Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
Вид РИД
Изобретение
Изобретение относится к электрохимическим методам обработки и может быть использовано при обработке глубоких отверстий малого диаметра в деталях машин.
Известен аналог - способ размерной электрохимической обработки в описании изобретения к авторскому свидетельству СССР №205489, МПК С23В 1/00 от 21.01.1965, опубл. 13.11.1967 в бюл. №23, отличающийся тем, что с целью обеспечения сплошности слоя электролита в зазоре в период электролиза, процесс анодного растворения осуществляют периодическими импульсами тока при неподвижном электролите, причем обмен его в межэлектродном зазоре производят во время пауз тока.
Недостатки: недостаточно высокая производительность процесса формообразования.
Известен прототип - способ электрохимической обработки импульсами технологического тока в описании изобретения к авторскому свидетельству СССР №944850, МПК В23Р 1/00 от 26.05.80, опубл. 23.07.82 в бюл. №27, заключающийся в том, что
1. Способ электрохимической обработки импульсами технологического тока с наложением на рабочую зону в паузах между ними ультразвуковых колебаний с периодом, кратным периоду следования импульсов технологического тока, отличающийся тем, что с целью повышения производительности процесса обработки ряда глубоких отверстий в диэлектрической детали с токоведущими стержнями обрабатываемую деталь в процессе обработки непрерывно перемещают перпендикулярно источнику ультразвуковых колебаний со скоростью, кратной отношению шага между отверстиями в детали к периоду следования импульсов технологического тока.
2. Способ по п.1, отличающийся тем, что во время паузы импульсного тока устанавливают не менее времени нахождения обрабатываемого отверстия в зоне действия источника ультразвуковых колебаний.
Недостатки: недостаточно высокая производительность процесса формообразования.
Технический результат: повышение производительности процесса формообразования.
Технический результат достигается способом электрохимической обработки технологически армированных композитных материалов при наложении ультразвукового поля, включающим формирование отверстий малого диаметра в предварительно подготовленной заготовке, состоящей из матрицы, изготовленной из твердого сплава, и установленной в нее при формовке стальной технологической арматуры. В способе заготовку подключают к положительному полюсу источника постоянного технологического тока и погружают в электролит, обеспечивая между ее торцом и лепестком вращающегося катода-инструмента расстояние, равное начальному межэлектродному зазору, причем на заготовку и катод-инструмент подают напряжение, обеспечивающее растворение арматуры с пассивацией материала матрицы, а частоту вращения катода-инструмента устанавливают в соответствии с эмпирической зависимостью:
n=k·f·j/N,
где n - число оборотов катода-инструмента, k=(1-1,2)·10-4 для диэлектрических и k=(0,75-0,9)·10-4 для токопроводящих матриц,
f - частота колебаний ультразвукового преобразователя,
j - плотность технологического тока,
N - число лепестков катода-инструмента.
При осуществлении способа доставка электролита в межэлектродный зазор обеспечивается звукокапиллярным эффектом, не прерываемым во времени.
При электрохимической обработке в технологической зоне образуется газошламовый экран, препятствующий прохождению технологического тока, что уменьшает интенсивность удаления материала. При назначении оптимальных режимов формообразования в единицу времени выделяется объем загрязнений, который не может быть эффективно удален с использованием традиционных способов - прокачкой электролита через межэлектродный зазор.
Смена электролита в рассмотренных источниках производится в паузах между импульсами технологического тока:
- в авторском свидетельстве на изобретение-аналоге №205489 предлагается периодически прерывать процесс анодного растворения и подавать в промежуток между импульсами тока рабочую среду;
- в авторском свидетельстве - прототипе №944850 предлагается периодически снижать интенсивность удаления материала путем использования неподвижного катода-инструмента с отверстием, в котором установлен излучатель ультразвуковых колебаний. При этом вращение заготовки согласовано с подачей импульса или пакета импульсов. Период промывки осуществляется в промежутках между ними, когда обрабатываемый участок изделия находится в кавитирующей области.
Существенным отличием от аналогов является постоянное воздействие кавитации на технологическую зону, что увеличивает интенсивность ее очистки. Вследствие малой инерционности анодных процессов накопление продуктов обработки происходит с большой скоростью. Применение звукокапиллярного эффекта позволяет частично выводить блокирующие обработку газовые и шламовые фазы из технологической зоны во время цикла формообразования с наибольшей величиной технологического тока. Тем самым увеличивается продолжительность собственно анодного растворения.
Но в обрабатываемых капиллярных каналах накопление продуктов обработки происходит с большей скоростью, чем их вывод с использованием ультразвуковых явлений, энергетический вклад которых лимитируется физическими свойствами среды распространения ультразвука.
