Результат интеллектуальной деятельности: ПОЛЫЙ СЛИТОК
Вид РИД
Изобретение
Изобретение относится к металлургии, а именно, к получению полого слитка, имеющего форму, которая при литье слитка обеспечивает плотное и однородное строение литого металла тела полого слитка с высоким выходом годного.
Известен полый слиток, имеющий внутреннюю цилиндрическую поверхность, расширяющуюся кверху форму стенки слитка с конусностью и прибыль.
(CN 101293273, В22С 9/10, опубл. 29.10.2008).
Геометрические размеры известного полого слитка и, следовательно, геометрические размеры формы для его получения (изложницы) не обеспечивают особенности затвердевания металла массивного полого слитка, а именно, направленного затвердевания и непрерывного питания его стенок по всей их высоте, при которых устраняются причины для формирования осевых усадочных дефектов. Это делает невозможным получение плотного и однородного строения литого металла тела полого слитка. Это связано с отсутствием регламентированных параметров как конусности стенок самого слитка, так и размеров его прибыли (прибыльной надставки).
Задачей изобретения и его техническим результатом является создание полого слитка, параметры которого обеспечивают при его изготовлении (литье) в песчано-глинистой форме устранение причин для развития в осевых зонах стенки полого слитка дефектов усадочного и иного происхождения, а также плотное и однородное строения литого металла тела полого слитка вне области прибыли с высоким выходом годного.
Технический результат достигается тем, что полый слиток снабжен внутренней поверхностью, расширяющейся кверху стенкой с конусностью φ, а также кольцевой прибылью по всему верхнему периметру слитка, причем при отношении высоты слитка Нсл к толщине его стенки Тст более или равном 1 конусность стенки φ на расстоянии 2 Тст от торца слитка составляет 5-6%, а толщина тела кольцевой прибыли Тпр составляет 1,1·Тст ср·(1+1/а) - для обычных прибылей и 0,9·Тст ср·(1+1/а) - для теплоизоляционных прибылей, где Тст ср - средняя толщина стенки слитка, мм, а - заданное значение отношения высоты прибыли Нпр к ее толщине Тпр, равное 1,0-2,0.
Конусность стенки слитка φ задается для обеспечения по высоте слитка оптимальных условий для направленного затвердевания и непрерывного питания быстрее затвердевающих нижележащих слоев из медленнее затвердевающих вышерасположенных зон слитка и прибыльной надставки, затвердевающей последней и обеспечивающей непрерывное поступление жидкой стали в кристаллизующееся тело слитка в количестве, необходимом для компенсации его объемной усадки и формирования плотного строения стенок слитка без дефектов усадочного происхождения с высоким выходом годного.
Для слитков, у которых отношение Нсл/Тст высоты слитка Нсл к толщине его стенки Тст менее 1, создаются естественные условия для направленного затвердевания (за счет торцевого охлаждающего эффекта и радиуса действия прибыли), вследствие чего для таких слитков нет необходимости задавать какую-либо конусность кроме обычной технологической конусности, равной около 1,5%, основное назначение которой - свободное извлечение оснастки из формы.
При соотношениях Hсл/Тст≥1,0 естественные условия для направленного затвердевания нарушаются, поскольку суммарная величина радиусов действия прибыли и торца стенки слитка начинают превосходить высоту последнего.
Расстояние от торца слитка, где начинается нарушение условий направленного затвердевания, соответствует радиусу действия торца стенки слитка, равному около 2Tст.
Для создания условий направленного затвердевания и предотвращения образования усадочных дефектов в верхних зонах слитка необходимо, начиная с вышеуказанного уровня и до основания прибыли, вводить технологическую конусность стенки слитка, величина которой также определяется зависимостью
φ=kτ·kзатв·100%,
где критерий направленного затвердевания kτ, мин0,5/мм;
коэффициент затвердевания kзатв, мм/мин0,5.
Для заданных значений критерия направленного затвердевания kτ и коэффициента затвердевания для песчаной формы kзатв оптимальная величина технологического конуса φ, при которой обеспечиваются необходимые условия для направленного затвердевания и получения плотного строения металла без усадочных дефектов, будет составлять 5,0-6,0%. При этом φ определяется как
φ=(Тст верх-Tст низ)/Hкон·100%,
где Тст верх - верхняя толщина стенки слитка, мм;
Тст низ - нижняя толщина стенки слитка, мм;
Нкон - высота конусообразной части слитка, мм.
При меньших чем 5,0-6,0% значениях конусности φ стенки (при Нсл/Тст≥1,0) нарушаются условия для направленного затвердевания и получения плотного строения тела слитка, а при больших величинах - существенно затрудняется его билетировка (снятие конусности при ковке).
Основное назначение прибылей - получить слиток без усадочных дефектов за счет непрерывного поступления из нее жидкого металла для компенсации объемной усадки в затвердевающем теле слитка в течение всего процесса его формирования.
