Результат интеллектуальной деятельности: БАРАБАН МОТАЛКИ ДЛЯ СМОТКИ ПОЛОСОВОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к адъюстажному оборудованию прокатных станов, преимущественно к конструкциям моталок.
Известен барабан моталки пирамидального типа, содержащий радиально перемещающиеся клиновые сегменты, связанные с валом моталки с помощью Т-образных опорных выступов, причем один из сегментов выполнен из двух полусегментов, в которых размещен механизм зажима полосы (см. авторское свидетельство СССР №311679, кл. B21C 47/28, от 11.10.1971 г.). Такой барабан имеет сложную конструкцию; механизм зажима занимает значительную часть поперечного сечения одного из сегментов, вследствие чего существенно увеличивается диаметр барабана.
Известен барабан моталки, наиболее близкий по технической сущности к заявляемому, содержащий пирамидальный вал, перемещаемый в осевом направлении, полый вал, являющийся опорой шестерни редуктора и сегментов, удерживаемых от перемещения полуобоймами. (Механическое оборудование заводов цветной металлургии: Учебник для вузов. В 3-х частях. Ч.3. Королев А.А., Навроцкий А.Г., Вердеревский В.А. и др. Механическое оборудование цехов по обработке цветных металлов. - М.: Металлургия, 1989, стр.287-289). К недостаткам данной конструкции следует отнести узкий диапазон технологических возможностей по смотке вследствие того, что это решение нельзя использовать при прокатке тонких полос из специальных сплавов с высокими натяжениями и получением компактных рулонов с последующей термообработкой их в малогабаритных печах. При такой конструкции затруднительно выполнить прочный и одновременно жесткий барабан малого диаметра (менее 400 мм) для использования его при прокатке с большими натяжениями.
Техническим результатом предлагаемого изобретения является возможность использования при прокатке полос с большими натяжениями барабанов с относительно малым диаметром (порядка 300 мм), который способствует получению компактных рулонов.
Технический результат достигается тем, что барабан моталки для смотки полосового материала, содержащий пирамидальный вал, установленный в полом выходном валу редуктора и имеющий возможность перемещаться относительно него в осевом направлении, который служит опорой для сегментов, имеющих возможность перемещаться в радиальном направлении благодаря наличию полуобойм, связанных с полым валом, при этом сегменты сопряжены с поверхностями пирамидального вала посредством соединения «ласточкин хвост», сконструирован таким образом, что пирамидальный вал выполнен с шестью плоскостями, на которые в чередующемся порядке опираются три сегмента барабана и посредством соединения «ласточкин хвост» три опорных клина, при этом у двух сегментов плоскости сопряжения с плоскостями пирамиды выполнены под углом 8° к оси барабана, а у третьего - под углом 3°, а плоскости сопряжения распорных клиньев с плоскостями пирамиды выполнены под углом 11° к оси барабана, причем угол между плоскостью симметрии опорных клиньев и плоскостью сопряжения их с соответствующими сегментами определяется из соотношения:
где φ - угол контакта между плоскостью симметрии опорных клиньев и плоскостью сопряжения их с сегментами;
b - радиальный ход опорного клина;
а - радиальный ход соответствующего смежного сегмента.
