Результат интеллектуальной деятельности: СПОСОБ УСТАНОВКИ РАСХОДУЕМОГО ЭЛЕКТРОДА В КРИСТАЛЛИЗАТОР
Вид РИД
Изобретение
Изобретение относится к металлургии, преимущественно к способам вакуумной дуговой плавки (ВДП) высокореакционных металлов, в частности титана и его сплавов.
Установка слитков в кристаллизатор в процессе ВДП предусматривает операцию присоединения (печную приварку) расходуемого электрода к огарку. Огарок, в свою очередь, механически крепится к электрододержателю.
Печная приварка требует контроля качества приварки, гарантирующей прочность соединения. Критериями качества устанавливают либо необходимую длину сварного шва по окружности (3/4) либо минимальную площадь сварки (не менее 1/3 контактной площади) - статистические данные на основе экспериментов.
И то и другое сложно контролировать, т.к. контроль визуальный.
Некачественная приварка может привести к обрыву электрода и/или значительной ассиметрии магнитного поля на конечном этапе плавки при переходе на режим выведения усадочной раковины (ВУР). Диаметры электродов первого переплава варьируются от 270 до 750 мм и второго от 390 до 920 мм при длине до 5500 мм.
Вес расходуемого электрода обычно находится в пределах от 1,5 до 10 т.
Известен (принятый за прототип) способ установки, загрузки и крепления электродов (Аношкин Н.Ф. Плавка и литье титановых сплавов. М.: Металлургия, 1978 г., с.272), включающий:
- загрузку расходуемого электрода в литейный комплект (кристаллизатор с поддоном),
- центровку электродов в проточке на поддоне и клиньями у фланца изложницы,
- присоединение (печная приварка) расходуемого электрода к огарку, закрепленному на электрододержателе, производится в кристаллизаторе при присоединенной к нему плавильной камере,
- контроль центровки и качества сварного соединения с использованием линеек, шаблонов и т.п.
Недостатком известного способа является субъективность контроля качества приварки, т.к. используются визуальные методы контроля внешней поверхности зоны приварки, которая формируется в результате крайне нестабильного процесса, и, как следствие этого, - не прогнозируемость качества приварки. Нестабильность обусловливается тем, что при вакуумно-дуговой плавке титана и его сплавов является невозможным наведение на верхнем торце расходуемого электрода, при приварке огарка, достаточно глубокой лунки жидкого металла при осуществлении процесса приварки на мощности, соответствующей плавлению металла, что приводит к преждевременному его вытеканию из лунки и, как следствие, не обеспечивает надежной сварки огарка и расходуемого электрода, а создает опасность обрыва электрода во время плавки.
Задача изобретения - создание способа объективного контроля качества приварки огарка к электроду, гарантированно исключающего по этой причине возникновение аварийной ситуации (обрыва электрода) в процессе ВДП.
Техническим результатом, достигаемым при осуществлении изобретения, является получение объективного критерия оценки центровки и качества приварки путем сравнения магнитного поля фактической приварки с эталоном (зафиксированной топологией магнитного поля от образцовой приварки по месту крепления и по длине или площади).
Указанный технический результат при осуществлении изобретения достигается тем, что в способе установки расходуемого электрода в кристаллизатор, включающем загрузку расходуемого электрода в кристаллизатор, центрирование электрода по оси кристаллизатора и фиксацию данного положения электрода, приварку его к огарку, закрепленному на электрододержателе, и контроль сварного соединения, контроль сварного соединения осуществляют измерением напряженности магнитного поля, созданного за счет пропускания тока короткого замыкания по замкнутой коаксиальной системе, состоящей из внутреннего проводника (расходуемый электрод, с приваренным огарком) и внешнего проводника (кристаллизатор и состыкованная с ним плавильная камера), сканирование напряженности магнитного поля в сечении, перпендикулярном оси системы, проходящем в районе сварного соединения, и определении наличия дефектов по результатам сравнения измеренного магнитного поля с его эталонным значением.
