Результат интеллектуальной деятельности: СПОСОБ ЦЕМЕНТАЦИИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к диффузионной цементации металлических материалов, и может быть использовано в машиностроении для поверхностного упрочнения деталей машин и инструмента.
Известен классический способ цементации, заключающийся в диффузионном насыщении из порошковых сред, размещенных в герметизируемых контейнерах, с использованием печного нагрева (Ворошнин Л.Г. Теория и технология химико-термической обработки: учебное пособие. Минск: Новое знание, 2010, стр.88).
Способ отличается большой энергоемкостью вследствие длительности процесса обработки в связи с необходимостью прогрева всего контейнера и последующей выдержки для диффузионного насыщения.
Известен способ диффузионного насыщения металлических изделий в порошковых токопроводящих смесях, нагреваемых за счет пропускания электрического тока (Ворошнин Л.Г. Теория и технология химико-термической обработки: учебное пособие. Минск: Новое знание, 2010, стр.101). В процессе обработки, кроме изделия, в огнеупорный муфель помещают два электрода, засыпают их порошковой смесью и закрывают крышкой. На электроды, расположенные с противоположных сторон муфеля, подается электрическое напряжение 10…59 В.
При таком способе обработки скорость диффузионного насыщения выше, чем в вышеописанном классическом способе, но остается недостаточно высокой и энергозатратной из-за необходимости нагревания всего объема токопроводящей смеси.
Наиболее близким по выполнению является способ цементации металлических изделий, при котором изделия помещают в печь с кипящим слоем порошка графита, нагрев которого осуществляется пропусканием электрического тока с помощью электродов (а.с. SU №375322, МПК C23C 8/64, 10.05.1973 г.).
Данный способ характеризуется недостаточной скоростью насыщения (на стали 25 толщина слоя 0,8 мм за 30 мин) и неравномерностью образующегося диффузионного слоя, обусловленной более интенсивным прогревом образца со сторон, обращенных к электродам. Кроме того, способ предполагает высокие энергетические и материальные затраты, вызванные необходимостью создания виброкипящего слоя с помощью продувки нейтральным газом, воздухом или вибрации.
Техническим результатом предлагаемого изобретения являются ускорение процесса диффузионного насыщения, достижение равномерности глубины слоя по периметру изделия, а также снижение энергетических затрат.
Технический результат достигается тем, что в способе цементации металлического изделия, включающем размещение металлического изделия в контейнере с электропроводной порошковой средой, содержащей легирующий элемент, нагрев порошковой смеси за счет пропускания через нее электрического тока с использованием электродов, отличием является то, что в качестве электродов используют контейнер и изделие с соотношением площадей, составляющим величину не менее 10:1, а в качестве электропроводной порошковой среды - порошок каменного угля зернистостью 0,3-0,6 мм, при этом контейнер выполняют в форме, соответствующей форме поверхности упрочняемого изделия, которое располагают в контейнере эквидистантно.
Выполнение контейнера в форме поверхности упрочняемого изделия и расположение изделия эквидистантно относительно контейнера при соотношении площадей контейнера и изделия не менее 10:1 обеспечивает возможность концентрации электрического тока на поверхности изделия и локализации микродуговых разрядов в ограниченном объеме вокруг поверхности изделия в слое порошковой смеси глубиной до 4-6 мм, что способствует получению равномерного по глубине диффузионного слоя. При достижении в процессе нагрева порошком каменного угля температуры возгорания инициируется экзотермическая реакция горения, приводящая к активации адсорбции атомов углерода и дополнительному нагреву поверхности изделия, что ускоряет процесс диффузионного насыщения, а также снижает энергетические затраты.
Диапазон размеров частиц порошка каменного угля 0,3-0,6 мм обусловлен тем, что при размере менее 0,3 мм большое количество мелких пылевидных частиц увлекается газами, выделяющимися при нагревании и возгорании порошковой среды, и удаляется из зоны контакта с упрочняемым изделием. При размере частиц более 0,6 мм существенно уменьшается электрическое сопротивление порошковой среды, значительно возрастает ток в электрической цепи контейнер - порошковая среда - металлическое изделие, что приводит к возникновению в порошковой среде мощных электрических разрядов, также удаляющих частицы порошка из зоны контакта с упрочняемым изделием.
Ниже приведен пример реализации способа.
