Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЦВЕТНОГО АРХИТЕКТУРНОГО БЕТОНА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ
Вид РИД
Изобретение
Изобретение относится к изготовлению строительных материалов из бетона по технологии полусухого вибропрессования, в частности, к производству тротуарной плитки и других изделий из бетона в многоцветном исполнении типа «колормикс». Техническое решение направлено на модернизацию существующего промышленного способа изготовления цветного архитектурного бетона.
Из уровня техники известны технические решения, в которых реализована идея получения цветных изделий из бетона. Включения разного цвета создаются в изделиях, как правило, при помощи размещения перегородок в загрузочном оборудовании, либо в матрице пресс-формы.
При размещении перегородок в ячейках матрицы пресс-формы и заполнении полученных отсеков бетонной смесью выбранного цвета указанные перегородки остаются в готовом изделии, что отрицательно влияет на прочностные свойства. (См. RU 2358862 от 20.06.2009, CN 2059126 от 11.07.1990, RU 2006123742 от 10.01.2008 и др.).
В других вариантах перегородки устанавливают в загрузочном ящике с гидроприводом. В разные отсеки загрузочного ящика помещают бетонную смесь разного цвета. При этом загрузку декоративного слоя выполняют прерывисто многократно и многослойно (RU 2175913 от 20.11.2001, RU 2007128344 от 27.01.2009 и др.). Таким образом, например, имитируют расцветку природного камня.
В качестве наиболее близкого аналога заявленного способа выбран способ изготовления декоративных строительных изделий, раскрытый в патенте RU 2084416 от 20.07.1997.
Указанный способ изготовления декоративных строительных изделий включает перемешивание с водой вяжущего, содержащего портландцементный клинкер, твердый модификатор, наполнители (гипс и пигменты), заполнители, функциональные добавки, выдерживание полученной смеси с последующей ее укладкой, формовкой, уплотнением и термообработкой. Причем для получения многоцветных изделий готовят несколько смесей, различающихся по цвету или тону, которые через систему сит, например, через колосниковые решетки, подают в бункер, поддерживая при этом стационарный поток каждой смеси.
В соответствии с примером для изготовления декоративных изделий с мраморовидной структурой используют цветные смеси, а также устройство, представляющее собой бункер, разделенный внутренней перегородкой на два отсека. В нижней части бункера предусмотрен шибер, перекрывающий выход из обоих отсеков. Под ним расположен другой бункер, образуемый в нижней части стенками, две из которых прикреплены к осям, вокруг которых они могут поворачиваться. Подвижные стенки имеют отверстия и представляют собой систему сит, в данном случае колосниковых решеток, так как отверстия выполнены в форме щелей, с колосниками. На центральном колоснике закреплены на крючках цепи, которые могут регулировать угол наклона колосниковых решеток. Как правило, они находятся в положении, открывающем вид на них сверху.
При изготовлении изделий с мраморовидной структурой цветные смеси помещают в указанные отсеки. После этого открывают шибер и смеси перетекают во второй бункер, а из него через щели колосников в формы. При этом не происходит разрывов сплошности потоков каждой смеси и в результате на лицевой поверхности изделий формируется четкая мраморовидная текстура, то есть имеется четкая граница при переходе от одного оттенка цвета к другому.
Заявленное изобретение решает задачу по разработке нового приема укладки облицовочного слоя бетона в матрицу пресс-формы с обеспечением плавного перехода друг в друга всех изначально поданных цветов бетонной смеси, что обеспечивает получение бетонных изделий (строительных материалов) с более широкими функциональными возможностями для создания новых цветовых решений при реализации архитектурно-строительных проектов.
Из уровня техники не выявлены аналоги, относящиеся к технологии полусухого вибропрессования бетона, которые позволяют получить плавный переход цветов в готовом изделии с расцветкой типа «колормикс».
Техническим результатом изобретения является обеспечение плавного перехода цветов облицовочного слоя бетона с получением каждой единицы продукции в многоцветном исполнении типа «колормикс» при высоком уровне механических свойств изделий.