Предлагаемое изобретение представлено на фигурах 1, 2, 3 и 4, где:
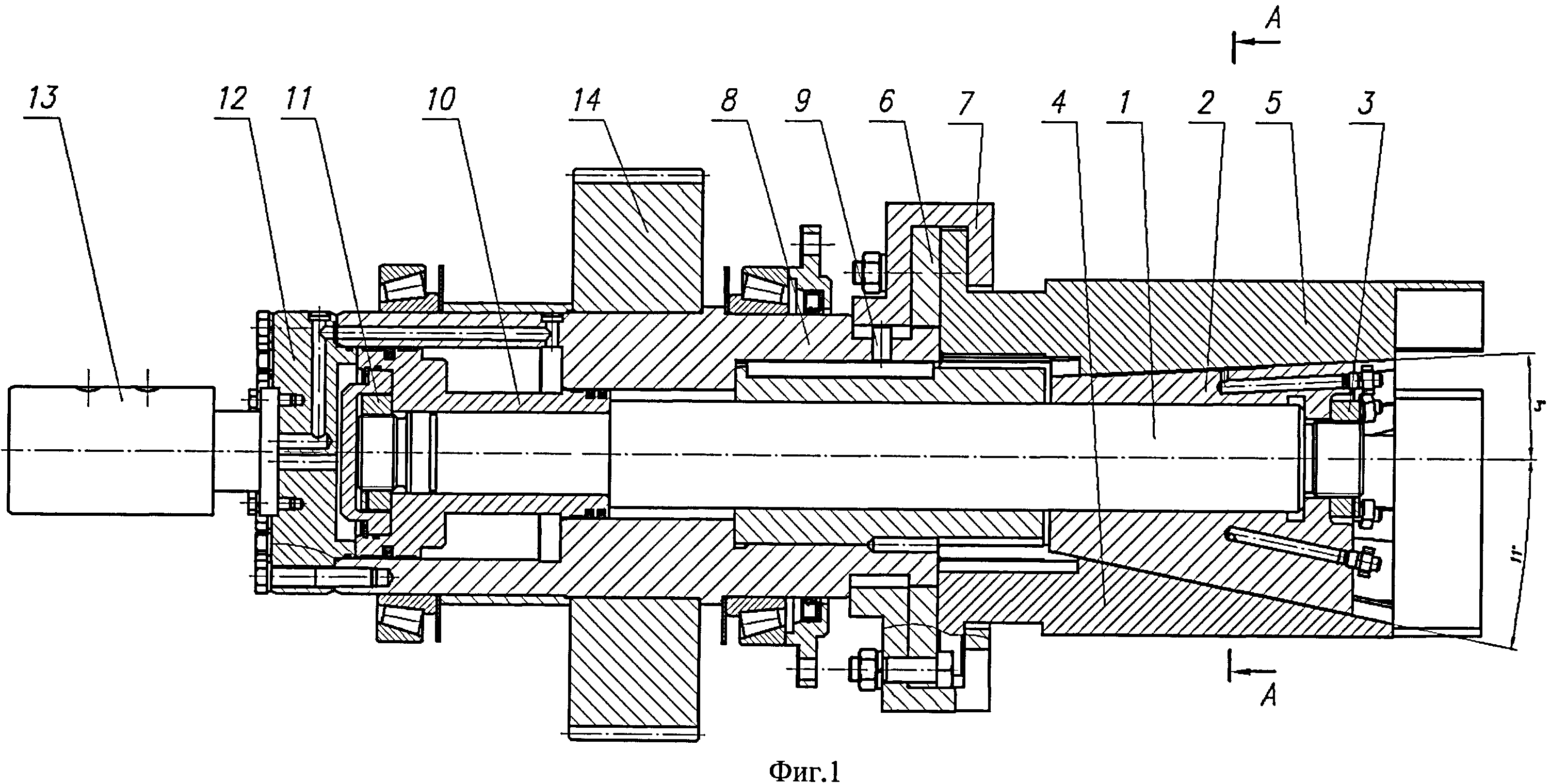
- на фиг.1 - продольный разрез по барабану моталки в рабочем положении,
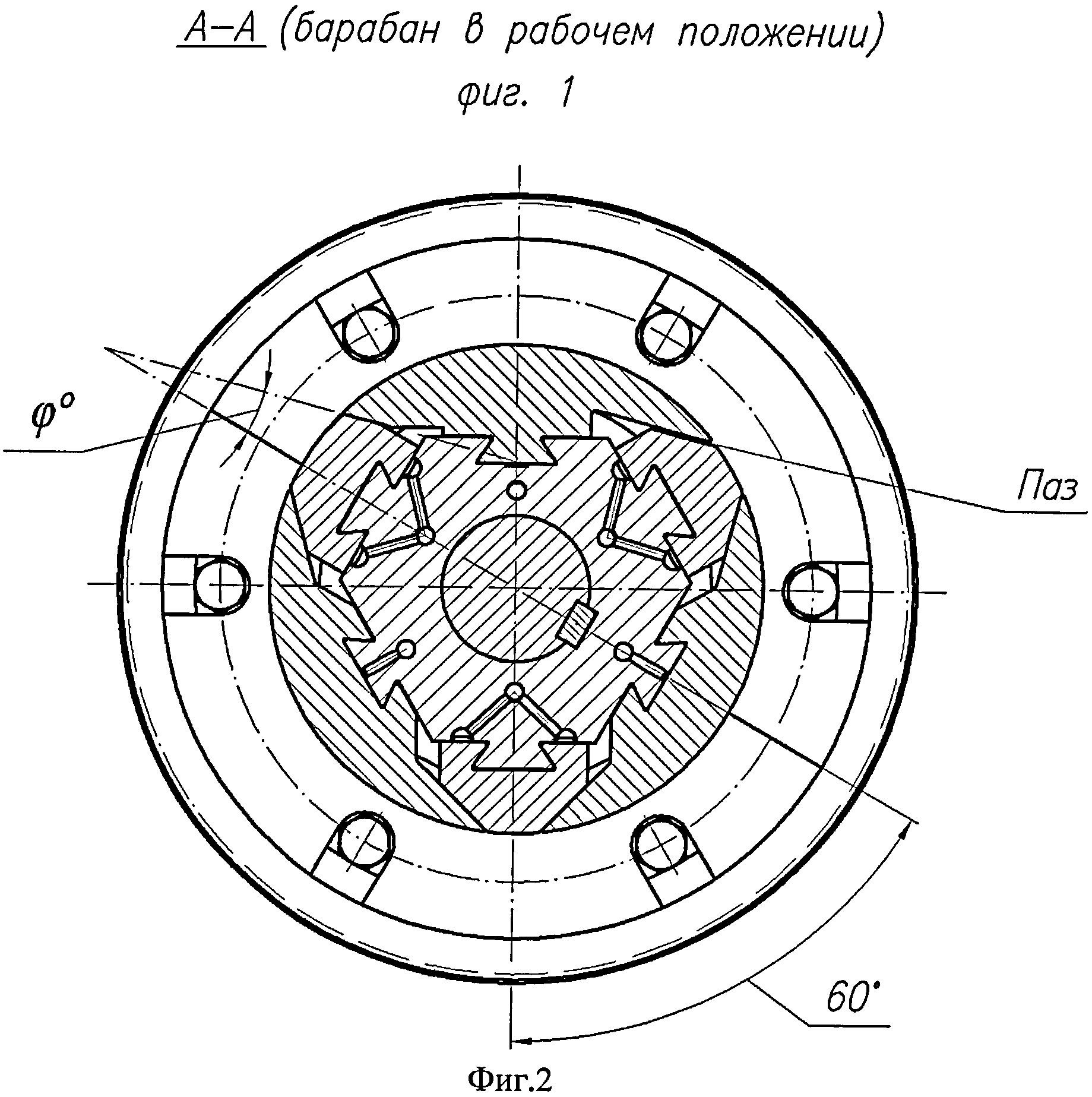
