Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО РАСПЛАВА РАФИНИРУЮЩИМ ШЛАКОМ
Вид РИД
Изобретение
Изобретение относится к черной металлургии, конкретнее к обработке металлического расплава рафинирующим шлаком в относительно небольших индукционных печах и ковшах с предотвращением взаимодействия этого шлака с воздухом и с футеровкой печи или ковша.
Наиболее близким по технической сущности является устройство, включающее открытую снизу емкость, частично погружаемую в металлический расплав, и расположенные внутри этой емкости рафинировочную камеру и камеру шлакоприемника для отделения от металлического расплава отработанного шлака, обеспечивающую возможность удаления с поверхности металлического расплава образующегося шлака. (Авторское свидетельство SU №992591).
Недостатком известного устройства, является то, что в нем предусмотрено закрывание камеры шлакоприемника с отработанным шлаком снизу предварительно погруженной в жидкий чугун пробкой, что не позволяет вести аналогичную обработку металлического расплава, например стали, с существенно более высокой температурой (1500-1750°С вместо 1300-1450°С у чугуна). При температурах, характерных для жидкой стали, будет наблюдаться значительный износ заранее погруженной в металлический расплав пробки, что будет препятствовать надежному закрыванию камеры шлакоприемника.
Задачей настоящего изобретения является обеспечение возможности отделения обогащенного вредными примесями отработанного шлака от металлического расплава с температурой выше 1500°С.
Технический результат при использовании устройства для обработки металлического расплава рафинирующим шлаком заключается в том, что обеспечивается возможность получения стали повышенной чистоты за счет увеличения степени рафинирования стального расплава от серы, фосфора, кислорода, азота, мышьяка, олова, свинца путем отделения отработанного шлака, обогащенного указанными примесями, от металлического расплава с температурой выше 1500°С.
Это достигается за счет того, что в известном устройстве для обработки металлического расплава рафинирующим шлаком, включающем открытую снизу емкость, частично погружаемую в металлический расплав, и расположенные внутри этой емкости рафинировочную камеру и камеру шлакоприемника для отделения от металлического расплава отработанного шлака, внутри емкости установлена огнеупорная перегородка, образующая рафинировочную камеру, расположенную ниже перегородки, и камеру шлакоприемника, расположенную выше перегородки, при этом в перегородке выполнено закрываемое сверху пробкой отверстие сечением 0,01÷0,25 S, где S - площадь поперечного сечения рафинировочной камеры, для выдавливания через него отработанного шлака из рафинировочной камеры в камеру шлакоприемника. Для более полного отделения шлака перегородка может быть выполнена в виде усеченного конуса, параболоида или иной формы с переменным сечением так, что площадь горизонтального сечения рафинировочной камеры в ее верхней части постепенно уменьшается кверху до величины площади сечения шлакоотводящего отверстия на высоте, равной 0,05÷0,7 D, где D - диаметр рафинировочной камеры. Огнеупорная перегородка может быть снабжена электропроводным элементом для повышения жидкоподвижности шлака путем электроподогрева. Подвод электроэнергии может осуществляться контактным способом или в индукционных печах за счет электромагнитного поля.
Диапазон изменения значений величины площади отверстия 0,01÷0,25 S, где S - площадь поперечного сечения рафинировочной камеры, объясняется закономерностями поведения шлака. При слишком малой величине площади отверстия отработанный шлак будет выдавливаться слишком медленно и сильно охлаждаться. При этом высока вероятность застывания отработанного шлака в отверстии до того, как отработанный шлак будет перемещен из рафинировочной камеры в камеру шлакоприемника. При слишком большой величине площади отверстия не будет обеспечено достаточно полное отделение отработанного шлака от металлического расплава, так как при опускании пробки отработанный шлак в отверстии трудно будет заморозить. Это, в свою очередь, приведет к частичному переходу удаленных из металлического расплава вредных примесей из отработанного шлака обратно в металлический расплав, а следовательно, к снижению эффективности рафинирования.
Диапазон изменения значений высоты, на которой уменьшается площадь сечения рафинировочной камеры до площади отверстия, 0,05 D ÷ 0,7 D, где D - внутренний диаметр емкости, также объясняется закономерностями поведения шлака. При слишком малой величине этой высоты будет отсутствовать эффект более полного выдавливания отработанного шлака в камеру шлакоприемника. При слишком большой величине этой высоты потребуется неоправданно сильное заглубление устройства в металлический расплав, что сделает неосуществимым полное выдавливание отработанного шлака из рафинировочной камеры в камеру шлакоприемника.