Сущность изобретения
Заявлен способ изготовления изделий из цветного (архитектурного) бетона методом полусухого вибропрессования, включающий формирование основного и облицовочного слоя изделий путем подачи бетонной смеси из смесителя в приемочные бункеры, дозирование ее в трансферкары, формование слоев изделий возвратно-поступательным движением трансферкары над матрицей пресс-формы, профилирование смеси основного слоя пуансоном, последующее формование облицовочного слоя и вибропрессование изделий. При этом приемочный бункер облицовочного бетона разделяют в поперечном направлении шибером на промежуточный бункер и основной бункер, а промежуточный бункер снабжают продольными перегородками, не допускающими смешивания при загрузке порций облицовочного бетона разного цвета. Облицовочный бетон каждого цвета подается в промежуточный приемочный бункер вибропрессовальной машины раздельно, а после завершения подачи облицовочного бетона всех цветов открывают шибер, облицовочная смесь поступает в основной бункер, из которого дозируется в трансферкару. Трансферкара перемещается к матрице и совершает возвратно-поступательные движения над матрицей, чтобы бетон облицовочного слоя поступил в матрицу, в ячейках которой уже находится слой основного бетона.
После завершения процесса вибропрессования полуфабрикат в виде полусухой смеси выдавливают пуансоном на технологический поддон и подают в сушильную камеру.
В соответствии с заявленным способом перегородки внутри промежуточного приемочного бункера облицовочного бетона устанавливают вдоль движения трансферкары по всей длине бункера, а подачу цветного облицовочного бетона осуществляют адресно в каждую ячейку промежуточного приемочного бункера отдельно.
В результате осуществления заявленного способа получают изделия разнообразной формы и размеров из цветного бетона, содержащие основной и облицовочный слои, при этом облицовочный слой каждого изделия выполнен многоцветным с плавным переходом друг в друга двух, трех и более цветов бетонной смеси.
