Результат интеллектуальной деятельности: ОПРЕДЕЛЕНИЕ РЕПЕРОВ ИНТЕРЕСУЮЩИХ ТОЧЕК В ЗОНЕ ПОВЕРХНОСТИ ДЕТАЛИ И ПРИМЕНЕНИЕ ДЛЯ ОПТИМИЗАЦИИ ТРАЕКТОРИИ И УГЛА НАКЛОНА ЗОНДОВ С ТОКАМИ ФУКО
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к определению реперов интересующих точек в зоне поверхности детали. Такое определение реперов интересующих точек может преимущественно применяться в области неразрушающего контроля. Оно позволяет, в частности, оптимизировать траекторию и угол наклона зонда с токами Фуко и сканирующего зону контролируемой детали.
ОПИСАНИЕ ИЗВЕСТНОГО УРОВНЯ ТЕХНИКИ
Контроль токами Фуко - это метод неразрушающего контроля деталей из электропроводящих материалов. Контроль осуществляется посредством зонда, который содержит электрическую катушку, через которую проходит синусоидный ток. Когда зонд, через который проходит синусоидный ток, размещается рядом с деталью из проводящего материала, изменяемое магнитное поле, образуемое катушкой, индуцирует в детали токи Фуко. В свою очередь, эти токи Фуко создают магнитное поле, в результате чего возникает магнитная связь между зондом и контролируемой деталью, приводящая к изменению полного сопротивления катушки. Перемещая зонд по поверхности контролируемой детали, возможно обнаружить дефекты в детали (трещины, неоднородность, изменения электропроводности, изменения геометрии и т.д.) путем изменения магнитной связи между зондом и контролируемой деталью, что выражается в изменении полного сопротивления катушки.
Угол наклона зонда относительно поверхности контролируемой детали приводит к изменению амплитуды сигнала обнаружения таким же образом, как в случае удаления зонда от детали. В связи с этим зонд должен сканировать под прямым углом поверхность контролируемой детали для того, чтобы сила токов, индуцированных в детали, была одинаковой и оптимальной на протяжении всего контроля.
Неразрушающий контроль токами Фуко электропроводящих деталей может применяться в станках-автоматах, особенно для контроля внутренних поверхностей полых деталей, используемых в области самолетостроения. Для данных станков-автоматов требуется точное определение траектории сканирования контролируемых поверхностей. Это на настоящий момент создает многочисленные трудности, связанные с определением границ контролируемой зоны и проверкой угла наклона зонда в процессе сканирования. Стремясь устранить эти трудности, часто проводится программирование переразмеренных зон с целью обеспечения гарантированного покрытия. Это приводит к потере времени и преждевременному износу зондов.
В принципе оптимальное расположение зонда может контролироваться путем визуализации «отрыва», т.е. отделения зонда относительно контролируемой поверхности. Однако данную технологию невозможно применять в станках-автоматах, когда используются зонды дифференциального типа или фильтры.
Представляется также возможным контролировать оптимальное расположение зонда путем визуализации с использованием эндоскопических систем. Оптимальное расположение зонда может также контролироваться посредством использования бракованных деталей, имеющих на контролируемой зоне искусственные дефекты, или бракованных деталей с прорезями, позволяющими визуализировать контролируемую зону. Все эти методы являются дорогостоящими и редко предоставляются в распоряжение программистов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение позволяет устранить недостатки, присущие для достигнутого уровня техники. Оно основывается на определении реперов интересующих точек в зоне поверхности одной детали благодаря поверхностному контрольному образцу и посредством зонда с токами Фуко. Изобретение находит наиболее интересное применение при контроле некоторых зон металлических деталей посредством зонда с токами Фуко. Таким образом можно определять реперы интересующих точек, находящихся в зоне металлической детали, не имеющей дефектов, и контролировать идентичную зону другой металлической детали на основе определенных реперов интересующих точек. Однако определение реперов интересующих точек зоны может быть использовано и для других применений.
