Результат интеллектуальной деятельности: СПОСОБ И УСТАНОВКА ДЛЯ МАРКИРОВКИ ПРОЗРАЧНЫХ ИЛИ ПОЛУПРОЗРАЧНЫХ ОБЪЕКТОВ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к области маркировки прозрачных или полупрозрачных изделий или объектов, имеющих высокую температуру.
Более конкретно, изобретение направлено на обеспечение возможности маркировки при высокой температуре полых объектов, таких как стеклянные бутылки или банки, поступающих с высокой скоростью из установки для их изготовления или формования.
Уровень техники
В области изготовления стеклянных объектов известна технология использования систем для маркировки изделий на выходе из машин для их изготовления или в «холодной» части производственного процесса с целью фиксации времени изготовления для обеспечения контроля производства.
Формовочная машина, соответствующая известным технологиям, состоит из нескольких полостей, в каждой из которых предусмотрена форма, в которой изготавливаемый объект получает свою окончательную форму при высокой температуре. На выходе из формовочной машины изготовленные объекты направляют таким образом, чтобы они образовывали последовательную линию на транспортном конвейере, обеспечивающем последовательное перемещение объектов через различные модули обработки, например напыления покрытия и обжига.
Маркировку изготовленных объектов целесообразно производить как можно раньше после их выхода из формовочной машины так, чтобы избежать сдвига времени обнаружения возможных дефектов, которые могут возникнуть после накопления изготовленных объектов, или ошибок контроля производства.
Известны различные решения, предлагавшиеся для маркировки объектов, имеющих высокую температуру на выходе из формовочной машины. Так, патент US 4870922 описывает аппарат для маркировки методом управляемого напыления текучей среды. Маркирующая головка расположена вдоль конвейера, транспортирующего объекты, поступающие из формовочной машины. Однако практика показывает, что такая текучая среда, нанесенная на поверхность в виде кода или маркировки, может быть повреждена или стерта в ходе операций погрузки, наполнения или мытья стеклянных изделий, составляющих неотъемлемую часть стекольного производства.
Для решения проблем, связанных с долговременной сохранностью маркировки, была, в частности, предложена технология, известная из патентного документа JP 09128578, в соответствии с которой для нанесения на поверхность изделий маркировок или кодов методом абляции или плавки стекла используют систему лазерной маркировки. Преимущество данной технологии связано с тем, что нанесенный код не стирается и обладает высокой устойчивостью к операциям погрузки, наполнения или мытья стеклянных изделий, составляющим неотъемлемую часть стекольного производства.
В соответствии с известными решениями такую технологию лазерной маркировки также применяют в «холодной» части производственного процесса изготовления стеклянных объектов. Так, в патентном документе ЕР 0495647 описана установка, выполненная с возможностью вычисления скорости перемещения изготовленных объектов, что позволяет обеспечить возможность соответствующей маркировки таких объектов. Кроме того, патентные документы WO 2004/000749 и US 2003/052100 предусматривают необходимость определения положения объекта в направлении его перемещения перед осуществлением операции маркировки.
Однако известные технологии лазерной маркировки обладают недостатком, связанным с тем, что они не способны достаточно надежно и эффективно обеспечить необходимую абляцию или плавление стекла. Действительно, опыт показывает, что лазеры не обладают мощностью, достаточной для плавления стекла, с учетом того, что обрабатываемые объекты не могут все время находиться в плоскости фокусировки лазера.
Поскольку объекты, выходящие из формовочной машины, скользят и никогда не бывают совершенно выровнены, может быть предусмотрено выравнивание изготовленных объектов на выходе из формы при помощи механизмов, выстраивающих объекты в линию на конвейере. Однако использование для такого выравнивания объектов направляющих может привести к возникновению дефектов от соприкосновения объектов с направляющими или к соприкосновению между стеклянными объектами, которое способно замедлить их перемещение по конвейеру. Поскольку такие стеклянные объекты имеют высокую температуру, соприкосновения могут приводить к появлению дефектов, т.к. стекло при высокой температуре подвержено деформации.