Изделие в соответствии с заявленным изобретением может быть выполнено, например, в форме брусчатки или тротуарной плитки, или в форме бетонного бордюра, или в форме поребрика, или в виде плоского изделия любой другой формы.
Изобретение иллюстрируется фигурами 1-4 и примерами.
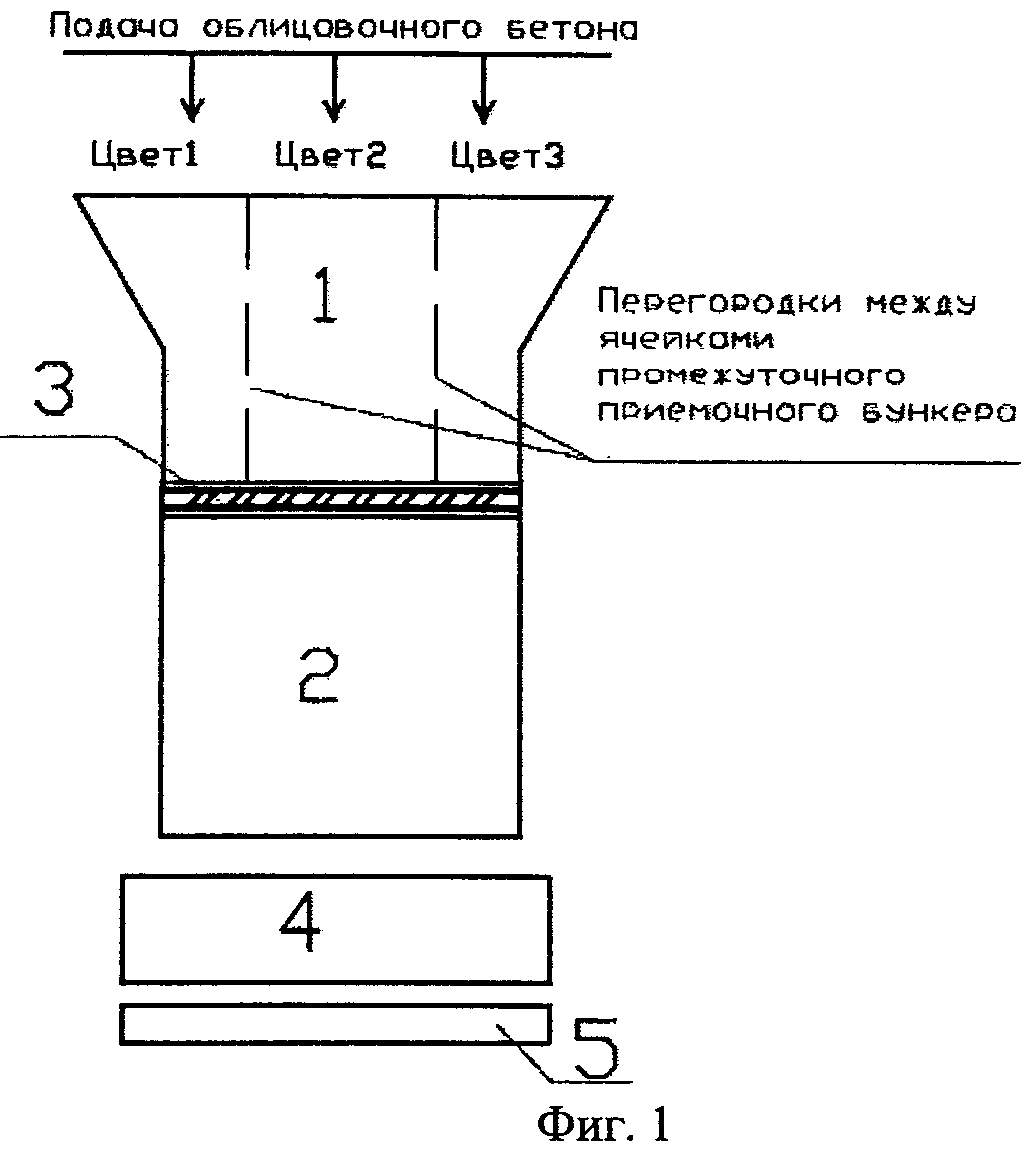
На фигуре 1 в виде схемы показан поперечный разрез загрузочного оборудования для подачи смеси облицовочного бетона на вибропрессовальную машину.
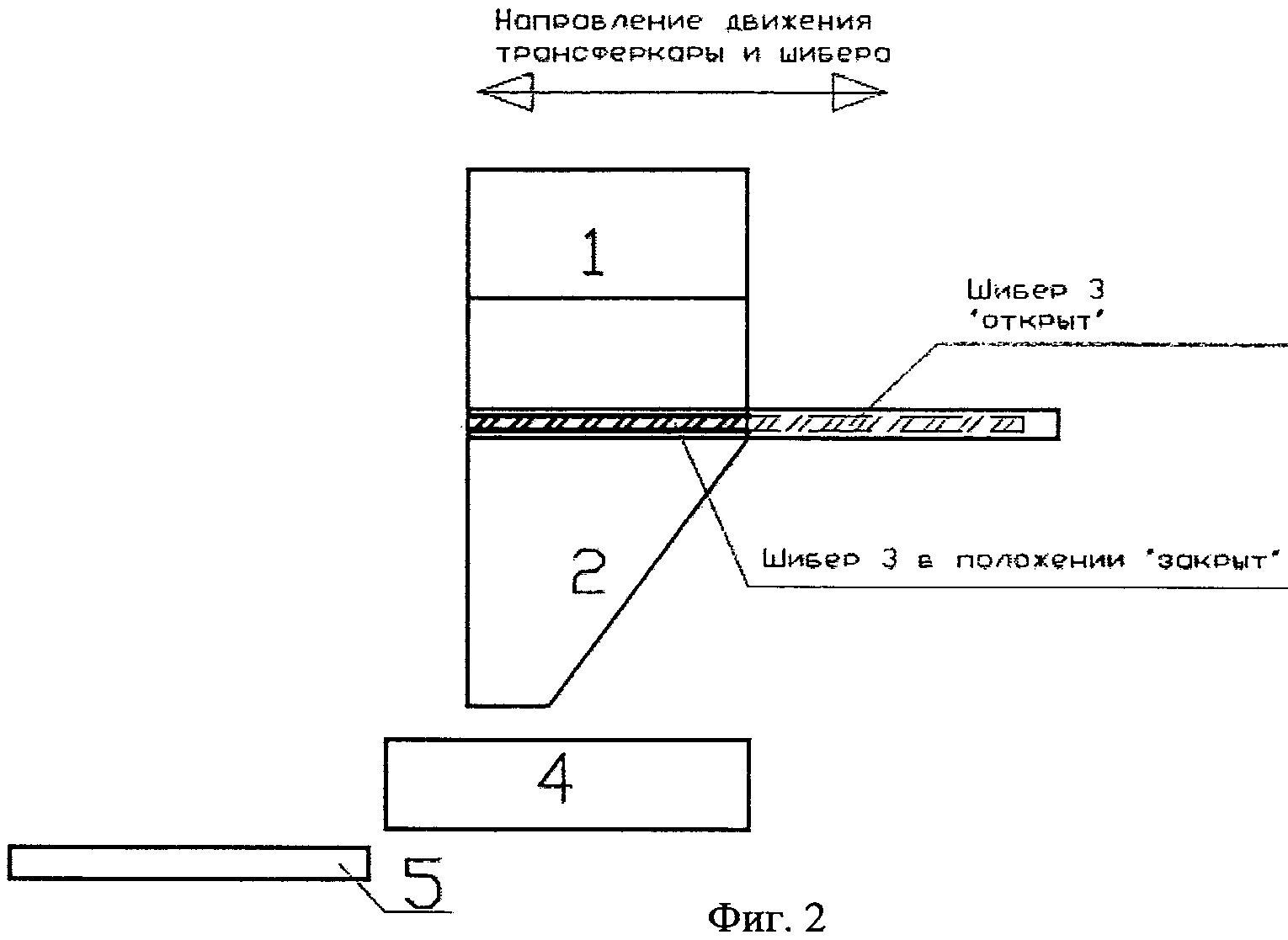
На фигуре 2 показан вид сбоку загрузочного оборудования, представленного на фигуре 1.
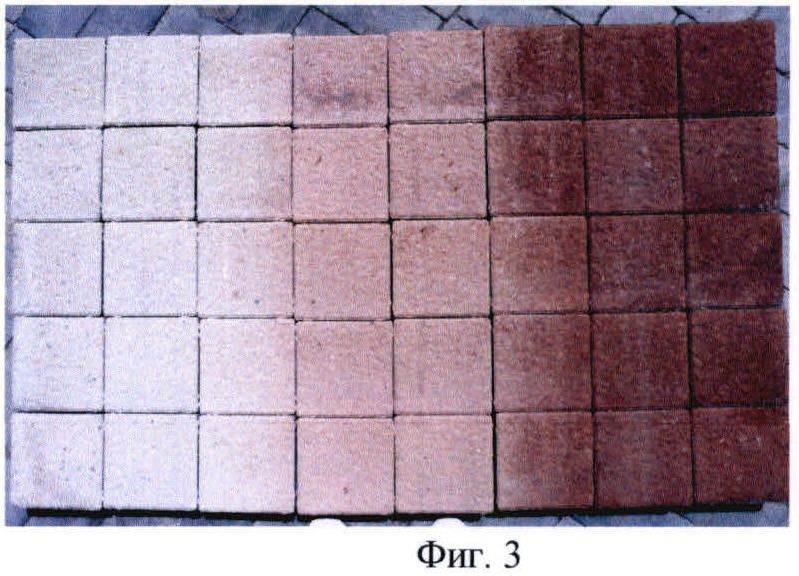
На фигуре 3 представлена фотография партии готовых изделий из цветного бетона, размещенной на поддоне.
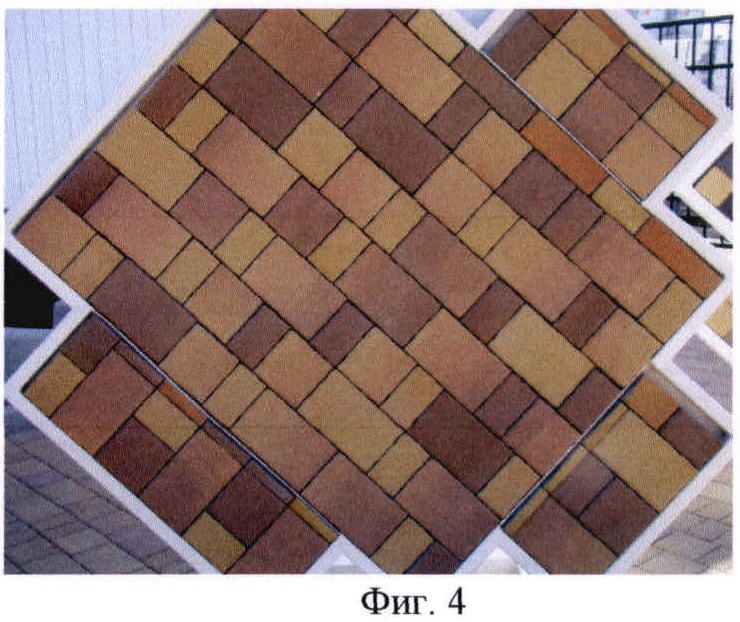
На фигуре 4 показана укладка тротуарной плитки на объекте строительства с чередованием переходов цвета между соседними плитками.
