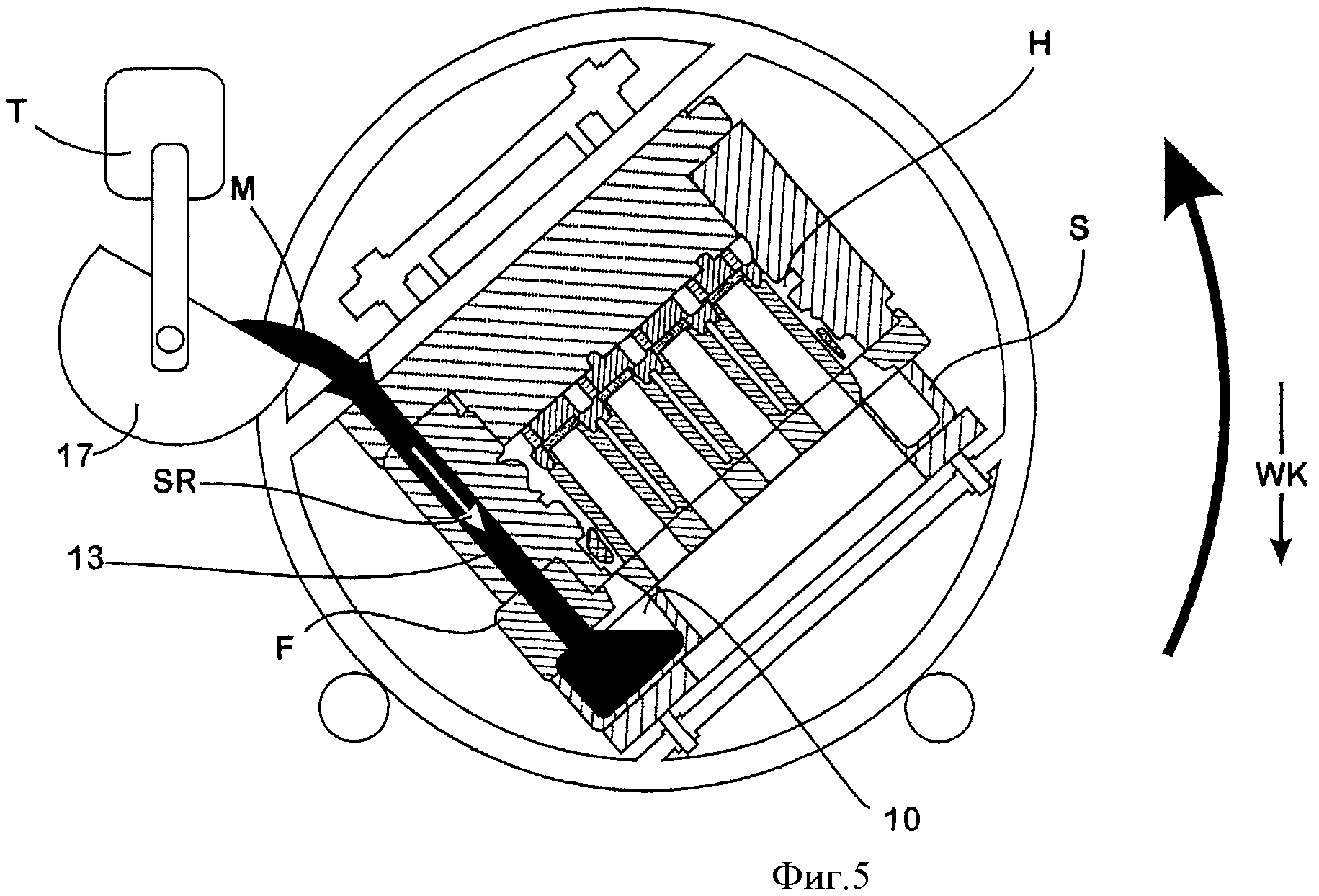
Затем с помощью разливочного устройства 17, образованного в виде разливочного ковша, подлежащий заливке расплавленный металл М заливается в заливочное отверстие 14 литникового канала 13. Благодаря наклонному положению литейной формы F расплавленный металл движется через литниковый канал 13 сравнительно медленно и с соответственно низкой кинетической энергией поступает в питающий канал 10 питающего стержня S. При этом его основное направление SR течения ориентировано одинаково с литниковым каналом 13, так что также основное направление SR течения расплавленного металла М, текущего по литниковому каналу 13, ориентировано под углом около 45° к направлению WK действия силы тяжести.