- на фиг.2 - разрез по радиально перемещающимся сегментам и опорным клиньям в рабочем положении барабана,
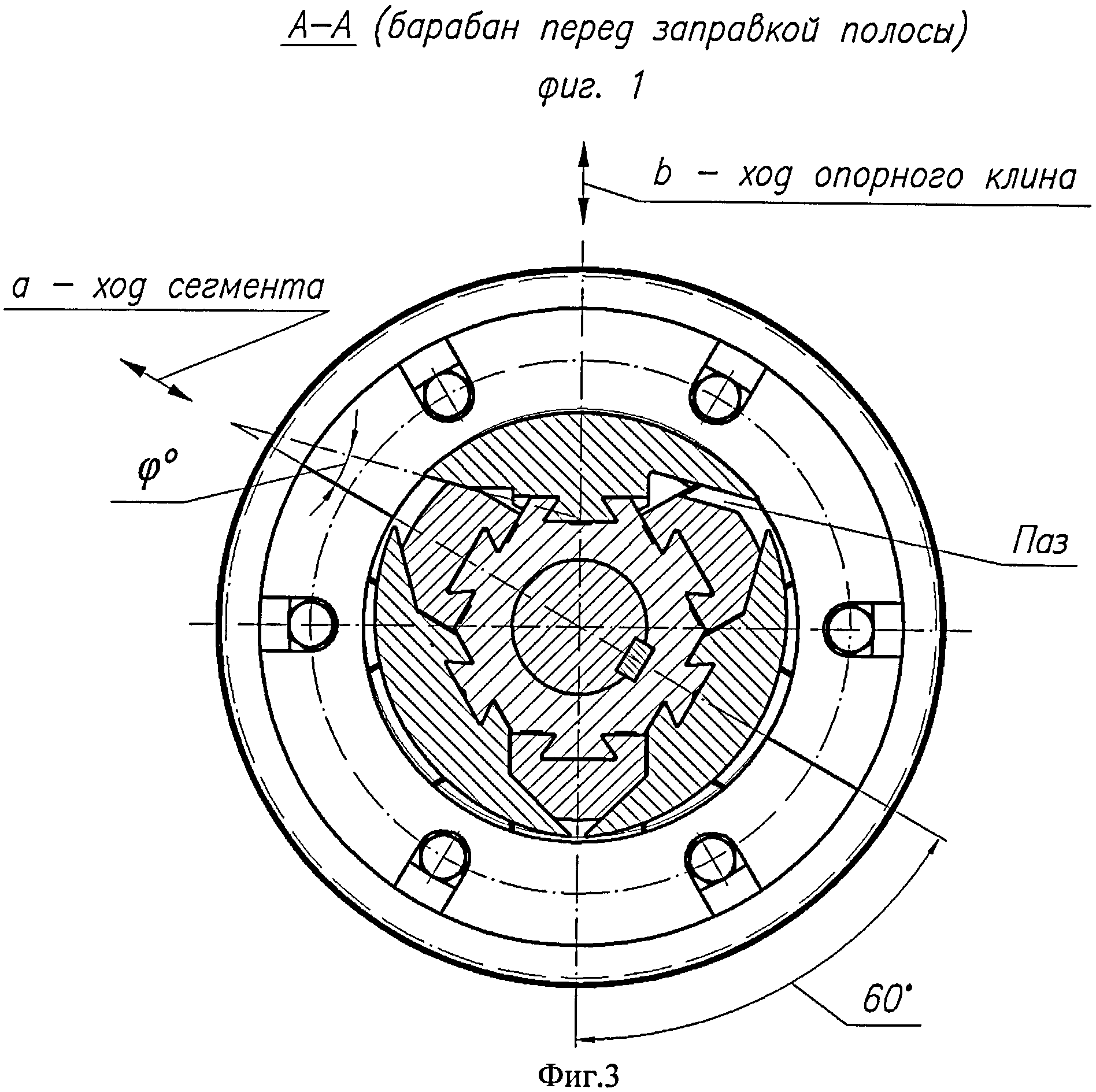
- на фиг.3 - разрез по радиально перемещающимся сегментам и опорным клиньям в положении барабана перед заправкой полосы,
- на фиг.4 - геометрическая схема для определения угла между плоскостью симметрии опорных клиньев и плоскостью сопряжения их с соответствующими сегментами.
