Результат интеллектуальной деятельности: СВЕРЛО
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к области обработки металлов резанием к металлорежущим инструментам, в частности к сверлам, и может быть использовано при обработке отверстий.
Уровень техники
Известны устройства кольцевых инструментов для сверления со сменными режущими пластинами с радиальными опорами резания, осуществляющих процесс резания, расположенных в разных направлениях разных координат одного диаметра резания (см. В.А.Аршинов «Резание металлов и режущий инструмент» 1976 г. Стр.217).
Недостатком является то, что инструмент имеет ограничение в применении, так как при резании отверстий оставляет сердцевину, соединенную с обрабатываемой заготовкой, а также низкую прочность корпусов малого диаметра со сменными режущими элементами, при котором кольцевые сверла не имеют возможности изменения диаметра резания.
Известно сверло, содержащее вершину, направленную к хвостовику (см. SU 286458 А, Виноградов А.А. и др., 15.08.1970 г.).
Недостатком является то, что вышеупомянутое выполнение вершины сверла предусматривает снижение осевого усилия без повышения осевой точности резания.
Известно устройство направления оси резания с радиальными осевыми опорами, выполненными режущей кромкой и опорными вкладышами (RU 2136450 С1, МПК В23В 51/00, опубл. 10.09.1999, Сандвик А.Б.).
Недостатком является то, что при смене отработавших элементов опор затрачивается лишнее время на смену каждого элемента в отдельности. Радиальные опоры, выполненные с возможностью резания являющимися перифериями режущих кромок, имеют низкую стойкость резания или скорость резания за счет увеличенной толщины срезаемого слоя. При этом радиальный износ периферии режущей кромки происходит неравномерно, по сравнению с радиальным износом опорного вкладыша, что влияет на стойкость и обуславливает необходимость одновременной замены всех радиальных опор резания для уравновешивания всех радиальных нагрузок. При этом на опорный вкладыш налипает стружка, что также разбалансирует опоры резания.
Известен режущий инструмент и взятый за прототип охлаждаемый, содержащий корпус со стружковыводящими каналами и сменный элемент сплошного резания с устройством направления оси крепления сменного элемента к корпусу (см. RU 2215620 С2, В23В 51/00, 10.11.2003, Искар Лтд.).
Недостатком является то, что сменный элемент имеет ненадежный прижим к корпусу из-за того, что осевая фиксация не произведена до периферии, относительно оси, а это обуславливает наличие вибраций и снижает стойкость. При этом направление оси резания, произведенное воздействием горизонтальных сил резания при угле режущих кромок при вершине, направленной от хвостовика, осуществляется двумя режущими кромками, между которыми остаются направления для вибраций и отклонения от заданной оси резания, что снижает осевую точность резания, особенно при глубоком резании, а также низкую стойкость к радиальным нагрузкам сменного элемента относительно корпуса. При этом вдавливание центра сменного элемента в обрабатываемый металл производится неудовлетворительно, так как по образованному профилю производимого отверстия отделение частиц металла стружки производится с разрывом большего количества межатомных связей.
Раскрытие изобретения
Технический результат, который может быть получен с помощью заявленного изобретения, сводится к повышению производительности резания, расширению возможностей устройств, применяемых при сверлении, повышению осевой точности, облегчению врезания в обрабатываемый материал и исключению вибрации при резании.
Технический результат достигается сменным элементом, выполненным без стружковыводящих каналов с центральной и зенковочной частями, при этом радиальные опоры одного диаметра резания, выполненные с возможностью резания, расположены как минимум в трех разных относительно оси направлениях координат, на зенковочной части установлены режущие элементы, а на центральной части - режущая пластина, корпус выполнен с возможностью соединения со сменными элементами, имеющими различные диаметры резания с диапазоном изменения 0,001-7,001 мм, причем на сменном элементе для соединения с корпусом выполнены направляющие поверхности, упорные поверхности и отверстия, направляющие поверхности выполнены цилиндрическими с коническими участками и соединены с цилиндрическими направляющими поверхностями корпуса с опорой, при этом упорные поверхности выполнены с наклоном от координаты, пересекающей ось, на угол, равный 10-50 градусов, с возможностью радиального самозажима до периферии включительно сменного элемента, а отверстия сменного элемента соединены со штифтами, установленными в корпусе, при этом сверло снабжено имеющей сниженную твердость амортизирующей прокладкой для соединения сменного элемента с корпусом, причем корпус выполнен с базовыми поверхностями, расположенными под углом 1-12 градусов, при этом центральная часть сменного элемента выполнена двухкромочной с вершиной угла режущей кромки при вершине, направленной к хвостовику и содержащей перемычку.
При этом режущие элементы расположены под углами отклонения от координаты, пересекающей ось, на 0-15 градусов в сторону хвостовика и отклонения на 0-14 градусов по плоскости резания.
При этом сменный элемент выполнен с возможностью двухстороннего резания режущих элементов с участками, имеющими разные глубины врезания в обрабатываемый материал, расположенных в одной плоскости резания.
При этом корпус выполнен с внутренним или наружным выходом стружки.
При этом сменный элемент, соединенный с корпусом, выполнен с дополнительным устройством направления оси резания, например центровочным кольцом, сменный элемент соединен с корпусом винтами.
При этом штифты выполнены с возможностью смещения по своей оси и соединены с пружинами.