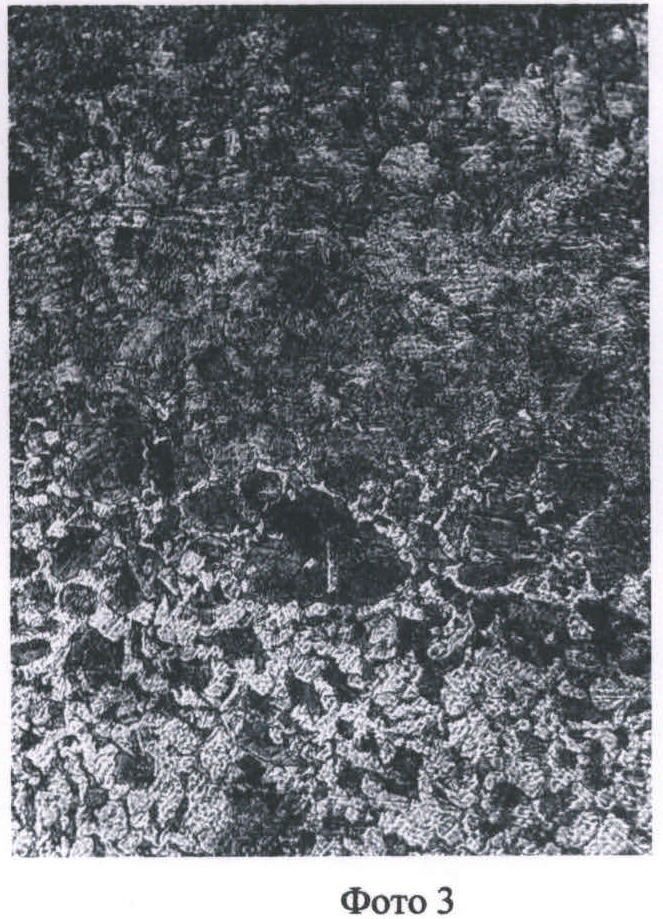
Образцы из стали марки 20Х цилиндрической формы диаметром 12 мм и длиной 30 мм закрепляли в металлическом зажиме, устанавливали вертикально в центре металлического контейнера цилиндрической формы диаметром 70 мм и высотой 100 мм и засыпали на половину длины образца порошком каменного угля зернистостью 0,3-0,6 мм, выполняющим функцию токопроводящей смеси и источника атомарного углерода для процесса цементации. Затем подключали источник электрического тока таким образом, что одним электродом являлся контейнер, а другим - образец. Напряжение плавно регулировалось в интервале 0-50 В. В результате сначала наблюдалось образование микродуговых разрядов вокруг образца (фото 1), а через 20 с там же возникала область нагрева и последующего возникновения экзотермической реакции горения угольного порошка (фото 2). Общая продолжительность выдержки в процессе диффузионного насыщения составила 90 с. Результаты обработки оценивали по глубине науглероженного слоя со структурой перлита с помощью микроструктурного анализа на поперечном микрошлифе (фото 3). Глубина науглероженного слоя по периметру образца составила 0,3 мм.
Сравнение достигнутого значения глубины слоя, полученного за 1,5 минуты, с результатами использования известного способа показывает, что предлагаемый способ отличается ускорением процесса диффузионного насыщения. Способ позволяет получить равномерную глубину науглероженного слоя по периметру образца, снизить энергозатраты за счет энергии, выделяемой при горении угольного порошка, и не требует продувки газами или вибрации контейнера.
Способ цементации металлического изделия, включающий размещение металлического изделия в контейнере с электропроводной порошковой средой, содержащей легирующий элемент, нагрев порошковой смеси за счет пропускания через нее электрического тока с использованием электродов, отличающийся тем, что в качестве электродов используют контейнер и изделие с соотношением площадей не менее 10:1, а в качестве электропроводной среды - порошок каменного угля зернистостью 0,3-0,6 мм, при этом контейнер выполняют в форме, соответствующей форме поверхности упрочняемого изделия, которое располагают в контейнере эквидистантно.

Способ получения естественного феррито-мартенситного композита
Способ поверхностного упрочнения металлических изделий
Способ термической обработки для повышения износостойкости изделий из графитизированного чугуна
Способ обработки материала резанием
Бак для агрессивной жидкости
Способ изготовления объемных изделий из порошковых композиций
Способ определения оптимальной скорости резания
Способ предотвращения или обнаружения и тушения торфяных пожаров и установка для реализации способа
Твердый сплав на основе карбида вольфрама (варианты)
Устройство для преобразования кинетической энергии ветра в механическую энергию

