Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ВЕРХНЕГО ЛИСТА ИЛИ НИЖНЕГО ЛИСТА ОДНОРАЗОВОГО АБСОРБИРУЮЩЕГО ИЗДЕЛИЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу изготовления материала верхнего листа или материала нижнего листа для использования в изготовлении одноразовых абсорбирующих изделий, содержащему этапы, на которых:
а) разделяют первое непрерывное полотно материала для листа, имеющее по существу прямые боковые кромки, на второе и третье непрерывные полотна посредством чередующейся вогнуто-выпуклой линии разреза, проходящей в продольном направлении вдоль указанного первого непрерывного полотна, причем указанная линия разреза отстоит от обеих боковых кромок указанного первого непрерывного полотна,
b) смещают второе непрерывное полотно в боковом направлении относительно третьего непрерывного полотна таким образом, что по существу прямые кромки второго и третьего непрерывных полотен параллельны и прилегают друг к другу, и
смещают второе непрерывное полотно в продольном направлении таким образом, что последовательность вогнутых участков кромки и последовательность выпуклых участков кромки второго и третьего непрерывных полотен совмещаются друг с другом в продольном направлении,
c) непосредственно или опосредованно соединяют по существу прямые кромки второго и третьего непрерывных полотен друг с другом, образуя таким образом составное четвертое полотно.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Упомянутый выше способ известен из патента США 5,034,007, который обеспечивает изготовление верхнего листа с проемами для ног по существу без обрезков материала верхнего листа. Однако при таком способе будет образовываться шов вдоль продольной центральной линии материала верхнего листа. Такой шов виден пользователю и должен, следовательно, быть выполнен аккуратно, чтобы иметь хороший эстетический вид. Более того, в готовом изделии, таком как одноразовый подгузник для детей или взрослых, было бы желательно не иметь шва в области верхнего листа, занятой абсорбирующим элементом в готовом продукте. Наличие шва в середине верхнего листа, а именно в области, в которую с наибольшей вероятностью ударяет испускаемая моча, может снижать поглощающие свойства верхнего листа в этой области и приводить к увеличенному риску протекания.
Цель настоящего изобретения состоит в изменении вышеописанного способа, при котором шов может располагаться за пределами области, занимаемой абсорбирующим элементом в готовом изделии, использующем верхний лист, изготовленный согласно указанному способу, и в котором изменение способа не приведет к появлению дополнительных этапов изготовления.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Эти цели достигаются посредством способа изготовления материала верхнего листа или материала нижнего листа для использования при изготовлении одноразовых абсорбирующих изделий, причем способ содержит этапы, на которых:
а) разделяют первое непрерывное полотно материала для листа, имеющее по существу прямые боковые кромки, на второе и третье непрерывные полотна посредством чередующейся вогнуто-выпуклой линии разреза, проходящей в продольном направлении вдоль указанного первого непрерывного полотна, причем указанная линия разреза отстоит от обеих боковых кромок указанного первого непрерывного полотна,
b) смещают второе непрерывное полотно в боковом направлении относительно третьего непрерывного полотна таким образом, что по существу прямые кромки второго и третьего непрерывных полотен параллельны и прилегают друг к другу, и
смещают второе непрерывное полотно в продольном направлении таким образом, что последовательность вогнутых участков кромки и последовательность выпуклых участков кромки второго и третьего непрерывных полотен совмещаются друг с другом в продольном направлении,
c) непосредственно или опосредованно соединяют по существу прямые кромки второго и третьего непрерывных полотен друг с другом, образуя таким образом составное четвертое полотно,
отличающийся тем, что линия разреза выполнена в указанном первом непрерывном полотне таким образом, что все участки указанной линии разреза отстоят от продольной центральной линии указанного первого непрерывного полотна. За счет отнесения линии разреза от продольной центральной линии первого непрерывного полотна поперечный размер второго и третьего полотна может быть выбран таким образом, что в готовом изделии линия соединения будет располагаться сбоку за пределами области абсорбирующего элемента. Более того, размеры могут быть выбраны таким образом, чтобы соответствовать соединительной линии для других компонентов верхнего листа для одноразовых абсорбирующих изделий, таких как стоячие сборки, которые часто располагаются на таких верхних листах.
В предпочтительном первом аспекте изобретения указанная линия разреза образуется последовательностью из прямой линии - наклоненной наружу линии - прямой линии - наклоненной внутрь линии. Указанное первое непрерывное полотно предпочтительно выполнено из материала верхнего листа. Более того, после смещения второго полотна по существу прямые кромки второго и третьего полотен располагаются внахлест.