Заполнение установленной наклонно литейной формы F расплавленным металлом продолжается, пока впадение 15 литникового канала не будет лежать ниже зеркала расплавленного металла М, собирающегося в питающем канале 10 (фиг.5).
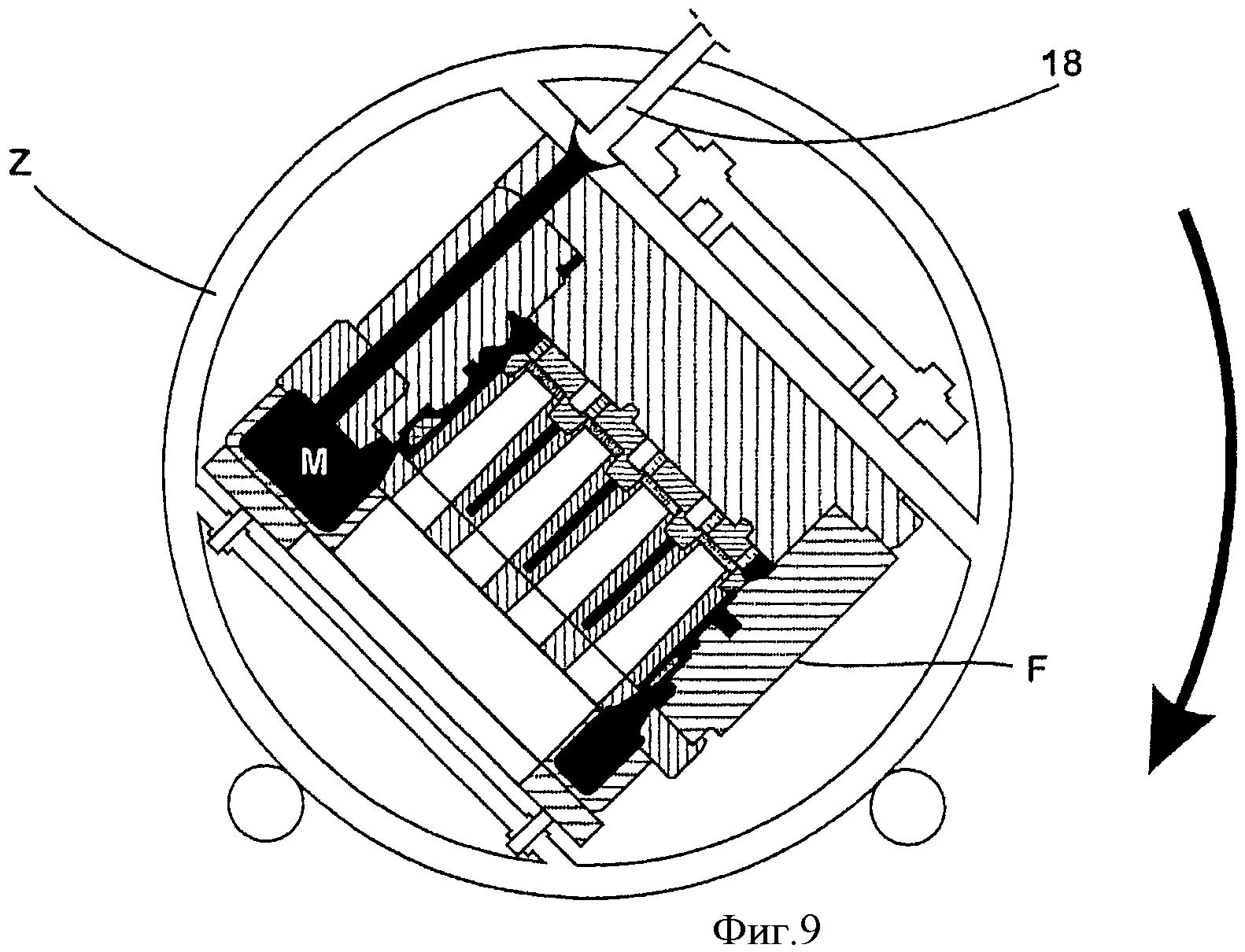
