Результат интеллектуальной деятельности: ФОРМОВОЧНАЯ КЛЕТЬ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а точнее к конструкции формовочной клети.
Известна клеть трубоформовочного стана, см. а.с. СССР №623606, кл. В21С 37/06, заявл. 20.09.76 г., опубл. 15.09.78 г.
Известная клеть содержит станину с крышкой, горизонтальные приводные валы с валками, подушками и механизмом осевой регулировки и вертикальные валки с механизмом радиальной регулировки. В окнах станины между подушками горизонтальных валков установлены корпусы вертикальных валков, зафиксированные по высоте с помощью опорных клиньев, размещенных попарно по обе стороны от каждого корпуса между верхними и нижними подушками.
Недостатком этой конструкции клети является узкий диапазон типоразмеров свариваемых труб. С учетом постоянства низа всех типоразмеров труб в агрегате максимальная величина изменения расстояния между верхними и нижними подушками горизонтальных валков, например, в ТЭСА 89-219 составляет 130 мм, а в ТЭСА 159-529 - 370 мм. При максимальной величине наклона клина 15° величины его горизонтального перемещения составят 485 мм и 1380 мм, что недопустимо из-за небезопасных условий технического обслуживания агрегата. Использование сменного комплекта из 4 подушек и 8 клиньев на каждый типоразмер труб экономически нецелесообразно.
Следующий недостаток клети заключается в том, что жесткая станина-корпус вертикальных валков, верхние и нижние подушки затрудняют отдельную регулировку каждого из вертикальных и горизонтальных валков, что увеличивает время на перевалку.
При переходе с одного типоразмера на другой перевалка валков осуществляется узлами, то есть демонтировать и монтировать каждый горизонтальный и вертикальный валки в сборе необходимо последовательно, что увеличивает время перевалки.
Из известных формовочных клетей наиболее близкой по технической сущности является клеть, описанная в а.с. СССР №1098605, кл. В21С 37/08, заявл. 26.06.81 г., опубл. 23.06.84 г.
Эта формовочная клеть стана содержит станину с крышкой, в которой расположены нажимные винты со стаканами и пружинными элементами, размещенные в H-образном корпусе с овальными отверстиями для крепления его на станине горизонтальные приводные валы с валками и вертикальные валки. Горизонтальные приводные валы с валками установлены в подшипниках качения, размещенных в подушках с крышками. Подушки узла верхнего валка поджаты к нажимным винтам с помощью установленного соосно с ними пружинного механизма уравновешивания, состоящего из стаканов, подпятников и пружинных планок, прикрепленных к подушкам. На торце подушек горизонтальных валков закреплены тяги с резьбовой нарезкой, на которую навинчены гайки, имеющие возможность поворота относительно подвижной планки, установленной в направляющих, образованных станиной и корпусом вертикального валка. Вертикальные валки смонтированы на подшипниках качения, закрепленных на осях, установленных в корпусе, и имеют механизм осевой регулировки и механизм радиальной регулировки с цилиндрическими направляющими и нажимными винтами.
Недостаток известной конструкции клети трубосварочного стана заключается в том, что при осевой регулировке калибра валков перемещается весь узел верхнего горизонтального валка. При этом оба узла горизонтальных валков оснащены подвижными планками, а уравновешивающее устройство за счет формы стаканов и пазов в ее подвижных планках дает возможность при несколько уменьшенных усилиях пружин при необходимых незначительных перемещениях нажимных винтов осуществлять осевое перемещение узла верхнего горизонтального валка. В нажимных узлах заложены зазоры, что уменьшает жесткость калибра валков. Повышенный износ в стаканах с планками при наладке приводит к снижению надежности всей клети.
Следующим недостатком клети является значительное время, затрачиваемое при переходе с одного типоразмера на другой, так как перевалка валков осуществляется узлами, при этом необходимо последовательно демонтировать и монтировать каждый горизонтальный и вертикальный валки в сборе.
Кроме того, при прохождении через клеть трубной заготовки с недостаточно снятым по высоте поперечным сварным швом, соединяющим концы прошедшей и вновь заправленной в агрегат заготовки, и при жестком креплении боковых валков происходит поломка клети, что снижает надежность всей клети.
