Результат интеллектуальной деятельности: ВРАЩАЮЩИЙСЯ ВВОД
Вид РИД
Изобретение
Изобретение относится к вращающемуся вводу для подачи или отвода среды, находящейся под давлением, в аксиальную полость, соответственно, из аксиальной полости вращающейся детали машины с не вращающимся элементом ввода, неподвижным относительно устройства, вращающимся элементом ввода и с опорными средствами, а также уплотнительными средствами, действующими в радиальной плоскости уплотнения между вращающимся элементом ввода и элементом ввода, неподвижным относительно устройства.
Вращающиеся вводы содержат, в общем, не вращающийся элемент ввода, неподвижный относительно устройства, и вращающийся элемент ввода, вращающийся вместе с вращающейся деталью машины, причем уплотнительные средства установлены между элементом ввода, неподвижным относительно устройства, и вращающимся элементом ввода. Такой вращающийся ввод используется для снабжения охладительным средством валков или роликов, представляющих собой, некоторым образом, оси или валы, концы которых опираются на подшипники. Под тяжелой нагрузкой эти вращающиеся детали машин испытывают некоторый изгиб осей, что приводит к так называемым угловым погрешностям на концах осей или валов. Угловая погрешность означает смещение и опрокидывание радиальных концевых поверхностей вращающейся детали машины и тем самым вращающегося элемента ввода, если он жестко соединен с вращающейся деталью машины. Это приводит к проблемам с герметизацией.
Из DE 102004056818 B3 известен вращающийся ввод, вращающийся элемент которого содержит гильзу. Вращающаяся деталь машины содержит осевую полость с полостной вставкой. Втулка имеет наружную сторону, подогнанную к полости. Вращающаяся деталь машины опирается на подшипники, допускающие некоторое качание конца оси. При этом втулка полостной вставки выполнена со сферической внутренней стороной. Гильза вращающегося элемента ввода выполнена с наружным диаметром, соответствующим наименьшему диаметру сферической внутренней стороны втулки. В этой конструкции уплотнительные средства действуют между деталью машины, неподвижной относительно устройства, и вращающейся деталью машины в радиальной плоскости относительно оси вращающегося элемента ввода и могут смещаться относительно друг друга, в то время как одновременно они вращаются относительно друг друга. Если при большой нагрузке вращающаяся деталь машины прогибается и конец оси начинает раскачиваться, вращающийся элемент ввода может обкатываться по сферической внутренней стороне втулки на величину угловой погрешности, так что вращающийся элемент ввода сохраняет параллельность оси и в радиальной плоскости уплотнения не приводит к перекосу уплотнительных средств. Благодаря этому следует ожидать постоянного положительного уплотняющего действия в радиальной плоскости уплотнения. Вращательный ввод, известный из DE 102004056818 B3, выполнен как вращающийся ввод, прифланцованный с торцевой стороны.