Первая техническая задача настоящего изобретения касается поверхностного контрольного образца, предназначенного для определения реперов интересующих точек в зоне поверхности детали, состоящего из тонкого и эластичного слоя, который способен принимать форму упомянутой зоны, для установления плотного контакта; при этом тонкий слой содержит трассы из электропроводящего материала; при этом материал тонкого слоя, материал трасс, геометрия и распределение трасс выбираются таким образом, чтобы, когда поверхностный контрольный образец находится в плотном контакте с упомянутой зоной, проход зонда с токами Фуко по трассе подает значащий и характерный сигнал трассы.
Материал тонкого слоя может быть изолирующим материалом, таким как фторированным полимером, например, выбранным из политетрафторэтилена (ПТФЭ), перфторалкоксила (ПФА) и фторэтиленпропилена (ФЭП).
Если поверхностный контрольный образец предназначен для определения реперов интересующих точек в электропроводящей зоне поверхности детали (например, металлической детали или детали из электропроводящего композитного материала), то материал трасс выбирается преимущественно таким образом, чтобы его электропроводность была, по меньшей мере, на 20 МСм больше, чем электропроводность упомянутой зоны.
Материал трасс может быть выбран из золота, меди и серебра.
Преимущественно трассы состоят из линий. Эти линии могут быть параллельны между собой. Они также могут образовывать координатную сетку.
Тонкий слой может быть снабжен липкой пленкой для установления плотного контакта с упомянутой зоной.
Другая техническая задача настоящего изобретения касается способа определения реперов интересующих точек в зоне поверхности детали, который включает в себя установление плотного контакта на упомянутой зоне поверхностного контрольного образца, как он определен выше, при этом способ также включает в себя проход зонда с токами Фуко на поверхностном контрольном образце и получение характерных сигналов трасс, подаваемых зондом; при этом данные характерные сигналы соответствуют интересующим точкам, реперы которых таким образом определяются в упомянутой зоне.
Третья техническая задача настоящего изобретения касается способа проведения автоматического контрольного исследования зоны поверхности идентичных металлических деталей посредством зонда с токами Фуко, при этом данный способ включает в себя:
- определение реперов способом определения реперов, который упоминался выше, интересующих точек в зоне поверхности металлической не имеющей дефектов детали-эталона, идентичной зоне поверхности контролируемых металлических деталей; при этом интересующие точки, реперы которых определены, позволяют зонду с токами Фуко сканировать всю зону металлической детали-эталона;
- регистрация положения интересующих точек, реперы которых определены, в зоне поверхности металлической детали-эталона для получения возможности приступить к автоматическому контролю, при помощи зонда с токами Фуко, идентичной контролируемой металлической детали, путем повторения сканирования, осуществленного в зоне металлической детали-эталона.
Определение реперов интересующих точек может, таким образом, включать в себя определение реперов точек начала зоны и точек конца зоны, чтобы определить траекторию зонда с токами Фуко, который должен сканировать всю зону.
Данный способ может также включать в себя регистрацию для каждой интересующей точки, репер которой определен в зоне поверхности металлической детали-эталона, углового положения зонда, для которого поданный зондом сигнал является оптимальным.