Барабан моталки для смотки полосового материала содержит подвижный в осевом направлении вал 1, на котором посредством шпоночного соединения установлена пирамида 2, зафиксированная от перемещений в осевом направлении с помощью гайки 3. Пирамида выполнена с шестью клиновидными контактными поверхностями, имеющими форму «ласточкин хвост», по трем из которых она сопряжена с опорными клиньями 4, по остальным - с сегментами 5. Для удобства захвата полосы и нераскрытия стыков по контактным поверхностям опорных клиньев и сегментов, угол контакта опорных клиньев к поверхности пирамиды составляет 11°, двух сегментов - 8°, а одного сегмента - 3°. Опорные клинья и сегменты зажаты по торцевой поверхности через кольцо 6 с двумя полуобоймами 7, установленными по шпоночному соединению на корпусе гидравлического цилиндра и зафиксированных от проворота посредством штифта 9. Гидравлический цилиндр барабана моталки состоит из корпуса, поршня 10, установленного на валу и зафиксированного от осевого перемещения гайкой 11, крышки 12 с вмонтированным в нее и соединенным посредством системы каналов с корпусом гидроцилиндра ротационным соединением 13. Для передачи вращающего момента от редуктора моталки на барабан на корпусе гидроцилиндра установлено зубчатое колесо 14.
Устройство работает следующим образом. Перед началом работы барабан находится в разжатом состоянии. Рулон устанавливают на барабан таким образом, чтобы отогнутый конец полосы вошел в паз между сегментом 5, угол наклона которого к поверхности пирамиды 2 составляет 3°, и опорным клином 4. С пульта управления подают команду на сжатие барабана. Под давлением жидкость поступает в штоковую полость гидравлического цилиндра, при этом вал 1 с установленной на нем пирамидой 2 начинает поступательное перемещение до упора поршня 10 с крышкой цилиндра 12.
Сегменты 5 и опорные клинья 4, совершая поступательное перемещение относительно пирамиды 2, одновременно радиально перемещаются вверх, паз между сегментом 5 и опорным клином 4 сокращается, происходит захват полосы. Как только полоса зажата, вращающий момент от редуктора через зубчатое колесо 14 передается на барабан. По окончании смотки вращение барабана прекращается. С пульта управления подают команду на сжатие барабана, при этом вал 1 с установленной на нем пирамидой 2 совершает возвратно-поступательное перемещение до упора поршня 10 в корпус гидравлического цилиндра 8. Опорные клинья 4 и сегменты 5 перемещаются по контактным поверхностям пирамиды 2 и опускаются вниз, образуя паз между сегментом 5, угол наклона которого к поверхности пирамиды 2 составляет 3°, и распорным клином 4. Готовый рулон снимают с барабана.
В процессе работы барабана моталки для смотки полосового материала угол между плоскостью симметрии опорных клиньев и плоскостью сопряжения их с соответствующими сегментами может быть определен из расчета треугольника по следующей формуле:
где а - ход сегмента, b - ход опорного клина, 30° - угол между плоскостью симметрии пирамиды и плоскостью симметрии опорного клина.
Таким образом, предлагаемая конструкция барабана моталки для смотки полосового материала, содержащего радиально перемещающиеся сегменты и опорные клинья, сопряженные контактными поверхностями с пирамидой и между собой, позволит обеспечить высокое натяжение полос при минимальных размерах барабана за счет перераспределения усилия смотки по радиально подвижным сегментам и опорным клиньям.
