Результат интеллектуальной деятельности: СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ ЛИСТОВОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к раскрою материалов гидроабразивной струей и может быть использовано для повышения производительности резания металлических материалов.
Известен способ раскроя материалов гидроабразивной жидкостью с одновременным приложением растягивающей нагрузки в пределах упругой деформации в направлении, перпендикулярном направлению движения подачи струи, для повышения качества и производительности реза [1]. Недостатком этого способа является сложность приложения нагрузки, перпендикулярной движению подачи струи, при осуществлении сложноконтурного реза.
В качестве прототипа выбран способ гидроабразивной резки листовых деталей с использованием лазера [2]. Но в этом способе лазер используют для измерения вибраций, а не для прогрева места реза с целью повышения производительности резания металлических материалов.
Техническим результатом заявленного изобретения является повышение скорости резания, понижение рабочего давления струи и уменьшение наклепа в поверхностном слое кромок разрезанного листового материала.
Заявленный технический результат достигается способом гидроабразивной резки листового металлического материала, включающим подачу листового металлического материала или струйной головки и осуществление удара высоконапорной гидроабразивной струей, вытекающей из струйной головки, по листовому металлическому материалу для его разрезания, причем до удара гидроабразивной струи по листовому металлическому материалу осуществляют точечный фокусированный нагрев зоны его резания внешним источником фокусированного нагрева до температуры, меньшей температуры фазовых превращений разрезаемого материала, при этом промежуток времени между точечным фокусированным нагревом зоны резания листового металлического материала и ударом по нему гидроабразивной струи равен 2…30 с.
Диапазон времени 2…30 с между точечным фокусированным нагревом зоны резания листового металлического материала и ударом по нему гидроабразивной струи обеспечивает взаимодействие возникших в результате нагрева в материале детали полей растягивающих напряжений и полей напряжений (имеющих сложную структуру), возникающих при ударе гидроабразивной струи, в результате чего разрушение материала в зоне резания осуществляется на повышенной скорости резания, и при этом обеспечивается понижение рабочего давления струи и значительное уменьшение наклепа в поверхностном слое кромок разрезанного листового материала.
В частном случае в качестве внешнего источника фокусированного нагрева используют лазер.
Кроме того, нагрев может осуществляться не только лазером, но и любым источником, дающим сфокусированный поток тепловой или другой энергии, которая может быть преобразована в тепловую при взаимодействии с металлом, например, пучком электронов.
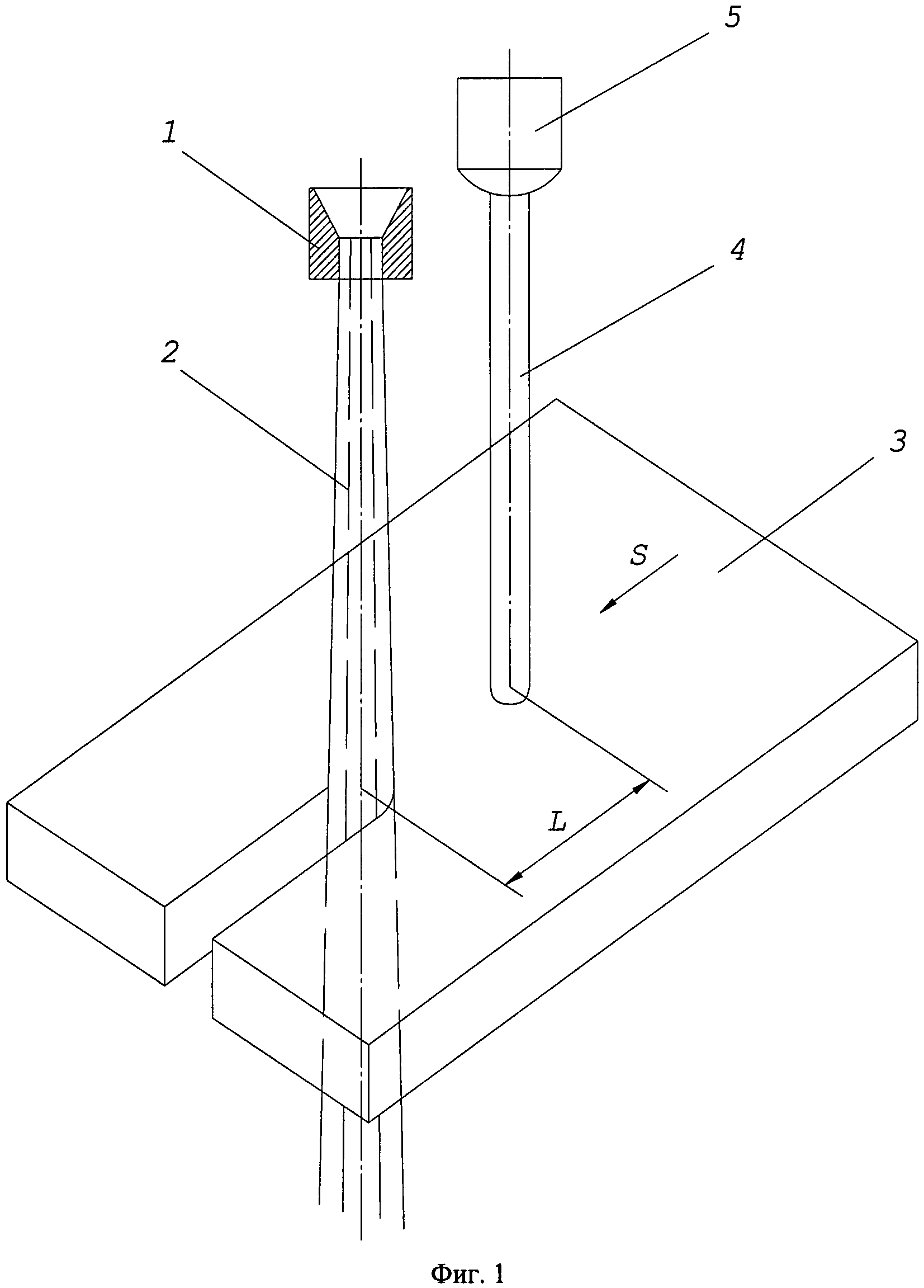
На фиг.1 показана схема осуществления способа.
На схеме обозначены: L - расстояние между точками воздействия нагрева и абразивно-жидкостной струи, мм; S - рабочая подача, мм/с.