Изобретение применяется, в частности, для неразрушающего контроля деталей из электропроводящего материала, особенно деталей летательных аппаратов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение станет более понятным, а другие преимущества и отличительные признаки более очевидными после изучения прилагаемого ниже описания, представленного в качестве примера и не имеющего ограничительного характера, со ссылкой на чертежи, на которых:
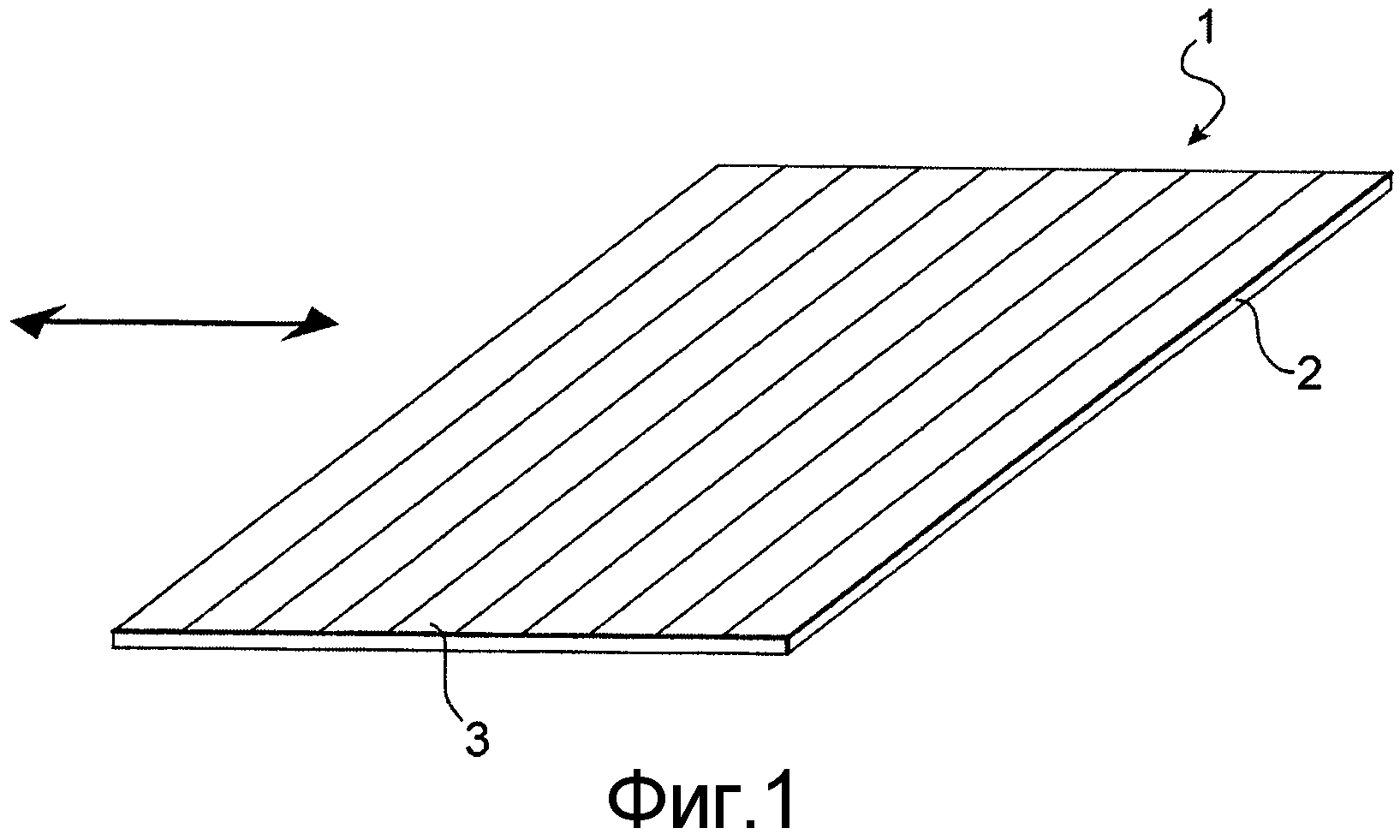
- фиг.1 - вид в перспективе поверхностного контрольного образца согласно изобретению;
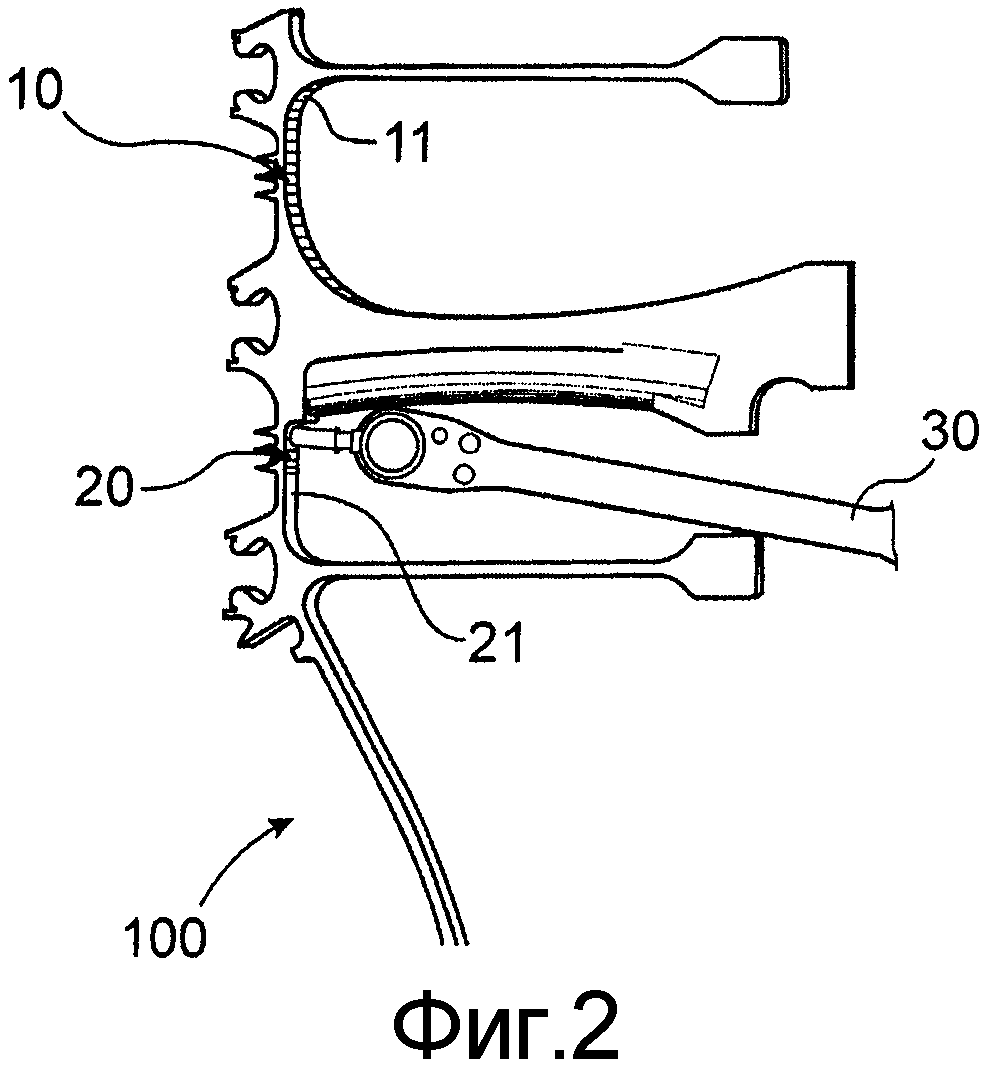
- фиг.2 иллюстрирует способ проведения автоматического контрольного исследования зоны поверхности металлической детали при помощи зонда с токами Фуко согласно изобретению;