Раскрытие изобретения
Таким образом, задача, на решение которой направлено настоящее изобретение, заключается в устранении недостатков, присущих известным решениям, путем предложения установки, выполненной с возможностью обеспечения вывода объектов из формовочной машины и их эффективной лазерной маркировки при условии устранения риска повреждения объектов при транспортировке до модуля маркировки.
Для решения поставленной задачи изобретение предлагает установку для маркировки на выходе из формовочной машины прозрачных или полупрозрачных объектов, последовательно транспортируемых перед модулем маркировки, содержащую:
- аппарат для формирования лазерного пучка с целью маркировки объектов,
- средства определения положения каждого из объектов, по меньшей мере, в одном направлении, поперечном относительно направления транспортировки объектов, причем указанные средства расположены перед модулем маркировки относительно направления транспортировки объектов,
- средства перемещения плоскости фокусировки лазерного пучка в направлении, поперечном относительно направления транспортировки объектов,
- средства управления средствами перемещения, связанные со средствами определения положения и обеспечивающие возможность корректировки положения плоскости фокусировки лазерного пучка в зависимости от положения каждого из маркируемых объектов с целью оптимизации маркировки объектов лазерным пучком.
Такая установка позволяет избежать использования механизма позиционирования, устанавливаемого на выходе из формовочной машины, и в то же время оптимизировать процедуру лазерной маркировки.
Другой недостаток известных технологий заключается в том, что операция маркировки не обеспечивает возможности надежного отображения на каждом из объектов номера формы, в которой он изготовлен, в связи с ошибками контроля, связанными, например, с накоплением или боем объектов.
Таким образом, другая задача, на решение которой направлено настоящее изобретение, заключается в устранении данного недостатка путем предложения технологии надежной маркировки каждого из объектов данными о формовочной полости каждого из этих объектов.
Для решения поставленной задачи установка по изобретению содержит средства синхронизации с формовочной машиной, связанные с модулем маркировки так, чтобы обеспечивать нанесение на каждый из объектов маркировки, содержащей, по меньшей мере, информацию, относящуюся к формовочной полости, в которой изготовлен объект.
В соответствии с одним из вариантов осуществления изобретения модуль маркировки наносит на каждый из объектов маркировку, содержащую, по меньшей мере, информацию о номере формы или формовочной полости, в которой изготовлен данный объект.
В соответствии с другим вариантом осуществления изобретения модуль маркировки наносит на каждый из объектов маркировку, содержащую, по меньшей мере, информацию о времени формования данного объекта.
В соответствии с дальнейшим вариантом осуществления изобретения модуль маркировки наносит на каждый из объектов маркировку, содержащую, по меньшей мере, информацию о формовочной машине, производственной линии и/или предприятии-изготовителе.
В соответствии с дальнейшим вариантом осуществления изобретения модуль маркировки наносит на каждый из объектов маркировку, содержащую уникальную идентификацию каждого из объектов.
Средства определения положения объектов могут представлять собой, например, оптические средства.
В другом аспекте изобретение предлагает способ маркировки лазерным пучком прозрачных или полупрозрачных объектов на выходе из формовочной машины, в котором указанные объекты последовательно транспортируют перед модулем маркировки. Способ включает в себя операции, при которых:
- определяют перед маркировкой каждого из объектов его положение, по меньшей мере, в одном направлении, поперечном относительно направления транспортировки объектов,
- перемещают плоскость фокусировки лазерного пучка в поперечном направлении в зависимости от положения маркируемых объектов с целью оптимизации последующей операции маркировки объектов, проходящих через лазерный пучок,
- наносят на каждый из объектов маркировку лазерным пучком, положение плоскости фокусировки которого было оптимизировано для обеспечения возможности маркировки.
В оптимальном варианте осуществления изобретения способ включает в себя нанесение на каждый из объектов маркировки, содержащей, по меньшей мере, один из следующих элементов информации: номер формы или полости, в которой изготовлен данный объект, информацию о формовочной машине, информацию о производственной линии, информацию о предприятии-изготовителе, дату изготовления.