Экранирующие фазы с течением времени становятся стационарными и уменьшают электропроводность электролита находящегося в межэлектродном зазоре. Производительность удаления материала арматуры уменьшается до недопустимых значений. В период снижения величины технологического тока, что обеспечивается вращением катода, объем блокирующих загрязнений не увеличивается. Это позволяет беспрепятственно вывести значительную часть газа и шлама из межэлектродного зазора с использованием звукокапиллярного эффекта и восстановить электропроводность электролита, находящегося в получаемом канале.
Следующий цикл анодного растворения происходит при больших плотностях тока и с большей скоростью до накопления блокирующих обработку загрязнений, после чего очистка повторяется. Результатом применения предложенного способа является увеличение количества удаленного материала арматуры в единицу времени по сравнению с приведенными выше источниками.
Импульсы в известных аналогах вырабатываются генератором и требуют согласования с периодами промывки межэлектродного зазора, на что затрачивается дополнительное время на настройку технологического оборудования и усложняет конструкцию источника питания.
Существенным отличием от аналогов в заявленном изобретении является то, что импульсы технологического тока формируются при вращении катода-инструмента, что обуславливает синхронизацию технологических воздействий. Применение данной конструкции позволяет оптимально варьировать закона изменения величины технологического тока.
В условиях выпуска изделий с использованием технологически армированных заготовок механическое регулирование режимов формообразования за счет вращения катода-инструмента сокращает время на наладку станка отказом от регулирования синхронизирующих устройств. Результатом является сокращение доли подготовительно-заключительного времени, что для партии деталей обуславливает повышение производительности.
Сопоставительный анализ показывает, что заявленное изобретение отвечает условию патентоспособности.
Сущность заявленного изобретения поясняется на чертежах, где
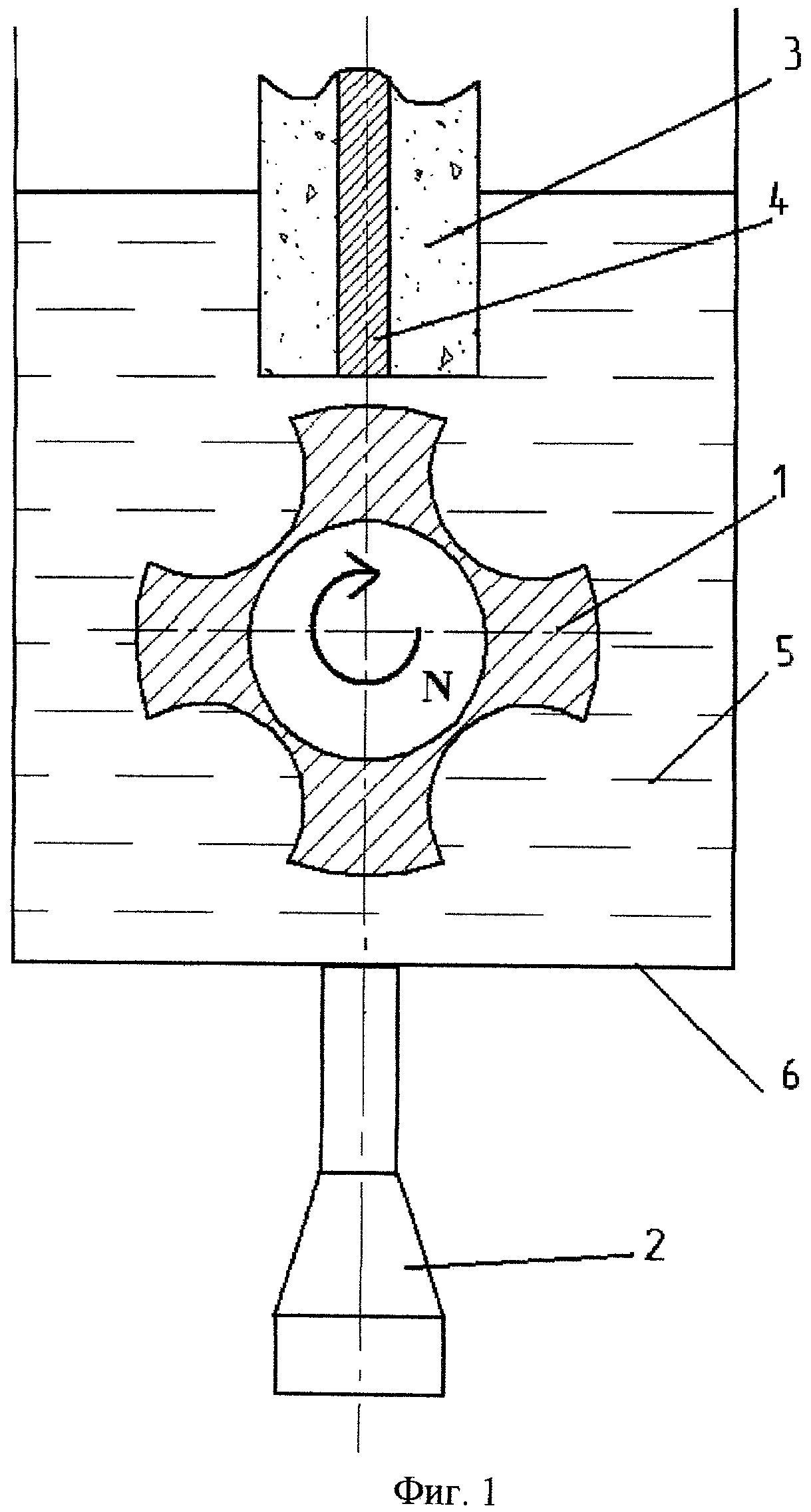
на фиг.1 изображена общая схема установки;
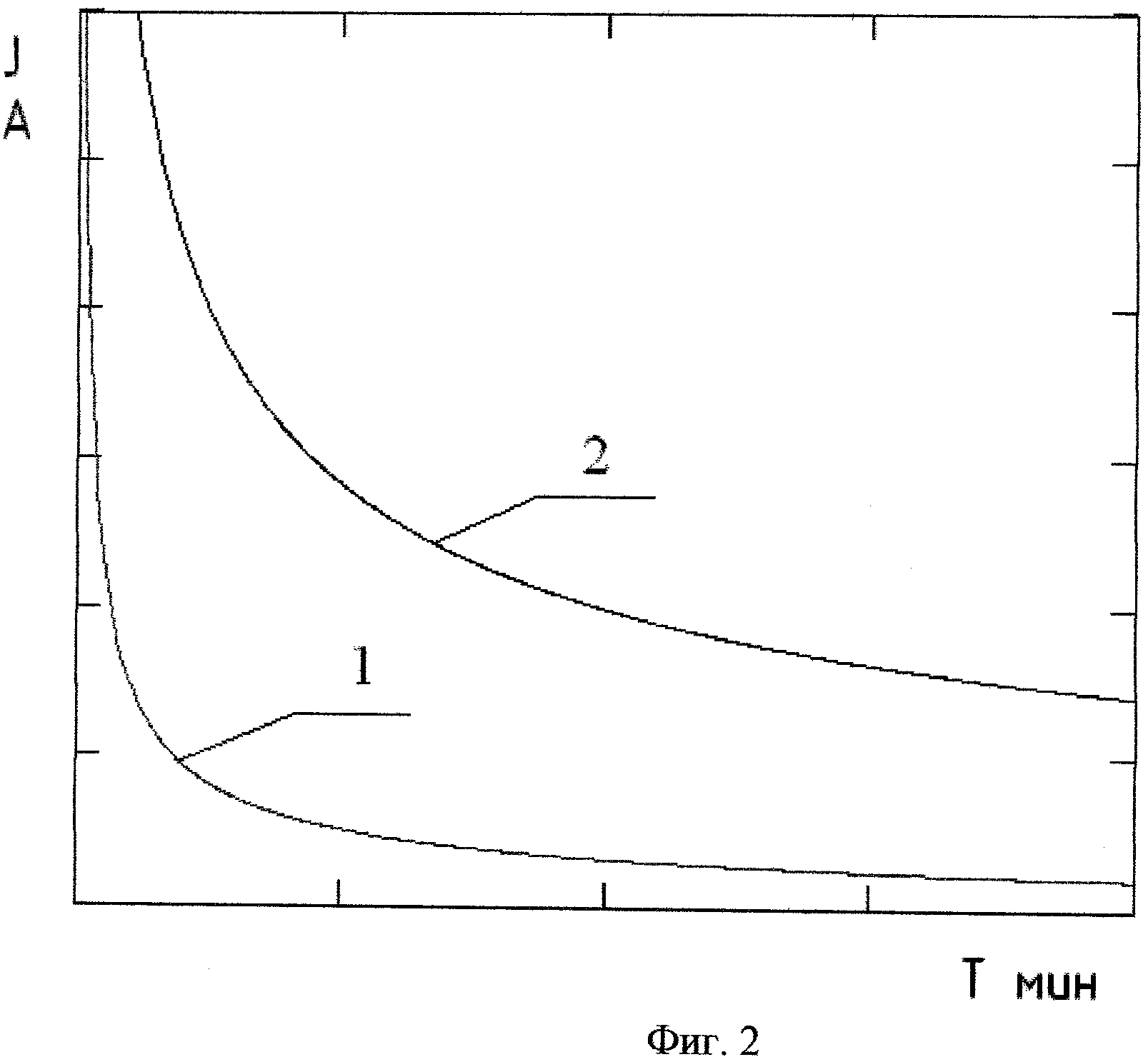
на фиг.2 - график изменения зависимости производительности процесса формообразования, который выражает зависимость величины технологического тока J от времени Т.
