Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ ЭКСТРУЗИИ ТРУБ С ОТДЕЛЯЕМОЙ ОХЛАЖДАЮЩЕЙ ЗАГЛУШКОЙ
Вид РИД
Изобретение
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к экструзионным установкам и способам экструзии пластмассовых труб и, в особенности, к установкам и способам, где охлаждающая заглушка может быть отделена от экструзионного оборудования.
УРОВЕНЬ ТЕХНИКИ В ОБЛАСТИ ИЗОБРЕТЕНИЯ
Экструзионное оборудование для изготовления пластмассовых труб хорошо известно и используется для формования труб с различными поперечными сечениями и диаметрами. В пластмассовых трубах высокой прочности стенка имеет много частей для улучшения работы трубы по отношению к радиальным сжимающим усилиям или для удовлетворения других конструктивных требований. Для скрытой установки труб наиболее типичным дефектом является прогиб внутрь. Для различных применений могут использоваться трубы различных видов: гофрированные трубы с двойными стенками, ребристые трубы, а также трубы с изменяющейся формой сплошной стенки. Трубы с двойной гофрированной стенкой могут иметь различные диаметры и обычно используются для дренажа и других целей.
Оборудование для формования труб содержит экструдер в комбинации с гофрирующим устройством или движущейся системой формовочных блоков, ограничивающей движущийся формовочный туннель. Экструдер содержит экструзионную головку, которая работает совместно с формовочными блоками для задания формы трубы. Примеры таких установок приведены в наших патентах США №№5516482, 6155813, 6054089 и 6399002.
Движущийся формовочный туннель содержит работающие совместно пары приводных формовочных блоков, которые образуют часть движущегося формовочного туннеля перед экструзионной головкой и движутся вниз по потоку от экструзионной головки до тех пор, пока экструдированная пластмасса не охладится достаточно для того, чтобы поддерживать свою форму. Формовочные блоки затем отделяются от трубы и возвращаются в начальное положение. Формовочные блоки обычно присоединены к замкнутому ведущему конвейеру с образованием цепочек формовочных блоков. Формовочные блоки могут также приводиться в движение с образованием пульсирующего гофрирующего устройства (см. наши патенты США 6,905,325 и 7,104,777). Для формирования движущегося формовочного туннеля используются различные устройства при производстве труб с одной и двумя стенками.
При производстве труб большого диаметра, имеющих диаметр 50 см и более, скорость движущегося формовочного туннеля относительно медленная, и формовочные блоки, образующие формовочный туннель, имеют значительную массу. Производство труб большого диаметра требует большой емкости экструдера, чтобы обеспечить достаточное количество пластмассы для образования трубы. Мгновенная остановка экструзионной установки затруднительна, так как расплавленную пластмассу под большим давлением из экструдера трудно остановить, и обычно она затекает в любые пустоты между формовочными блоками и охлаждающей заглушкой, которые при нормальной работе были бы пустыми, и заполняет их.
Эта избыточная пластмасса может повредить формовочную установку и/или значительно осложнить меры, необходимые, чтобы вернуть установку в рабочий режим.
При мгновенной неожиданной остановке формовочной установки для трубы большого диаметра высокое давление и выход экструдера частично компенсируются избыточной пластмассой, заполняющей полости между формовочными блоками и охлаждающей заглушкой и затвердевающей в них. Если эта избыточная пластмассы затвердевает, она прилипает или связывается с охлаждающей заглушкой и формовочными блоками, часто препятствуя дальнейшему движению движущегося формовочного туннеля. Во многих случаях формовочные блоки должны быть удалены из связанного с установкой приводного устройства, и затвердевшая пластмасса должна быть удалена из формовочных блоков и охлаждающей заглушки. Это процесс, требующий затрат времени и интенсивного труда, что значительно влияет на стоимость производства и потери производственного времени и/или производительность труда.
Настоящее изобретение направлено на создание установки и способа, которые смягчают ряд этих проблем.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Формовочная установка для изготовления труб согласно настоящему изобретению содержит:
экструдер, имеющий экструзионную головку,
работающие совместно пары приводных формовочных блоков, взаимодействующие с образованием движущегося формовочного туннеля вокруг экструзионной головки и перемещающиеся вниз по потоку от указанной головки,
охлаждающую заглушку, расположенную в указанном формовочном туннеле и с возможностью отсоединения прикрепленную к экструзионной головке посредством разъединяющего крепления, имеющего разъединяющий механизм. Указанный механизм при нахождении в активированном состоянии обеспечивает возможность отделения охлаждающей заглушки от экструзионной головки при нахождении охлаждающей заглушки в формовочном туннеле.
В одном аспекте изобретения разъединяющий механизм активируется дистанционным разъединяющим активатором.
В другом аспекте изобретения дистанционный разъединяющий активатор является ручным переключателем.
В следующем аспекте изобретения дистанционный разъединяющий активатор является электрическим переключателем, управляемым контроллером указанной формовочной установки.
Согласно предпочтительному аспекту изобретения, контроллер содержит группу датчиков для отслеживания рабочих условий формовочной установки, причем указанный контроллер отслеживает указанные рабочие условия для выявления определенных заранее условий отсоединения охлаждающей заглушки, используемых контроллером для активирования указанного электрического переключателя и отсоединения охлаждающей заглушки.
В другом аспекте изобретения указанное разъединяющее крепление содержит отделительный элемент, который толкает указанную охлаждающую заглушку для ее отделения от экструзионной головки, когда активируется указанный разъединяющий механизм.
Еще в одном аспекте изобретения контроллер содержит аварийную предупредительную сигнализация для предупреждения оператора, которая активируется на основе указанных отслеживаемых условий, удовлетворяющих определенным заранее условиям предупреждения оператора.