Во втором аспекте изобретения после смещения второго полотна по существу прямые кромки второго и третьего полотна располагаются встык.
В третьем предпочтительном аспекте изобретения после смещения второго полотна по существу прямые кромки второго и третьего полотен отстоят друг от друга и опосредованно соединяются друг с другом соединительной полоской. Предпочтительно соединительная полоска образует часть стоячей сборки.
В первом и втором аспектах изобретения стоячая сборка может также прикрепляться к составному четвертому полотну вдоль линии соединения между вторым и третьим полотнами.
Продольная осевая линия чередующейся вогнуто-выпуклой линии разреза предпочтительно отстоит от продольной центральной линии первого полотна на 40-120 мм, предпочтительно на 60-100 мм и более предпочтительно на 70-90 мм при изготовлении материала верхнего листа для подгузников для взрослых, и на 40-80 мм, предпочтительно на 50-70 мм и наиболее предпочтительно 60 мм при изготовлении материала верхнего листа для детских подгузников.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет теперь описано со ссылкой на приложенные чертежи, на которых:
на фиг.1a и 1b схематически представлена технологическая линия для непрерывного изготовления полотна верхнего листа согласно первому варианту осуществления изобретения,
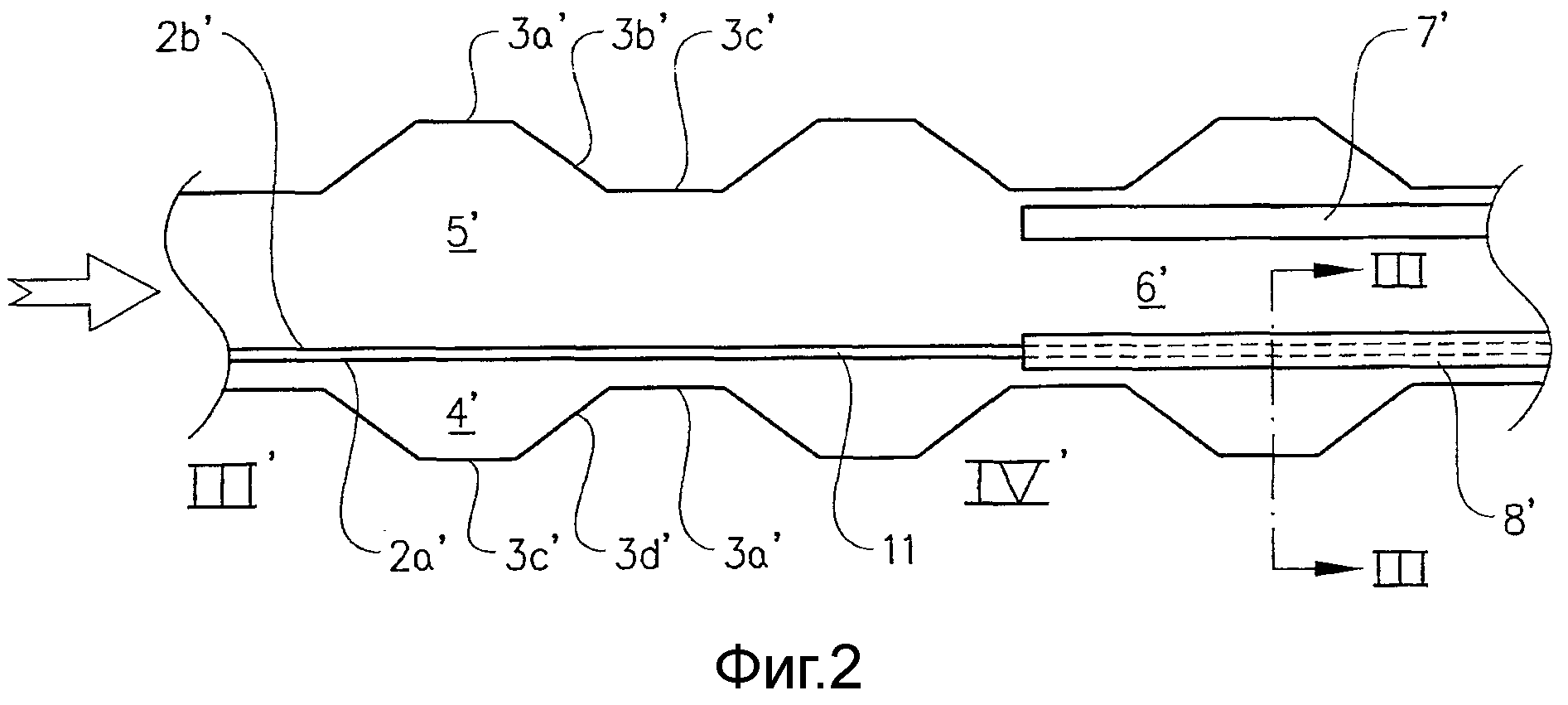
на фиг.2 схематически представлены заключительные этапы согласно второму варианту осуществления способа по изобретению,
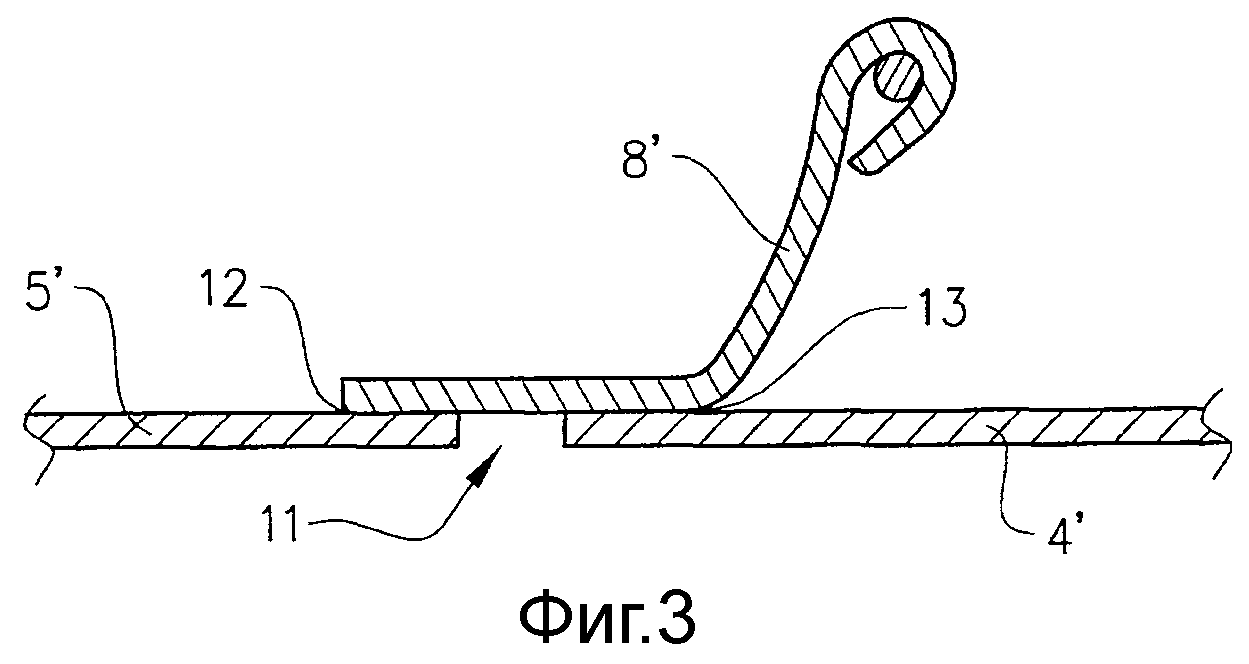
фиг.3 раскрывает вид в разрезе по линии III-III на фиг.2,
на фиг.4a и 4b представлена технологическая линия для непрерывного изготовления полотна верхнего листа согласно третьему варианту осуществления изобретения, и