Заявляемый способ осуществляется следующим образом.
Предварительно полученную заготовку, состоящую из матрицы 3, изготовленную из твердого сплава и стальной технологической арматуры 4 установленной при формовке, присоединяют к положительному полюсу источника постоянного технологического тока, затем ее погружают в электролит 5 находящийся в ванне 6 таким образом, чтобы между ее торцом и лепестком катода инструмента 1 было расстояние, равное начальному межэлектродному зазору, задают частоту и интенсивность ультразвуковых колебаний преобразователя 2, устанавливают количество оборотов катода в соответствии с эмпирической зависимостью:
n=k·f·j/N,
где n - число оборотов инструмента-катода, об/мин;
k - безразмерный коэффициент (1-1,2)·10-4 для диэлектрических и k=(0,75-0,9)·10-4 для токопроводящих матриц;
f - частота колебаний ультразвукового преобразователя, Гц;
j - плотность технологического тока, А/см2;
N - число лепестков катода-инструмента.
Назначают напряжение на электродах, обеспечивающее производительное растворение арматуры с пассивацией материала матрицы, что обеспечивает избирательное травление вставок, формирующих канал. При вращении инструмента периодически снижается плотность технологического тока при одновременном воздействии звукокапиллярного эффекта, что увеличивает производительность промывки.
Фиг.2 показывает изменение зависимости производительности процесса формообразования, которая выражается величиной технологического тока J от времени - Т. Позиция 1 отражает динамику формообразования в изобретении-прототипе. В заявляемом изобретении - позиция 2 - видно, что снижение тока с течением времени происходит по более пологой траектории. То есть показатель производительности процесса формообразования - технологический ток снижается менее интенсивно. Таким образом, большая полезная энергия может быть доставлена к обрабатываемой поверхности в одинаковый интервал времени.
Пример осуществления заявляемого способа.
В заготовку, изготовленную из твердого сплава ВК6М на стадии формовки установлена арматура из стали 20. Анод и катод-инструмент подключены к источнику питания постоянного тока с напряжением 2,2 вольта и находятся в электролизере, наполненном электролитом, состоящим из дистиллированной воды и хлорида натрия концентрацией 100 г/л. Плотность тока при этом составляет 200 А/дм2, межэлектродный зазор 0,5 мм. Для озвучивания электролизера используют ультразвуковые колебания с частотой 22 кГц интенсивностью 2 Вт/см2. Частота вращения определяется из эмпирической зависимости и составляет 121 об/мин.
Когда рабочий выступ катода находится против обрабатываемого канала, происходит интенсивное электролитическое удаление материала. По мере вращения к технологической зоне перемещается паз катода. Растворение материала и выделение шлама и газа происходит с меньшей скоростью. При подходе следующего лепестка к торцу заготовки в отверстии снова производится активный съем материала вставки. Доставка чистой рабочей жидкости производится непрерывно. Окончание обработки определяют по времени. Для отверстия диаметром 0,1 мм, глубиной до 15 мм оно составляет около 30 минут. Заявляемый способ позволяет получать микроканалы протяженностью свыше 100 диаметров.
Технико-экономический эффект.
Использование заявляемого способа обеспечивает повышение производительности процесса формообразования, заключающегося в увеличении объема продукции, получаемой в единицу времени с единицы технологического оборудования на 5-15%. Данный показатель обеспечивается увеличением средней плотности технологического тока.
На практике способ применяется для изготовления рабочих частей формообразующего инструмента с улучшенным подводом смазывающе-охлаждающей жидкости непосредственно в зону резания или пластического деформирования. Заявляемый способ получения микроканалов в сверхтвердых токопроводящих материалах используется с 2005 года, апробирован на предприятии «СКИФ-М». Технология применяется при изготовлении пуансонов штампов из твердого сплава для операций вытяжки тонкостенных деталей.
Напорный клапан