Пара, состоящая из внутреннего проводника (расходуемый электрод с приваренным огарком) и внешнего проводника (кристаллизатор и состыкованная с ним плавильная камера), при пропускании через нее тока короткого замыкания, представляет собой замкнутую систему, состоящую из двух концентрических проводников (коаксиальная пара). Вследствие поверхностного эффекта плотность тока во внутреннем проводнике возрастает в направлении его наружной поверхности, а во внешнем, наоборот, ток концентрируется в основном у внутренней поверхности. Таким образом, внешний проводник коаксиальной пары одновременно служит ее экраном. Так как токи по внешнему и внутреннему проводнику протекают в противоположных направлениях, то при их геометрии, близкой к идеальной, топология напряженности магнитного поля за цилиндрической (боковой) поверхностью внешнего проводника будет близка к равномерной, в частности в районе приварки огарка к расходуемому кристаллизатору. На практике искажение геометрических размеров системы, в том числе в зоне приварки, вызывает появление асимметрии магнитного поля за внешней боковой поверхностью внешнего проводника, которая легко фиксируется датчиками.
Применение тока короткого замыкания исключает искажения измерений напряженности магнитного поля, которые могут возникать, если использовать рабочий ток, а именно движением дугового разряда, растеканием тока в приэлектродных областях дуги и в зоне контакта кристаллизатор - поддон. Моделирование процесса растекания тока в такой системе и экспериментальная проверка на печах типа ДТВ 8,7-Г10 показали стабильность и достоверность измерений напряженности магнитного поля в сечении, перпендикулярном оси с наружной стороны внешнего проводника, проходящем в районе сварного соединения.
Таким образом, измерив напряженность магнитного поля, созданного током короткого замыкания в системе электрод + огарок - кристаллизатор + плавильная камера, и, сравнив полученные сигналы с эталонными векторными функциями, измерительная система выдает сигнал на качество сварного соединения.