Задача настоящего изобретения состоит в создании формовочной клети, позволяющей повысить жесткость калибра валков, надежность клети и уменьшить время перевалок.
Поставленная задача достигается тем, что в формовочной клети, содержащей станину с крышкой, в которой расположены нажимные винты со стаканами и пружинными элементами, горизонтальные приводные валы с валками, установленными в подшипниках качения, размещенных в подушках с крышками, расположенные в H-образном корпусе с овальными отверстиями для крепления его на станине вертикальные валки с механизмом осевой регулировки и механизмом радиальной регулировки с цилиндрическими направляющими и нажимными винтами, согласно изобретению все наружные крышки подушек горизонтальных валков снабжены вертикальными пазами, а крышки этих валков со стороны, противоположной приводу, выполнены с резьбой, взаимодействующей с предусмотренными гайками, внутри которых на цилиндрических концах горизонтальных приводных валов смонтированы упорные подшипниковые узлы, при этом на торцах H-образного корпуса выполнены резьбовые отверстия для крепления планок с установочными винтами, а на внутренних вертикальных сторонах выступающих частей этого корпуса выполнены направляющие скольжения, взаимодействующие с вертикальными пазами наружных крышек подушек горизонтальных валков, причем каждый механизм радиальной регулировки вертикальных валков снабжен ползуном с пружинными элементами, установленным в цилиндрических направляющих и взаимодействующим с нажимным винтом.