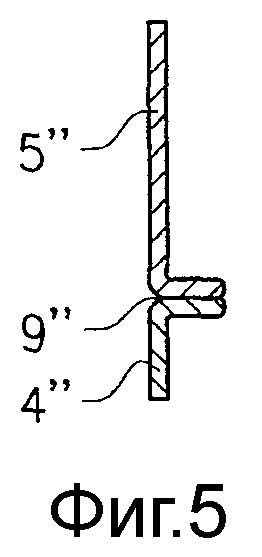
фиг.5 схематически раскрывает шов, созданный в верхнем листе, полученном на производственной линии по фиг.4а и 4b.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
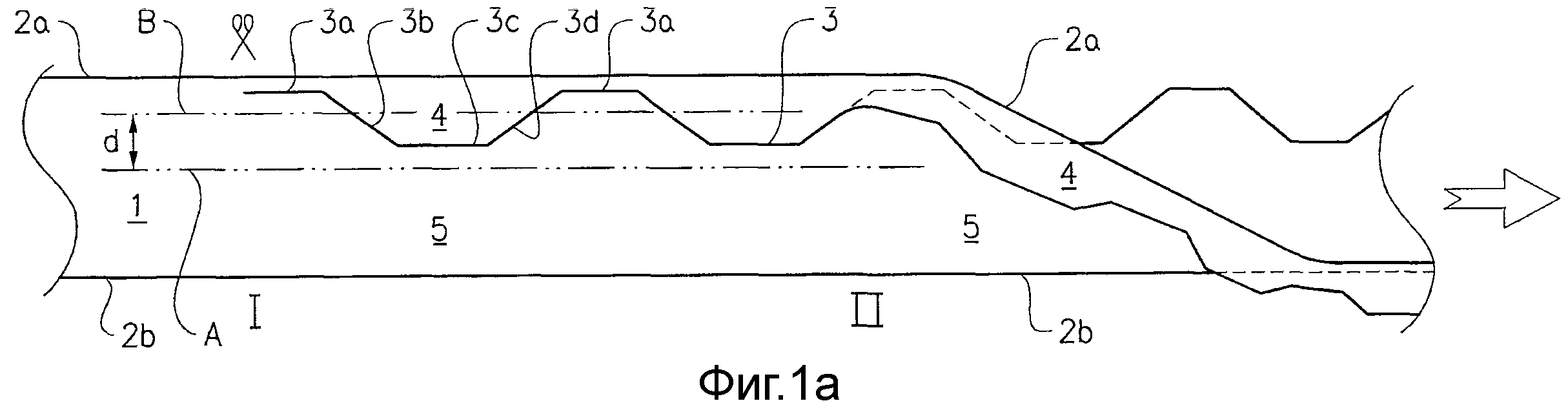
На фиг.1a представлен вид сверху полотна 1 материала верхнего листа, имеющего прямые боковые кромки 2a, 2b. Полотно 1 расположено на соответствующем транспортере (не показан) и перемещается по нему в направлении движения механизма, проходящем на фиг.1a и 1b слева направо, как указано стрелками на этих чертежах.
Полотно 1 подается к резальной секции I, обозначенной на фиг.1a ножницами, в которой в полотне 1 выполняется линия 3 разреза. Путем перемещения режущего инструмента в боковом направлении, а именно в поперечном направлении относительно направления движения механизма, посредством линии 3 разреза образуется последовательность вогнуто-выпуклых участков. В представленном варианте осуществления режущий инструмент перемещается таким образом, что выполняется линия разреза, состоящая из последовательности прямая линия 3a - наклоненная внутрь линия 3b - прямая линия 3c - наклоненная наружу линия 3d. Таким образом, линией 3 разреза полотно 1 разделяется на второе полотно 4 и третье полотно 5.
Затем разделенные полотна 4 и 5 поступают в смещающую секцию II. В этой секции полотно 4 передается на смещающий транспортер (не показан) или подобное устройство, расположенное выше или ниже транспортера, на котором перемещается полотно 1 и полотно 5. На этом смещающем транспортере полотно 4 постепенно смещается в боковом направлении до тех пор, пока его прямая боковая кромка 