В предпочтительном варианте осуществления изобретения способ включает в себя нанесение на каждый из объектов маркировки, содержащей уникальную идентификацию каждого из объектов.
В оптимальном варианте осуществления изобретения способ включает в себя нанесение на каждый из объектов маркировки, содержащей, по меньшей мере, один из следующих элементов информации: номер формы или полости, в которой изготовлен данный объект, информацию о формовочной машине, информацию о производственной линии, информацию о предприятии-изготовителе, дату изготовления.
Способ может включать в себя, например, нанесение на каждый из объектов кодированной маркировки.
Краткое описание чертежей
Другие особенности настоящего изобретения станут ясны из нижеследующего описания, содержащего ссылки на прилагаемые чертежи, иллюстрирующие примеры осуществления изобретения, не налагающие каких-либо ограничений. На чертежах:
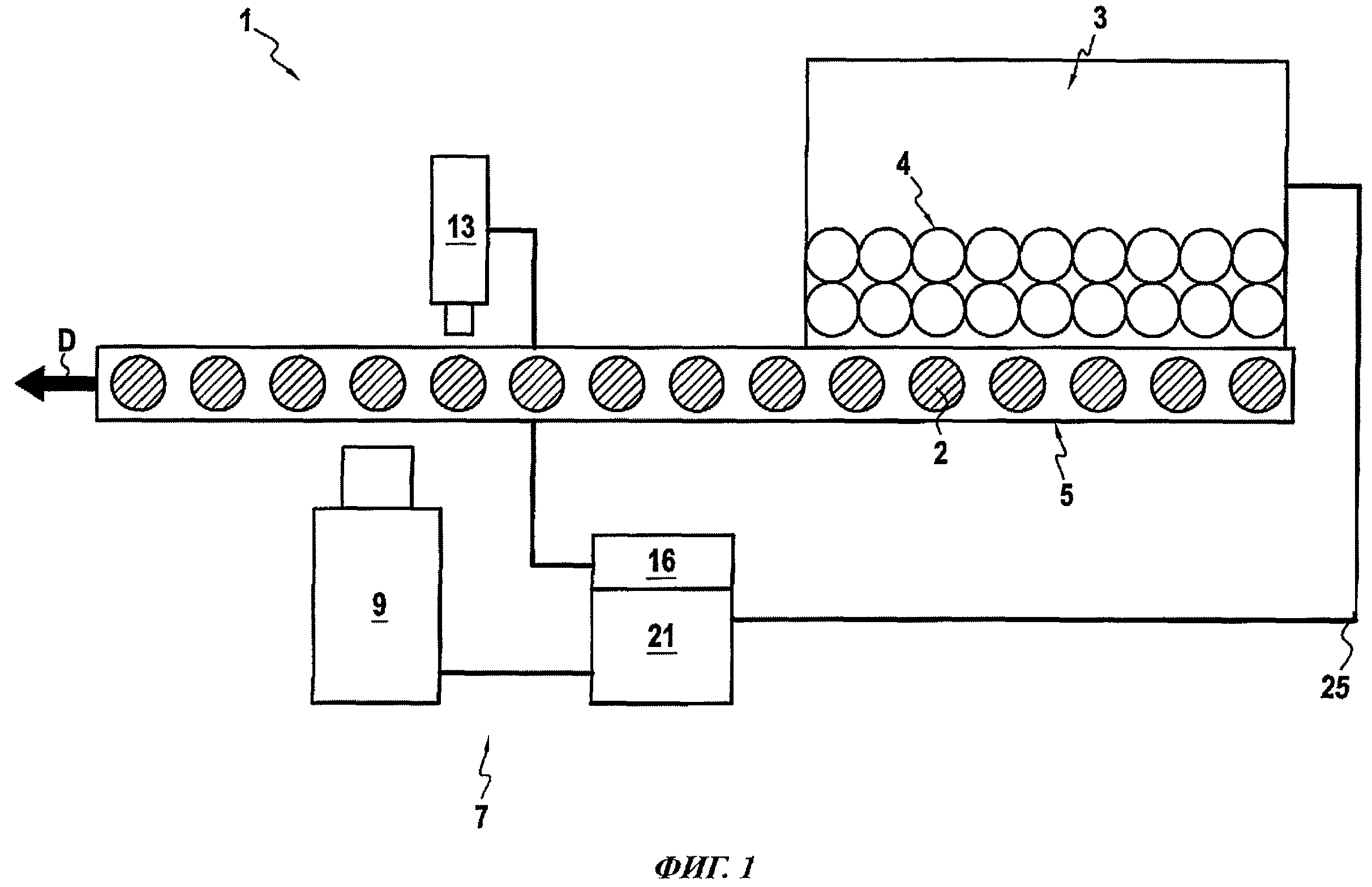
На фиг.1 представлена условная схема, иллюстрирующая пример осуществления маркирующей установки по изобретению.