Такое конструктивное выполнение формовочной клети позволяет повысить жесткость калибра валков, надежность клети и уменьшить время перевалок.
Это достигается тем, что выполнение подушек горизонтальных валков с пазами, фиксирующими их относительно станины, а механизмов их осевой регулировки с перемещением только валов с подшипниками качения и валками делает калибр валков более жестким относительно станины и более надежным в работе из-за исключения взаимного перемещения стаканов нажимных винтов относительно подушек.
Выполнение H-образного корпуса вертикальных валков с вертикальными направляющими, крышками с установочными винтами, а наружных крышек подушек с вертикальными направляющими более жестко и точно фиксирует вертикальные валки относительно обоих горизонтальных валков и позволяет сократить время перевалок за счет возможности извлечения и постановки всего блока валков клети.
Оснащение упругими пружинными элементами исключает поломку клети в случае прохождения через нее трубной заготовки с недостаточно снятым по высоте усилением поперечного сварного шва, соединяющего концы прошедшей и вновь заправленной в стан рулонной заготовки, что повышает надежность клети.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
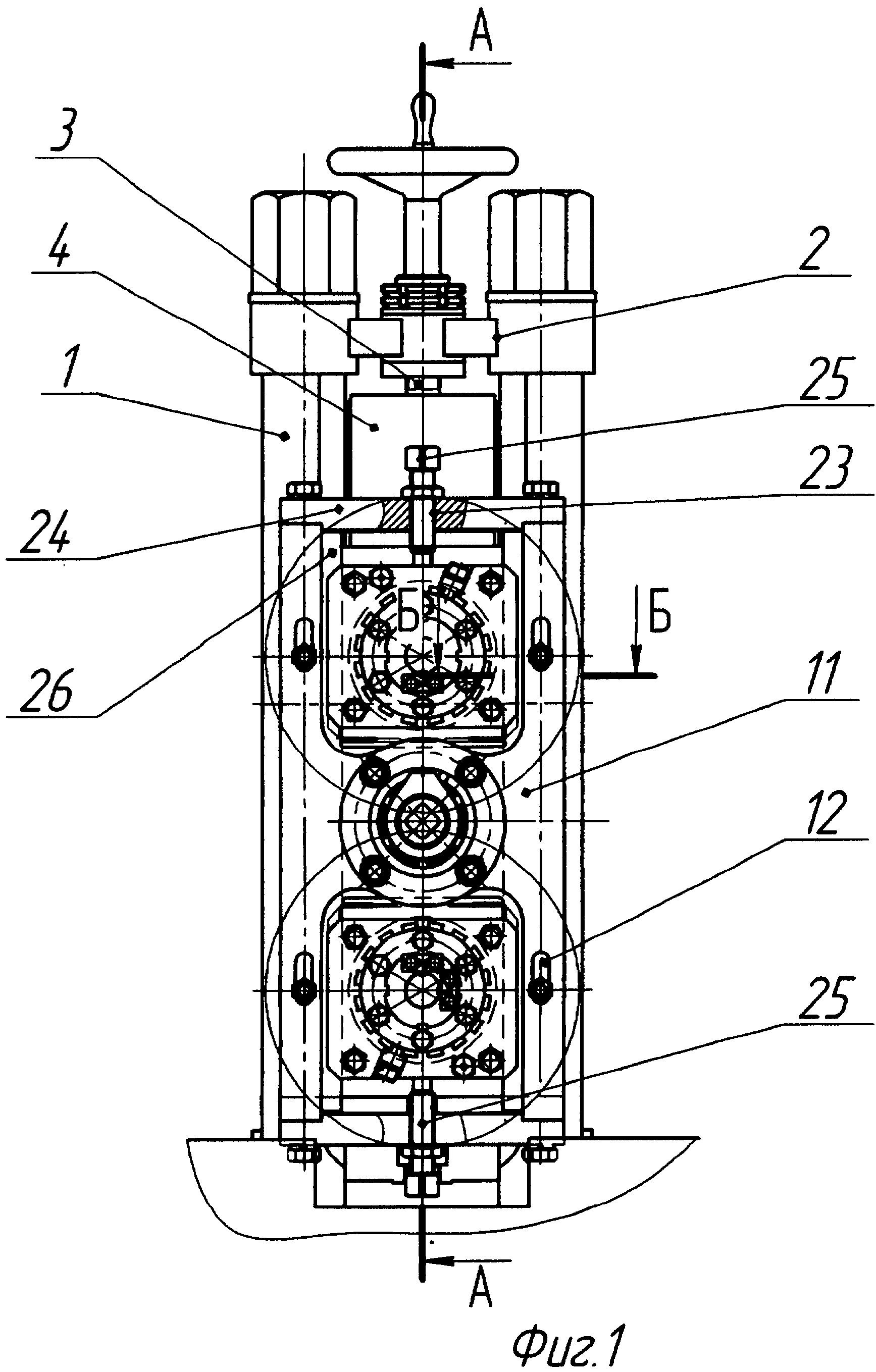
на фиг.1 изображена формовочная клеть;
на фиг.2 - разрез А-А на фиг.1;
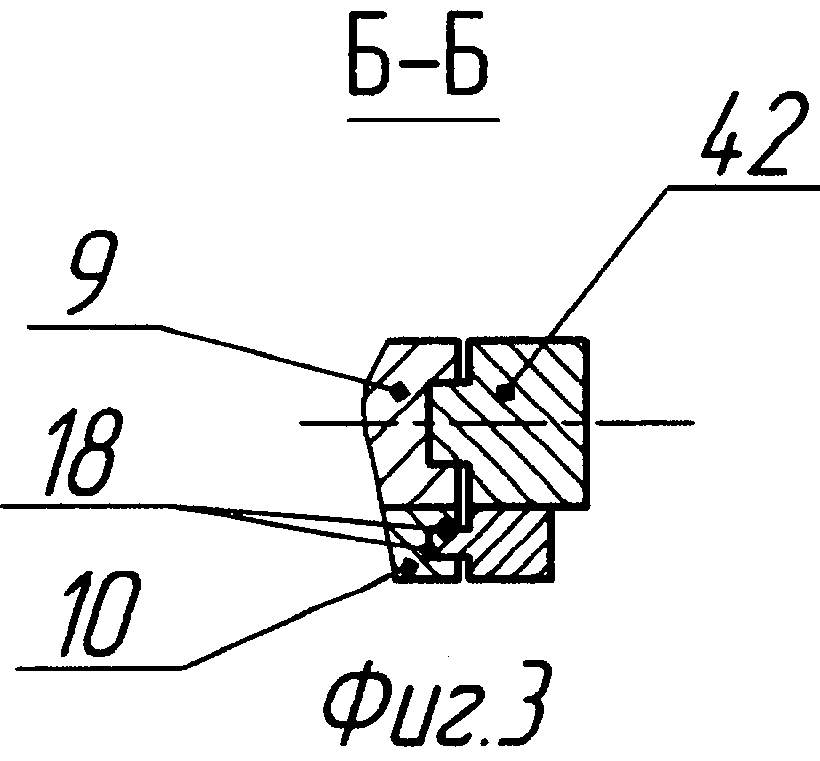
на фиг.3 - разрез Б-Б на фиг.1.