Коэффициенты 1,1 и 0,9 в равенствах Тпр обыч=1,1·Тст ср·(1+1/а) и Tпр изо=0,9·Тст ср·(1+1/а), где Tст ср - средняя толщина стенки слитка, мм, для определения толщины тела цилиндрической кольцевой прибыли Тпр относятся к условиям охлаждения последней в обычной песчано-глинистой форме без и с теплоизоляционным утеплением соответственно. Это обеспечивает ≈ 20% процентное превышение времени затвердевания прибыли по отношению ко времени затвердевания тела слитка за счет использования формовочных материалов с различной охлаждающей способностью, что дает непрерывное питание слитка прибылью, высота и толщина которой определяются по приведенным выше зависимостям для заданного значения а=1,0-2,0 - отношения высоты прибыли Нпр к ее толщине Тпр.
Изобретение может быть проиллюстрировано примером (рис.1). На рисунке схематически показан характер поражения тела слитка дефектами усадочного происхождения. Слева на рис.1 показана обычная технология.
Литейная форма для получения полого слитка имеет основание (лад) 1, наружные стенки 2 цилиндрической формы, центральный цилиндрический стержень 3 и кольцевую прибыльную надставку 4.
Внутренние поверхности формы обеспечивают заданные параметры полого слитка, а центральный стержень - параметры внутренней поверхности слитка. Форма была изготовлена из песчано-глинистой смеси и использована для изготовления полого слитка с толщиной стенки около 310 мм черновой массой 18,7 т из стали 38Х2Н2МА для производства обсадных труб с наружным диаметром 820 мм (толщина стенки 30 мм) нефтедобывающих буровых установок. Для данного слитка отношение Нсл/Тст составило около 6 (более 1,0). Поэтому до расстояния от торца слитка до величины, равной 2 Тст, конусность стенки слитка (и соответствующая конусность стенки формы) была принята равной 1,5%, т.е. величине обычной технологической конусности, предназначенной для извлечения модельной оснастки. После высоты, равной 2 Тст=700 мм, величина конусности стенки слитка, полученная по формуле
φ=kτ·kзатв.·100%,
где критерий направленного затвердевания kτ=0,007 мин0,5/мм, а коэффициент затвердевания для песчаной формы kзатв.=8,5 мм/мин0,5, составила 6,0%. Данная величина конусности стенки обеспечила условия направленного затвердевания и получения плотного строения тела полого слитка.
При изготовлении слитка использовали теплоизоляционную прибыль с коэффициентом затвердевания, равным Кизо=7,0 мм/мин0,5 (теплоизоляция ее наружных и внутренних стенок перлитом толщиной слоя - 120-150 мм). Толщина тела кольцевой прибыли, определенная из равенства Тпр изо=0,9·Тст ср·(1+1/а) для теплоизоляционных прибылей, где Тст ср - средняя толщина стенки слитка, мм, а - заданное значение отношения высоты прибыли Нпр к ее толщине Тпр, равное 1,5, составила 525 мм.
Сталь выплавлялась в дуговой печи емкостью 25 т. Заливку форм производили через сифонную литниковую систему при температуре жидкого металла 1580…1600°С.
Форму, включая прибыльную надставку, изготавливали из песчаной смеси. Время заливки формы составили 12,5 мин. После заливки поверхность прибыли утепляли вермикулитом.
После выхода металла в прибыль на 1/3 ее высоты поверхность зеркала металла засыпалась слоем утепляющей смеси толщиной 150-200 мм.
Для исследования физического и химического макростроения из тела слитка вырезались вертикальные темплеты, поверхность которых после соответствующей подготовки, подвергалась травлению и снятию серных отпечатков.
Результаты исследований показали, что слиток по изобретению, снабженный конусностью и прибылью с заданными параметрами, обеспечивающими направленное затвердевание слитка, имеет плотное строение металла вне области прибыли по всему его сечению без каких-либо нарушений сплошности металла усадочными дефектами, сосредоточенных в прибыли.
Предшествующий опыт изготовления обсадных труб диаметром 820 мм и контроль их качества У3-контролем показали, что длина участка трубы из традиционно отлитых слитков, отвечающая проходным нормам качества, не превышала 3-5 м. Все остальное уходит в обрезь, достигающей 30-50% от веса слитка.
Слитки же новой геометрии с плотным и однородным строением литого металла позволяют более чем в два раза увеличить выход годного, а длина изготовленных из них обсадных труб, отвечающих нормам контроля качества, возросла до 10-12 м при минимальном объеме обрези 3-5%.
Таким образом, приведенные результаты показывают, что предлагаемое изобретение обеспечивает поставленный технический результат и может быть использовано в литейно-металлургическом производстве для изготовления полых слитков.