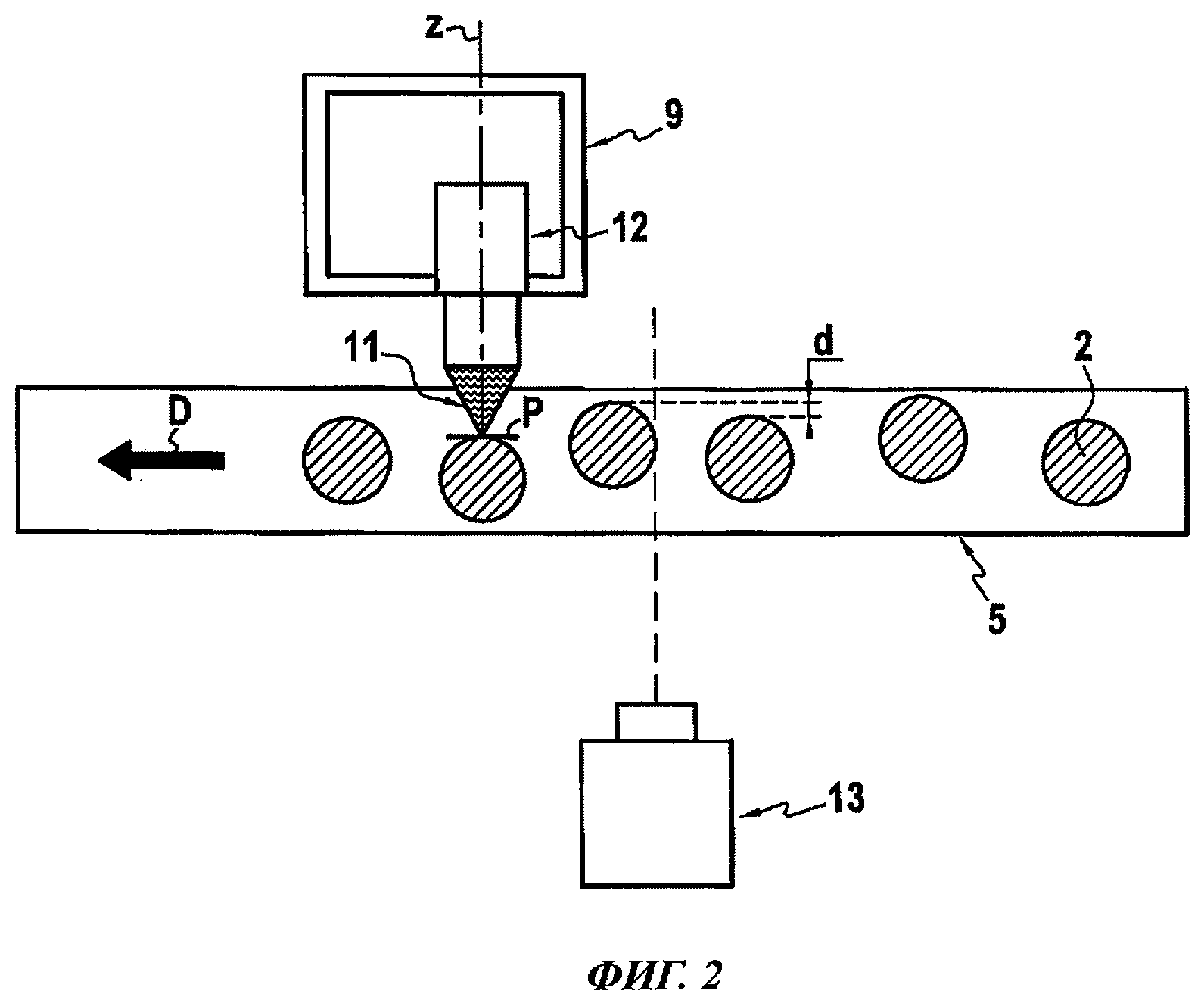
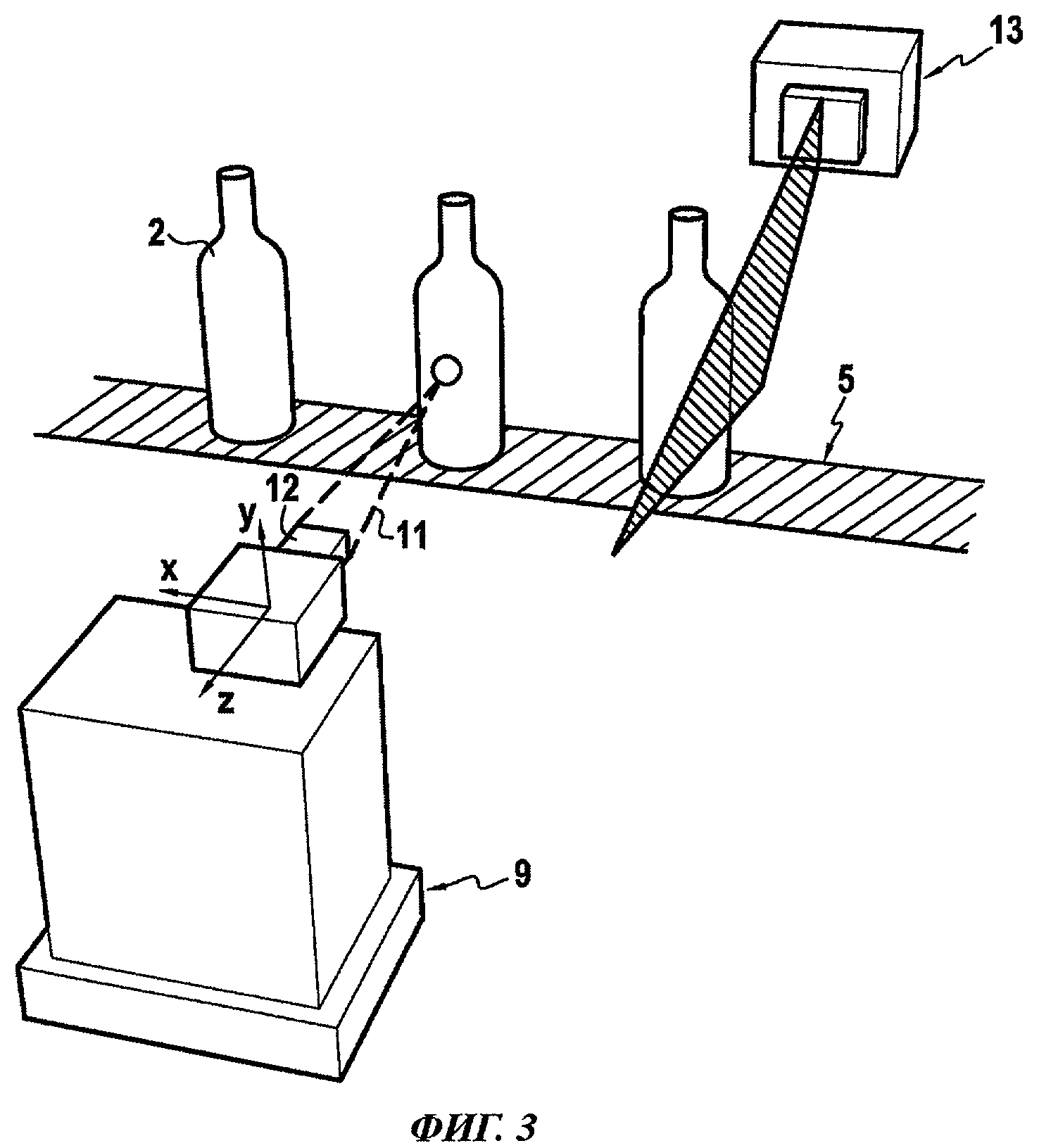
На фиг.2 и 3 установка по изобретению представлена соответственно на виде сверху и в перспективе, иллюстрирующей некоторые ее особенности.