Формовочная клеть содержит станину 1 с крышкой 2, в которой расположены нажимные винты 3 со стаканами 4 и пружинными элементами 5, горизонтальные приводные валы 6 с валками 7, установленными в подшипниках качения 8, размещенных в подушках 9 с крышками 10, расположенные в H-образном корпусе 11 с овальными отверстиями 12 для крепления его на станине 1 вертикальные валки 13 с механизмом осевой регулировки 14 и механизмом радиальной регулировки 15 с цилиндрическими направляющими 16 и нажимными винтами 17. Все наружные крышки 10 подушек 9 горизонтальных валков 7 снабжены вертикальными пазами 18. Со стороны, противоположной приводу, крышки 19 горизонтальных валков 7 выполнены с резьбой 20, взаимодействующей с предусмотренными гайками 21, внутри которых на цилиндрических концах горизонтальных приводных валов 6 смонтированы упорные подшипниковые узлы 22. На торцах H-образного корпуса 11 выполнены резьбовые отверстия 23 для крепления планок 24 с установочными винтами 25. На внутренних вертикальных сторонах выступающих частей этого корпуса 11 выполнены направляющие скольжения 26, взаимодействующие с вертикальными пазами 18 наружных крышек 10 подушек 9 горизонтальных валков 7. Каждый механизм радиальной регулировки 15 вертикальных валков 13 снабжен ползуном 27 с пружинными элементами 28, установленным в цилиндрических направляющих 16 и взаимодействующим с нажимным винтом 17.
Настройка валков формовочной клети осуществляется следующим образом.
Верхний горизонтальный валок 7 с помощью нажимных винтов 3 при их вращении устанавливается по высоте в требуемое положение по шаблону, размещаемому между валками. С помощью установочных винтов 29 устанавливается по высоте нижний горизонтальный валок 7. При этом в случае необходимости верхний горизонтальный валок 7 может быть перемещен по оси за счет вращения гаек 21. Вертикальные валки 13 устанавливаются в радиальном положении с помощь нажимных винтов 17. По вертикали каждый из вертикальных валков 13 устанавливается по очереди с помощью установочных винтов 25.
Предлагаемая формовочная клеть по сравнению с известными позволяет повысить жесткость калибра валков, надежность клети и уменьшить время перевалок.