Однако часто установить соединения с торцевой стороны невозможно. В частности, в случае больших валов в приводной технике, особенно в случае приводов валков, для подачи среды в вал снаружи, например к валу, с которым шарнирно соединен зубчатый шарнирный шпиндель, используют радиальные вращающиеся вводы. В этом случае стационарный элемент вращающегося ввода имеет подводящее кольцо, установленное с помощью подшипника скольжения относительно элемента вращающегося ввода, вращающегося внутри стационарного элемента вращающегося ввода. С помощью радиальной подачи смазочное средство через подводящее кольцо поступает в полость между обоими элементами вращающегося ввода, а из полости по радиальной линии, проходящей во вращающемся элементе вращающегося ввода, внутрь его.
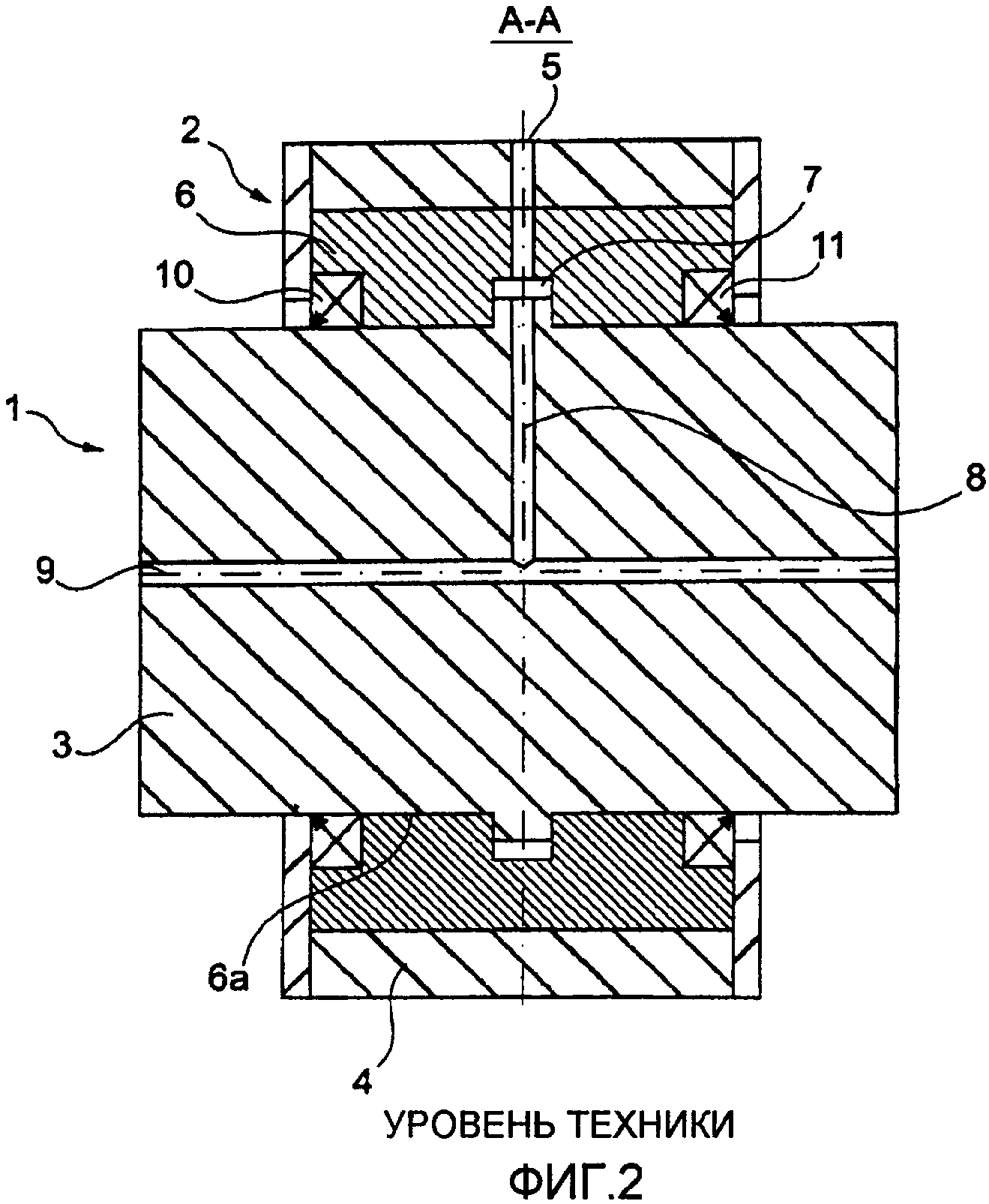
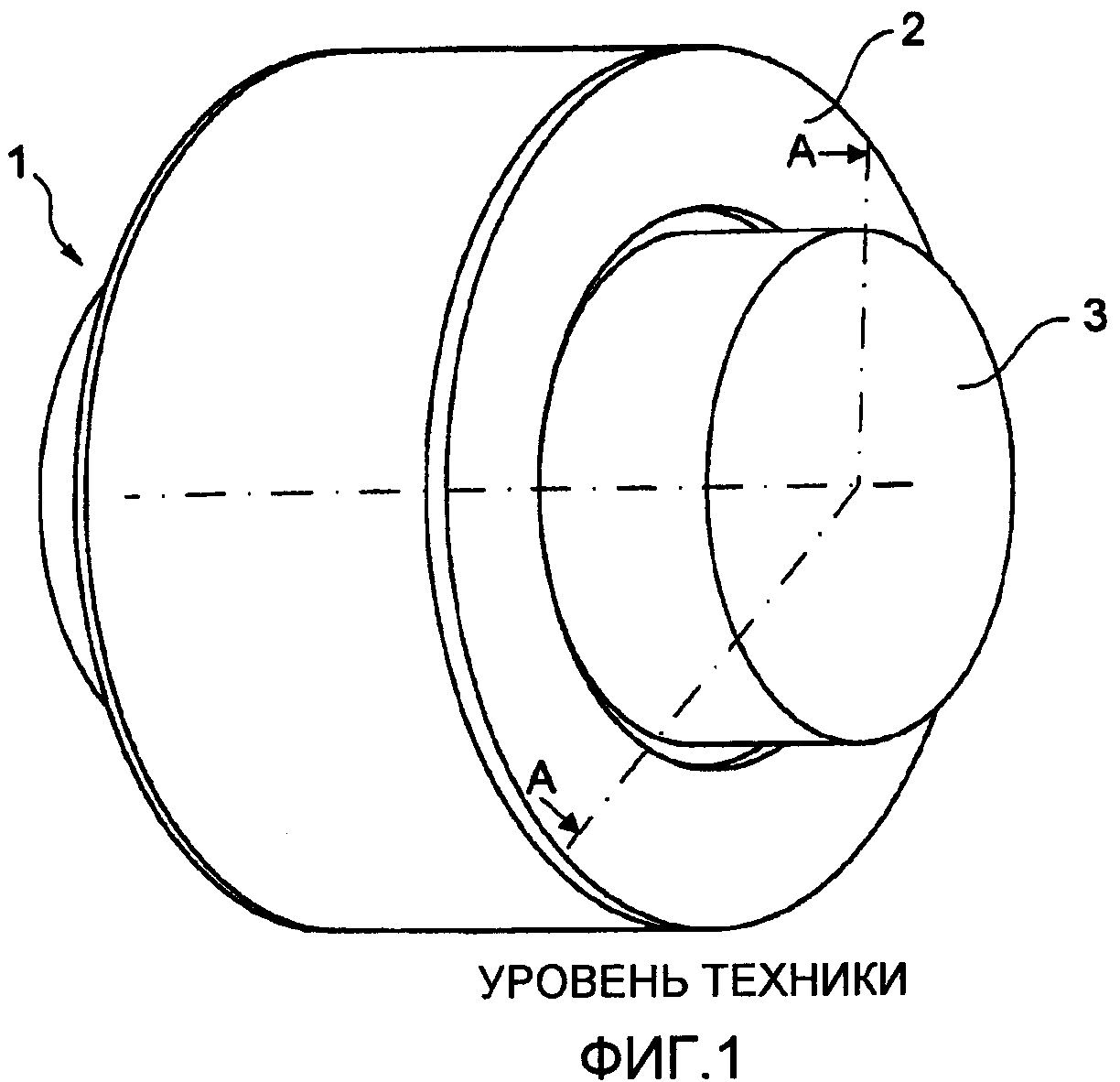
Такой вращающийся ввод 1 (изображенный на фиг.1 в перспективе, а на фиг.2 в сечении по линии А-А на фиг.1) в соответствии с уровнем техники содержит элемент 2 вращающегося ввода, неподвижный относительно устройства, который радиально окружает элемент 3 вращающегося ввода, т.е. вал, в виде цилиндрической стенки. В корпусе 4 элемента 2 вращающегося ввода проходит подводящая линия 5 для среды, проведенная в радиальном направлении, которая проходит через контактное уплотнительное кольцо 6, вращающееся вместе с корпусом 5, и подводит среду к камере 7, кольцеобразно окружающей элемент 3 вращающегося ввода. Посредством другой радиальной подводящей линии 8 для среды, вращающейся вместе с элементом 3 вращающегося ввода, полая камера 7 соединена с подводящей линией 9 для среды, проходящей в направлении продольной оси элемента 3 вращающегося ввода. Скользящее кольцо 6 образует с боковой (цилиндрической) поверхностью элемента 3 вращающегося ввода смазочную щель 6а высотой около 0,5 мм, а снаружи оно герметизировано посредством уплотнений 10, 11, установленных на элементе 3 вращающегося ввода с торцевой стороны. При такой конструкции, не допускающей создания большого давления смазочного средства, приходится считаться с относительно большим люфтом между скользящим кольцом 6 и элементом 3 вращающегося ввода.