Осуществление изобретения
В соответствии с изобретением предлагается установка 1, обеспечивающая возможность маркировки или гравировки объектов 2, например полых и прозрачных или полупрозрачных объектов, таких как стеклянные бутылки или банки, при высокой температуре.
Установка 1 расположена так, чтобы обеспечить возможность маркировки объектов 2, выходящих из машины 3 для их изготовления или формования, вследствие чего каждый из объектов имеет высокую температуру. В соответствии с известными технологиями машина 3 содержит несколько полостей 4, каждая из которых обеспечивает формование одного объекта 2. В соответствии с известными технологиями объекты 2, отформованные машиной 3, образуют последовательность (очередь) на выходном конвейере 5, причем объекты 2 выстроены в линию на конвейере 5. Таким образом, объекты 2 поочередно направляют к различным модулям обработки в направлении D продвижения конвейера, которое совпадает с направлением х. При этом перемещение объектов происходит в плоскости, определенной направлениями x, y.
В соответствии с изобретением установка 1 для маркировки объектов 2 при высокой температуре содержит модуль 7 маркировки, расположенный как можно ближе к выходу из формовочной машины 3. Таким образом, модуль 7 маркировки расположен по ходу конвейера 5 максимально близко к формовочной машине 3, что обеспечивает последовательное прохождение объектов 2, имеющих высокую температуру, перед модулем 7 маркировки в направлении D.
Модуль 7 маркировки содержит аппарат 9, выдающий лазерный пучок 11. Более подробное описание лазерного аппарата 9 не приводится, т.к. такие аппараты хорошо известны специалистам в данной области.
В соответствии с одной из полезных особенностей изобретения, проиллюстрированной более подробно на фиг.2 и 3, лазерный аппарат 9 содержит средства 12 перемещения плоскости Р фокусировки лазерного пучка 11. Другими словами, лазерный аппарат 9 содержит средства, позволяющие осуществлять оптическую корректировку путем перемещения рабочей плоскости Р лазера в направлении, поперечном относительно направления D перемещения объектов, т.е. в терминах проиллюстрированного примера, перпендикулярном плоскости, определенной осями x, y. Например, лазерный аппарат 6 может содержать в качестве средств 12 перемещения оптическую систему, оборудованную двигателем и средствами управления перемещением.
В проиллюстрированном примере направление лазерного пучка 11, по существу, перпендикулярно направлению D транспортировки объектов, т.е. перпендикулярно плоскости, определенной осями x, y. Разумеется, лазерный пучок 11 может иметь поперечное направление, отличное от перпендикулярного, например наклонное относительно направления D транспортировки объектов. В любом случае средства 12 обеспечивают возможность перемещения плоскости Р фокусировки лазерного пучка 11 в некотором направлении z, поперечном относительно направления D транспортировки объектов, т.е. в направлении z, которое пересекает направление D транспортировки объектов.
Установка 1 также содержит средства 13 определения положения каждого из объектов 2 в, по меньшей мере, одном направлении z, поперечном относительно направления D транспортировки объектов. Другими словами, такие средства 13 позволяют определить величину поперечного отклонения d объектов от направления D транспортировки объектов. Таким образом, средства 13 позволяют определить положение каждого из объектов 2 на оси z относительно лазерного аппарата 9.