Описание чертежей
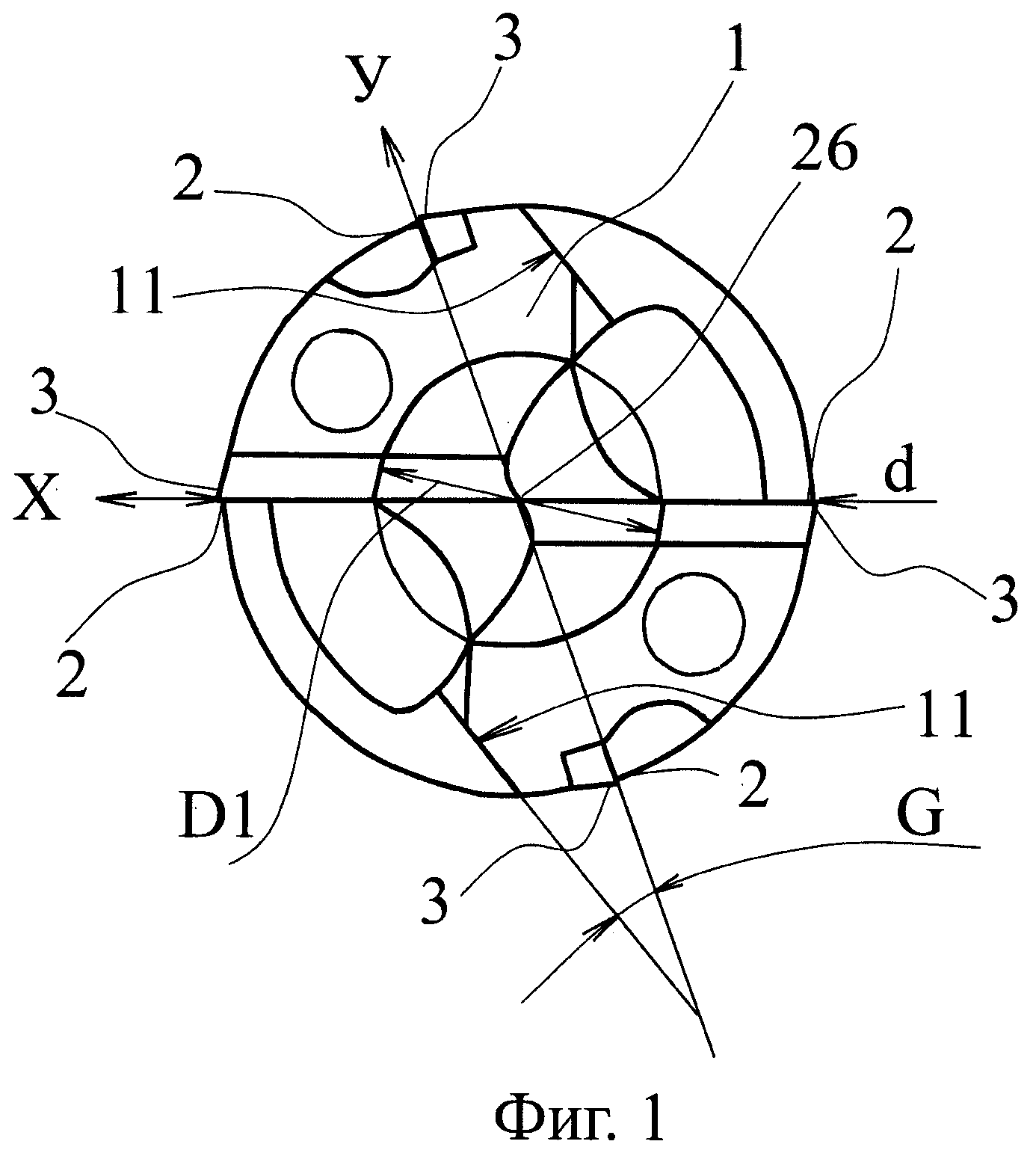
На фиг.1 - сверло.
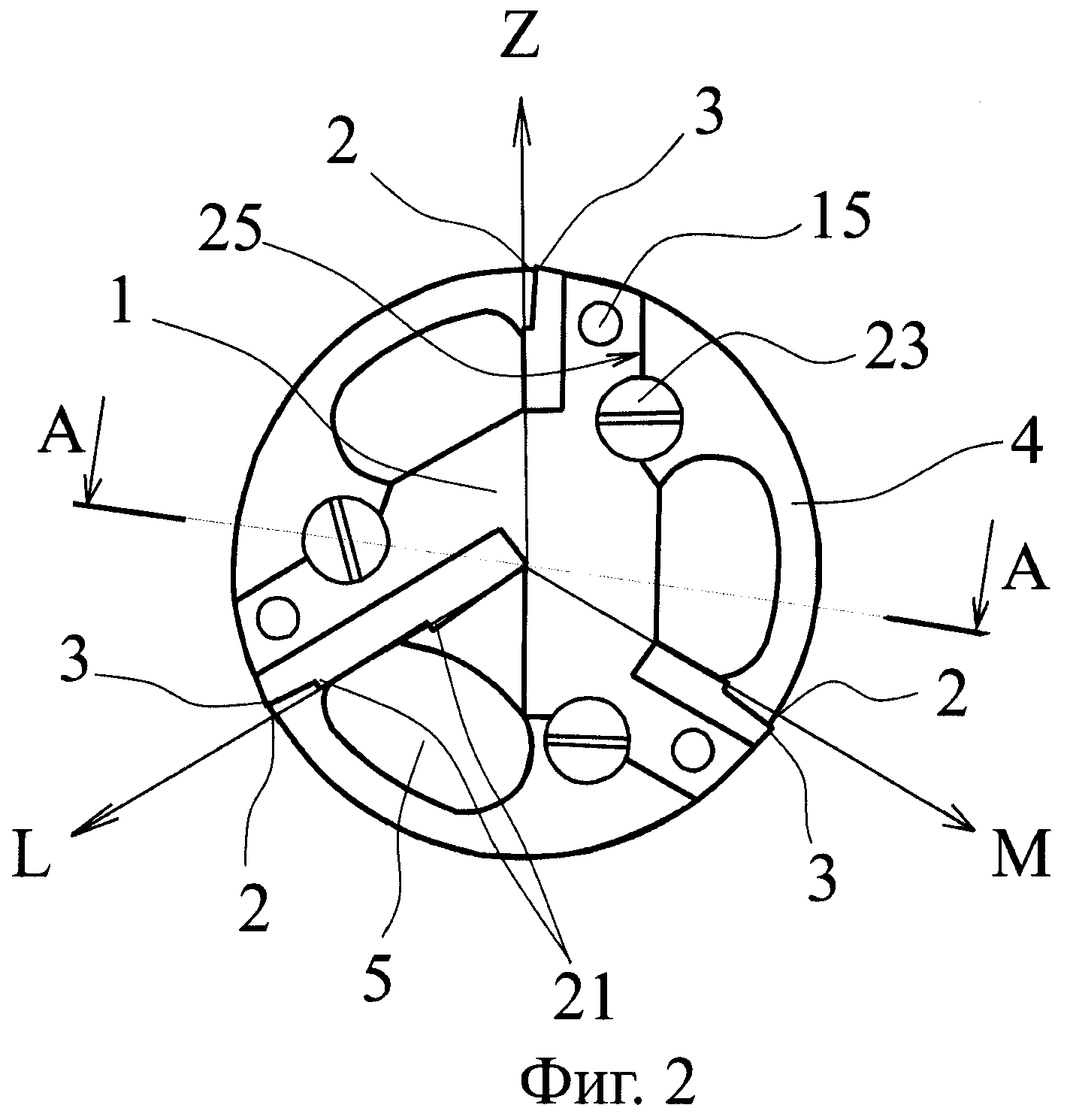
На фиг.2 - то же, сменный элемент.