Недостатком такого, а также других известных решений является то, что между опорой и валом имеется постоянный люфт. Недостатком является также собственное потребление смазочного средства в опоре. Другими недостатками являются повышение температуры используемых сред в процессе эксплуатации, а также проблемы с герметизацией, вызываемые большим люфтом между вращающимся и стационарным элементами вращающегося ввода.
Задача изобретения состоит в устранении недостатков уровня техники и, дополнительно, в создании возможности использования уплотнений для более высоких давлений, в частности давления свыше 2 бар.
Согласно изобретению эта задача во вращающемся вводе вышеупомянутого типа решается за счет того, что опорные средства содержат отдельные упорные подшипники, определяющие радиальный промежуток между стационарным и вращающимся элементами вращающегося ввода.
Таким образом, вместо окружной опоры, предусматриваемой согласно уровню техники, необходимы лишь точечные опорные элементы, что ведет к значительному сокращению выделения тепла трения по сравнению с уровнем техники. Благодаря изобретению преодолеваются недостатки уровня техники. Благодаря изобретению появляется возможность для встраивания хорошо функционирующего вращающегося ввода в шпиндель плоской цапфы.
Предпочтительные усовершенствованные варианты выполнения изобретения вытекают из зависимых пунктов формулы изобретения.
Предпочтительным оказывается то, что упорные подшипники выполнены в виде опорных роликов. Благодаря использованию опорных роликов создается жесткая опора вращающегося элемента вращающегося ввода относительно стационарного элемента вращающегося ввода, которая при высокой стабильности в области подшипников вместо трения скольжения вызывает только трение качения и ведет к значительно меньшему нагреву охлаждающей и смазывающей среды, чем это имеет место в случае уровня техники. К этому следует добавить, что при возможных более высоких давлениях могут быть использованы уплотнения, которые могут скомпенсировать лишь незначительные радиальные биения, например менее 0,2 мм. Поэтому действительные радиальные биения между вращающимся вводом и валом должны быть даже значительно меньше этой величины. Однако оказывается, что такие незначительные радиальные биения могут быть получены при использовании