В соответствии с одной из особенностей изобретения такие средства 13 определения положения установлены перед модулем маркировки по направлению транспортировки объектов. В примере, проиллюстрированном на фиг.2 и 3, средства 13 определения положения образованы инфракрасной камерой линейного типа, расположенной сбоку от конвейера 5 в приподнятом положении, что обеспечивает возможность измерения глубины положения объектов на конвейере. Камера чувствительна к инфракрасному излучению, испускаемому объектами 2, которые имеют после формовки высокую температуру. Поскольку камера установлена в приподнятом относительно конвейера положении, она направлена под ненулевым углом относительно горизонтали. Кроме того, поле зрения камеры перпендикулярно направлению D транспортировки объектов. При смещении объектов 2, расположенных на конвейере 5, вдоль оси z их положение в поле зрения камеры изменяется. Камера 13 вырабатывает выходной сигнал, например видеосигнал, при регистрации инфракрасного излучения, испускаемого объектами 2.
Камера 13 соединена с модулем 16 управления и обработки выходных сигналов, поступающих от камеры. На одном из этапов обработки данных производят анализ изображений, зарегистрированных камерой, с целью определения положения объектов 2, например, методом триангуляции. Разумеется, модуль 16 управления и обработки сигналов выполнен с возможностью управления работой камеры во время прохождения объекта 2 через поле ее зрения таким образом, чтобы обеспечить регистрацию камерой изображения каждого из объектов 2, перемещаемых с высокой скоростью.
Установка 1 также содержит средства 21, обеспечивающие возможность управления средствами 12 перемещения лазерного аппарата 9. Такие средства 21 управления соединены со средствами определения положения объектов, а именно с модулем 16 управления и обработки сигналов, поступающих от камеры. Таким образом, средства 21 управления обеспечивают возможность корректировки плоскости Р фокусировки лазерного пучка в соответствии с положением маркируемых объектов так, чтобы положение плоскости фокусировки обеспечивало корректную маркировку объектов во время их прохождения перед аппаратом 9.
Принцип работы установки 1 по изобретению непосредственно вытекает из вышеприведенного описания. Во время прохождения объектов 2 перед камерой 13 происходит обнаружение объектов 2 и измерение их положения по оси z. После прохождения объекта перед камерой и перед его прохождением перед лазерным аппаратом 9 данные измерений положения объекта на конвейере поступают в средства 21 управления, которые вычисляют необходимые оптические поправки и осуществляют соответствующее управление снабженной двигателем оптической системой, предусмотренной в составе лазерного аппарата 9. Таким образом, коррекцию плоскости Р фокусировки (рабочей плоскости) лазерного пучка в соответствии с положением объекта производят до прохождения объекта перед лазерным аппаратом 9. Средства 12 перемещения работают таким образом, чтобы воздействие лазерного аппарата 9 на объект происходило в плоскости, в которой лазерный пучок обладает достаточной мощностью для осуществления плавления или абляции материала объекта 2 в процессе его маркировки. Средства 12 перемещения перемещают плоскость Р фокусировки лазерного пучка с тем, чтобы оптимизировать маркировку, наносимую на объект.
Таким образом, следует понимать, что способ по изобретению включает в себя производимые до операции собственно маркировки объектов операцию определения положения объектов по оси z, поперечной относительно направления D транспортировки объектов, и операцию корректировки положения плоскости Р фокусировки лазерного пучка 11 в зависимости от положения маркируемых объектов с целью обеспечения последующей маркировки объектов, проходящих через лазерный пучок 11, лазерным пучком. Таким образом, операцию маркировки производят при помощи лазерного пучка 11, положение плоскости Р фокусировки которого предварительно оптимизируют для обеспечения маркировки объектов. Следует отметить, что данный способ применяют ко всем объектам, проходящим перед модулем 7 маркировки. Разумеется, операция корректировки положения плоскости Р фокусировки может быть опущена в случае, если два последовательно расположенных объекта имеют одинаковые поперечные положения на конвейере.
Таким образом, в соответствии с изобретением для корректировки положения плоскости Р фокусировки лазерного пучка в зависимости от положения объектов 2 на конвейере 5 с целью получения мощности лазерного пучка, достаточной для проведения операции маркировки, воздействуют непосредственно на оптику лазерного аппарата 9. Разумеется, также может быть предусмотрена возможность перемещения лазерного аппарата 9 вдоль оси z.