Тогда τ - время (с) между воздействием лазерного луча и ударом абразивно-жидкостной струи, определяют как:  .
.
Способ обработки осуществляют следующим образом. Из струйной головки 1 под давлением 380 МПа вытекает высоконапорная абразивно-жидкостная струя 2, которая, ударяясь об обрабатываемую поверхность детали 3, разрезает ее в направлении подачи S. Зону резания предварительно подвергают локальному нагреву сфокусированным потоком тепловой энергии, преимущественно лазерным лучом 4. Вследствие нагрева (создания определенного температурного поля) зоны резания лазерным лучом 4 до температуры, меньшей температуры фазовых превращений, от источника лазерного излучения 5, в ней возникают растягивающие напряжения (вследствие явления расширения твердых тел при нагревании), нагрев также интенсифицирует испарение жидкости из зоны резания, что способствует удалению водяных пленок, препятствующих разрезанию материала. Образовавшиеся вследствие интенсивного испарения пары жидкости также интенсифицируют процесс резания за счет увеличения расклинивающего действия струи. При фокусировке лазерного луча таким образом, что пятно лазерного луча повторяет в точности пятно поля напряжений материала от удара гидроабразивной струи, скорость резания можно повысить до 2 раз.
Пример
Производили резание листа, изготовленного из малоуглеродистой стали, толщиной 25 мм по фигурному контуру при следующих технологических параметрах; давление жидкости (воды) Р=380 МПа, концентрация абразива в жидкости С=300 г/мин, скорость подачи режущей головки S=150 мм/мин. При данных режимах без применения нагрева зоны резания лазерным лучом увеличение подачи на 5 мм/мин приводит к неустойчивому процессу резания (падает качество реза вследствие появления выраженной полосчатости кромок). В случае с применением нагрева зоны резания источником лазерного излучения, скорость подачи режущей головки легко повысили до 180 мм/мин при тех же технологических параметрах. Расстояние L между точками воздействия лазера и абразивно-жидкостной струи составляло 4 мм. При проведении эксперимента использовался промышленный лазер с длиной волны 1064 нм и мощностью излучения 50 Вт. Температура нагрева обрабатываемого материала составляла 180°С.
Таким образом, предлагаемый способ обеспечивает значительный прирост производительности резания металлических материалов при сохранении качества кромок реза.
Источники информации
1. А.с. СССР 709348, В24С 1/10, 18.01.1980.
2. Патент RU 2206442, В24С 1/00, 13.06.2001.
Способ исследования состояния мягких тканей человека
Способ формирования термочувствительных нанокомпозиционных фотонных кристаллов
Устройство воспламенения образца твердого ракетного топлива и способ воспламенения с его использованием
Способ гидроабразивной резки и устройство для его осуществления
Способ оценки качества лакокрасочных покрытий, наносимых на поверхность изделий
Способ диагностики состояния поверхностного слоя твердотельной мишени под действием внешних нагрузок