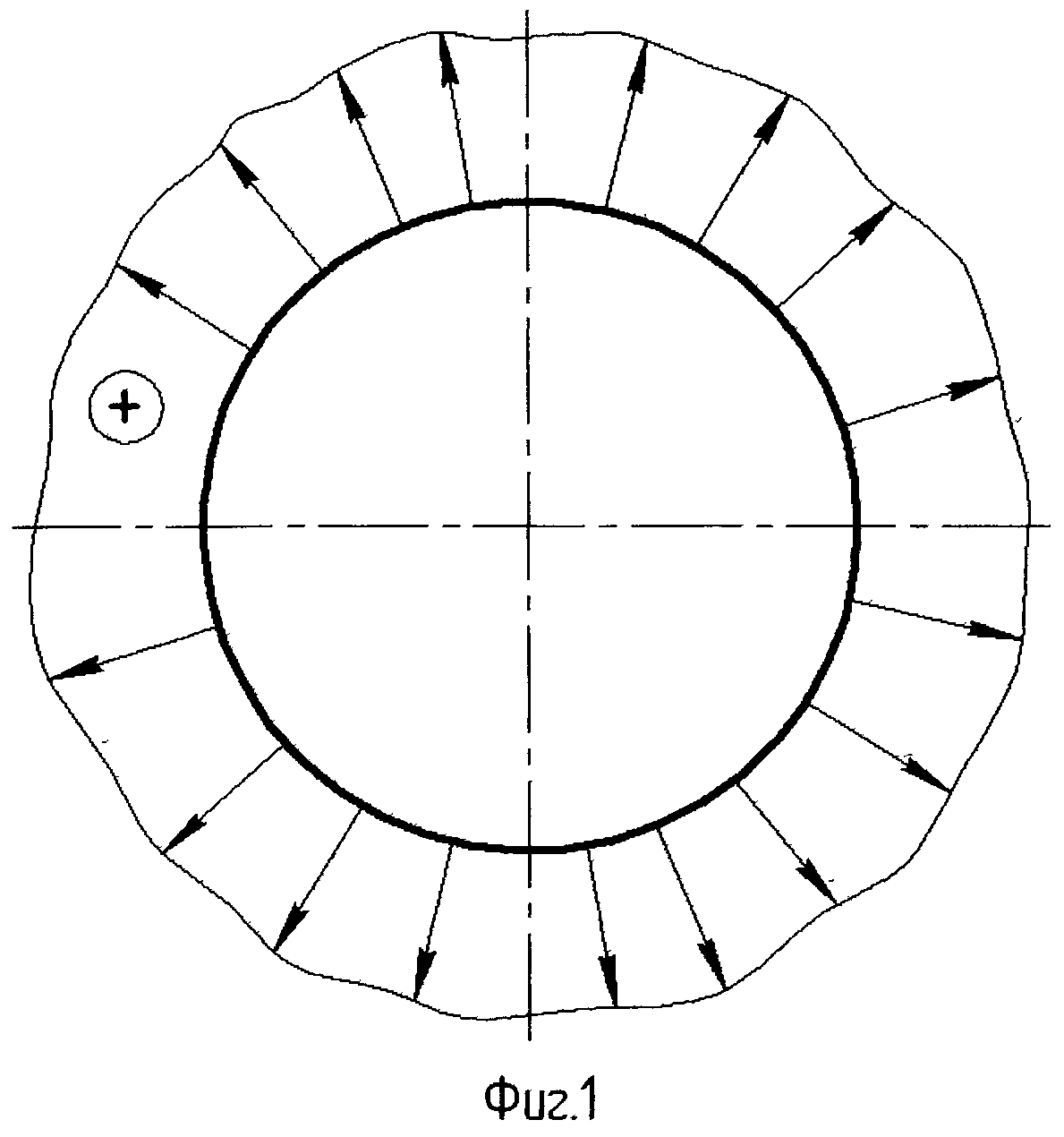
На чертежах изображены эпюры распределения нормальной составляющей магнитного поля Н, измеренного в сечении, перпендикулярном оси коаксиальной системы, проходящем в районе сварного соединения, при этом на фиг.1 - норма, а на фиг.2 - соединение, имеющее дефекты сварки.
Таким образом, измерив напряженность магнитного поля, созданного током короткого замыкания в системе электрод + огарок - кристаллизатор + плавильная камера, и сравнив полученные сигналы с эталонными векторными функциями, измерительная система выдает сигнал на пригодность использования приваренного к огарку расходуемого электрода.
Норма (оптимальное качество сварки) характеризуется низким значением поля и относительно равномерным его распределением вдоль периметра внешнего проводника. Изменение площади сварки (непровар) характерно разбросом значений поля Н. В процессе контроля производят считывание сигналов датчиков, определяющих напряженность магнитного поля, обработку информации и визуализацию дефектов на экране монитора (при магнитографическом визуальном анализе дефектов) или выдачей сигналов "годен" - "не допустимое соединение" - при допусковом автоматическом контроле.
Предлагаемый способ контроля позволяет производить объективный контроль качества приварки огарка к расходуемому электроду при установке электрода в кристаллизатор.
Способ установки расходуемого электрода в кристаллизатор, включающий загрузку расходуемого электрода в кристаллизатор, центрирование электрода по оси кристаллизатора и фиксацию данного положения электрода, приварку его к огарку, закрепленному на электрододержателе, и контроль качества сварного соединения расходуемого электрода с приваренным огарком, отличающийся тем, что контроль качества упомянутого