2a не переместится в положение, в котором она слегка перекрывает прямую боковую кромку 2b полотна 5. Для иллюстративных целей боковое смещение полотна 4 показано в преувеличенном виде на фиг.1a. Смещающий транспортер имеет обычно такие размеры, что когда полотно 4 полностью сместилось, оно прошло большее расстояние, чем полотно 5, соответствующее сумме продольных размеров линий 3a и 3b, когда оно снова на этапе III лежит на том же транспортере, на котором перемещается полотно 5. Таким образом, выпуклые и вогнутые участки в последовательности вогнуто-выпуклых участков в полотнах 4 и 5, образованные с помощью линии 3 разреза, будут совпадать, как представлено на фиг. 1b. Смещение полотна 4 может, при необходимости, путем подходящего выбора размеров смещающего транспортера происходить на большее расстояние в соответствии с формулой, по которой разность в расстояниях перемещения между полотнами 4 и 5 = n x половина длины волны, где n = 1, 3, 5, 7, а длина волны представляет собой сумму длин 3a+3b+3c+3d.
После того, как полотно 4 в смещающей секции II было удалено от полотна 5, но до того, как полотно 4 ляжет на тот же транспортер, что и полотно 5, накладываясь своей прямой боковой кромкой 2a на прямую боковую кромку 2b полотна 5, вдоль кромки 2b на ленте 5 с помощью любого подходящего средства (не показано), такого как клеящий наконечник, наносится клеевая линия. Затем участки прямых боковых кромок полотен 4 и 5 прижимаются друг к другу, например, посредством протягивания полотен через зазор между двумя вальцами, таким образом, соединяя эти полотна друг с другом посредством линии 9 соединения и образуя четвертое составное полотно 6, состоящее из полотен 4 и 5.