изобретения. Согласно изобретению вес неподвижного элемента вращающегося ввода по меньшей мере двумя роликами или парами роликов, опорных роликов, передается на вал таким образом, что уплотнение, встроенное в подводящую линию для среды, точно прилегает к цилиндрической стенке вала вращающегося элемента вращающегося ввода, и потому необходима лишь незначительная подвижность рабочей кромки уплотнения. Таким образом, могут быть использованы уплотнения для более высоких давлений, имеющие лишь незначительную эластичность.
Ролики или пары роликов, образующие опорные ролики, не зависят от смазки пропускаемой смазочной средой. Это означает, что вращающимся вводом согласно изобретению пропускаются любые жидкие или газообразные среды.
Опорные ролики, предпочтительно, направляются с помощью осей, валов, втулок и/или торцевых направляющих средств, в частности заплечиков.
Согласно основному принципу изобретения в радиальной плоскости на наружном подводящем кольце для снабжения средой над осью вала вращающегося элемента вращающегося ввода установлены по меньшей мере два опорных ролика, подпираемые относительно не вращающегося элемента вращающегося ввода.
В порядке альтернативы по меньшей мере два опорных ролика установлены под острым или тупым углом друг к другу.
В одном особенно предпочтительном варианте выполнения изобретения предусмотрены три опорных ролика, в частности с равными интервалами между собой. В принципе опора может осуществляться симметрично или асимметрично.
Путем использования беззазорного предварительного натяжения, например, роликовой опоры опорных роликов достигается беззазорный ход вращающегося элемента вращающегося ввода при точном вращении без радиального биения.
Кроме того, может быть предусмотрено, чтобы опорные ролики были встроены в несущий их корпус, в частности в тележку.
Упорные подшипники могут устанавливаться как внутри, так и снаружи пространства, через которое протекает среда.
Изобретение относится также к приводному узлу, в частности к приводу валков с вращающимся вводом, охарактеризованным согласно изобретению, в частности на основе последующего описания.
Ниже изобретение более подробно поясняется на примере выполнения, причем на чертежах представлено:
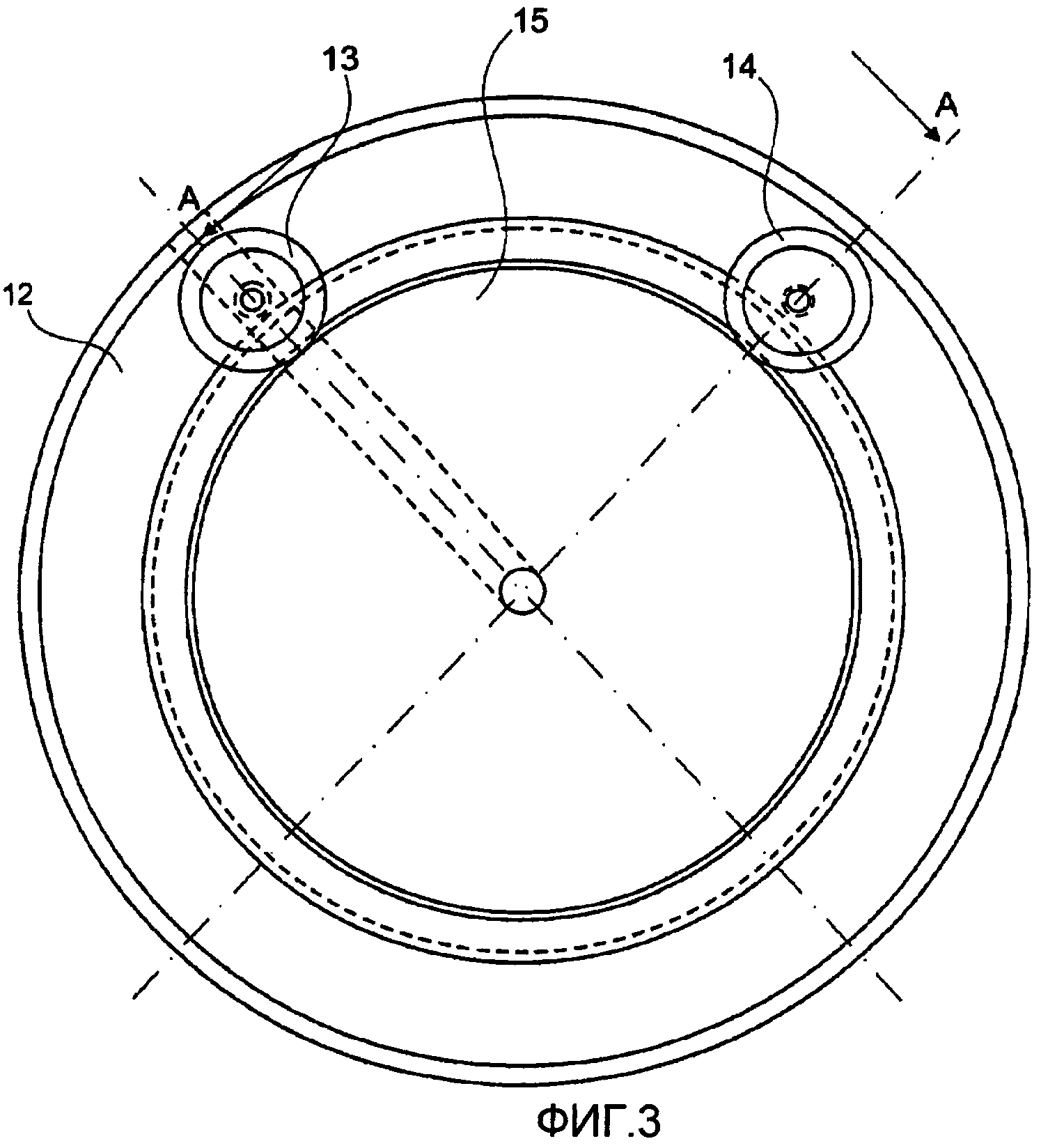