В другом аспекте изобретения указанный разъединяющий механизм содержит пружинное поджимающее отделительное приспособление, которое создает силу, вызывающую отделение указанной охлаждающей заглушки от экструзионной головки при активации разъединяющего механизма.
Настоящее изобретение также включает способ управления формовочной установкой для изготовления труб, имеющей экструдер с экструзионной головкой, работающие совместно пары приводных формовочных блоков, образующие движущийся формовочный туннель, и охлаждающую заглушку, расположенную внутри указанного формовочного туннеля и с возможностью отсоединения прикрепленную к экструзионной головке посредством разъединяющего крепления. Разъединяющее крепление содержит разъединяющий механизм, причем при активации разъединяющего механизма обеспечивается возможность отделения охлаждающей заглушки от экструзионой головки. Предложенный способ включает отслеживание рабочих условий указанной формовочной установки, сравнение отслеживаемых условий с определенной заранее группой условий, используемых для определения условия отсоединения заглушки, и, в случае определения условия отсоединения заглушки, активацию разъединяющего механизма для обеспечения возможности отделения охлаждающей заглушки от экструзионной головки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предпочтительные варианты изобретения показаны на чертежах, где:
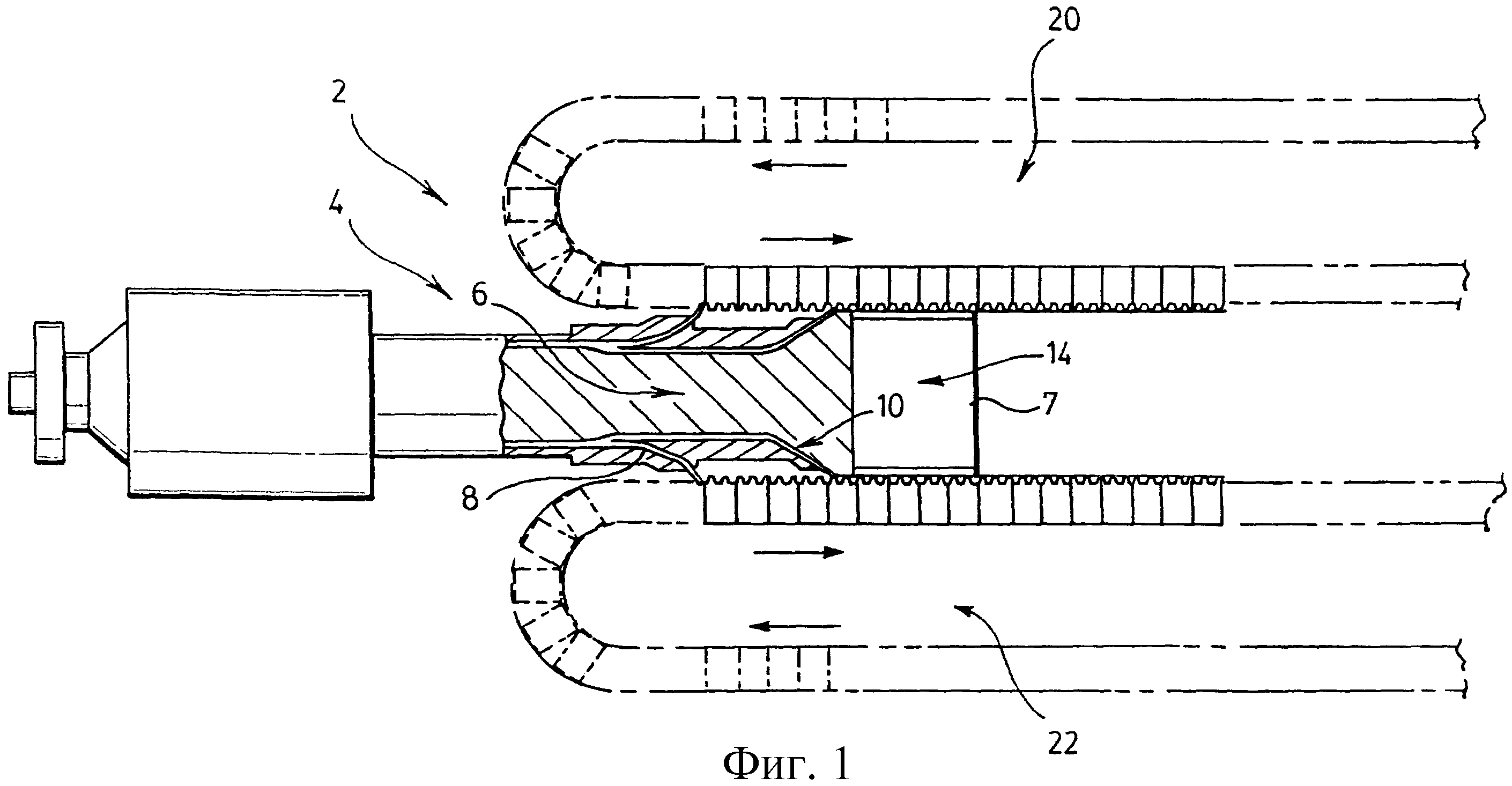
Фиг.1 является частичным схематическим видом формовочной установки для изготовления труб;
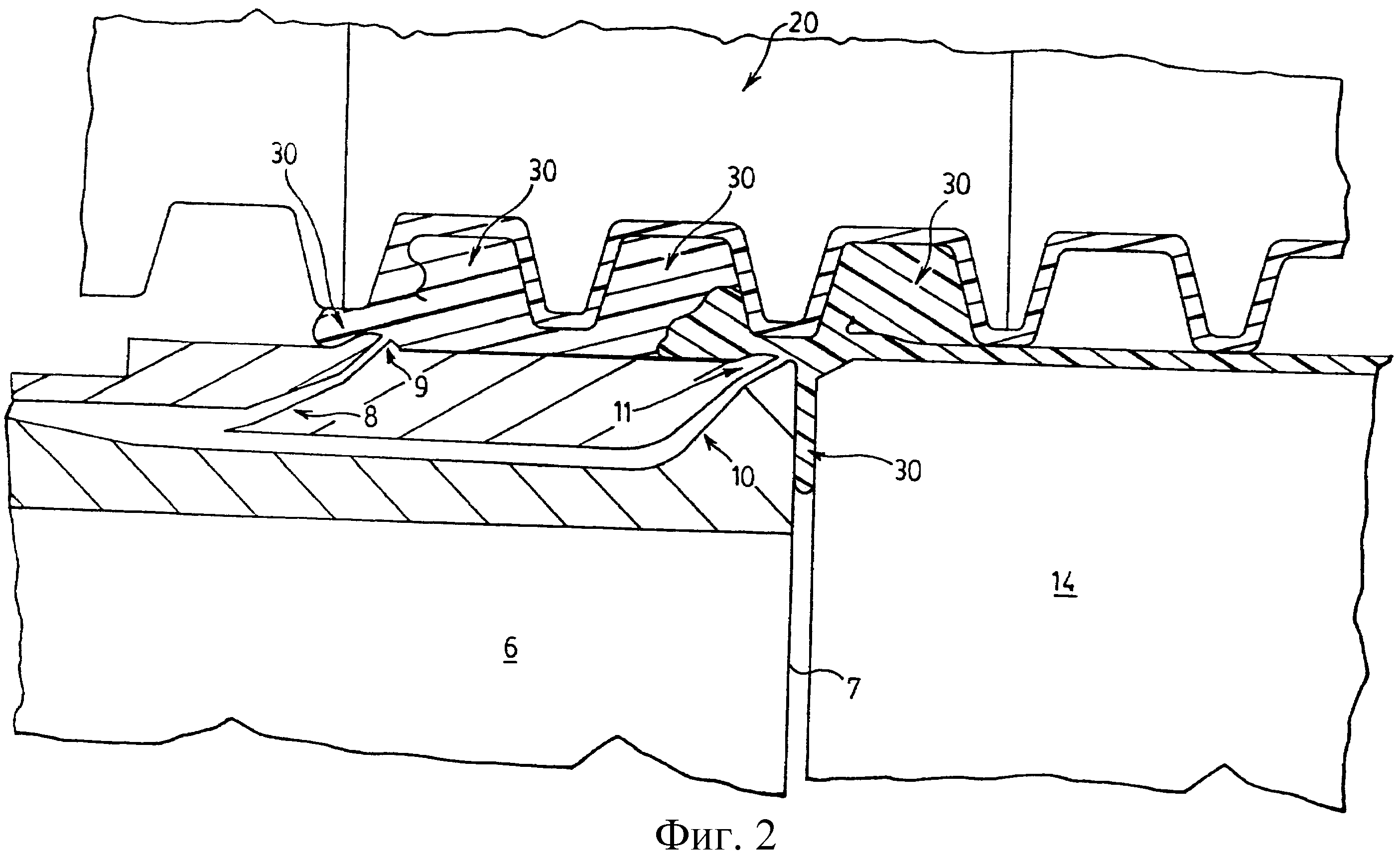
Фиг.2 является частичным разрезом экструзионной головки, формовочных блоков и охлаждающей заглушки экструдера;
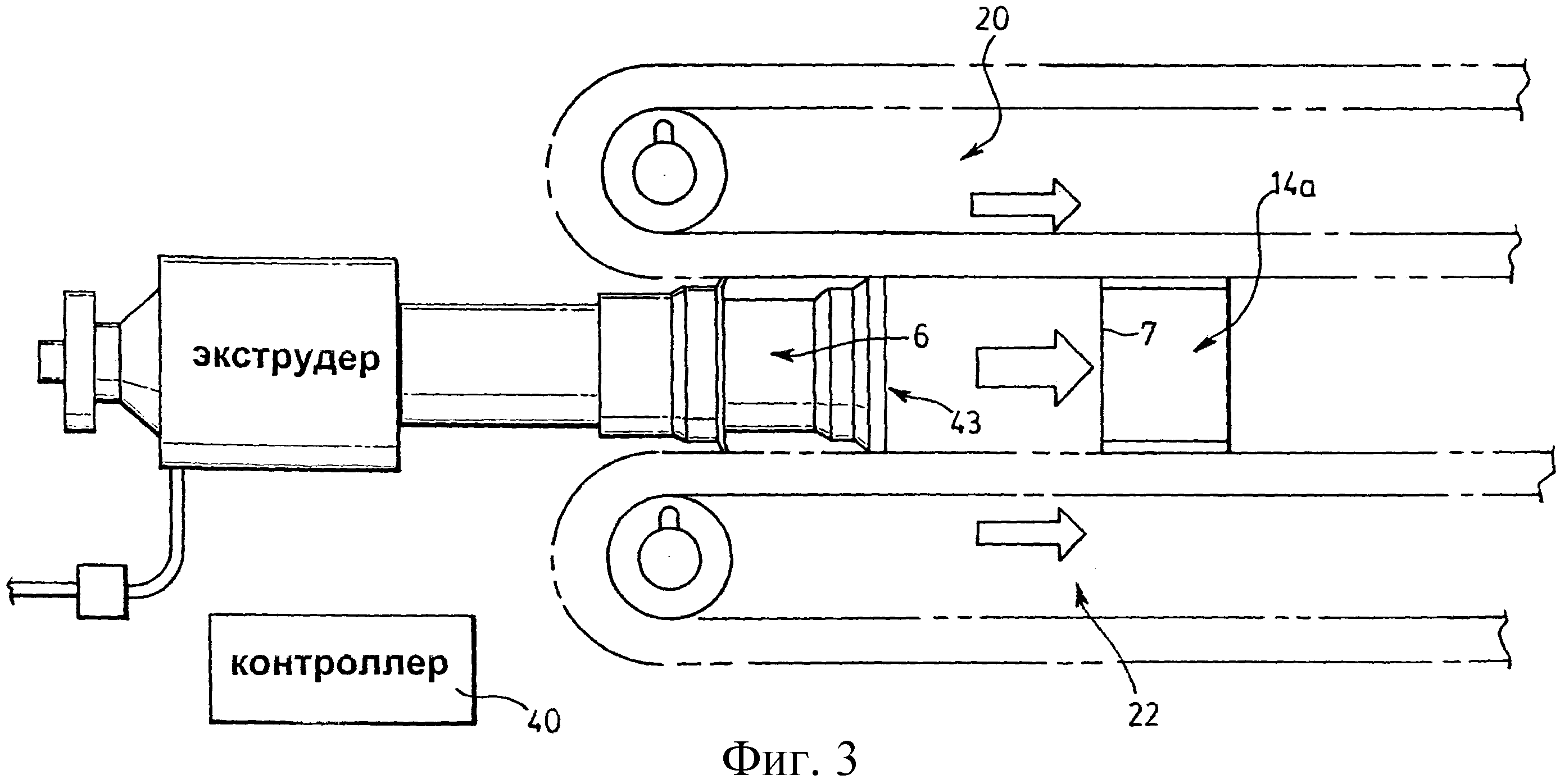
Фиг.3 является схематическим видом формовочного устройства с охлаждающей заглушкой, прикрепленной к экструзионной головке с возможностью автоматического отделения охлаждающей заглушки в ответ на обнаружение определенных рабочих условий;
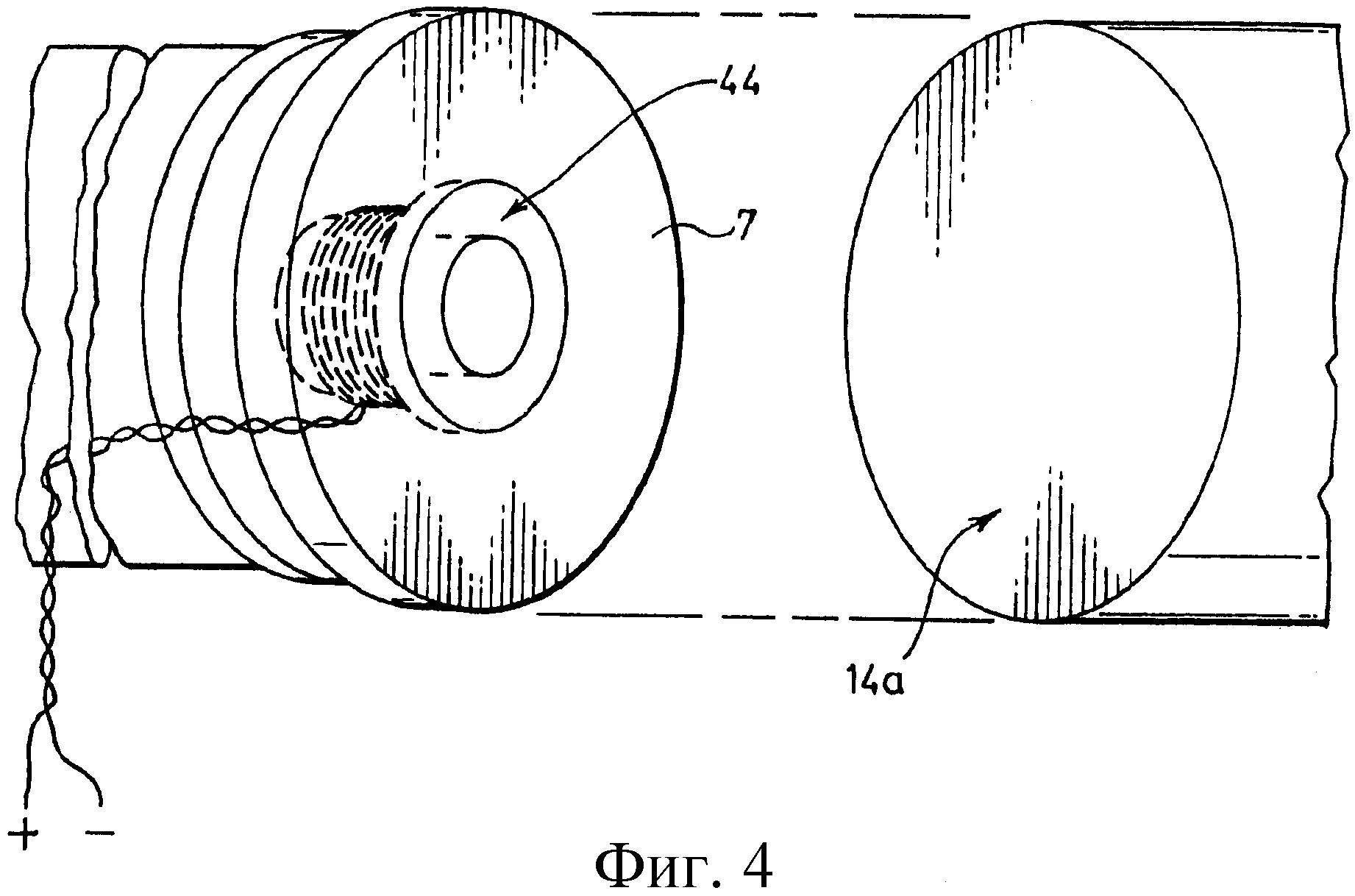
Фиг.4 является частичным видом в аксонометрии одного варианта выполнения для управления автоматическим отделением охлаждающей заглушки от экструзионной головки;
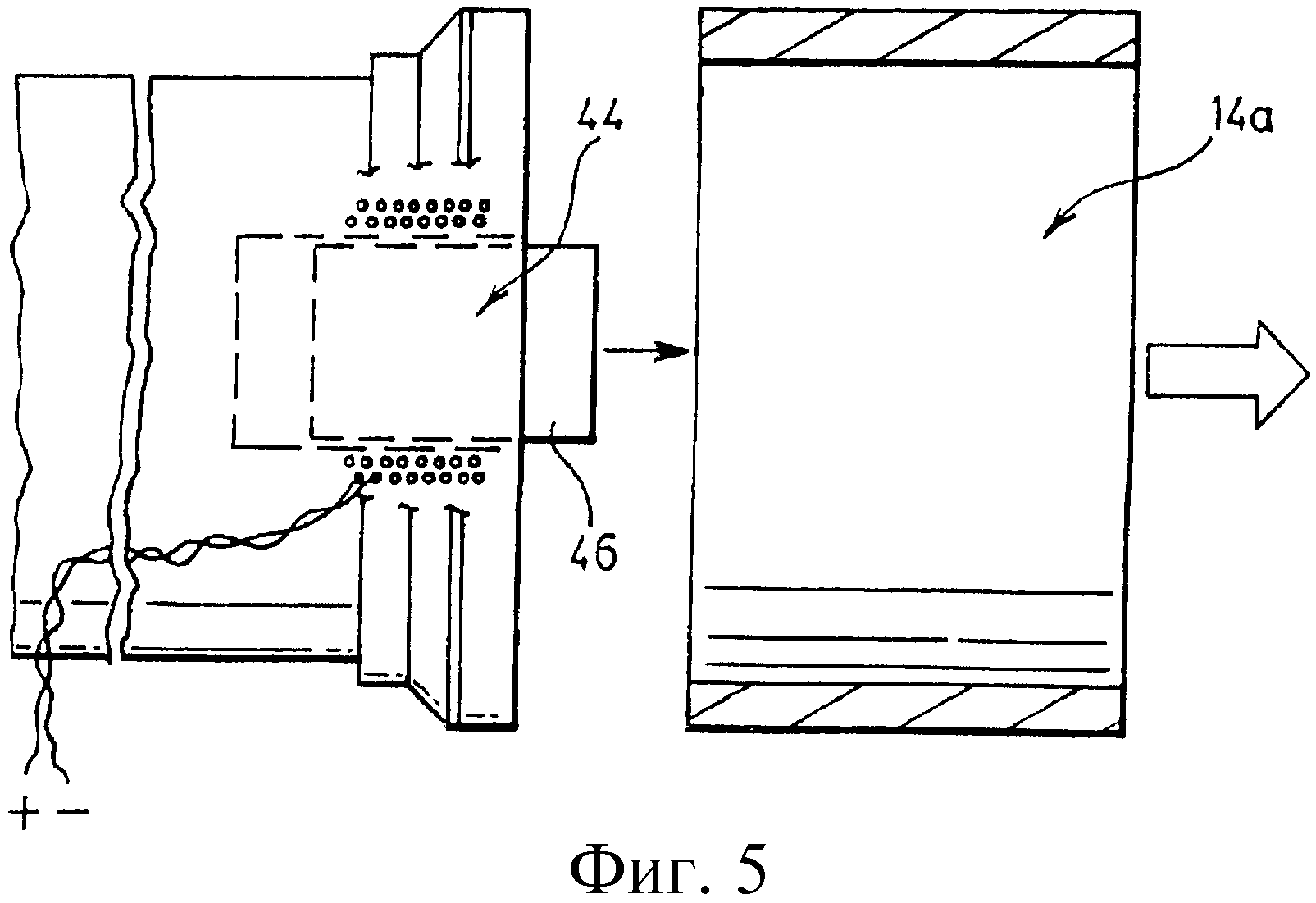
Фиг.5 является разрезом, иллюстрирующим отделение охлаждающей заглушки от экструзионной головки;
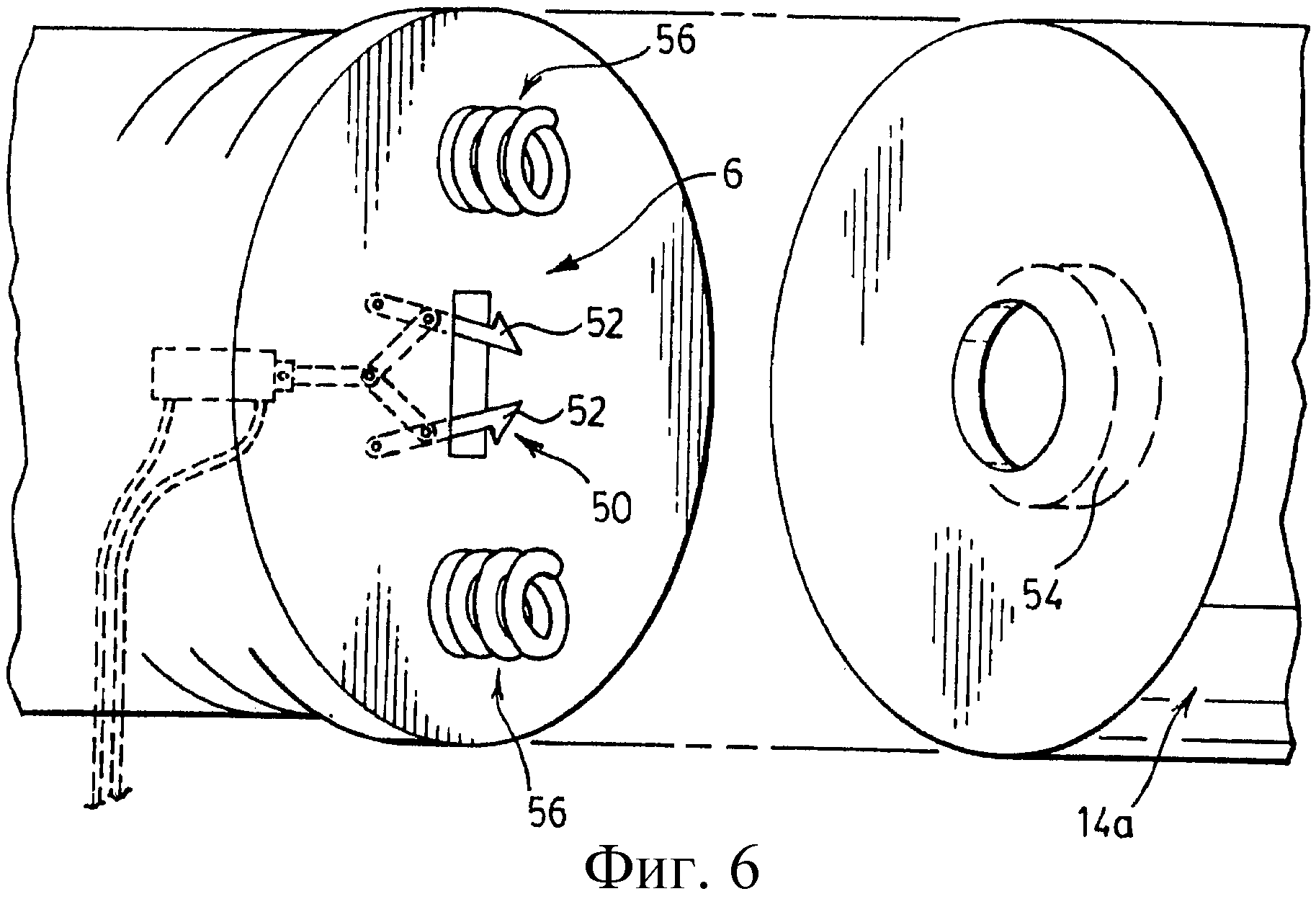
Фиг.6 является частичным видом в аксонометрии, показывающим альтернативное устройство для крепления охлаждающей заглушки к экструзионной головке с возможностью отсоединения, с обеспечением возможности автоматического отделения охлаждающей заглушки в ответ на определенные обнаруженные условия;