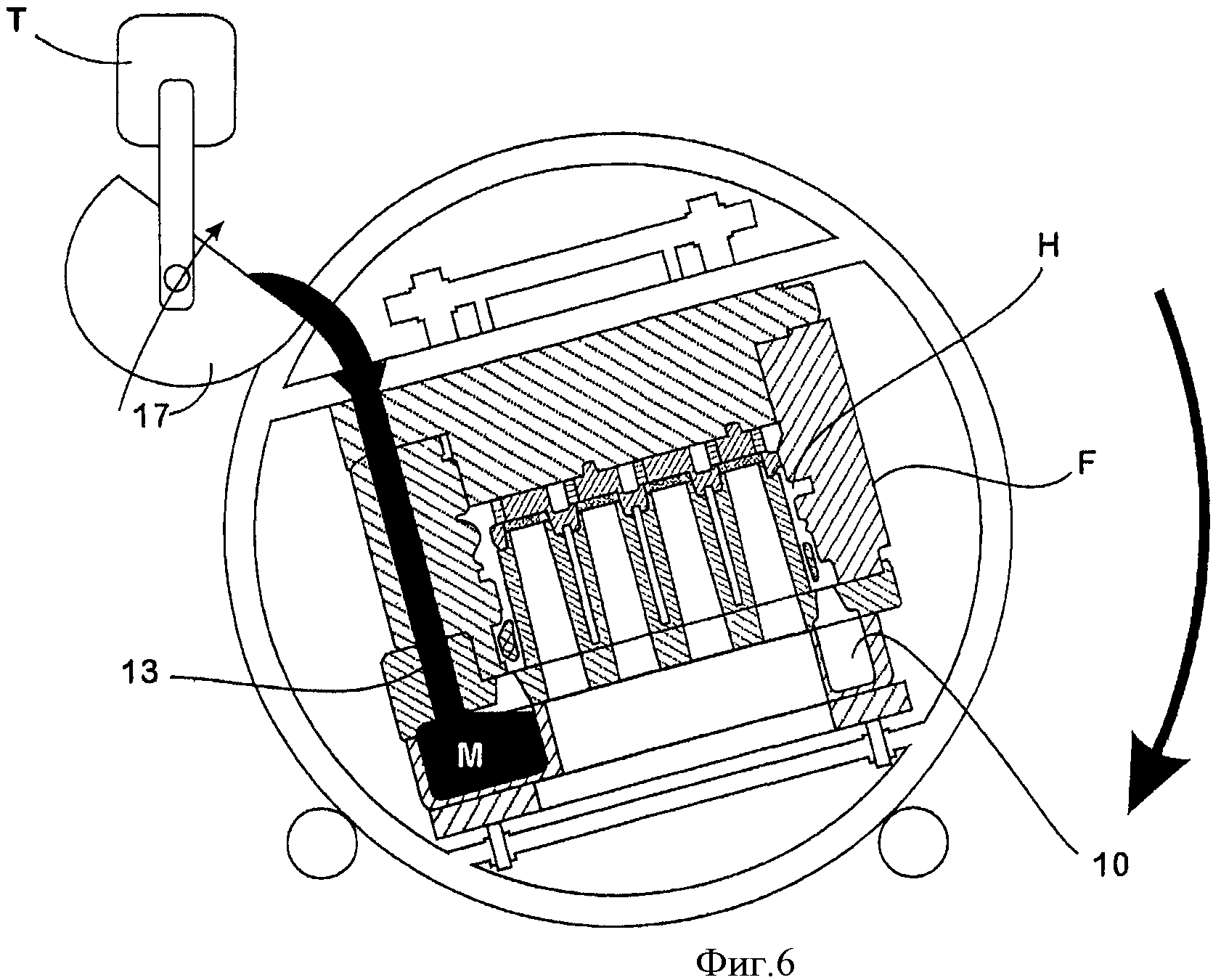
Если это состояние достигнуто, литейная ячейка Z медленно поворачивается по часовой стрелке, пока литниковый канал 13 не будет смотреть своим заливочным отверстием 14 перпендикулярно вниз к впадению 15 в питающий канал 10.