Разумеется, для измерения положения объектов на конвейере также могут быть использованы другие методики. Например, могут быть использованы ультразвуковые, радиолокационные, емкостные или индуктивные измерительные системы, измеряющие расстояние между датчиком и поверхностью объекта. Результаты измерений, производимых по мере прохождения объектов 2 по конвейеру, передают в обрабатывающий модуль. Другая технология состоит в использовании камеры и источника света. В соответствии с такой технологией каждый объект, проходящий перед источником света, создает контрастное изображение. Анализ положения объекта в поле зрения камеры позволяет измерить положение объектов по оси z на конвейере. Другая методика состоит в использовании лазерного излучателя и приемника, что позволяет измерять расстояние между датчиком и поверхностью объекта методом триангуляции.
В соответствии с другой полезной особенностью изобретения установка 1 содержит средства 25 синхронизации между модулем 21 управления и формовочной машиной 3, которые обеспечивают возможность получения для каждого из объектов 2, проходящих перед модулем маркировки, информации о том, из какой именно полости поступил данный объект. Таким образом, операции измерения положения объектов 2 и обнаружения их присутствия синхронизированы с работой формовочной машины 3. Другими словами, для каждой из полостей оценивают положение на конвейере объекта 2, поступающего из данной полости. Если установка позволяет синхронизировать лазерный аппарат 9 с формовочной машиной 3, может быть предусмотрено нанесение на каждый из объектов маркировки, содержащей, по меньшей мере, информацию о том, из какой формовочной полости происходит данный объект. Так, может быть предусмотрено нанесение маркировки, содержащей номер формы или формовочной полости, из которой происходит данный объект.
Следует отметить, что модуль 7 маркировки может наносить на каждый из объектов 2 маркировку, содержащую информацию, например, о формовочной машине, производственной линии и/или предприятии, на котором был изготовлен данный объект.
В оптимальном варианте модуль 7 маркировки наносит на каждый из объектов 2 маркировку, содержащую, по меньшей мере, информацию о времени изготовления объектов. Так, модуль 7 маркировки может обеспечивать нанесение временной информации, например даты изготовления и/или времени изготовления объекта в часах, минутах и секундах.
В соответствии с дальнейшей полезной особенностью изобретения модуль 7 маркировки наносит на каждый из объектов 2 маркировку, обеспечивающую уникальную идентификацию каждого из объектов. Другими словами, каждый из объектов 2 снабжен кодом или маркировкой, отличными от кодов или маркировок, которыми снабжены другие объекты. В оптимальном варианте такой уникальный идентификационный код может быть получен с использованием одного или нескольких из следующих элементов информации: даты, часа, минуты и секунды изготовления, номера формы или полости, идентификатора формовочной машины, производственной линии, предприятия-изготовителя и т.д.
Следует отметить, что каждая маркировка может быть выполнена в виде алфавитно-цифровой записи или в виде особого кода, читаемого непосредственно или шифрованного. Например, маркировка может быть выполнена в виде кода типа Data Matrix (матрица данных), что облегчает операции чтения маркировки в автоматическом режиме.
Способ и оптическое устройство для анализа метки на светопроницаемой или прозрачной криволинейной стенке
Способ и установка для маркировки прозрачных или полупрозрачных объектов при высокой температуре
Устройство размерного контроля сосудов путем бесконтактного оптического обнаружения
Способы, устройство и линия визуального контроля плоскостности поверхности кольца емкости
Способ и установка для обеспечения оптического контроля сосудов по их профилю, включая дно
Устройство для оптического контроля стеклянных сосудов на выходе формовочной машины
Установка для оптического контроля стеклянных сосудов на выходе формовочной машины
Способ определения емкости стеклянных сосудов
Способ и оптическое устройство для анализа метки на светопроницаемой или прозрачной криволинейной стенке
Способ и установка для маркировки прозрачных или полупрозрачных объектов при высокой температуре