Как показано на фиг.1, в соответствии с заявленным способом после формования основного слоя осуществляют подачу бетонной смеси облицовочного слоя в промежуточный приемочный бункер 1, который отделен от основного бункера 2 шибером 3.
Промежуточный приемочный бункер 1 снабжен продольными перегородками, не допускающими смешивания порций облицовочного бетона разного цвета. Указанные перегородки разделяют промежуточный приемочный бункер 1 на независимые ячейки, количество которых соответствует количеству разноцветных смесей облицовочного бетона, используемых в одном цикле получения изделий. Облицовочный бетон каждого цвета подается в промежуточный приемочный бункер 1 раздельно, а после завершения подачи всех цветов облицовочного бетона шибер 3 открывают, то есть переводят из положения «закрыт», как показано на фиг.2, в положение «открыт». Облицовочная смесь опускается (выпадает) в основной бункер 2 облицовочного бетона. При перемещении бетона из промежуточного приемочного бункера 1 в основной бункер 2 происходит частичное смешивание порций разноцветного бетона, которое продолжается на этапе формования изделий. Для формования изделий из основного бункера 2 бетон дозируется в трансферкару 4. Трансферкара 4 представляет собой вагонетку без дна, размещенную под бункером 2 на плоском металлическом столе (на чертеже стол не показан). Этот стол находится на одном уровне с матрицей 5 пресс-формы и примыкает к ней. Трансферкара 4 перемещается к матрице 5 и совершает возвратно-поступательное движение над матрицей 5 пресс-формы, чтобы бетон облицовочного слоя поступил в ячейки матрицы, в которых уже находится слой основного бетона. Возвратно поступательное движение трансферкары дополнительно размывает границы между раздельно загруженными в бункер порциями цветного бетона, обеспечивая плавный переход друг в друга разных цветов с получением готового бетонного изделия с расцветкой типа «колормикс».
Пример 1
В соответствии с заявленным изобретением методом полусухого вибропрессования изготовили тротуарную плитку квадратной формы с размерами: длина 200 мм, ширина 200 мм, высота 60 мм. Плитку изготовили в два слоя: основной слой и облицовочный слой. Цветовая гамма облицовочного слоя варьировалась в пределах основных цветовых пигментов, а также в зависимости от процентного содержания этих пигментов в составе слоя. Основные цвета облицовочного слоя, опробованные при реализации изобретения, - это красный, зеленый, синий, оранжевый, желтый, коричневый, черный, серый (изготавливается без применения цветовых пигментов на сером цементе), белый (изготавливается без цветовых пигментов с применением белого цемента), горчичный, розовый, бежевый и песочный. Также возможно изготовления и других цветов в зависимости от процентного отношения пигментов при их смешивания в по выбранному рецепту.
Готовая бетонная смесь для формирования основного слоя тротуарной плитки подается навесным кюбелем из смесителя в приемочный бункер основного бетона.
Готовая бетонная смесь для получения облицовочного слоя продукции подается навесным кюбелем из смесителя в приемочный бункер облицовочного бетона.
Основным принципом укладки облицовочного бетона нескольких цветов является не смешивание цветов друг с другом при загрузке в промежуточный приемочный бункер. Это достигается установлением перегородок в верхней части бункера, отделенной шибером от остального объема бункера. Эта верхняя часть бункера условно называется промежуточным приемочным бункером облицовочного бетона. В соответствии с примером в ней установили две перегородки и получили три ячейки для использования трех исходных цветов бетона: белого, бежевого и коричневого. Перегородки не допускают смешивания между собой указанных цветных смесей облицовочного бетона.