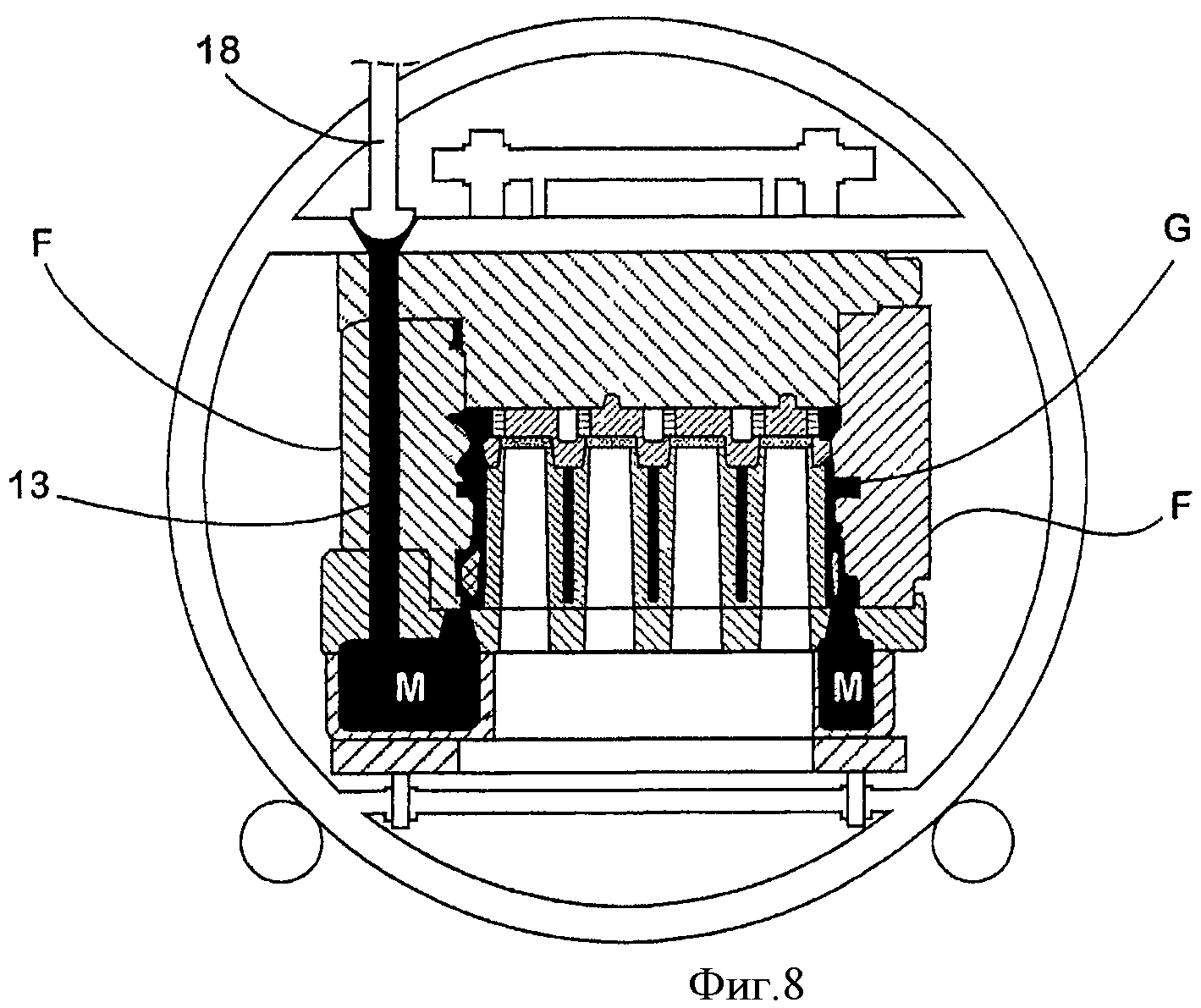
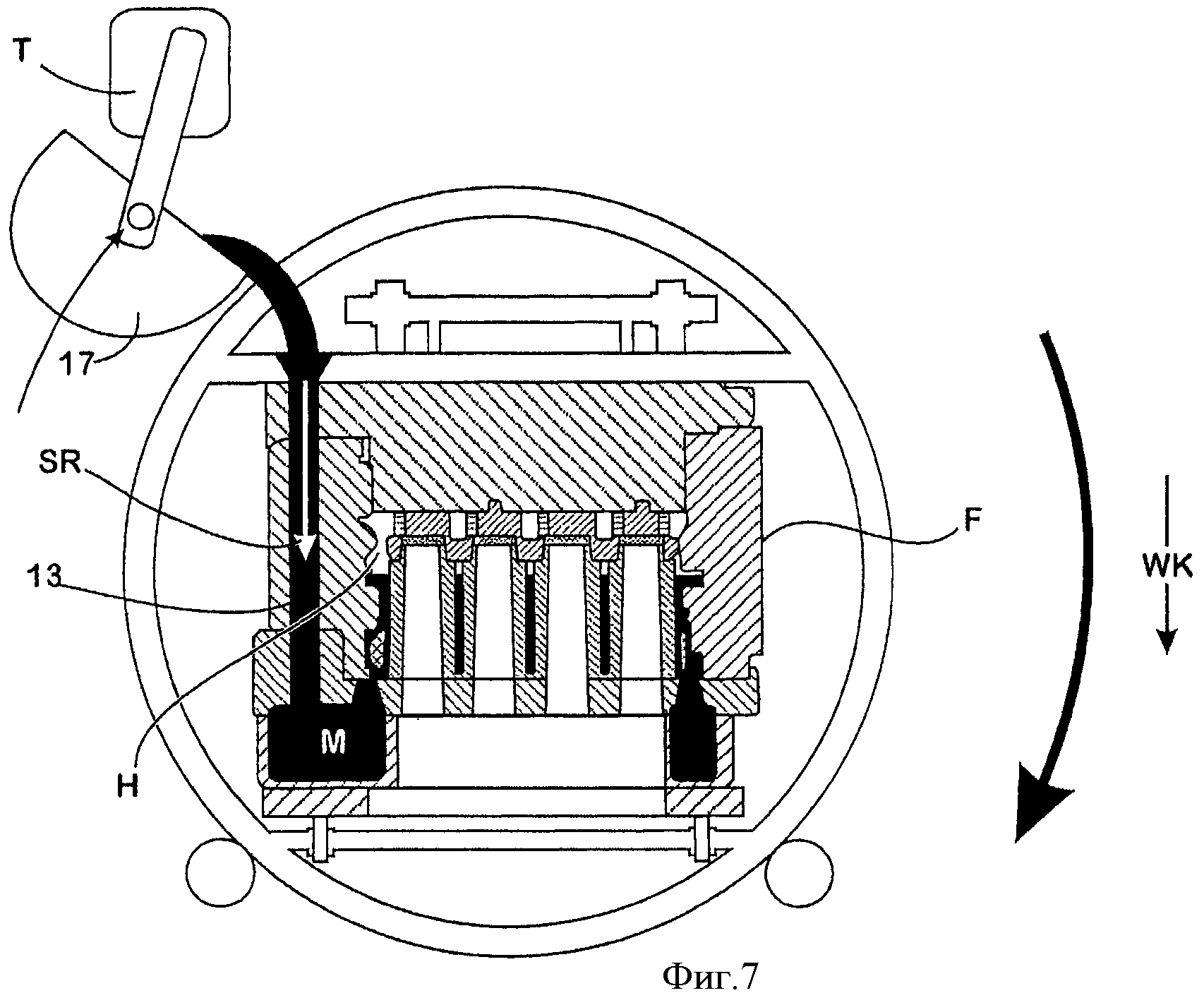
Заполнение литейной формы F расплавленным металлом М во время поворота непрерывно продолжается. Для этого разливочное устройство 17 с помощью устройства Т для сопровождения, при этом речь может идти, например, о сервоприводе или кране, на котором соответственно подвешено разливочное устройство, которое подводится следом за изменением положения заливочного отверстия 14, сопутствующим повороту литейной ячейки Z. Если конечное положение этого поворота достигнуто, основное направление SR течения расплавленного металла М совпадает с направлением WK действия силы тяжести, так что заполнение остаточных участков формовочной полости литейной формы F происходит при оптимальном использовании силы тяжести (фиг.7, 8).
Как только литейная форма F будет заполнена достаточным количеством расплавленного металла, в заливочное отверстие 14 устанавливается заглушка 18, так что она будет герметично закрыта (фиг.8).
После этого литейная ячейка Z снова поворачивается, пока не будет достигнуто исходное состояние (фиг.2), в котором питающий стержень S, если смотреть в направлении WK действия силы тяжести, расположен вверху и