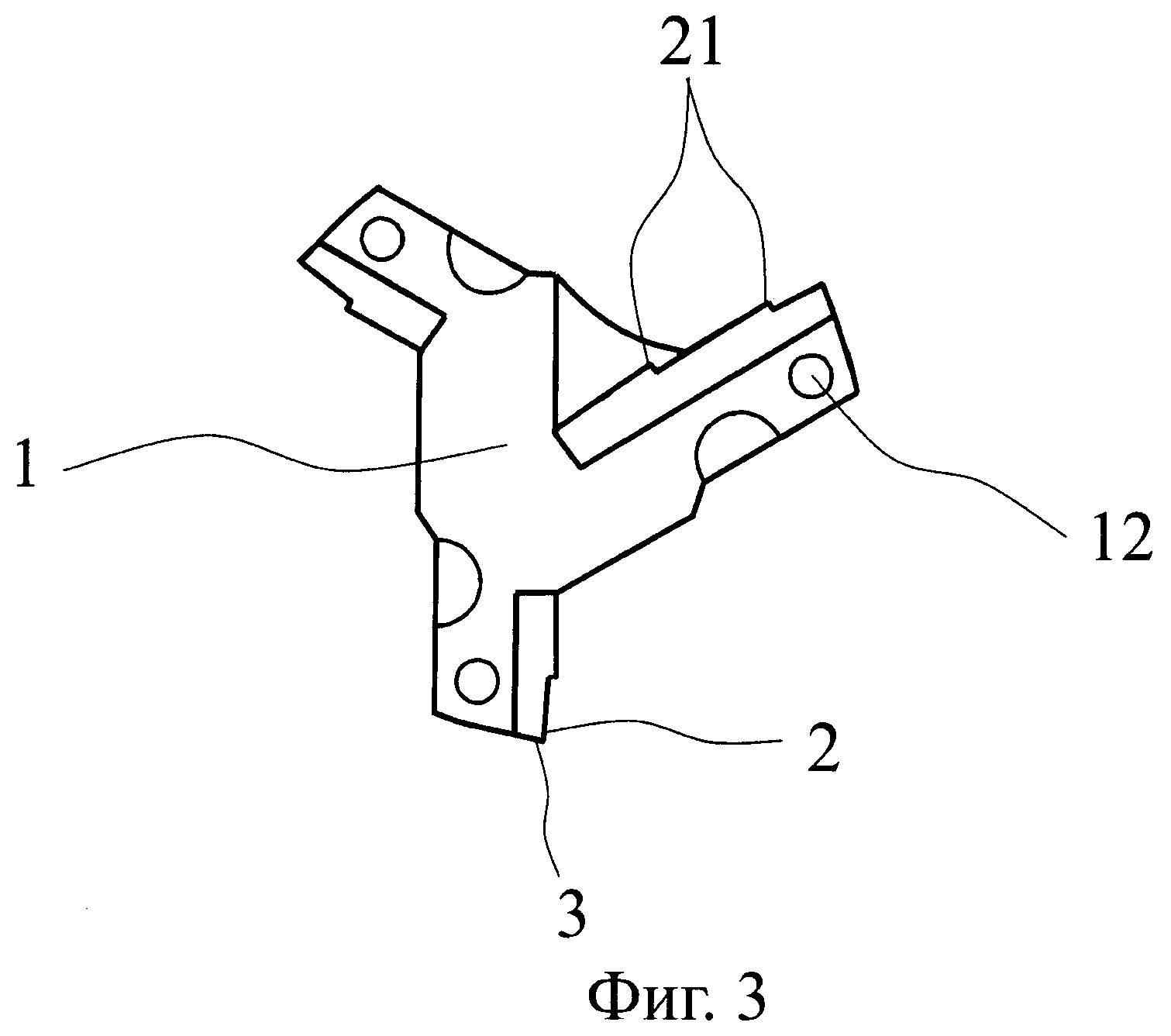
На фиг.3 - то же, сменный элемент
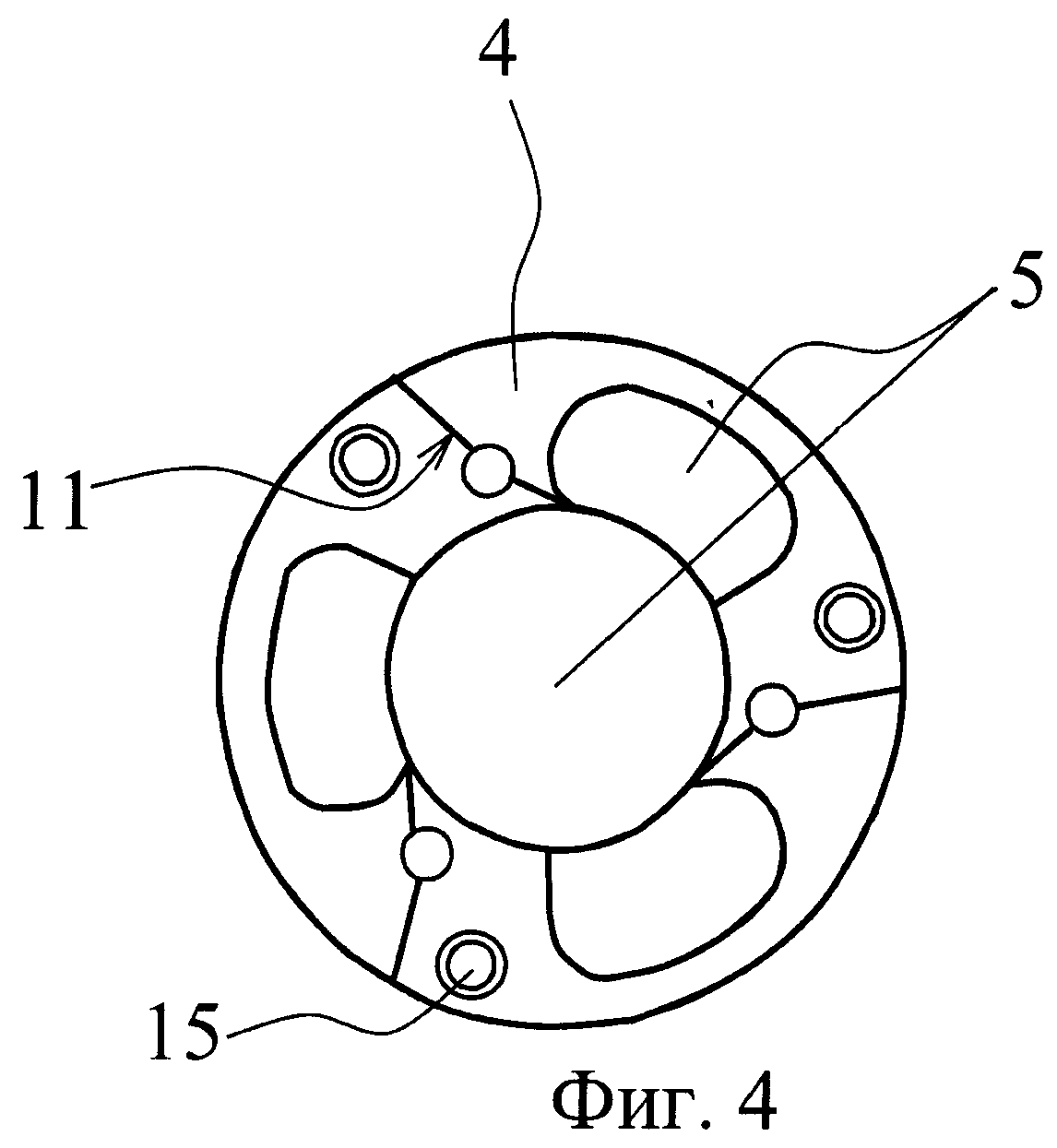
На фиг.4 - то же, корпус, вид спереди.