Перегородки внутри облицовочного приемочного бункера установили вдоль движения трансферкары по всей длине бункера. Подача цветного облицовочного бетона осуществляется адресно в каждую ячейку отдельно. Т.е. отдельный цвет укладывается отдельно в каждую ячейку. После подачи всех цветов облицовочного бетона начинается обычный рабочий цикл вибропрессовальной машины.
Из бункера основного бетона и из бункера облицовочного бетона смесь последовательно дозируется в трансферкару.
Трансферкара основного бетона находится по левую сторону от матрицы пресс-формы, а трансферкара облицовочного бетона находится по правую сторону от матрицы пресс-формы.
Матрица пресс-формы представляет собой металлическую пластину со сквозными отверстиями по форме изделия с размерами: длина 200 мм, ширина 200 мм.
Рабочий цикл формовки начинается с движения трансферкары основного бетона, которая перемещается по направляющим в правую сторону (к матрице) и совершает несколько возвратно-поступательных движений над матрицей. Бетон из трансферкары просыпается в матрицу. После совершения засыпки трансферкара возвращается на свое исходное положение по левую сторону от матрицы.
В матрицу под давлением опускается пригруз (пуансон) вибропрессовальной машины и производит профилирование, продавливая смесь основного бетона в матрицу.
После профилирования начинается движение трансферкары облицовочного бетона по направляющим в левую сторону (к матрице) и совершается несколько возвратно-поступательных движений над матрицей. Бетон из трансферкары просыпается на матрицу, в ячейках которой уже находится профилированный слой основного бетона. После завершения засыпки трансферкара возвращается на свое исходное положение по правую сторону от матрицы.
В матрицу под давлением опускается пуансон вибропрессовальной машины, продавливая всю смесь, находящуюся в матрице. В этот момент включаются вибраторы, находящиеся под матрицей. Полусухая смесь прессуется под действием вибрации снизу и пуансона сверху.
После завершения вибрации пуансон выдавливает продукцию из матрицы на технологический поддон, и поддон подается в сушильную камеру. Цикл изготовления партии изделий в виде квадратной тротуарной плитки завершен.
Результатом данного способа укладки облицовочного бетона является то, что цвета бетонной смеси, поданные в приемочный бункер, плавно переходят друг в друга на технологическом поддоне после окончания рабочего цикла получения изделий из цветного архитектурного бетона. На фигуре 3 представлена фотография размещенной на поддоне партии изделий с переходом цвета от белого до коричневого через бежевый.
Тротуарная плитка, полученная в соответствии с заявленным изобретением, представляет из себя цветную брусчатку, у которой окрашен облицовочный слой. Как видно на фиг.3, цвета, используемые при изготовлении формуемых изделий, на поддоне плавно переходят друг в друга по всей его площади.
Окрашивание тротуарной плитки не ухудшает ни физические, ни механические свойства продукции. Прочность на сжатие тротуарной плитки, полученной в соответствии с примером 1, составляет 30 МПа, что соответствует классу бетона по прочности 30В. Морозостойкость составляет - 200 циклов замерзания и оттаивания (F200). Водопоглощение - до 5%.
Во время укладки тротуарной плитки на объектах строительства получаемая брусчатка перемешивается, а чередование переходов цвета между соседними плитками создает неповторимые цветовые решения (См. фиг 4, где показана брусчатка с переходом от желтого в коричневый цвет).
Пример 2
В соответствии с заявленным изобретением методом полусухого вибропрессования изготовили бордюры (бордюрный камень), имеющие основной слой и облицовочный слой. Технология изготовления изделий такая же, как в примере 1.
Бордюрный камень, полученный в соответствии с заявленным изобретением, имеет окрашенный облицовочный слой. Цвета изготовленного бордюра, использованные при формовании изделий, на поддоне плавно переходят друг в друга по всей его площади.
Пример 3
В соответствии с заявленным изобретением методом полусухого вибропрессования изготовили бордюры в виде поребрика, имеющего основной слой и облицовочный слой. Технология изготовления изделий такая же, как в примере 1.
Поребрик, полученный в соответствии с заявленным изобретением, имеет окрашенный облицовочный слой. Цвета изготовленного поребрика, использованные при его формовании, на поддоне плавно переходят друг в друга по всей площади поверхности готовых изделий.
Способ изготовления изделий из декоративного бетона с фотолюминесцентным пигментом
Способ изготовления изделий из декоративного бетона