Формовочная клеть, содержащая станину с крышкой, в которой расположены нажимные винты со стаканами и пружинными элементами, горизонтальные приводные валы с валками, установленными в подшипниках качения, размещенных в подушках с крышками, расположенные в Н-образном корпусе с овальными отверстиями для крепления его на станине вертикальные валки с механизмом осевой регулировки и механизмом радиальной регулировки с цилиндрическими направляющими и нажимными винтами, отличающаяся тем, что все наружные крышки подушек горизонтальных валков снабжены вертикальными пазами, а крышки подушек этих валков со стороны, противоположной приводу, выполнены с резьбой, взаимодействующей с гайками, внутри которых на цилиндрических концах горизонтальных приводных валов смонтированы упорные подшипниковые узлы, при этом на торцах Н-образного корпуса выполнены резьбовые отверстия для крепления планок с установочными винтами, а на внутренних вертикальных сторонах выступающих частей этого корпуса выполнены направляющие скольжения, взаимодействующие с вертикальными пазами наружных крышек подушек горизонтальных валков, причем каждый механизм радиальной регулировки вертикальных валков выполнен в виде ползуна с пружинными элементами, установленного в цилиндрических направляющих и взаимодействующего с нажимным винтом.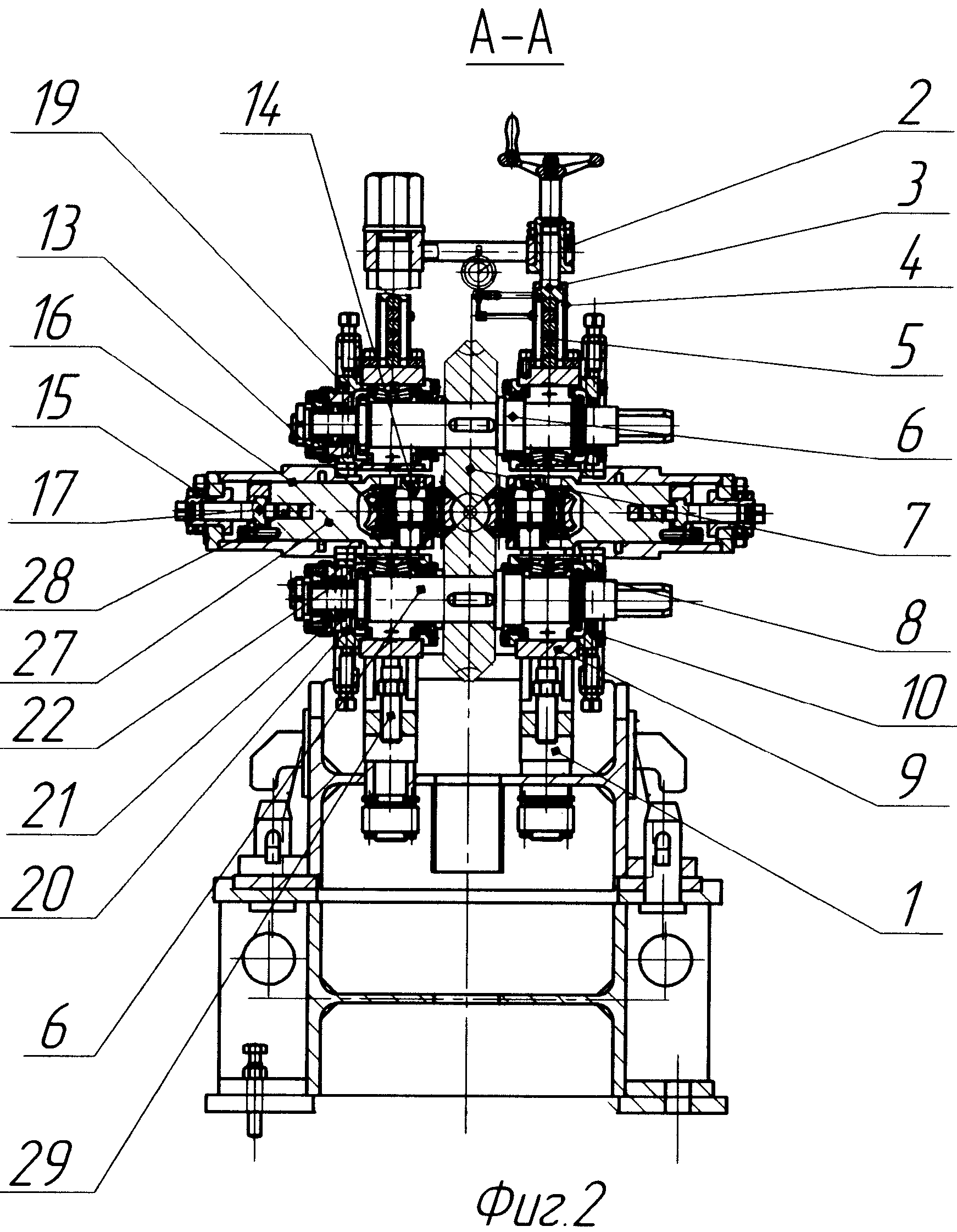
Стан для производства сварных прямошовных труб
Нажимное устройство рабочей клети стана холодной прокатки труб
Способ винтовой прокатки гильз
Валковая дробилка для резания губчатого титана
Способ прокатки труб на редукционно-растяжном стане
Оборудование для термической обработки труб
Линия пакетирования труб
Способ и стан для производства сварных прямошовных труб
Устройство для производства изделий из листового металла
Способ резки непрерывно движущихся сварных прямошовных труб на мерные длины и летучая зубчатая дисковая пила для его осуществления
Способ изготовления труб и устройство для его осуществления
Стан для производства сварных прямошовных труб
Нажимное устройство рабочей клети стана холодной прокатки труб
Способ винтовой прокатки гильз
Валковая дробилка для резания губчатого титана
Способ прокатки труб на редукционно-растяжном стане
Оборудование для термической обработки труб
Линия пакетирования труб
Способ и стан для производства сварных прямошовных труб
Устройство для производства изделий из листового металла