Полотна 4 и 5 могут, разумеется, соединяться посредством других, нежели клей, подходящих средств, известных специалистам в данной области техники, таких как термосварка, или с помощью ультразвукового устройства.
В одном варианте способа изготовления образованное таким образом полотно материала верхнего листа наматывается на барабан для хранения для дальнейшего использования в производственной линии для одноразовых абсорбирующих изделий, таких как подгузники для детей или взрослых либо защитные средства при недержании для взрослых.
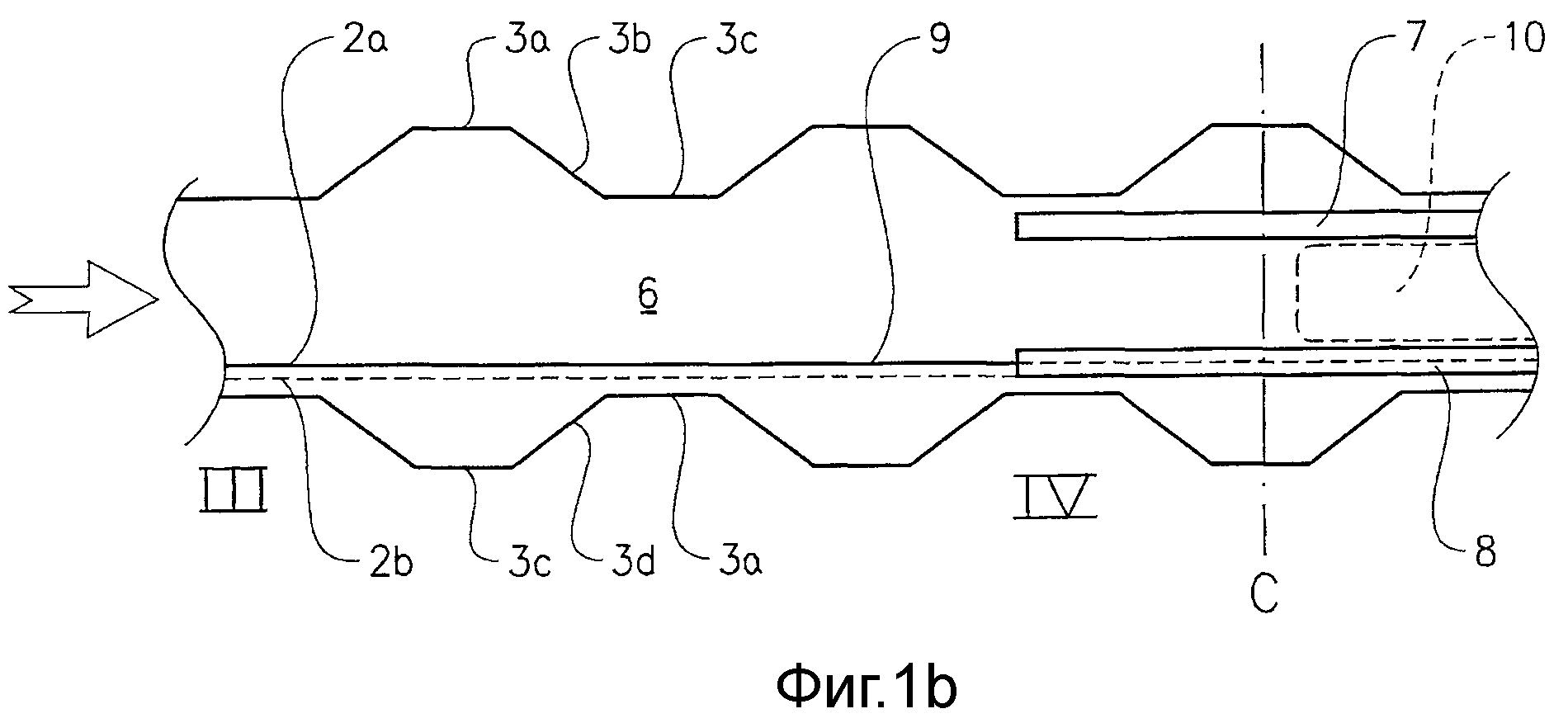
В предпочтительном варианте осуществления способ изготовления материала верхнего листа включен в качестве первого этапа в технологическую линию для одноразовых абсорбирующих изделий. В таких изделиях для недопущения бокового протекания жидкости, выпускаемой на верхний лист, на верхнем листе часто находятся так называемые стоячие сборки. Стоячие сборки представляют собой ленты из эластичного или эластикоподобного материала, наложенные в растянутом состоянии на верхний лист и проходящие в продольных направлениях с обеих сторон абсорбирующего элемента в готовом изделии. На фиг.1b схематично представлено наложение эластичных полосок 7, 8 в растянутом состоянии. В секции IV эластичные полоски 7, 8, которые в готовом изделии становятся стоячими сборками, отматываются с барабана для хранения (не показан) и снабжаются клеевой жилкой вдоль каждой внутренней кромки и после этого прижимаются к полотну 6 парой вальцов (не показаны). Как очевидно из фиг.1b, лента 8 покрывает линию 9 соединения, соединяющую вместе полотна 4 и 5, как описано выше.