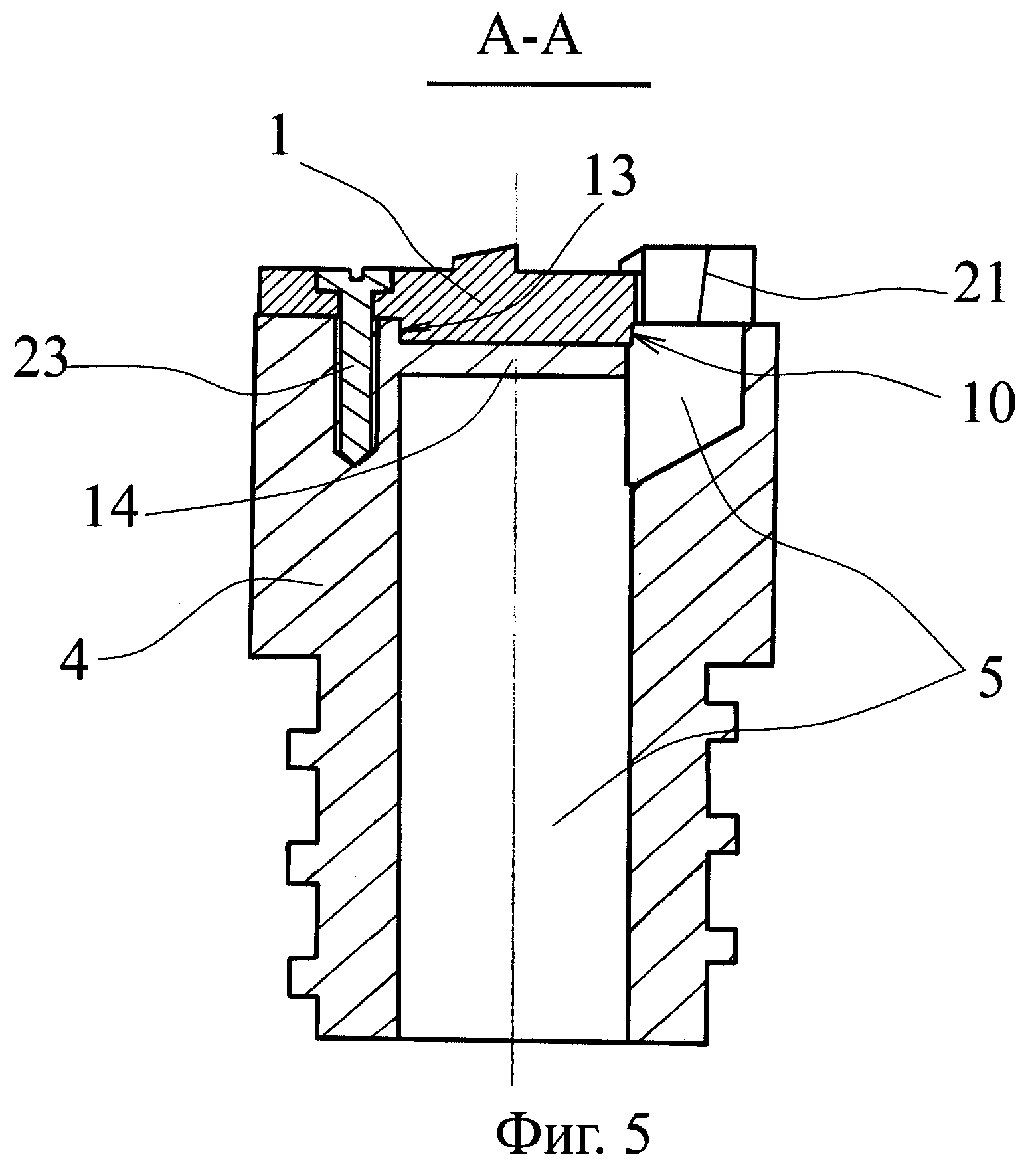
На фиг.5 - то же, сечение А-А фиг.2.
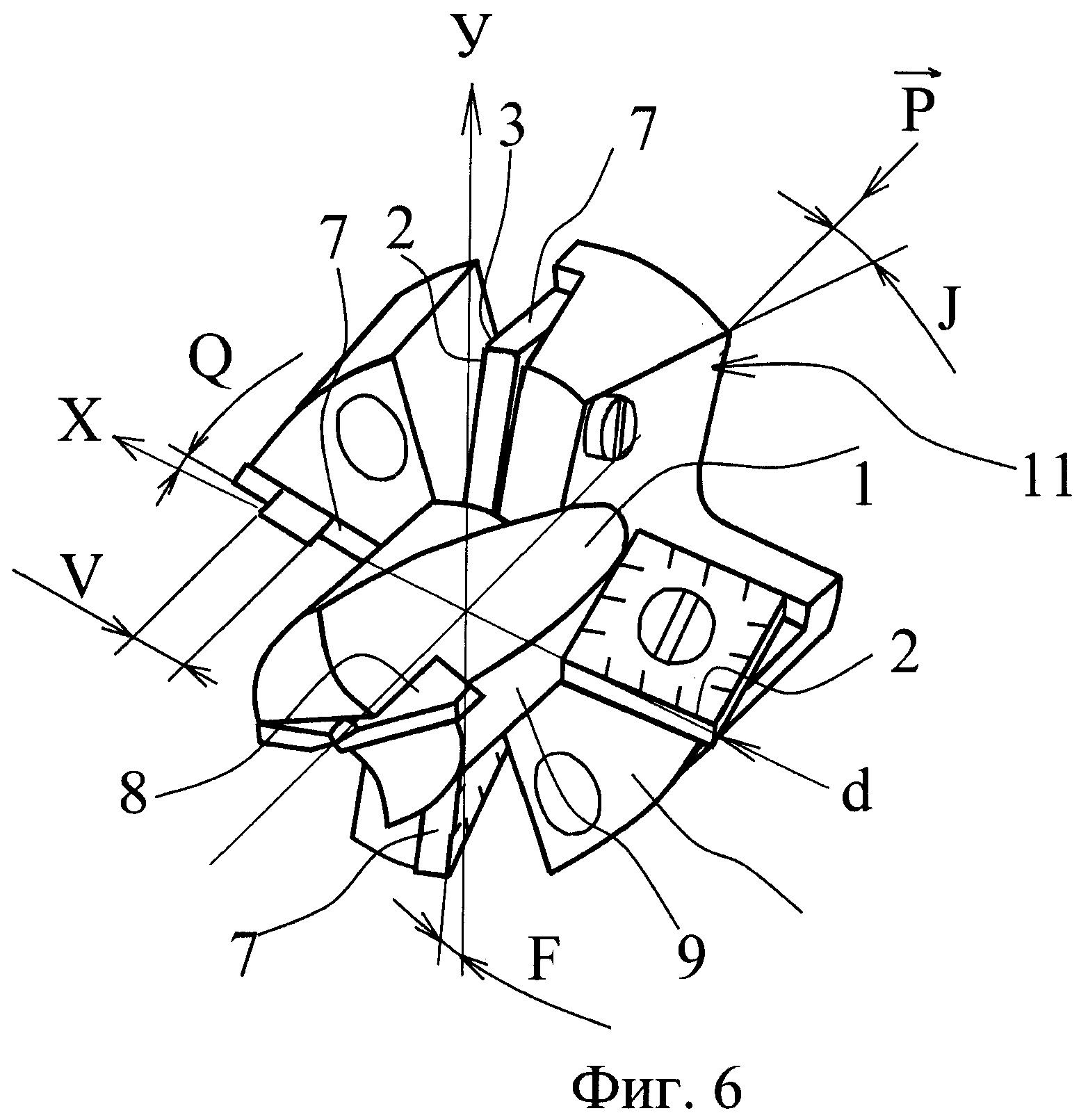
На фиг.6 - то же, сменный элемент.