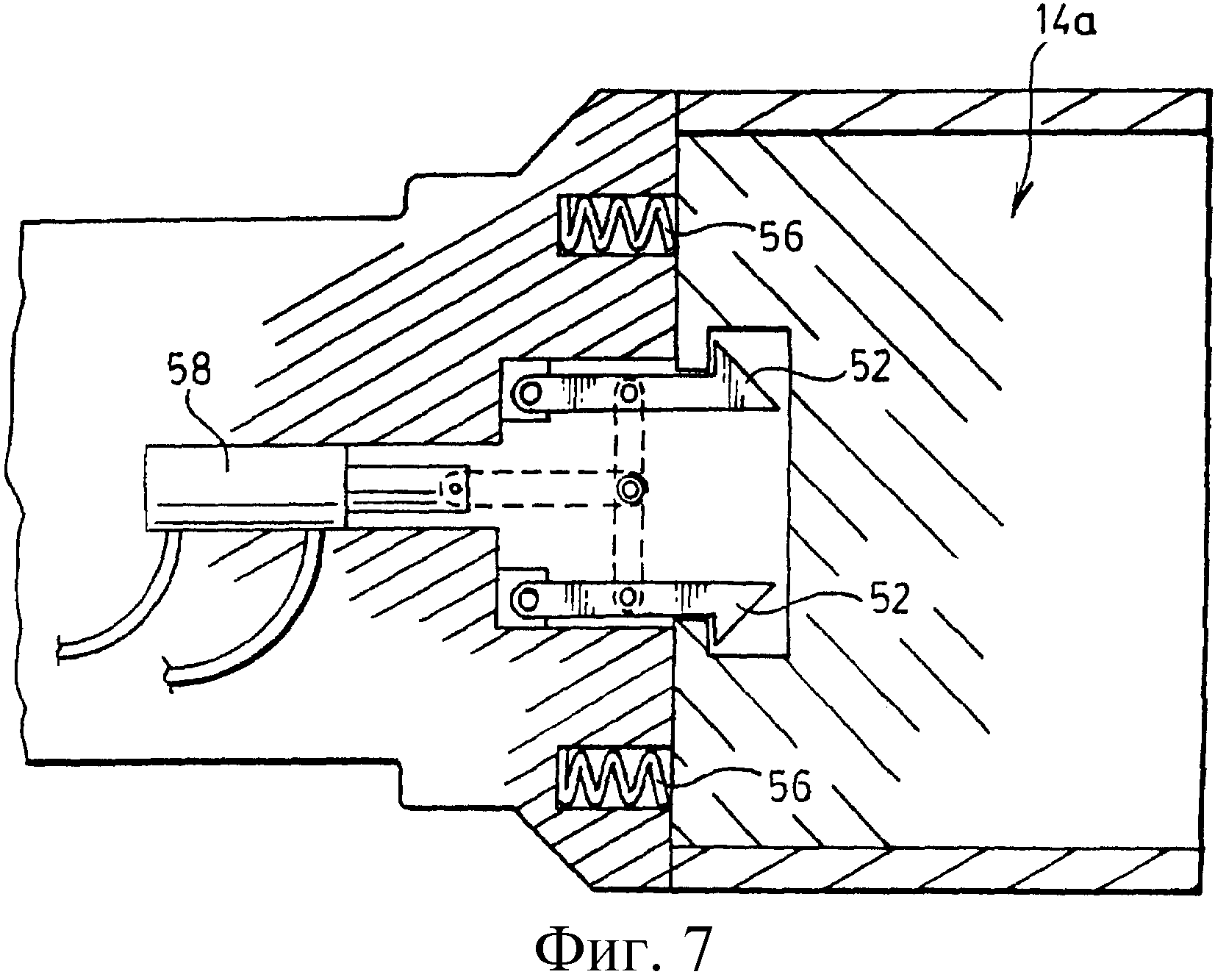
Фиг.7 является разрезом устройства, показанного на фиг.6, в конфигурации режима формования трубы.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ
Установка 2 для формования труб включает экструдер 4, имеющий экструзионную головку 6. На конце 7 экструзионной головки 6 крепится охлаждающая заглушка 14, работающая совместно с цепочкой формовочных блоков 20 и 22, которые вместе образуют движущийся формовочный туннель 5. Экструзионная головка и формовочные блоки определяют форму изготавливаемой трубы. Расплавленная пластмасса нагнетается через первый канал 8 в экструзионной головке и проходит через отверстие 9, так что пластмасса втягивается внутрь и образует наружную стенку гофрированной трубы. Второй поток пластмассы нагнетается через канал 10 и выходит через отверстие 11 с образованием внутренней стенки трубы с двойной стенкой. Могут быть использованы различные компоновки для экструзионной головки, а также формовочных блоков 20 и 22, образующих движущийся формовочный туннель 5. Следует также понимать, что могут также изготовляться пластмассовые трубы высокой прочности других типов, такие как, например ребристые трубы, трубы с тройными стенками. Следовательно, фиг.1 показана как один пример составляющих частей, которые образуют установку 2.