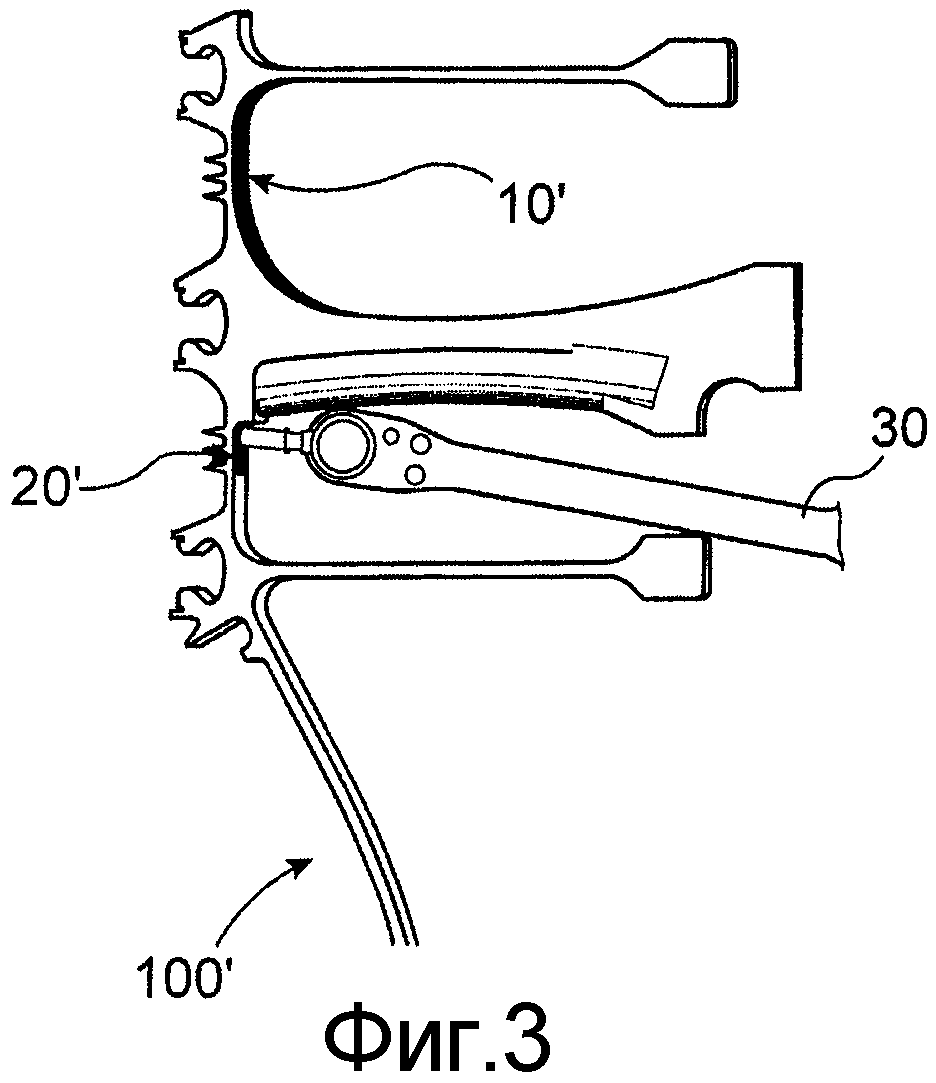
- фиг.3 иллюстрирует применение способа контроля, определенного настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ЧАСТНЫХ СПОСОБОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Часть нижеследующего описания будет относиться (исключительно в качестве примера) к определению реперов интересующих точек в зоне поверхности металлической детали, предназначенной для летательного аппарата.
Фиг.1 изображает вид в перспективе поверхностного контрольного образца 1 согласно настоящему изобретению. Поверхностный контрольный образец 1 создан на основе тонкого слоя или подложки 2 небольшой толщины (например, 0,1 мм). Подложка 2 должна быть достаточно тонкой и иметь одинаковую толщину, что позволит исключить проблемы, связанные с образованием зазора. Она должна быть достаточно эластичной для того, чтобы могла адаптироваться к профилю предназначенной для нее детали. Изделия, продаваемые под маркой Teflon, в полной мере подходят для этого. К ним можно отнести политетрафторэтилен (ПТФЭ), перфторалкоксил (ПФА) и фторэтиленпропилен (ФЭП). Сторона подложки 2, которая должна находиться в контакте с металлической деталью, преимущественно является самоклеющейся и повторно устанавливаемой. Предпочтительно, чтобы поверхностный контрольный образец мог после применения отклеиваться от детали, не оставляя на ней следов. Предпочтительно также, чтобы его можно было повторно использовать.