Барабан моталки для смотки полосового материала, содержащий пирамидальный вал, установленный в полом выходном валу редуктора и имеющий возможность перемещения относительно него в осевом направлении, являющийся опорой для сегментов, имеющих возможность перемещения в радиальном направлении посредством полуобойм, связанных с полым валом, при этом сегменты сопряжены с поверхностями пирамидального вала посредством соединения «ласточкин хвост», отличающийся тем, что пирамидальный вал выполнен с шестью плоскостями, с которыми в чередующемся порядке сопряжены три сегмента барабана и посредством соединения «ласточкин хвост» три опорных клина, при этом у двух сегментов плоскости сопряжения с плоскостями пирамиды выполнены под углом 8° к оси барабана, а у третьего - под углом 3°, причем плоскости сопряжения опорных клиньев с плоскостями пирамиды выполнены под углом 11° к оси барабана, а угол φ контакта между плоскостью симметрии опорных клиньев и плоскостью сопряжения их с соответствующими сегментами определяется из соотношения: где а - радиальный ход соответствующего смежного сегмента;b - радиальный ход опорного клина.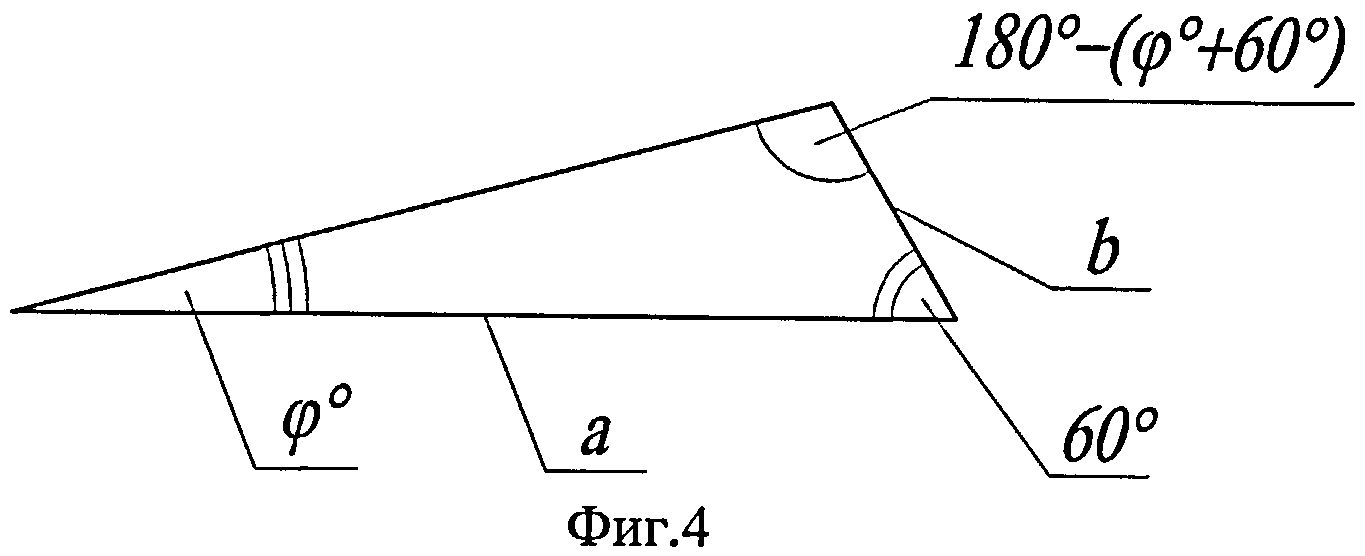
Способ производства панелей из пеноалюминия
Устройство для стыковой сварки концов полос
Устройство упаковки порошковой смеси в оболочку неограниченной длины
Способ штучной прокатки листовой продукции
Устройство укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия
Способ производства рессорных заготовок постоянной ширины с элементами переменной и постоянной толщины
Устройство для смены узла валков рабочих клетей
Способ сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом
Устройство для стыковой сварки концов полос
Привод клети стана холодной прокатки труб
Способ управления подачей и поворотом трубы стана холодной прокатки труб
Линия штамповки изделий из цилиндрических реозаготовок
Устройство упаковки порошковой смеси в оболочку неограниченной длины
Зубчато-реечный привод валка стана периодической прокатки труб
Способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов
Способ непрерывного литья металлических заготовок методом "плавка на плавку"
Способ изготовления уплотнительной манжеты из полиуретана