Дополнительные детали экструзионной головки 6 и охлаждающей заглушки 14 и взаимодействие с циклически движущимися формовочными блоками 20 показаны в разрезе на фиг.2. В этом случае формовочная установка была мгновенно остановлена, и избыточная пластмасса из-за высокого давления в экструдере продолжала экструдироваться через экструзионную головку, заполняя ряд полостей в формовочных блоках 20. Эта избыточная пластмасса, показанная в целом номером 30 позиции, также передвинулась частично вверх по потоку от первого экструзионного отверстия 9 для пластмассы. Высокое давление расплавленной пластмассы в экструдере вместе с неожиданной остановкой движущегося формовочного туннеля создают это состояние переполнения.
В примере, показанном на фиг.2, пластмасса внутри экструдера 6 продолжает течь, чтобы снизить давление, и эта избыточная пластмасса заполнила полости формовочных блоков. Как только пластмасса твердеет, избыточная пластмасса прилипает к различным поверхностям и эффективно блокирует формовочные блоки в фиксированном положении относительно головки 6 и заглушки 14. Если оборудование было неожиданно остановлено, и эта избыточная пластмасса 30 затвердевает, гофрирующее устройство обычно требует разборки, чтобы устранить блокировку. Во многих случаях формовочные блоки должны быть отделены от экструдера, и требуется обширная работа с экструзионной головкой, охлаждающей заглушкой и формовочными блоками. Происходит значительная потеря производственного времени и/или производительности труда. Кроме того, избыточное давление пластмассы может повредить гофрирующее устройство и/или экструзионное оборудование.
На фиг.3 охлаждающая заглушка 14 включает разъединяющее крепление 43, позволяющее отделять охлаждающую заглушку и снимать ее с экструзионной головки 6, чтобы создать полость или пустой объем 17 между охлаждающей заглушкой и экструзионной головкой, где избыточная пластмасса может накапливаться во время неожиданной остановки или задержки линии. Крепление 43 управляется контроллером 40. Контроллер 40 предпочтительно отслеживает различные рабочие условия установки 2 для формовки труб, как обычные рабочие условия, так и условия остановки (условия неожиданной остановки), которые могут произойти. Например, контроллер 40 может отслеживать условие перегрузки, вызываемое избыточным выходом экструдера, условия перегрузки привода, связанного с приводом цепочек формовочных блоков, условия остановки двигателя, условия перебоев в подаче энергии и/или условия непредвиденных остановов. В упрощенном варианте выполнения контроллер является ручным переключателем, который выборочно активируется оператором.
В частности, при производстве труб большого объема выход из экструдера является большим, и его трудно быстро остановить. Контроллер 40 отслеживает рабочие условия установки 2, в отношении неожиданных условий останова, которые могут повредить оборудование и/или создать значительные задержки в возврате установки к нормальному рабочему режиму. Контроллер 40 может включать предупреждающую сигнализацию для оператора в отношении условий возможной остановки, но многие из этих условий неожиданны и требуют немедленной реакции, чтобы избежать, или минимизировать дополнительные проблемы, связанные с оборудованием или обслуживанием. Контроллер, при распознавании условия неожиданной остановки, требующего немедленной аварийной остановки, выполняет необходимые шаги и, кроме того, активирует разъединяющий механизм охлаждающей заглушки. Избыточное давление расплавленной пластмассы уменьшается, когда охлаждающая заглушка 14а отделена от экструзионной головки 6 с созданием пустого объема 17 для приема избыточной расплавленной пластмассы. В варианте выполнения, показанном на фиг.6 и 7, разъединяющее крепление также включает поджимающее приспособление для автоматического отделения охлаждающей заглушки 14а от экструзионной головки 6 и, таким образом, создания пустого объема 17.