Предлагаемое устройство для обработки металлического расплава рафинирующим шлаком показано на фигурах,
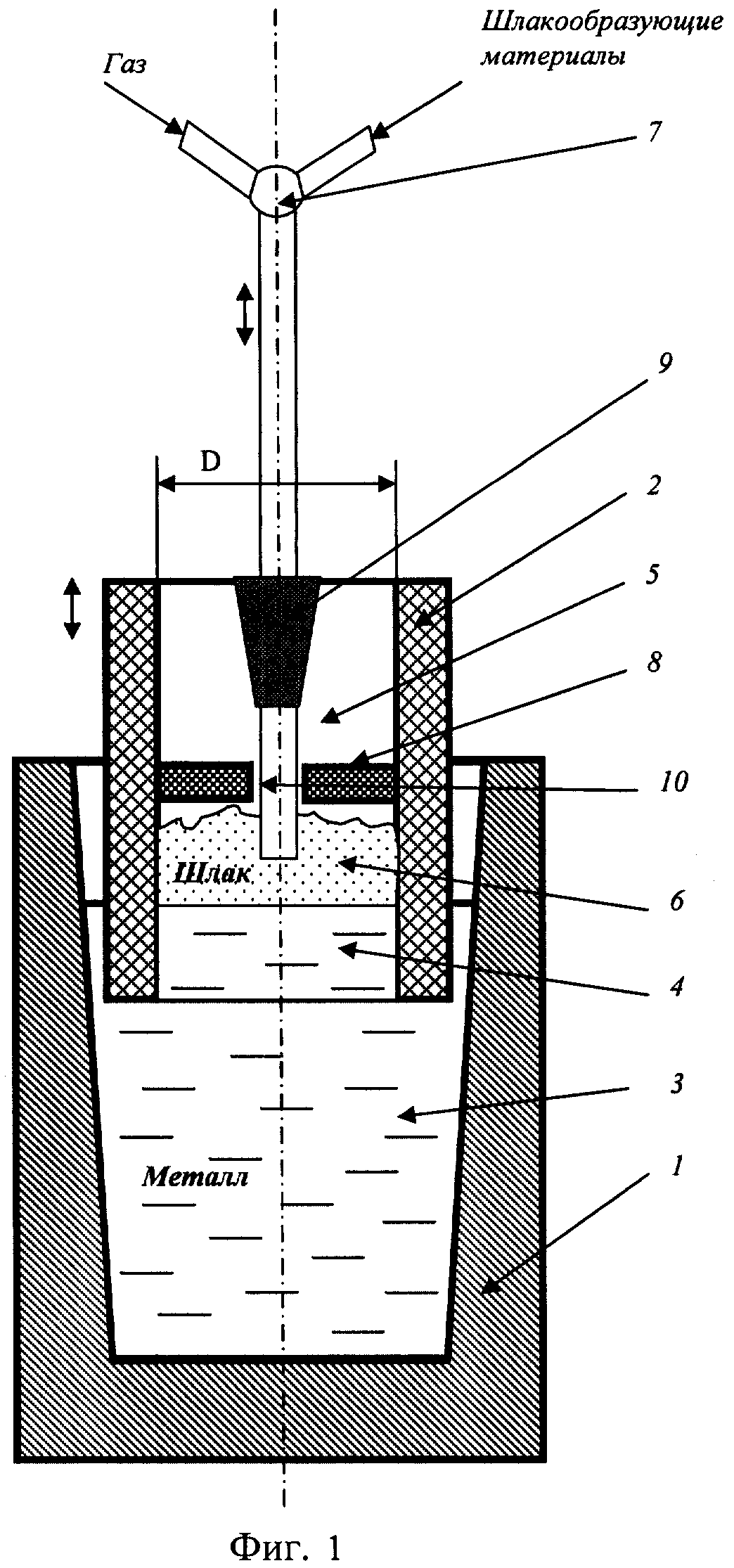
где фиг.1 - схема устройства для обработки металлического расплава рафинирующим шлаком в стадии обработки,
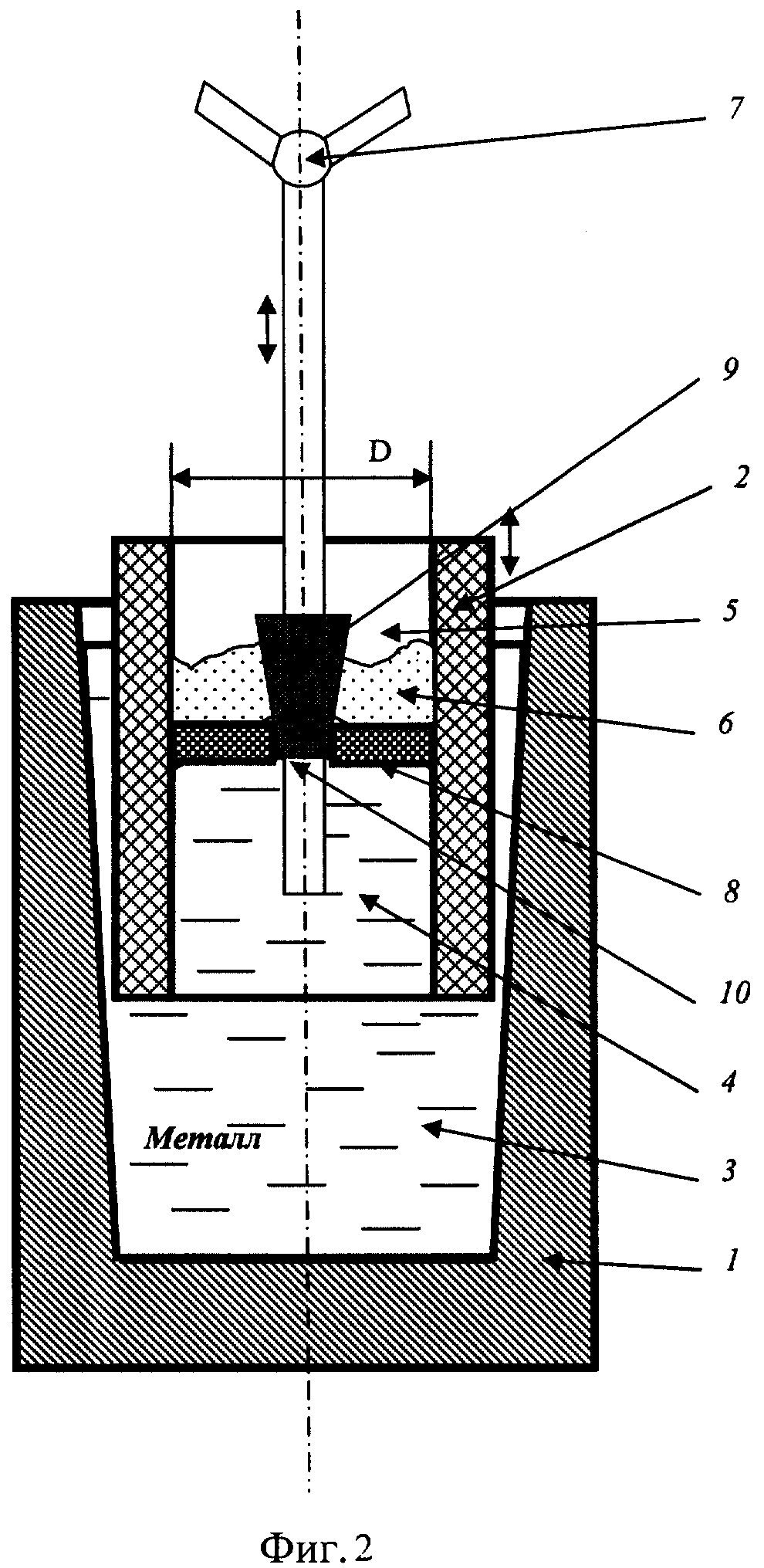
фиг.2 - схема устройства для обработки металлического расплава рафинирующим шлаком после отделения от металлического расплава отработанного шлака.
На фиг.1 схематично показан вертикальный осевой разрез устройства для обработки металлического расплава рафинирующим шлаком в стадии обработки в индукционной печи 1. Устройство включает открытую снизу емкость 2, частично погружаемую в металлический расплав 3, и расположенные внутри этой емкости рафинировочную камеру 4 и камеру шлакоприемника 5 для отделения от металлического расплава 3 отработанного шлака 6. Устройство оборудовано системой подвода шлакообразующих материалов и газа 7. Внутри емкости 2 установлена огнеупорная перегородка 8, образующая рафинировочную камеру 4, расположенную ниже перегородки 8, и камеру шлакоприемника 5 для отработанного шлака 6, расположенную выше перегородки 8. В перегородке 8 выполнено закрываемое сверху пробкой 9 отверстие 10 для выдавливания через него отработанного шлака 6 из рафинировочной камеры 4 в камеру шлакоприемника 5.