Если линия соединения выполняется посредством нагревания и давления или с помощью ультразвукового устройства, соединение кромок 2a и 2b и стоячей сборки может осуществляться одновременно, то есть кромки 2a, 2b и стоячая сборка 8 соединяются вместе одновременно посредством единственной операции соединения.
Образованное, таким образом, полотно материала верхнего листа может затем укладываться на другое полотно материала нижнего листа (не показано), на которую уложен ряд абсорбирующих элементов 10, при этом указанное полотно материала нижнего листа имеет такую ширину, что его боковые кромки совпадают с прямыми участками 3c и 3a, расположенными ближе всего к продольной центральной линии A полотна 6. Затем полотно материала нижнего листа соединяется с полотном 6 материала верхнего листа в областях, расположенных за пределами абсорбирующих элементов 10 в ряду абсорбирующих элементов. Резинки для ног также накладываются в растянутом состоянии между полотном материала нижнего листа и полотном материала верхнего листа перед соединением этих полотен друг с другом.
На последнем этапе в производственной линии для одноразовых абсорбирующих изделий полотно, состоящее из полотна 6 верхнего листа, абсорбирующих элементов 10 и полотна материала нижнего листа с полосками 7 и 8, наложенными на полотно 6 верхнего листа и резинок для ног, проложенных между полотном 6 и полотном материала нижнего листа, разрезается таким образом, что образуются отдельные подгузники. Исключительно с целью иллюстрации место одного такого разреза показано на фиг.1b штрихпунктирной линией C.
Вместо укладывания полотна 6 верхнего листа на полотно, содержащее на себе ряд абсорбирующих элементов, ряд абсорбирующих элементов может быть уложен на полотно 6 верхнего листа и затем полотно материала нижнего листа может быть уложено на полотно 6 верхнего листа и соединено с ним. Если на верхний лист должны быть наложены стоячие сборки, это следует затем сделать на стороне полотна верхнего листа, противоположной стороне, на которую были наложены абсорбирующие элементы.
На фиг.2 и 3 схематически изображен второй вариант осуществления настоящего изобретения. Первые этапы I и II способа являются теми же самыми, что описаны для фиг.1a, с той только разницей, что полотно 4′ смещено в боковом направлении до такой степени, что между кромками 2a′ и 2b′ имеется промежуток 11, когда полотно 4′ на этапе III′ укладывается обратно на тот же транспортер, что и полотно 5′. Компоненты во втором варианте осуществления, соответствующие подобным компонентам на фиг.1a и 1b, имеют те же номера ссылочных позиций с добавлением значка "прим". Во втором варианте осуществления полотно 5′ и полотно 4′ опосредованно соединяются друг с другом путем прикрепления обоих полотен к нижней стороне стоячей сборке 8′, такие соединения обозначены как 12 и 13 на фиг.3. Если составной лист не предполагается снабжать стоячей сборкой, вместо этого может использоваться соединительная полоска. Путем использования соединительной полоски, которая может иметь вид стоячей сборки, для опосредованного соединения друг с другом кромок полотен 4′, 5′, требуемая точность бокового смещения полотна 4′ уменьшается. Более того, может быть допустимо, чтобы кромки 2a′, 2b′ полотен 4′, 5′ были не совершенно прямыми, а имели отклонения от полной прямолинейности.
Соединительная полоска для опосредованного соединения кромок 2a′, 2b′ полотен 4′, 5′ предпочтительно выполнена из материала того же типа, что и полотна 4′, 5′.