При наличии такого приспособления оператор, после неожиданной остановки установки, может повторно активировать привод цепочек формовочных блоков, чтобы переместить избыточную пластмассу и охлаждающую заглушку к находящемуся внизу по потоку концу движущегося формовочного туннеля.
Охлаждающая заглушка 14а может быть удалена от избыточной пластмассы и части пластмассовой трубы около охлаждающей заглушки. Эта операция относительно проста для выполнения. По существу установка 2 освобождается от блокирования и может быть возвращена к рабочему режиму быстрым способом.
Частичный вид в аксонометрии, представленный на фиг.4, показывает экструзионную головку 6, имеющую отделитель 44 соленоидного типа. Поршневой толкатель 46 показан на фиг.4 во втянутом положении, а на фиг.5 - в выдвинутом положении. В основном, соленоид 44, когда энергия подводится к установке, заставляет толкатель 46 втягиваться в экструзионную головку. Охлаждающая заглушка 14а может быть уперта в экструзионную головку и поддерживается смежно с экструзионной головкой. Когда подача энергии прерывается, толкатель 46 автоматически перемещается и отделяет охлаждающую заглушку от экструзионной головки, как показано на фиг.5. Отделение охлаждающей заглушки создает пустой объем 17 для приема расплавленной пластмассы между охлаждающей заглушкой и экструзионной головкой.
Давление избыточной расплавленной пластмассы может также помочь в отделении охлаждающей заглушки. Когда затем активируется оборудование для формования трубы, то будет присутствовать значительная часть трубы, которую нужно удалить. В основном, охлаждающая заглушка движется вниз по потоку с формовочными блоками, чтобы очистить движущийся формовочный туннель. Труба с охлаждающей заглушкой внутри легко доступна, и охлаждающую заглушку удаляют из трубы и снова присоединяют к экструзионной головке. Этот процесс упрощается, так как движущийся формовочный туннель очищен. Удаление охлаждающей заглушки в расположенном вниз по потоку конце гофрирующего устройства сильно упрощает мероприятия и время, необходимые для того, чтобы вернуть установку в рабочий режим. Формовочные блоки, которые были более всего подвержены воздействию избыточной пластмассы, могут также быть осмотрены и очищены на конце, расположенном вниз по потоку. Как легко понять, для большей экономии времени можно установить сменную охлаждающую заглушку и обслужить первоначальную охлаждающую заглушку после возобновления производственного процесса.
Механическое приспособление для крепления охлаждающей заглушки 14а к экструзионной головке показано на фиг.6 и 7. Замковое крепление 50 включает поворотные замковые элементы 52, которые работают совместно с крепежным выступом 54 охлаждающей заглушки и сцепляются с ним. Между охлаждающей заглушкой и экструзионной головкой расположены отделяющие пружины, которые сжаты и удерживаются в сжатом состоянии во время нормальной работы формовочного оборудования. В основном, когда механическое замковое крепление 50 находится в сцепленном положении, как показано на фиг.7, заглушка 14а удерживается во взаимодействии с экструзионной головкой. Энергия подводится к поршневому актюатору 58, чтобы поддерживать закрепленное положение, показанное на фиг.7. Когда происходят перебои с энергией, механическое замковое крепление становится по существу свободным, чтобы разомкнуться, и отделяющие пружины 56 толкают охлаждающую заглушку, чтобы отделить ее от экструзионной головки.
Могут быть использованы другие приспособления для обеспечения автоматического отделения охлаждающей заглушки от экструзионной головки во время перерыва в подаче энергии или при других условиях. Контроллер 40 может также включать временную задержку, если необходимо, перед тем как произойдет разделение. Такая временная задержка может изменяться, в зависимости от рабочих условий экструдера во время останова и/или после него. Предпочтительно уменьшить избыточное давление или количество избыточной расплавленной пластмассы путем отделения охлаждающей заглушки, чтобы создать дополнительное пространство в месте соединения между охлаждающей заглушкой и экструзионной головкой. Это свойство может одно действовать, чтобы предотвратить повреждение, в особенности, формовочных блоков и привода гофрирующего устройства, вызванное избыточным давлением.
Это устройство с отделяемой охлаждающей заглушкой может также быть использовано с ручным переключателем, доступным для оператора. Оператор может использовать ручной переключатель, чтобы активировать разъединяющее крепление и обеспечить возможность отделения охлаждающей заглушки от экструзионной головки.
Кроме того, приспособление для отделения охлаждающей заглушки значительно упрощает мероприятия, необходимые для возврата формовочной установки в нормальное рабочее состояние. Например, если пластмасса затвердела и охлаждающая заглушка отделена, избыточная пластмасса накопится и затвердеет в промежутке между экструзионной головкой и охлаждающей заглушкой. Формовочные блоки могут медленно продвигаться вперед, перемещая охлаждающую заглушку и блокирующую пластмассу вниз по потоку от экструзионной головки, и очищать движущийся формовочный туннель. Охлаждающая заглушка может затем быть удалена и снова установлена в очищенном движущемся формовочном туннеле.
Хотя подробно были описаны различные предпочтительные варианты выполнения настоящего изобретения, специалистам будет понятно, что могут быть сделаны изменения без отклонения от объема формулы изобретения.
Двустенная гофрированная трубная секция с трубным соединением
Экструзионная оснастка для экструзии трубчатого изделия
Центрируемая охлаждающая заглушка для экструдера
Двухступенчатое соединение для гофрированной трубы
Усовершенствованное обратное перемещение формовочных блоков
Двустенная гофрированная трубная секция с трубным соединением
Экструзионная оснастка для экструзии трубчатого изделия
Центрируемая охлаждающая заглушка для экструдера
Двухступенчатое соединение для гофрированной трубы
Усовершенствованное обратное перемещение формовочных блоков