базовая плата 5 расположена внизу. При этом заглушка 18 все еще удерживает литейную форму F закрытой, так что надежно предотвращается выход расплавленного металла М из литейной формы F.
В этом положении литейная форма F фиксируется, пока застывание отливки G не будет достаточным для извлечения отливки.
В настоящем описанном примере осуществления литейная форма F таким образом устроена так, что питатель S, подлежащий отливке формы F для заполнения, по меньшей мере, большей частью расположен ниже формовочной полости Н литейной формы F, так что формовочная полость Н литейной формы F заполняется сначала против силы тяжести. Преимущественным образом вся литейная форма F уже во время процесса заполнения опрокидывается к литнику, чтобы уменьшить скорость расплавленного металла М при первом заполнении и достигнуть равномерного процесса заполнения литникового канала 13 и питателя S. Для заполнения служит разливочное устройство 17, образованное в виде разливочного ковша, которое, как представлено, во время процесса литья может перемещаться вместе с поворотом литейной формы F.
После окончания процесса заполнения литник 13, проходящий от питателя S вверх, закрывается и статическое давление металла передается на расплавленный металл М, находящийся в питателе S и в формовочной полости, которое препятствует зависанию расплавленного металла М.
В настоящем примере осуществления находящийся в питателе S расплавленный металл М при последующем повороте способствует поддержанию статического давления расплавленного металла М в формовочной полости. Дефекты литья, как, например, пузырьки и непрогретые потоки, таким образом исключаются.
Перечень позиций
1 - Устройство для литья отливки G
2, 3 - Ролики
4 - Монтажное основание
5 - Направляющая пластина
6 - Базовая плата литейной формы F
7, 8 - Фронтальная заслонка
9 - Нажимная пластина
10 - Питающий канал питающего стержня S
11 - Отверстие питающего стержня S
12 - Литники
13 - Литниковый канал
14 - Отверстие для заполнения
15 - Впадение литникового канала 13
16 - Нагревательное устройство
17 - Разливочное устройство
18 - Заглушка
B - Цилиндрические втулки
F - Литейная форма
G - Отливка
Н - Формовочная полость литейной формы F
K - Стержни
M - Расплавленный металл
O - Нижний стержень
S - Питающий стержень
SR - Основное направление течения
T - Устройство для отслеживания
WK - Направление действия силы тяжести
X - Ось вращения
Z - Литейная ячейка