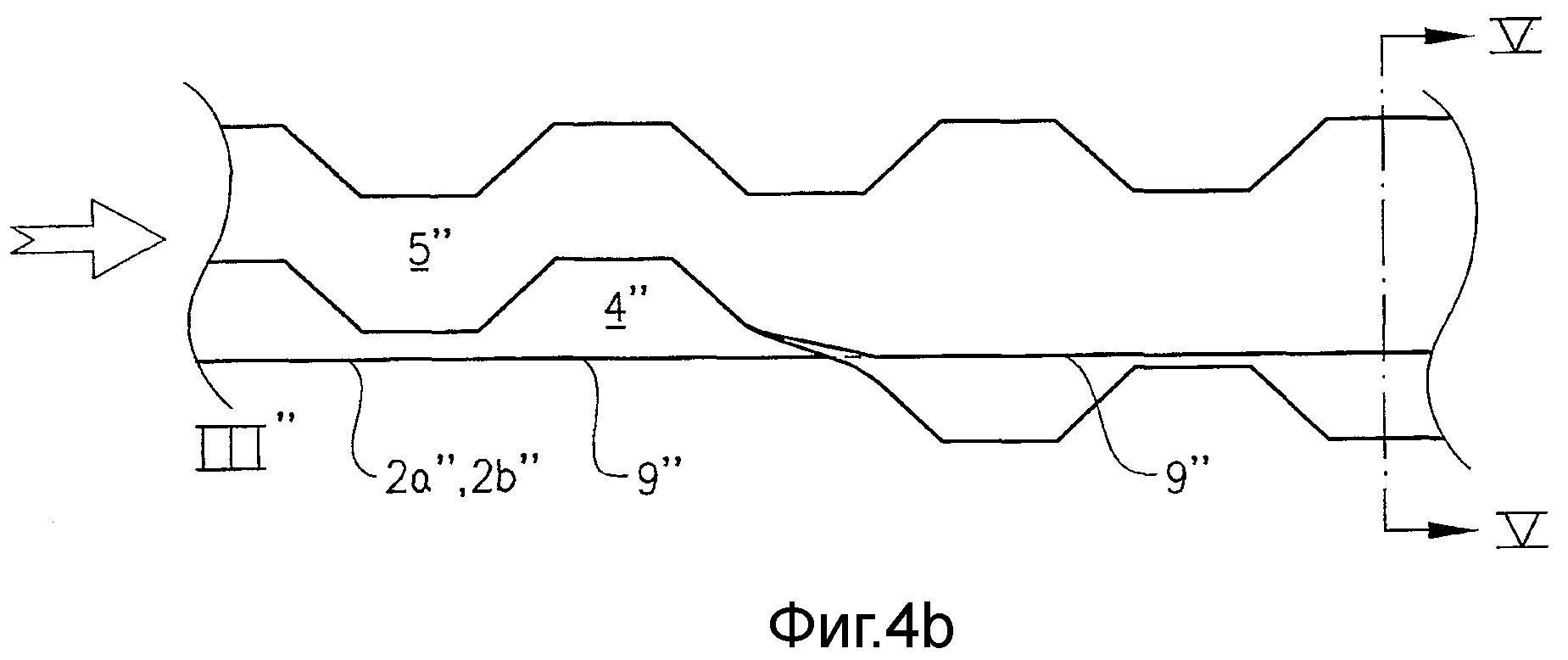
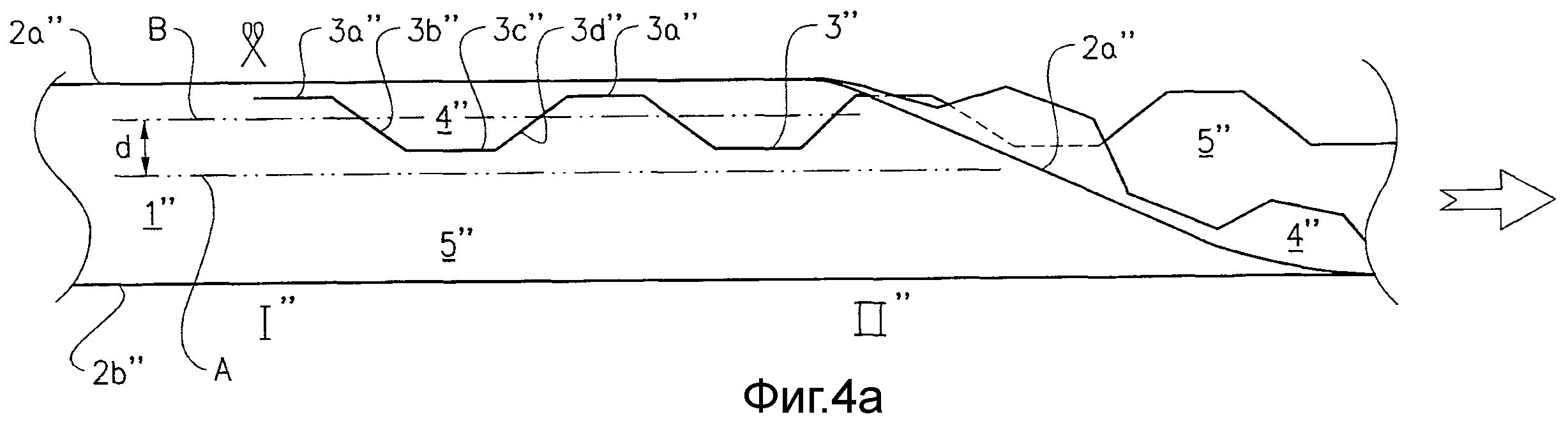
На фиг.4a и 4b схематически показаны виды сверху третьего варианта осуществления, подобные фиг.1a и 1b. Компонентам, подобным соответствующим компонентам на фиг. 1a и 1b, присвоены те же номера ссылочных позиций с добавлением знака "бис". Также в этом варианте осуществления разрез 3", идентичный разрезу 3 на фиг.1a, выполнен разделяющим полотно 1″ на полотна 4″, 5″. Этап смещения II″ предусматривает перегибание полотна 4″ на 180 градусов таким образом, что линия 3″ разреза будет отворачиваться от кромки 2b″ полотна 5″, то есть будет направлена вверх на фиг.4a. Затем полотно 4″ смещается в продольном направлении таким образом, что выпуклые и вогнутые участки полотна 4″ и полотна 5″, образованные линией 3″ разреза, совмещаются, как изображено на фиг. 4b. На этапе III″ на фиг.4b кромки 2a″, 2b″ соединяются друг с другом вместе посредством склеивания, термосварки или с помощью ультразвукового устройства. После этапа соединения полотно 4″ перегибается на 180 градусов таким образом, что вогнуто-выпуклые участки полотна 4″ располагаются в направлении, противоположном направлению вогнуто-выпуклых участков полотна 5″. На фиг.5 показан вид в разрезе шва 9″, образуемого в этом варианте осуществления.
Хотя способ по изобретению был описан для изготовления материала верхнего листа, он может быть использован также для изготовления материала нижнего листа, имеющего проемы для ног. Таким образом, исходным материалом в первом непрерывном полотне может быть любой материал, известный как материал, используемый для верхнего листа или для нижнего листа.
Если материал, изготовленный согласно настоящему изобретению, намотан на барабан для хранения перед введением в технологическую линию для одноразовых абсорбирующих изделий, первое непрерывное полотно 1 может быть перед смещением разделено на второе и третье полотна 4, 5 по всей длине. Это, однако, не является предпочтительным, поскольку в этом случае требуется очень длинный транспортер.