На стороне подложки 2, противоположной стороне, которая находится в контакте с металлической деталью, формируют электропроводящие линии 3. В примере, изображенном на фиг.3, электропроводящие линии 3 - прямые, параллельны между собой и расположены с равномерными промежутками. В то же время эти линии могут быть и изогнутыми. Они могут быть расположены и с неравномерными промежутками. Электропроводящие линии 3 могут размещаться друг от друга на подложке 2 с шагом около 3 мм. Шаг определяется в зависимости от размеров активной зоны зонда с токами Фуко. Шаг в 3 мм соответствует активной зоне зонда в 2 мм с целью избежать возникновения помех между электропроводящими линиями.
Электропроводящие линии 3 могут быть реализованы различными способами. К возможным вариантам выполнения этих линий можно отнести применение своего рода трафарета, позволяющего или получить золотой налет (способ PVD), или нанести серебряный лак; использование очень тонких медных проволок; применение способа образования медных линий, используемых для гибких печатных плат; использование серебряной трафаретной печати; использование токопроводящих чернил. Электропроводящие линии 3 могут иметь различную ширину (например, 0,1-0,3 мм). Их толщина должна быть незначительной (например, 0,05 мм) для того, чтобы избежать проблем, связанных с образованием зазора (удаление зонда от зондируемой поверхности). Выбор материала, из которого изготавливаются электропроводящие линии, в данном примере применения, непосредственно связан с материалом, из которого изготовлена металлическая деталь, на которую накладывается поверхностный контрольный образец. Действительно, для генерирования сигналов на основе значительных по силе токов Фуко необходимо выбрать материал для электропроводящих линий, электропроводность которых сильно отличается от электропроводности металлической детали. Очень хорошие результаты может дать электропроводность линий, которая больше, по меньшей мере, на 20 МСм (мега Сименс) электропроводности металлической детали. Например, для титановой детали электропроводящие линии могут быть изготовлены из меди.
Фиг.2 иллюстрирует способ проведения автоматического контрольного исследования зоны поверхности металлической детали при помощи зонда с токами Фуко и поверхностного контрольного образца согласно настоящему изобретению.
Проведение автоматического контрольного исследования реализуется путем установления плотного контакта поверхностного контрольного образца, изображенного на фиг.1, в зоне металлической детали-эталона, т.е. не имеющей дефектов; при этом упомянутая металлическая деталь-эталон идентична контролируемым деталям. Поверхностный контрольный образец может использоваться для проверки покрытия контролируемой зоны. Его размеры равны размерам контролируемого участка.
Поверхностный контрольный образец размещается точно в зоне детали-эталона, которая соответствует зонам контролируемой детали. В случае наличия слепых зон представляется целесообразным использовать эндоскоп для проверки расположения поверхностного контрольного образца. Как только поверхностный контрольный образец расположен правильно оператор приступает к получению данных контролируемого участка. Зонд перемещается поперек электропроводящих линий (на фиг.1 показано двойной стрелкой). Изменение полного сопротивления катушки измерительного зонда регистрируется при каждом проходе линии. В связи с этим проверка, что все линии поверхностного контрольного образца были зарегистрированы, дает возможность убедиться в покрытии всей зоны. Представляется также возможным для определения размеров контролируемой зоны использовать известное расстояние между линиями.
Таким способом определяется траектория, согласно которой должен следовать зонд с токами Фуко для сканирования всей зоны, покрытой поверхностным контрольным образцом. С этой целью производится регистрация интересующих точек, которая осуществляется путем последовательного прохода зонда по электропроводящим линиям поверхностного контрольного образца. После прохождения зонда от одного края контрольного образца к другому зонд смещается на один шаг с целью прохождения другого пути от одного края контрольного образца к другому.