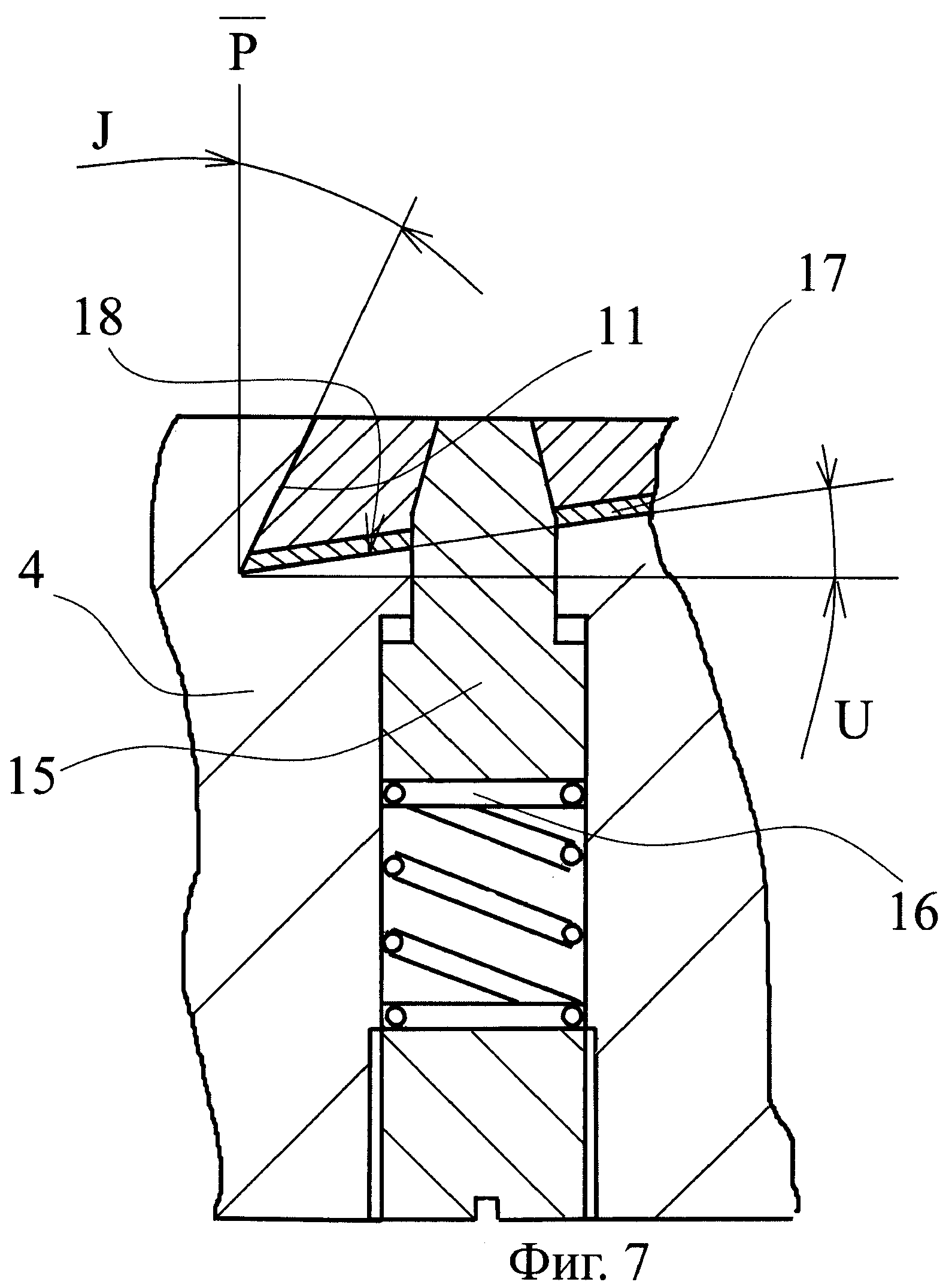
На фиг.7 - то же, штифт, соединенный с пружиной.