Описанный вариант осуществления может быть изменен без отступления за пределы объема изобретения, например могут использоваться другие смещающие устройства, нежели смещающий транспортер. Если полотно материала верхнего листа является свариваемым, материалы второго и третьего полотен могут быть соединены друг с другом посредством сварного шва вместо клеевого шва. Линии, придающие волнообразную форму линии разреза, необязательно должны быть прямыми, и могут, например, иметь форму синусоиды. Более того, вместо смещения второго полотна 4 может смещаться третье полотно 5. Также можно иметь отдельные устройства для перемещения полотна 4 относительно полотна 5 в боковом и продольном направлениях. Если нет промежутка между указанными кромками, то есть когда указанные кромки лежат встык или располагаются внахлест, может также быть использована соединительная полоска для опосредованного соединения прямых кромок второго и третьего полотен. Следовательно, настоящее изобретение ограничено только содержанием приложенной формулы изобретения.
Способ образования эластичного ламината
Стопка сложенных гигиенических изделий и способ и устройство для ее изготовления
Упаковка для впитывающих изделий одноразового использования и соответствующие способы
Предмет одежды, содержащий основу и пояс
Одноразовое впитывающее изделие с временным клейким прикреплением и способы, относящиеся к нему
Мужской подгузник, используемый при недержании и включающий абсорбирующий барьер
Способ нанесения структурных элементов на впитывающее изделие
Способ избирательной эластификации перемещающегося холста и изделие, содержащее эластифицированный холст
Одноразовое абсорбирующее изделие с крепежными компонентами и связанные способы
Впитывающее изделие, содержащее температурный датчик
Противомикробная очищающая композиция с низким содержанием спирта
Боковые панели для впитывающего изделия
Способ образования эластичного ламината
Стопка сложенных гигиенических изделий и способ и устройство для ее изготовления
Упаковка для впитывающих изделий одноразового использования и соответствующие способы
Предмет одежды, содержащий основу и пояс
Одноразовое впитывающее изделие с временным клейким прикреплением и способы, относящиеся к нему
Мужской подгузник, используемый при недержании и включающий абсорбирующий барьер
Способ нанесения структурных элементов на впитывающее изделие
Способ избирательной эластификации перемещающегося холста и изделие, содержащее эластифицированный холст