На фиг.2 показан вертикальный осевой разрез устройства для обработки стального расплава рафинирующим шлаком в индукционной печи 1 в момент выдавливания (отделения от стального расплава отработанного шлака). Устройство включает открытую снизу емкость 2, частично погружаемую в металлический расплав 3, и расположенные внутри этой емкости рафинировочную камеру 4 и камеру шлакоприемника 5 для отделения от металлического расплава 3 отработанного шлака 6. Устройство оборудовано системой подвода шлакообразующих материалов и газа 7. Внутри емкости 2 установлена огнеупорная перегородка 8, образующая рафинировочную камеру 4, расположенную ниже перегородки 8, и камеру шлакоприемника 5 для отработанного шлака 6, расположенную выше перегородки 8. В перегородке 8 выполнено закрываемое сверху пробкой 9 отверстие 10 для выдавливания через него отработанного шлака 6 из рафинировочной камеры 4 в камеру шлакоприемника 5.
Устройство для обработки металлического расплава рафинирующим шлаком при выплавке в 150 кг индукционной печи нержавеющей стали для литья марки 12Х18Н9 работает следующим образом.
Погружаемая часть (рафинировочная камера) и камера шлакоприемника объединены в одном устройстве для обработки металлического расплава рафинирующим шлаком, которое представляет собой емкость в форме полого цилиндра, внутренний диаметр которого 220 мм, из огнеупорного материала (толщина стенки 30 мм), частично погружаемом в металлический расплав одним торцом. Внутри устройства выполнена горизонтальная огнеупорная перегородка из периклазоуглеродистого огнеупорного материала толщиной 20 мм, отделяющая рафинировочную камеру, расположенную ниже перегородки, от камеры шлакоприемника для отработанного шлака, расположенной выше перегородки. При этом в перегородке выполнено закрываемое сверху пробкой круглое отверстие диаметром 40 мм для выдавливания через него отработанного шлака из рафинировочной камеры в камеру шлакоприемника. В нижней части перегородки размещен электропроводный элемент (графитовое кольцо) для дополнительного подогрева рафинировочного шлака в ходе обработки за счет электрического тока, наводимого электромагнитным полем индукционной печи. Перед обработкой устройство нагревают горелкой или отходящими газами и излучением от тигля до температуры 600°С. После расплавления металла в индукционной печи и проведения основных операций плавки на нижний торец устройства крепят расходуемый жестяной конус для отсекания при погружении печного шлака и предотвращения попадания его в рафинировочную камеру. Затем устройство опускают нижним торцом на 15 мм в оголенный от шлака металлический расплав, разогретый до температуры 1600°С. Далее в рафинировочную камеру начинают ввод шлакообразующих материалов и аргона. Расход инертного газа (аргона) для создания инертной атмосферы в рафинировочной камере поддерживают на уровне 3 л/мин, и для подачи шлакообразующих материалов в струе аргона расход увеличивают до 10 л/мин. Количество и состав шлакообразующих материалов зависит от необходимой степени рафинирования стального расплава. При работе на 150 кг индукционной печи для снижения содержания фосфора в расплаве нержавеющей стали с 0,05% до 0,035% необходимо ввести в стальной расплав 0,3-1,5 кг металлического кальция. Ввод шлакообразующих материалов осуществляют на протяжении 10 минут. После окончания ввода и определенной выдержки систему ввода шлакообразующих материалов и аргона поднимают, освобождая отверстие для выдавливания шлака. Далее устройство погружают в металлический расплав 150 мм до полного выдавливания отработанного шлака в камеру шлакоприемника через отверстие в огнеупорной перегородке. Затем, чтобы исключить существенный переход удаленных в шлак примесей обратно в сталь, в отверстие опускают коническую стальную пробку, тем самым отделяя металлический расплав от отработанного шлака и замораживая шлак. При необходимости добавляют охладитель. После этого устройство извлекают из расплава и заканчивают плавку обычным способом. Устройство очищают от застывшего отработанного шлака и металла и готовят к следующей обработке.
Способ определения радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15
Мишень для получения функциональных покрытий и способ ее изготовления
Способ сшивания рваных и резаных ран в условиях экстренной хирургии и устройство для его осуществления
Способ формирования бидоменной структуры в пластинах монокристаллов сегнетоэлектриков
Способ определения радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава