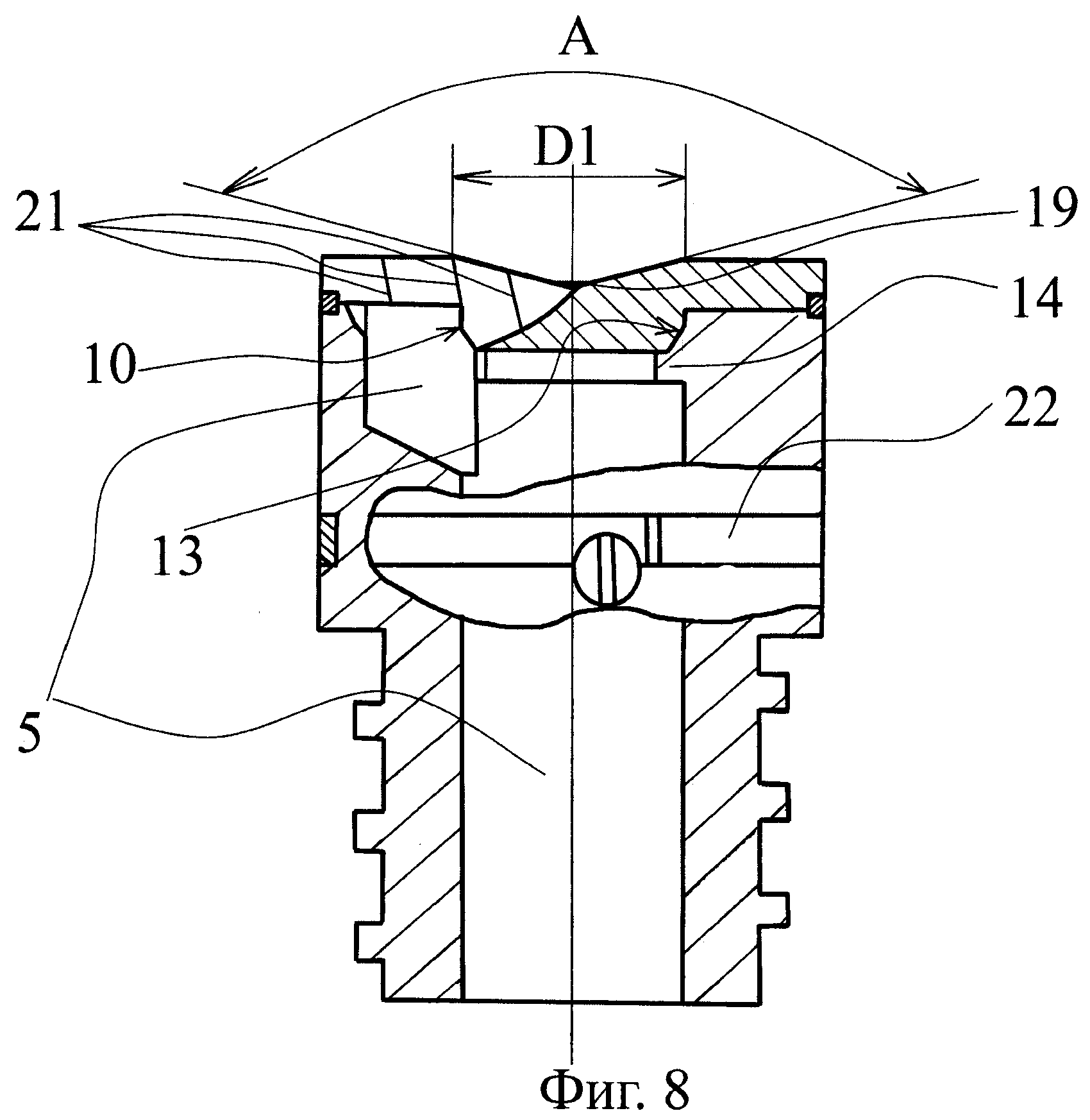
На фиг.8 - то же, центральная часть с вершиной угла при вершине, направленной к хвостовику.
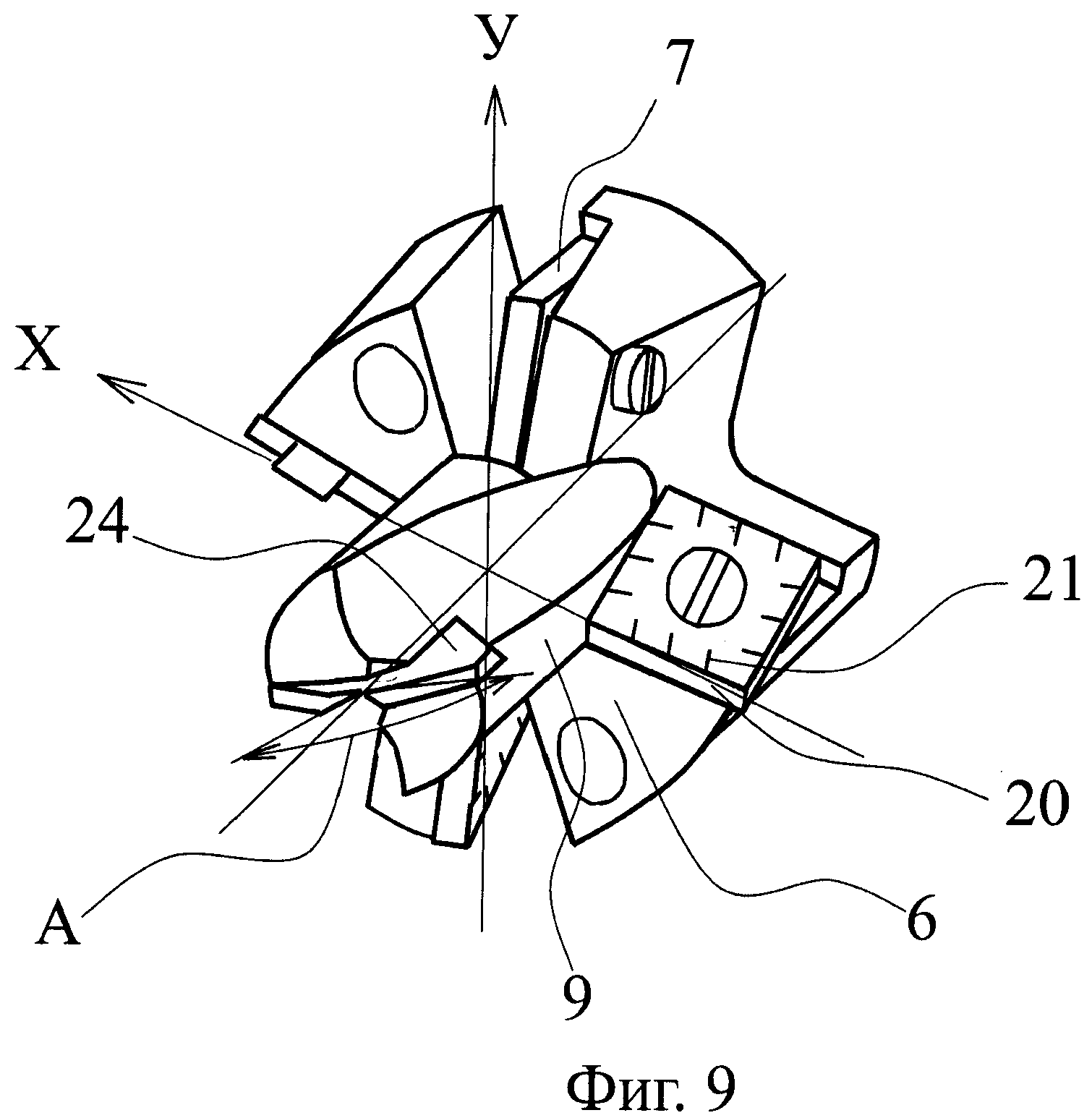
На фиг.9 - то же.
Осуществление изобретения
Сменная часть сверла сплошного резания выполнена сменным элементом 1, не содержащим стружковыводящие каналы, а устройство направления оси резания сменного элемента 1 снабжено радиальными опорами, выполненными с возможностью резания, включающими режущую 2 и опорную 3 стороны, расположенными в разных от оси направлениях разных координат X, У, лежащих радиально на одном диаметре d резания и в одной плоскости резания, или снабжено радиальными опорами, выполненными с возможностью резания, включающими режущую 2 и опорную 3 стороны и расположенными как минимум в трех разнонаправленных от оси радиальных координатах Z, M, L одного диаметра d резания, при этом сменный элемент 1, не содержащий стружковыводящие каналы, соединен с корпусом 4, содержащим стружковыводящие каналы 5, или сменный элемент 1, не содержащий стружковыводящие каналы, содержит на зенковочной части 6 сменные режущие элементы 7 и сменную двухкромочную режущую пластину 8, установленную на центральной части 9, при этом сверло выполнено с возможностью соединения корпуса 4 со сменными элементами 1, имеющими различные диаметры d резания с диапазоном различия 0,001-7,001 мм, а соединение сменного элемента 1 с корпусом 4 снабжено направляющими поверхностями 10 сменного элемента 1, также упорными поверхностями 11 и отверстиями 12, причем направляющие поверхности 10 выполнены цилиндрическими с коническими участками и соединены с направляющими поверхностями 13 корпуса 4 и упираются в опору 14. При этом упорные поверхности 11 выполнены с наклонами, одним из которых является наклон от координаты X, У, пересекающей ось на угол G, равный 10-15 градусов, при котором симметричные упорные поверхности 11 не параллельны или параллельны, а другим является наклон от вектора Р направления подачи на угол J, равный 10-30 градусов, а отверстия 12 соединены с штифтами 15. Штифты 15 свободны по своей оси и упираются в пружину 16, при этом соединение сменного элемента 1 с корпусом 4 выполнено через амортизирующую прокладку 17, имеющую сниженную твердость, а корпус 4 выполнен с базовыми поверхностями 18, расположенными под углом U, равным 0-12 градусов, или, как минимум, двухкромочный сменный элемент 1, не содержащий стружковыводящие каналы, соединенный с корпусом 4, выполнен центральной частью с диаметром D1 с вершиной угла А режущей кромки при вершине, направленной к хвостовику, и содержит перемычку 19.
Сменный элемент 1 содержит многогранные сменные режущие элементы 20 со стружкоделителями 21, при этом стружкоделители 21 содержатся на режущей стороне 2.
Режущие элементы 2, 7, 20 расположены под углами Q отклонения от координаты, пересекающей ось, на 0-15 градусов в сторону хвостовика и углами F отклонения на 0-14 градусов по плоскости резания.
Сменный элемент 1 выполнен с возможностью двухстороннего резания рабочих элементов с участками V, имеющими разные глубины врезания в обрабатываемый материал, расположенных на одной плоскости резания.
Сменный элемент 1 выполнен с возможностью соединения с любым корпусом, например с корпусом с внутренним выходом стружки или с корпусом с наружным выходом стружки.
Сменный элемент 1 выполнен с возможностью выполнения операции фрезерования.
Сменный элемент 1, соединенный с корпусом 4, выполнен с содержанием устройств охлаждения, например с воздушным, также устройств стружкоделения, например выполненными ступенчатами 21, также дополнительных устройств направления оси резания, например центровочным кольцом 22, также устройств соединения сменных элементов 1 к корпусу 4, например винтами 23.
Сменный элемент 1 выполнен с центральной частью 9, например содержащей двухкромочную сменную режущую пластину 24 с двухсторонней режущей частью с режущей кромкой, выполненной с вершиной угла А при вершине, направленной от хвостовика.
Сменный элемент 1 прижат к корпусу винтами 23 и содержит упорные поверхности, например упорные поверхности без наклона 25.
Перемычка 19 выполнена с возможностью различной геометрической формы своего выполнения, например режущей кромкой 26, идущей от оси.
Центральная часть режущей кромки, имеющая диаметр D1, с выполненной вершиной угла А при вершине, направленной к хвостовику, содержится на режущей пластине, например выполнена на двухкромочной сменной режущей пластине 24.
Двухкромочная режущая пластина 8 с двухсторонней режущей частью выполнена с устройством зенковочной части сверла или без зенковочной части.
Сверло работает следующим образом.
Сменная часть, выполненная сменным элементом 1, содержит устройство направления оси резания, выполненное с радиальными опорами, лежащими на диаметре d резания сменного элемента 1, содержащего режущие 2 и опорные 3 стороны. Расположение радиальных опор, как минимум через 120-140 градусов друг от друга, как минимум в трех разных координатах Z, M, L, направленных от оси, одного диаметра d и плоскости резания, обеспечивает опору оси резания сменного элемента 1 со стороны радиальных нагрузок, действующих на сменный элемент 1 при резании, за счет того, что режущие 2 и опорные 3 стороны, при любом направлении радиальных нагрузок упираются касательно к обрабатываемой поверхности с противоположной стороны относительно направления действия каждой радиальной нагрузки, что снижает значение всех радиальных нагрузок до нуля, а выполнение радиальных опор с возможностью резания, резания за счет режущих 2, снижает толщину срезаемого слоя, приходящегося на одну, в частности каждую режущую кромку на периферии резания, где происходит наибольший износ режущих кромок.
Вывод: выполнение радиальных опор в координатах Z, M, L или в разных направлениях координат X, У, лежащих на одном диаметре d резания и одной плоскости резания сменного элемента 1, с возможностью резания снижает толщину среза каждой режущей кромки на периферии, обеспечивая при этом функцию направления оси резания, при которой направление оси резания сменного элемента 1 производится опорами со всех сторон симметрично, что позволяет произвести направление оси резания при уравновешенных радиальных нагрузках и уравновешенных силах резания на периферии резания, что позволяет увеличить производительность резания и точность направления оси резания сменного элемента 1, снизить вибрации резания. Таким образом сменный элемент 1 имеет низкую себестоимость за счет исключения лишних конструктивных элементов и повышенную производительность за счет выполнения всех радиальных опор с возможностью резания в совокупности с возможностью направления оси резания, а качество точности направления оси резания повышается за счет выполненных идентично друг другу с одинаковыми характеристиками радиальных опор резания. Сменный элемент 1 аналогично работает со сменными режущими элементами 7, установленными на зенковочной части 6 и с двухкромочной режущей пластиной 8, установленной на центральной части 9.
Для увеличения диаметра d резания сверла, например на 0,07 мм, на корпус 4 устанавливается сменный элемент 1 с диаметром d резания, большим на 0,07 мм предыдущего, что позволяет без отсоединения сверла от станка увеличить или уменьшить диаметр d резания данного сверла, а также произвести замену отработавших режущих элементов без затрат времени, т.е. позволяет снизить технологическое время обработки.
Крутящий момент и подачу сменному элементу 1 сообщает корпус 4, также осуществляющий вывод стружки через стружковыводящие каналы 5. Крутящий момент передается через контакт упорных 11 поверхностей, имеющих наклон на угол J, равный 10-30 градусов. Наклон упорных поверхностей 11 способствует прижиму сменного элемента 1 к базовым 18 поверхностям корпуса 4, также имеющим угол U, равным 0-12 градусов, способствующий снижению вибрации и фиксации сменного элемента 1 к упорным 11 поверхностям за счет своего наклона. Фиксацию также осуществляют штифты 15 через отверстия 12 для осуществления функции радиального самозажима сменного элемента 1 к корпусу.
Соединение корпуса 4 и сменного элемента 1 осуществляется с помощью направляющих 10 поверхностей сменного элемента 1, сопряженных по оси с направляющими 13 поверхностями корпуса 4, при этом упорные поверхности 11 выполнены с наклоном на угол G, равным 10-15 градусов от координаты У, пересекающей ось, за счет чего производится самозажим сменного элемента 1 к корпусу 4 и при симметричном выполнении упорных 11 поверхностей под углом G при действии крутящего момента сменный элемент 1 не имеет вибраций на периферии включительно относительно корпуса 4, так как касательные силы направлены к центру и уравновешивают друг друга. Силы подачи центральной части, имеющей диаметр D1, воспринимает на себя упор 14. Так как фиксация сменного элемента 1 производится по его периферии, то сменный элемент 1 максимально надежно прикреплен к корпусу и также не имеет вибрации, а так как упорные 11 поверхности выполнены одной плоскостью и центровочные 10, 13 поверхности выполнены цилиндром, то их изготовление имеет низкую себестоимость.
При установке сменного элемента 1 на корпус 4 штифты 15 утапливаются в корпус 4, что позволяет сменный элемент 1 прижать к упорным 11 поверхностям, после чего под действием пружины 16 штифты 15 смещаются автоматически в отверстие 12 сменного элемента 1, предотвращая отсоединение сменного элемента 1 от упорных 11 поверхностей корпуса 4.
При необходимости отсоединения сменного элемента 1 от корпуса 4 штифты 15 снова утапливаются в корпус 4, позволяя при этом отсоединить сменный элемент 1 от упорных поверхностей 11 корпуса 4.
Производя контакт сменного элемента 1 с корпусом 4 через амортизирующую прокладку 17, осуществляется предотвращение надлома сменного элемента 1 и снижение вибраций.
При выполнении центральной части, имеющей диаметр D1 с вершиной угла А при вершине, направленной к хвостовику, профиль производимого отверстия содержит конус с вершиной, имеющей меньшее количество межатомных связей кристаллических решеток с обрабатываемым материалом по сравнению с вершиной конуса профиля отверстия, производимого с помощью центральной части, имеющей вершину угла при вершине, направленной от хвостовика. Вывод: при врезании перемычки 19 центральной части, имеющей диаметр D1 и вершину угла А при вершине, направленную к хвостовику, врезание перемычки 19 осуществляется при меньшем сопротивлении вдавливанию в обрабатываемый материал, что способствует меньшему отклонению ее от оси резания, чем перемычки, выполненной с вершиной угла при вершине, направленной от хвостовика. Таким образом, вершина угла А при вершине, направленная к хвостовику, облегчает врезание сменного элемента 1, повышая осевую точность резания и производительность резания.
Сменный элемент 1 аналогично работает с многогранными сменными режущими элементами 20 со стружкоделителями 21.
Работа сменного элемента 1 также осуществляется с режущими элементами, которые расположены под углами Q отклонения от координаты, пересекающей ось на 0-15 градусов в сторону хвостовика, и углами F отклонения на 0-14 градусов по плоскости резания.
Сменный элемент 1 работает с двухсторонним резанием режущих элементов, расположенных в одной плоскости резания с участками V, имеющих разные глубины врезания в обрабатываемый материал.
Сменный элемент 1 работает с возможностью соединения с корпусом с внутренним выходом стружки или с корпусом с наружным выходом стружки.
Выполнение упорных 11 поверхностей с углами J, U производит самозажим сменного элемента 1 к корпусу 4, что также позволяет выполнить операцию фрезерования.
Сменный элемент 1, соединенный с корпусом 4, работает с охлаждением, также работает с устройствами стружкоделения, например выполненными ступенчатами 21, также работает с дополнительными устройствами направления оси резания, например центровочным кольцом 22, также работает с устройством соединения сменных элементов 1 к корпусу 4, например винтами 23.
Сменный элемент 1 работает с выполнением центральной части 9, содержащей двухкромочную сменную режущую пластину 24 с режущей кромкой выполненной с вершиной угла А при вершине направленной от хвостовика.
Штифты 15 также работают без возможности смещения по своей оси.
Сменный элемент 1, прижатый к корпусу винтами 23, работает с упорными поверхностями, например с упорными 25 поверхностями без наклона.
Соединение корпуса 4 со сменным элементом 1, содержащее упорные 11 поверхности с углами J, U, работает с любым устройством корпуса.
Перемычка 19 работает с любой геометрической формой своего выполнения, например выполненной режущей кромкой 26, идущей от оси.
Центральная часть режущей кромки, имеющая диаметр D1 с выполненной вершиной угла А при вершине, направленной к хвостовику, работает на любой режущей пластине, например на двухкромочной сменной режущей пластине 24.
Предлагаемое изобретение по сравнению с прототипом и другими известными аналогами имеет следующие преимущества:
- возможность применения сверла при фрезеровании;
- возможность изменить диаметр резания сверла и смену отработавших режущих частей за короткий отрезок времени;
- повышение осевой точности;
- облегчение врезания в обрабатываемый материал;
- исключение вибрации при резании.
Режущий инструмент (варианты) и способ резания
Крепежное устройство для режущих пластин
Режущий инструмент (варианты)
Режущий инструмент (варианты)
Способ фиксации и заточки режущих пластин режущего инструмента и режущий инструмент
Способ и режущий интрумент для механической обработки металлов и полупроводников резанием с одновременным пропусканием электрического тока
Режущий инструмент (варианты)
Поплавок, закидывающее устройство и удилище (варианты)
Способ и устройство радионевод (варианты)
Сверло
Режущий инструмент (варианты) и способ резания
Крепежное устройство для режущих пластин
Режущий инструмент (варианты)
Режущий инструмент (варианты)
Способ фиксации и заточки режущих пластин режущего инструмента и режущий инструмент
Способ и режущий интрумент для механической обработки металлов и полупроводников резанием с одновременным пропусканием электрического тока
Режущий инструмент (варианты)
Поплавок, закидывающее устройство и удилище (варианты)
Способ и устройство радионевод (варианты)
Сверло