Полый слиток, имеющий расширяющуюся кверху стенку с конусностью φ и кольцевую прибыль по всему верхнему периметру слитка, отличающийся тем, что при отношении высоты слитка Н к толщине его стенки Т более или равном 1 конусность стенки φ на расстоянии 2Т от торца слитка составляет 5-6%, а толщина тела кольцевой прибыли Т составляет 1,1Т (1+1/a) для прибылей с коэффициентом затвердевания k≈8,5 мм/мин или 0,9T (1+1/a) для теплоизоляционных прибылей с коэффициентом затвердевания k≈7,0 мм/мин, где Т - средняя толщина стенки слитка, мм; а - заданное значение отношения высоты прибыли Н к ее толщине Т, равное 1,0-2,0.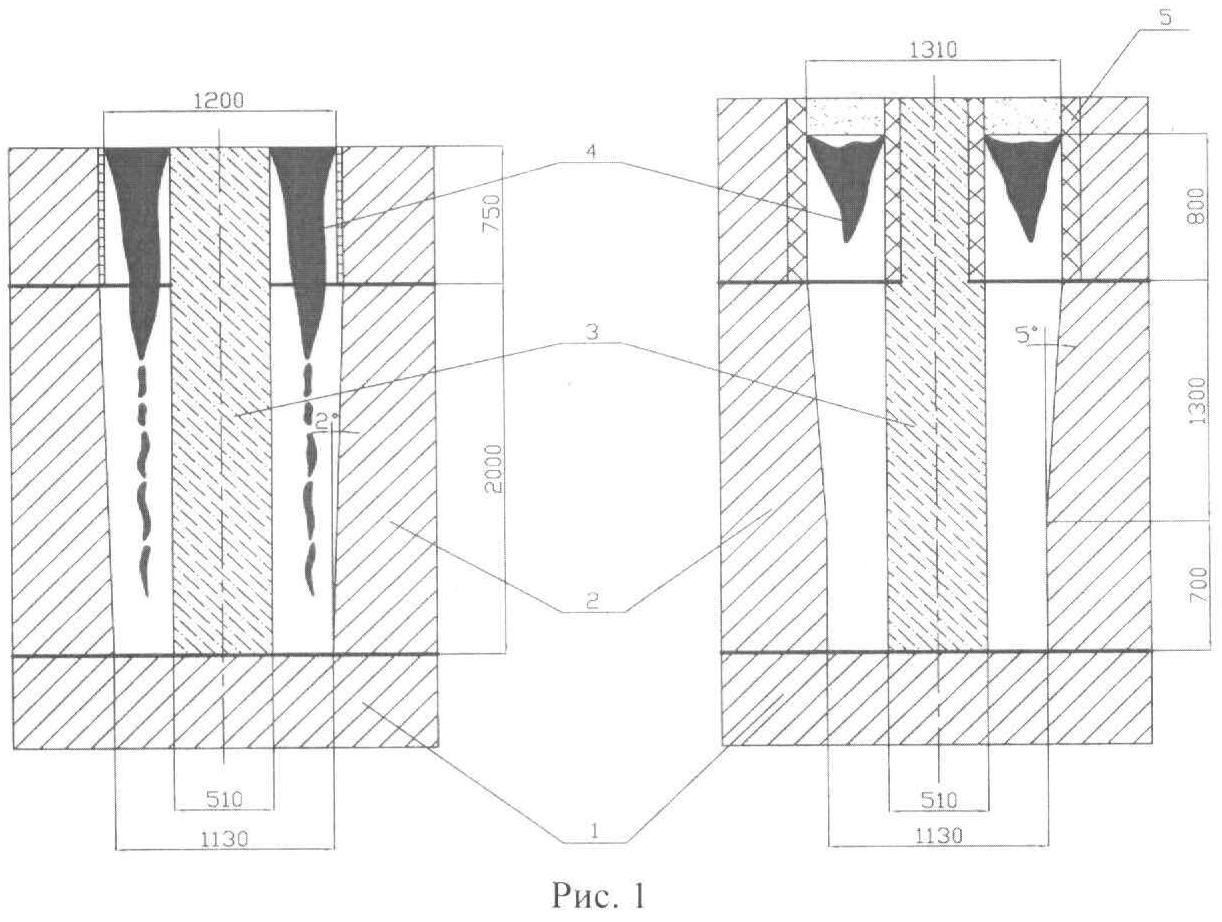
Электродуговая печь постоянного тока
Способ производства стали
Способ выплавки высокохромистых сталей и сплавов в открытых индукционных печах
Устройство для инактивации и тонкой фильтрации вирусов и микроорганизмов в воздушном потоке
Устройство для подвески и герметизации потайной обсадной колонны
Головка полой насосной штанги
Способ изготовления полой насосной штанги для газонефтяных скважин
Устройство для изоляции пластов в скважине
Гидравлический пакер
Способ формообразования шаровых мелющих тел из чугуна
Устройство для инактивации и тонкой фильтрации вирусов и микроорганизмов в воздушном потоке
Радиационно-стойкий чугун с шаровидным графитом для литья контейнеров хранения и транспортировки отработавшего ядерного топлива
Износостойкая метастабильная аустенитная сталь
Контейнер для транспортирования и хранения отработавших тепловыделяющих сборок реактора типа ввэр