фиг.3 - боковой вид сверху первого варианта выполнения вращающегося ввода, неподвижный относительно устройства, элемент которого опирается относительно вращающегося элемента вращающегося ввода на два опорных ролика,
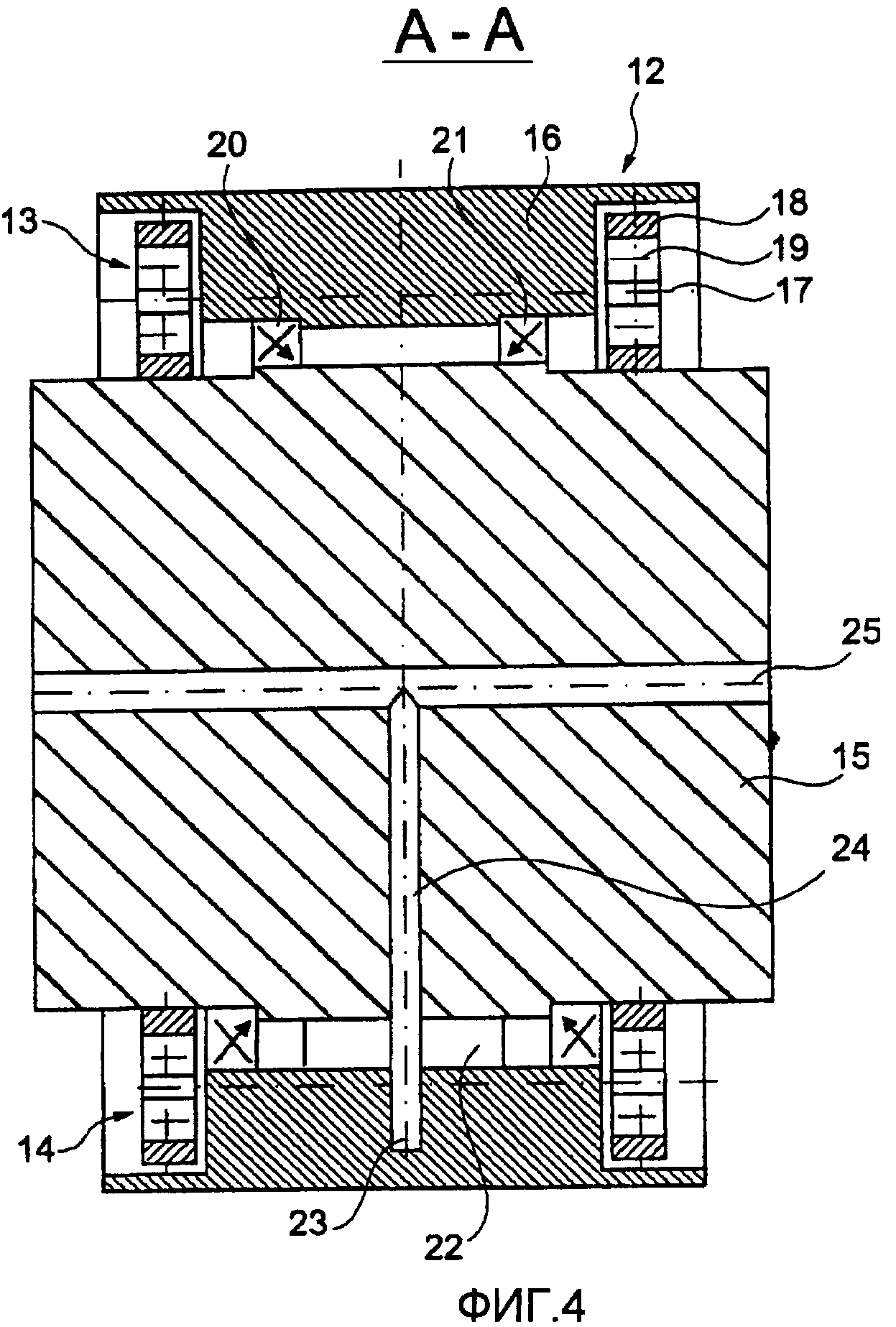
фиг.4 - сечение вращающегося ввода на фиг.3 по линии А-А,
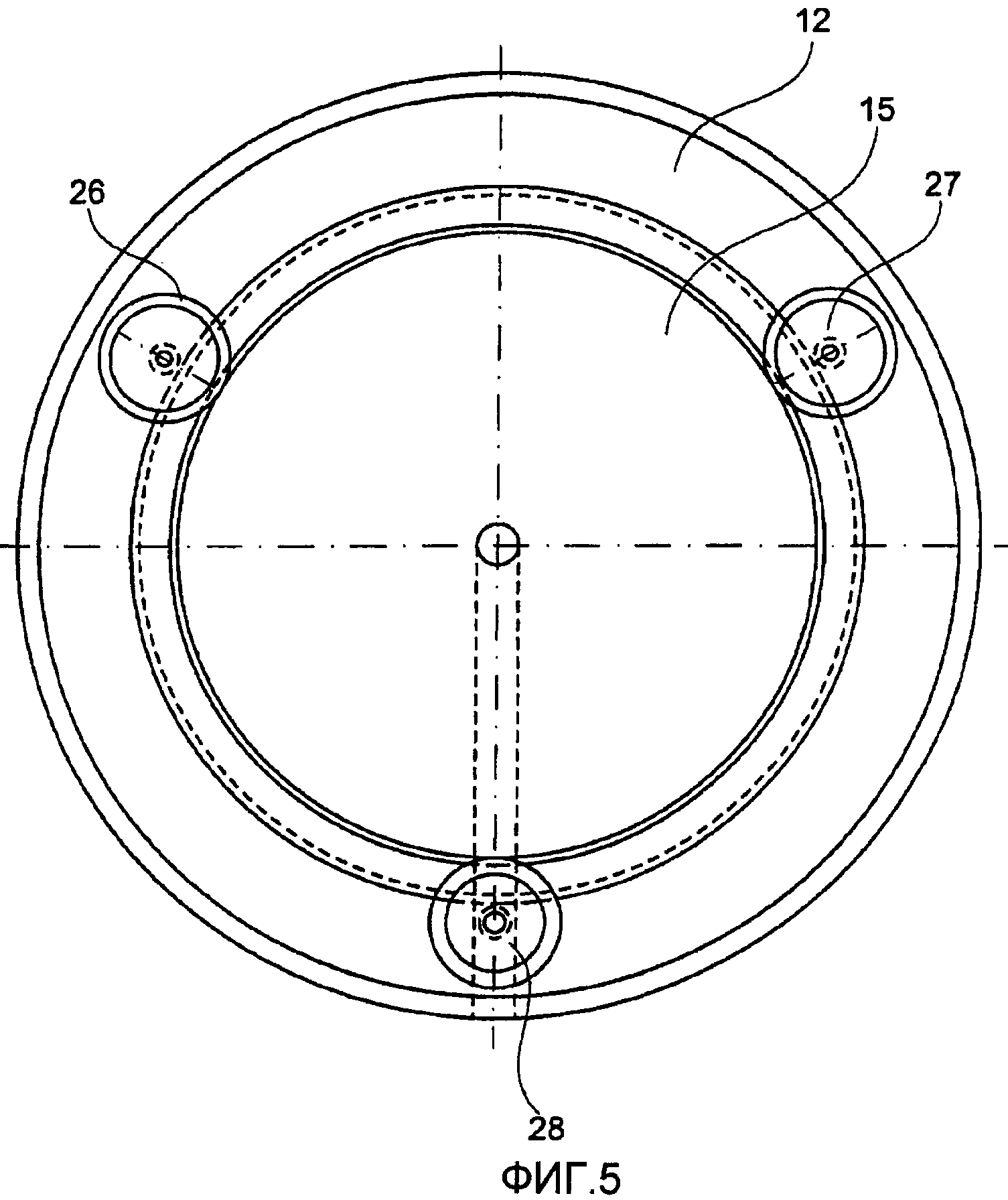
фиг.5 - боковой вид сверху другого варианта выполнения вращающегося ввода, неподвижный относительно устройства элемент которого опирается относительно вращающегося элемента вращающегося ввода на три равноудаленных опорных ролика,
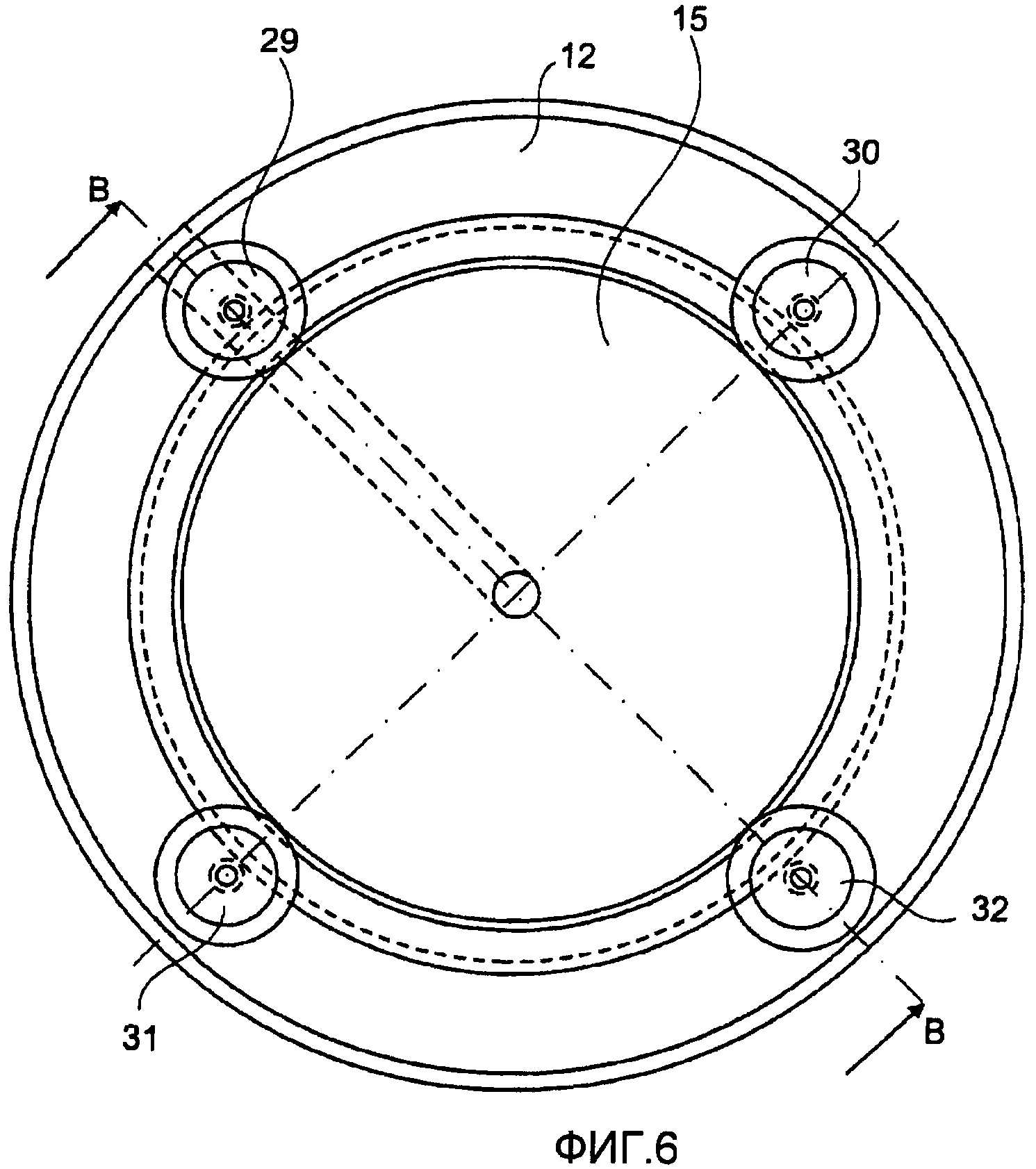
фиг.6 - боковой вид сверху третьего варианта выполнения изобретения, в котором элемент вращающегося ввода, неподвижный относительно устройства, подпирается относительно вращающегося элемента вращающегося ввода четырьмя равноудаленными опорными роликами,
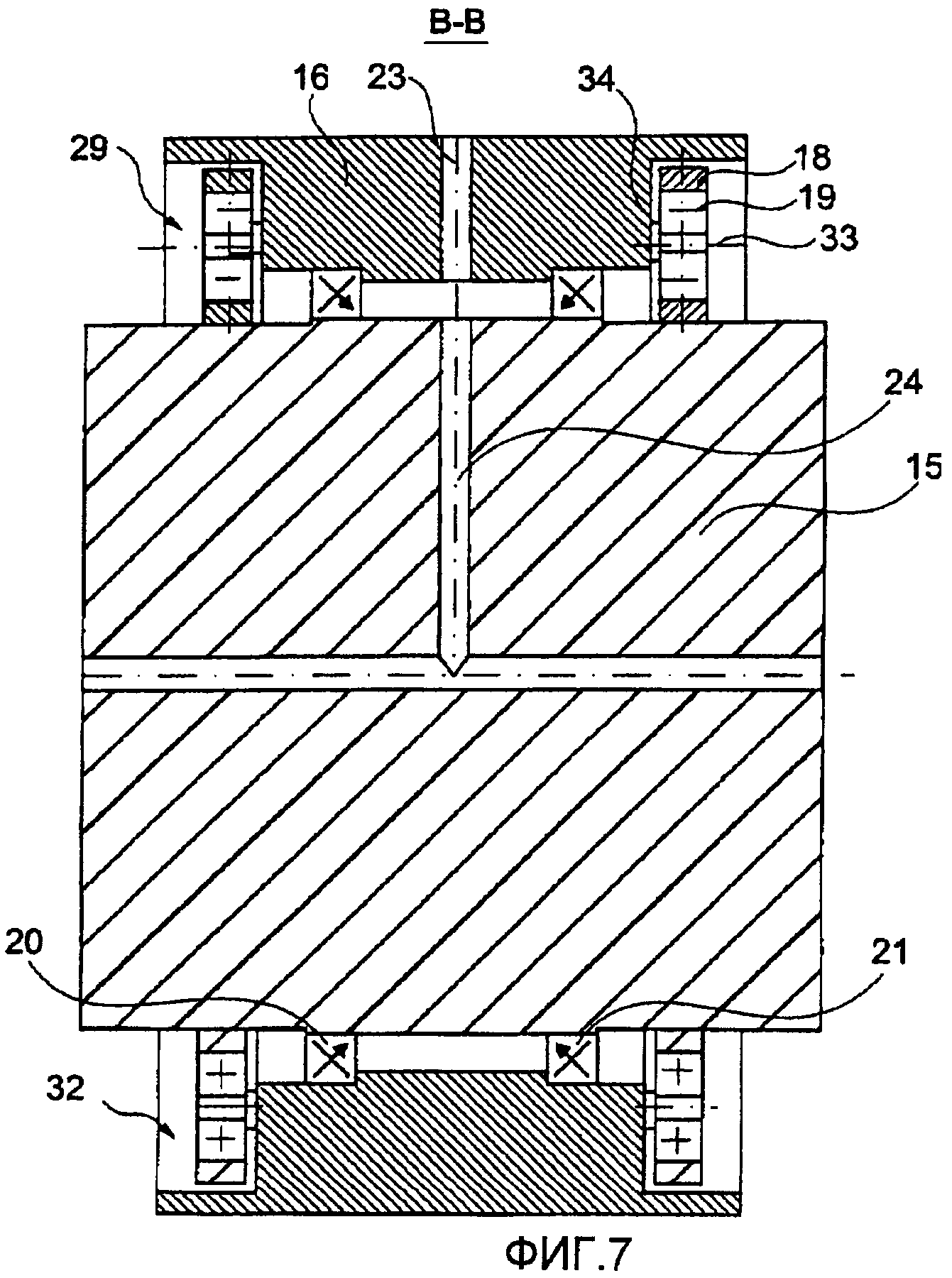
фиг.7 - сечение третьего варианта выполнения на фиг.6 по линии В-В,
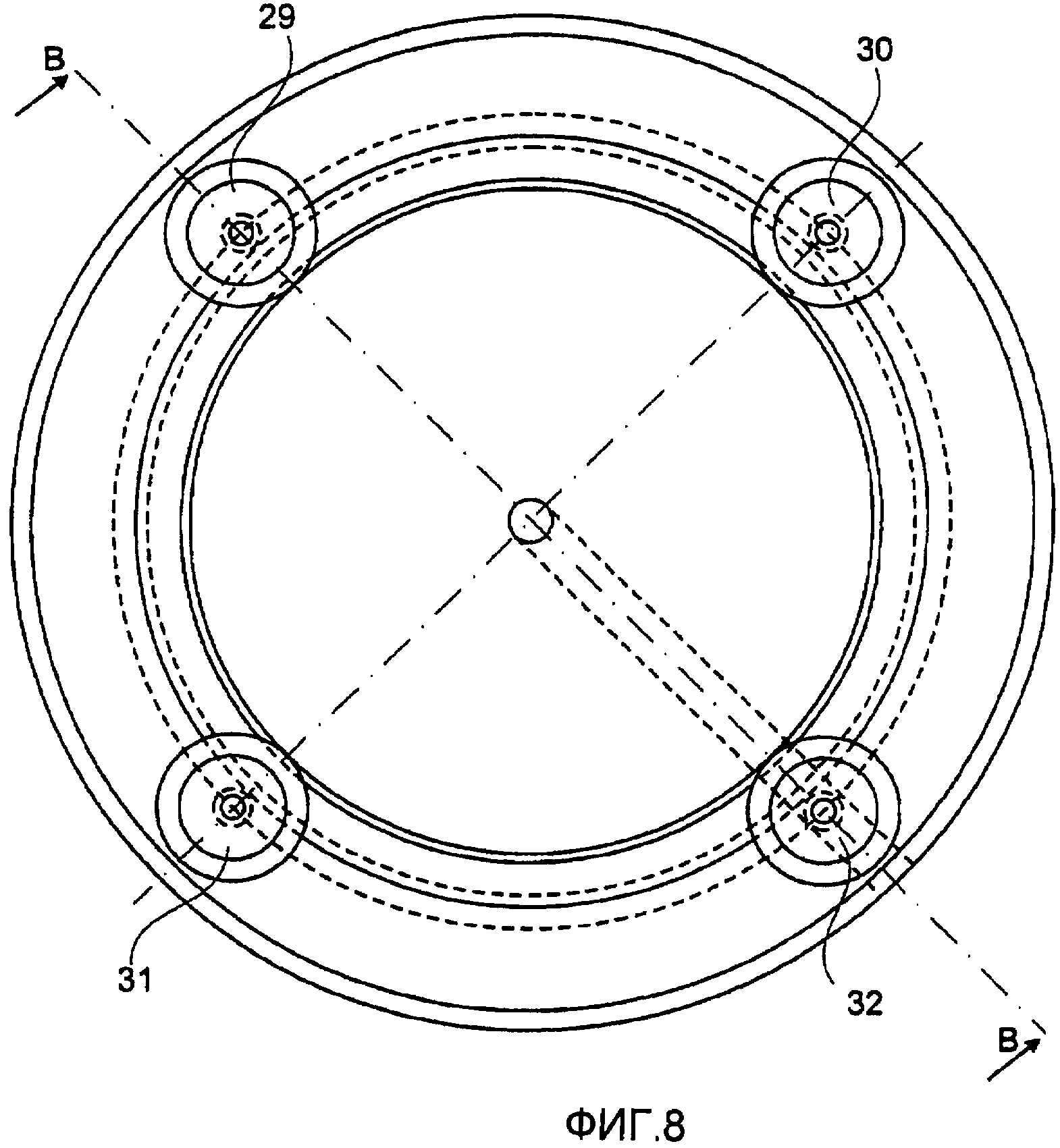
фиг.8 - боковой вид сверху модификации третьего варианта выполнения, и
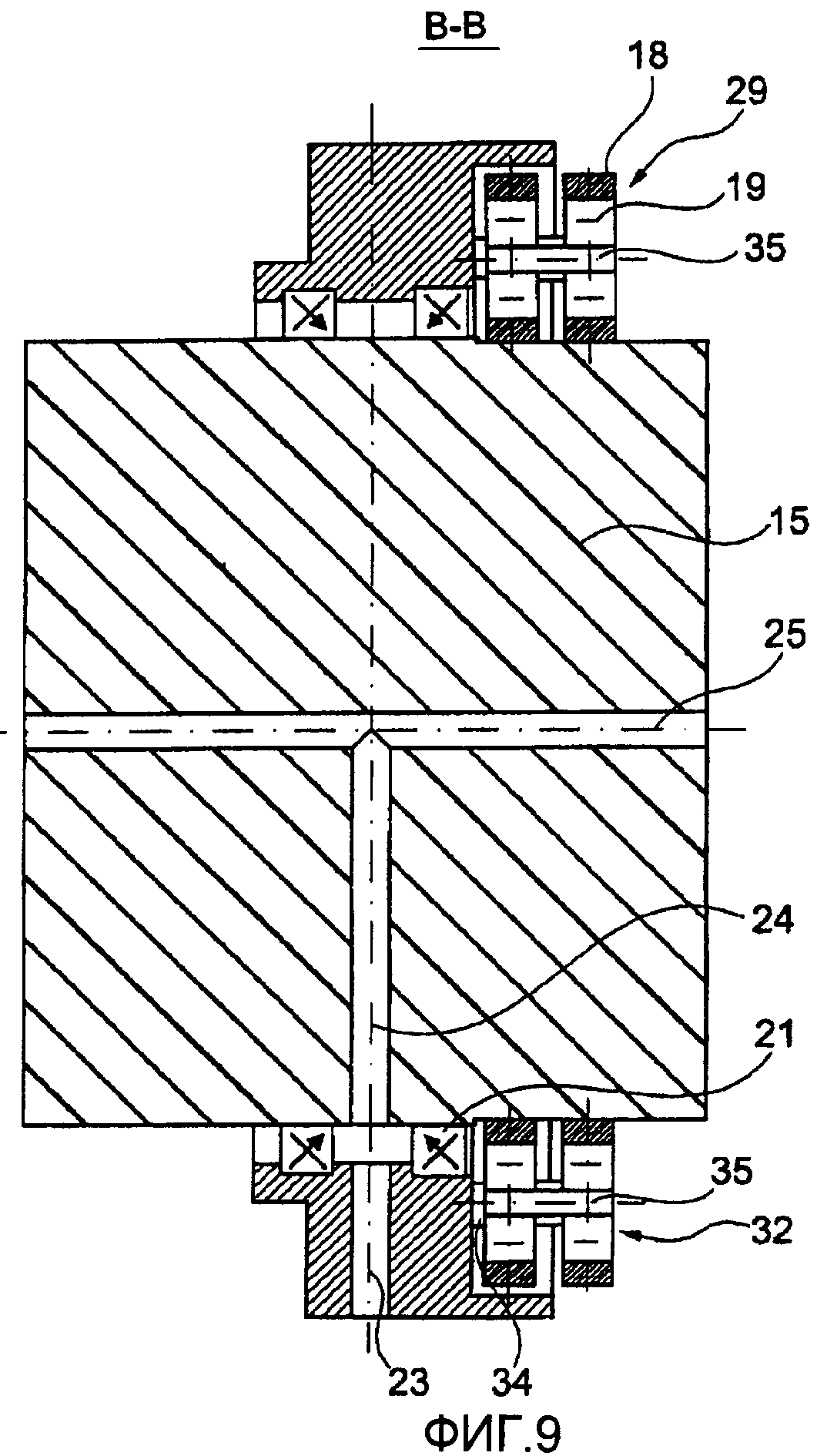
фиг.9 - сечение варианта на фиг.8 по линии В-В.
