Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НЕАВТОКЛАВНОГО ПЕНОБЕТОНА
Вид РИД
Изобретение
Изобретение относится к производству изделий из пенобетона для строительства.
Известен способ изготовления изделий из пенобетона, включающий приготовление смеси путем совместного помола вяжущего и минерального заполнителя с одновременным введением воды и порообразующей добавки (RU №2099313, С04В 38/10, В28В 1/50, 20.12.1997).
Наиболее близким к предлагаемому способу является способ изготовления изделий из пенобетона, включающий приготовление сырьевой смеси, ее поризацию с помощью отдельно приготовленной пены, заливку пенобетонной массы в формы, выдержку до набора резательной прочности, резку массивов на изделия, складирование их на поддоны и транспортировку на склад до набора марочной прочности (A.M.Сычева, Д.С.Старчуков, Н.Н.Елисеева, С.А.Самборский. Повышение качества неавтоклавного пенобетона путем стабилизации пены. «Бетон и железобетон», №5, 2010 г., с.13).
Недостатками данных способов являются низкие физико-технические характеристики изделий, а именно низкая категория качества и низкая морозостойкость получаемых изделий.
Задачей изобретения является создание нового способа изготовления изделий из неавтоклавного пенобетона, обеспечивающего получение изделий с улучшенными физико-механическими характеристиками, а именно с повышенной категорией качества и морозостойкостью изделий.
Высшая категория качества пеноблоков характеризуется более точной геометрией и позволяет использовать для кладки пеноблоков не строительный раствор, а строительный клей, имеющий в три раза более низкий коэффициент теплопроводности, что позволяет повысить теплозащитные свойства конструкций из таких изделий в 1,5 раза.
Поставленная задача достигается тем, что способ изготовления изделий из неавтоклавного пенобетона, включающий приготовление сырьевой смеси путем смешивания портландцемента, минерального заполнителя, воды и отдельно приготовленной пены, заливку пенобетонной массы в формы, выдержку до набора резательной прочности, резку массивов на изделия, отличается тем, что поверхность изделий обрабатывают золем гидроксида алюминия концентрацией (0,39-0,41)·10-4%.
Технический результат достигается следующим образом: при обработке поверхности пенобетонных изделий золем гидроксида алюминия, содержащем частицы гидроксида алюминия наноразмера, происходит их связывание с гидроксидом кальция, образующимся в материале при твердении портландцемента. Образующиеся в результате новообразования увеличивают прочность поверхностного слоя пенобетонных изделий и соответственно обеспечивают им более точную геометрию и более высокую категорию качества, а также повышают их морозостойкость.
Пример конкретного выполнения
Изготовление автоклавного пенобетона.
1. Дозирование сырьевых компонентов: портландцемента ПЦ 400 Д0…Д20 и ПЦ 500 Д0…Д20 с содержанием трехкальциевого алюмината не более 6%, минерального заполнителя, например песка кварцевого с максимальным размером зерна 0,63 мм, и/или доломитизированного известняка по ГОСТ Р52129-2003 и воды по ГОСТ 23732-79.
2. Перемешивание сырьевых компонентов в смесителе.
3. Поризация смеси за счет отдельно приготовленной пены.
В качестве пенообразователей могут использоваться, например, белковый пенообразователь «FoamCem», пенообразователь на основе сульфонатов «Пеностром» или, например, пенообразователь на клееканифольной основе «Пионер».
4. Транспортировка и укладка пенобетонной смеси в формы.
5. Выдержка пенобетона до набора резательной прочности.
6. Резка пенобетонных массивов на изделия.
7. Обработка поверхности изделий золем гидроксида алюминия с концентрацией частиц дисперсной фазы (0,39-0,41)·10-4% производится при помощи строительного распылителя при расходе золя гидроксида алюминия 2,5 л/м2.
8. Складирование изделий на поддоны и транспортировка на склад до набора марочной прочности.
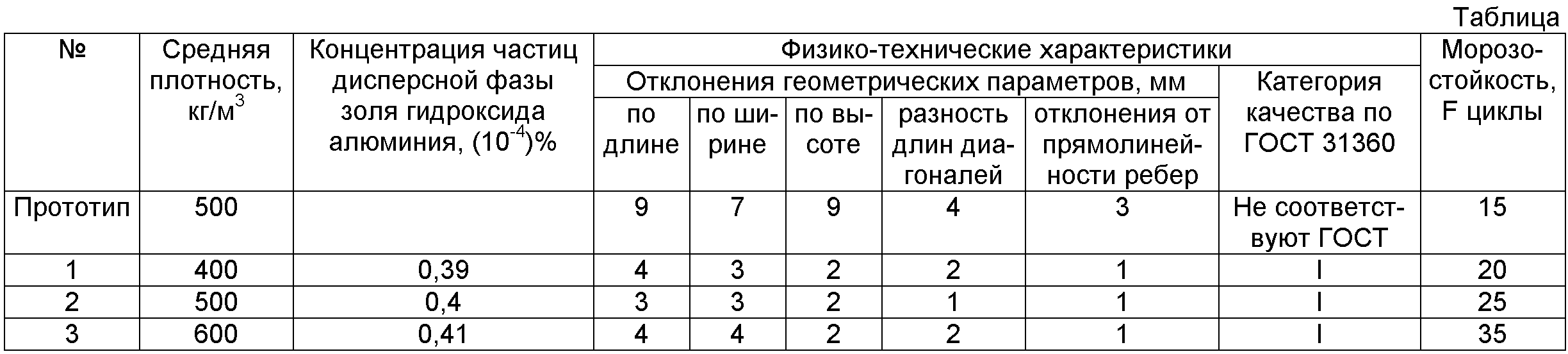
9. После набора марочной прочности образцы пенобетонных изделий оценивают на соответствие их определенной категории качества и оценивают их морозостойкость в соответствии с ГОСТ 21520-89, результаты представлены в таблице.
Анализ полученных результатов показывает, что изделия из неавтоклавного пенобетона средней плотности D400…D600, изготовленные предлагаемым способом, имеют высокую точность геометрических размеров, обеспечивающих соответствие I (высшей) категории качества, и имеют повышенную морозостойкость.
Способ очистки сточных вод от ионов меди
Смесь для автоклавного пенобетона
Способ изготовления изделий из неавтоклавного пенобетона
Способ изготовления изделий из неавтоклавного пенобетона
Строительный раствор
Глинофосфатный материал
Автоклавный золопенобетон
Смесь для автоклавного пенобетона
Строительный раствор
Строительный раствор
Смесь для автоклавного пенобетона
Способ изготовления изделий из неавтоклавного пенобетона
Способ изготовления изделий из неавтоклавного пенобетона
Строительный раствор
Реверсивный кривошипно-ползунный механизм
Глинофосфатный материал
Автоклавный золопенобетон
Смесь для автоклавного пенобетона
Строительный раствор
Строительный раствор