Поверхностный контрольный образец может также позволить проверить, перпендикулярно ли находится зонд относительно поверхности, которую он проходит. Перпендикулярное положение зонда позволяет принимать оптимальный сигнал. Это важно для деталей, у которых контролируемые зоны не являются ровными. Чтобы это сделать, производится характеристика поверхностного контрольного образца для того, чтобы узнать ответ, ожидаемый при каждом прохождении линии зондом, расположенным перпендикулярно покрытию.
Для производства характеристики поверхностного контрольного образца последний располагается на пластине, изготовленной из того же материала, что и контролируемая деталь. Пластина с расположенным на ней контрольным образцом размещается на стенде координатного контроля. Пластина с контрольным образцом сканируется при помощи зонда, имеющего такой же чувствительный элемент, что и зонд контроля станка-автомата, и используя одинаковые параметры. Производится регистрация сигналов, подаваемых зондом (амплитуда и/или фазы) при прохождении линий. Поверхностный контрольный образец может таким образом применяться для оптимизации расположения зонда, по аналогии с результатами, полученными на ровной поверхности.
На уже упоминавшейся фиг.2 изображен частичный вид в разрезе сложной металлической детали 100, которая служит эталоном. Зоны 10 и 20 детали соответствуют зонам, которые необходимо будет проконтролировать на других деталях. На зоны 10 и 20 накладываются поверхностные контрольные образцы, соответственно 11 и 21, после чего запускают получение данных по зонам 10 и 20 при помощи зонда 30 с токами Фуко. Сигналы, полученные в результате изменений электропроводности, позволяют проверить выполненную траекторию и внести в нее, в случае необходимости, соответствующие коррективы, как это было изложено ранее. Кроме того, более тонкий анализ позволяет проверить расположение зонда относительно поверхности по аналогии с результатами, полученными в процессе снятия характеристик поверхностного контрольного образца, или путем изменения положения зонда до достижения максимальной амплитуды над покрытием.
Фиг.3 иллюстрирует применение способа контроля, осуществляемого согласно настоящему изобретению на контролируемой детали 100', идентичной детали-эталону 100. Таким образом, зоны 10' и 20' могут контролироваться способом, который определен настоящим изобретением.
Поверхностные контрольные образцы могут выполняться для каждого типа материала, контролируемого при помощи зонда с токами Фуко. Они могут быть изготовлены в виде рулона, в котором достаточно отмерить нужную длину. Они применимы на любом типе поверхности (поверхность вращения, ровная поверхность).
Способ ультразвукового измерения упругих свойств
Способ литья монокристаллических металлических деталей
Система и способ динамической локализации установленного в изделии дефекта
Способ синхронизации двигателей самолета
Хвостовой конус для ротационного газотурбинного двигателя с микроструями
Способ изготовления сектора лопатки сопла турбины или статора компрессора, изготовленного из композитного материала, для турбинных двигателей и турбина или компрессор, включающий лопатку сопла или статора, состоящую из указанных секторов
Способ изготовления композитных лопаток турбинного двигателя со встроенными полками
Кольцевая камера сгорания в турбомашине
Устройство для изготовления части из композитного материала
Узел, образованный газотурбинным двигателем и системой для его крепления к конструкции летательного аппарата
Электрическая двигательная установка со стационарными плазменными двигателями
Способ ультразвукового измерения упругих свойств
Способ литья монокристаллических металлических деталей
Система и способ динамической локализации установленного в изделии дефекта
Способ синхронизации двигателей самолета
Хвостовой конус для ротационного газотурбинного двигателя с микроструями
Способ изготовления сектора лопатки сопла турбины или статора компрессора, изготовленного из композитного материала, для турбинных двигателей и турбина или компрессор, включающий лопатку сопла или статора, состоящую из указанных секторов
Способ изготовления композитных лопаток турбинного двигателя со встроенными полками
Кольцевая камера сгорания в турбомашине
Устройство для изготовления части из композитного материала