В первом варианте выполнения изобретения (фиг.3, 4) вращающийся ввод содержит элемент 12, неподвижный относительно устройства, подпираемый относительно вращающегося элемента 15 вращающегося ввода двумя парами опорных роликов 13, 14, установленных с торцевых сторон на элементе 12 вращающегося ввода. Обе пары опорных роликов 13, 14 установлены под прямым углом друг к другу. С помощью вала или боковых средств фиксации положения опорных роликов 13, 14 заданы относительно корпусной части 16 элемента 15 вращающегося ввода. Между осью 17 ролика и цилиндрической (боковой) поверхностью 18 находится соответствующая кольцевая опора 19.
Опорные ролики 13, 14 находятся за пределами кольцеобразной полости 22, герметизированной посредством уплотнений 20, 21, которая окружает элемент 15 вращающегося ввода. В корпусной части 16 размещена подводящая линия 23 для среды, ведущая в полость 22. Оттуда среда, служащая для смазки или охлаждения, подается дальше в радиально проходящий канал 24 внутри элемента 15 вращающегося ввода. Канал 24 заканчивается в канале 25, проходящем в направлении продольной оси элемента 15 вращающегося ввода.
Аналогичным образом выполнен второй вариант выполнения вращающегося ввода (фиг.5) согласно изобретению. При этом предусмотрены три опорных ролика 26, 27 и 28, установленных с равными интервалами, так что их центры образуют углы равностороннего треугольника. Таким образом, эта конструкция имеет перед конструкцией, изображенной на фиг.3, 4, в которой стабильность структуры определена только собственным весом стационарного элемента вращающегося ввода, то преимущество, что гарантирован равномерный ход. Путем изменения осевых положений опорных роликов 26, 27 и 28 можно также установить беззазорный ход элемента 12 вращающегося ввода и тем самым уплотнений 20, 21 относительно элемента 15 вращающегося ввода.
Другой вариант (фиг.6, 7) выполнения вращающегося ввода содержит четыре опорных ролика 29, 30, 31 и 32, центры которых образуют углы квадрата. В отличие от варианта выполнения, изображенного на фиг.3, ось опорных роликов 29, 30, 31 и 32 образована валом 33 (фиг.7), который через цапфу вала или опорный заплечик установлен сбоку относительно корпусной части 16. В остальном этот вариант выполнения по конструкции не отличается от вариантов выполнения, изображенных на фиг.3-5. Преимущество этого варианта выполнения заключается в том, что могут передаваться бóльшие осевые усилия.
В последнем варианте (фиг.8, 9) выполнения в элементе 12 вращающегося ввода, также содержащем четыре пары опорных роликов 29-32, в отличие от вышеописанных вариантов выполнения пары опорных роликов 29-32 установлены не напротив друг друга на обеих торцевых сторонах элемента 12 вращающегося ввода, а рядом друг с другом на одной из обеих торцевых сторон и соединены между собой общим валом 35. Как в других примерах выполнения, опорные ролики 29-32 находятся за пределами корпусной части 16. Разумеется, что при выполнении опорных роликов 29-32 как сдвоенных роликов, опорные ролики 29 и 31, смещенные относительно друг друга на 180°, могут быть установлены, например, на одной торцевой стороне, а оба других 30 и 31, также смещенных относительно друг друга на 180°, на другой торцевой стороне.
Предпочтительно в этом варианте выполнения то, что уплотнения 20, 21 являются более легкодоступными. Кроме того, этот вариант выполнения может быть использован даже при стесненных условиях размещения. Согласно изобретению использованы могут быть также опорные ролики, боковые цилиндрические части 18 которых имеют сферический, т.е. выпуклый, наружный контур и которые в соответственно выполненных контурах обкатываются на обоих элементах вращающегося ввода.
Во всех вариантах выполнения неподвижный относительно устройства элемент 12 вращающегося ввода относительно стационарных конструктивных элементов подпирается упором против проворачивания.
Перечень позиций
1 - вращающийся ввод;
2 - элемент вращающегося ввода, неподвижный относительно устройства;
3 - вращающийся элемент вращающегося ввода;
4 - корпус;
5 - подводящая линия для среды;
6 - скользящее кольцо;
6а - смазочная щель;
7 - камера;
8 - подводящая линия для среды;
9 - линия для среды;
10 - уплотнение;
11 - уплотнение;
12 - элемент вращающегося ввода, неподвижный относительно устройства;
13 - опорный ролик;
14 - опорный ролик;
15 - вращающийся элемент вращающегося ввода;
16 - корпусная часть;
17 - ось;
18 - боковая цилиндрическая часть;
19 - кольцевая опора;
20 - уплотнение;
21 - уплотнение;
22 - полость;
23 - подводящая линия для среды;
24 - подводящая линия для среды;
25 - линия для среды;
26 - опорный ролик;
27 - опорный ролик;
28 - опорный ролик;
29 - опорный ролик;
30 - опорный ролик;
31 - опорный ролик;
32 - опорный ролик;
33 - вал;
34 - опорный заплечик;
35 - вал.
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Прокатная клеть с 4-, 6- или 18-hs-валковым модульным выполнением
Способ и устройство для управления затвердеванием непрерывной заготовки в установке для непрерывного литья при запуске процесса литья
Устройство и способ горизонтального литья металлической полосы
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Коробка передач для установки непрерывного литья с теплозащитой