сварного соединения осуществляют путем измерения напряженности магнитного поля, созданного за счет пропускания тока короткого замыкания по замкнутой коаксиальной системе, состоящей из внутреннего проводника, состоящего из расходуемого электрода с приваренным огарком, и внешнего проводника, состоящего из кристаллизатора и состыкованной с ним плавильной камеры, в сечении, перпендикулярном оси системы, проходящем по сварному соединению, и сравнения измеренной напряженности магнитного поля с ее эталонным значением для определения наличия дефектов по результатам сравнения.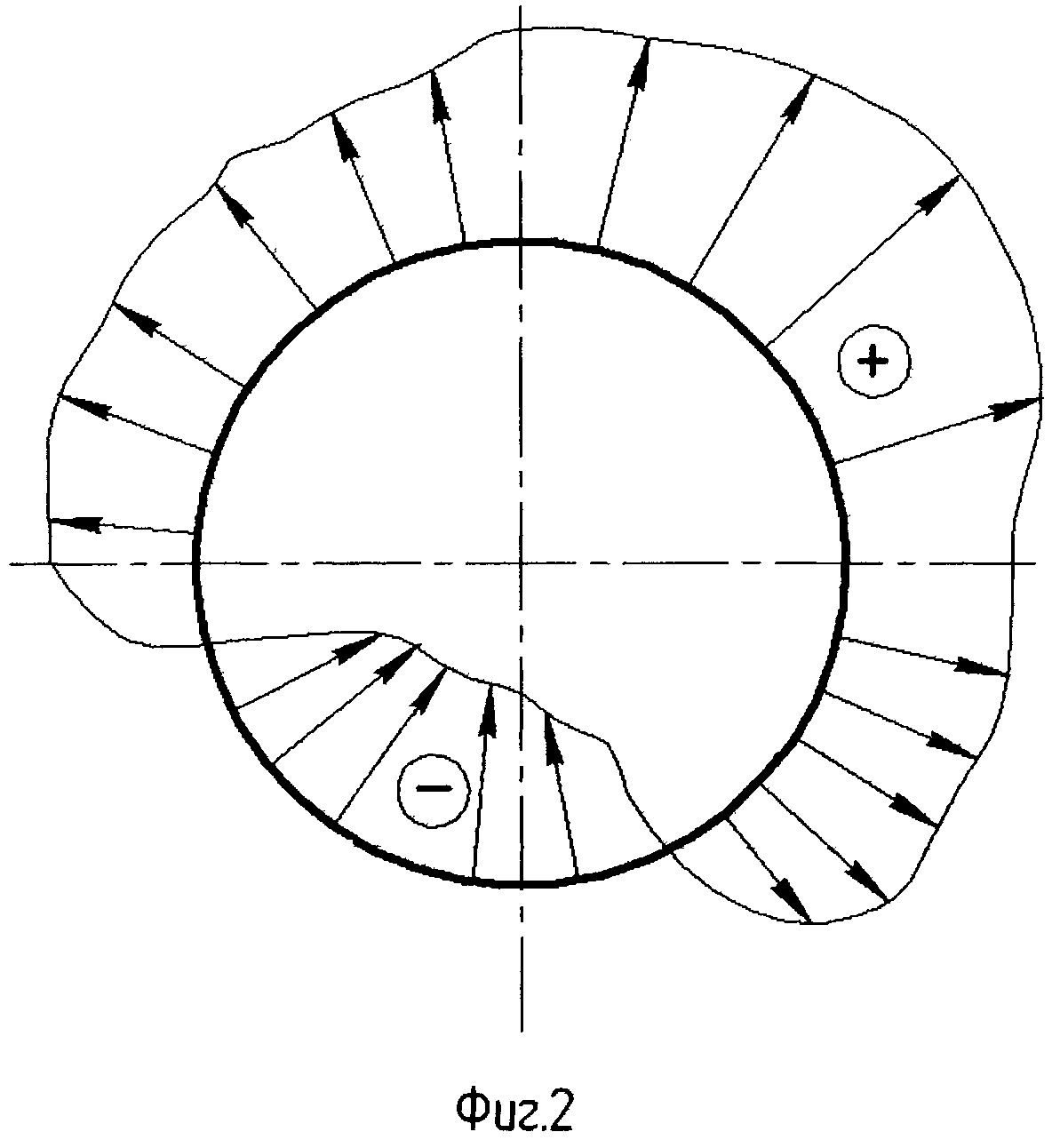
Способ получения неорганического материала на основе оксинитридов титана
Разжимная оправка
Инструмент для компактирования шихтовых материалов
Способ изготовления тонких листов
Способ крип-отжига титанового листового проката
Способ управления электрической дугой при вакуумном дуговом переплаве
Способ производства прессованных изделий из алюминиевого сплава серии 6000
Способ изготовления холоднокатаных труб из альфа- и псевдо-альфа-сплавов на основе титана
Способ изготовления броневых листов из (альфа+бета)-титанового сплава и изделия из него
Способ изготовления тонких листов из двухфазного титанового сплава и изделие из этих листов
Способ получения неорганического материала на основе оксинитридов титана
Разжимная оправка
Инструмент для компактирования шихтовых материалов
Способ изготовления тонких листов
Способ крип-отжига титанового листового проката
Способ управления электрической дугой при вакуумном дуговом переплаве
Способ производства прессованных изделий из алюминиевого сплава серии 6000
Способ изготовления холоднокатаных труб из альфа- и псевдо-альфа-сплавов на основе титана
Способ изготовления броневых листов из (альфа+бета)-титанового сплава и изделия из него
Способ изготовления тонких листов из двухфазного титанового сплава и изделие из этих листов

