Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к области механической обработки заготовок резанием, и может быть использовано для обработки тех поверхностей заготовок деталей, которые на последующих операциях технологического процесса будут использованы в качестве технологических баз.
Проведенный с использованием патентной и научно-технической литературы поиск аналогов предлагаемого способа не выявил ближайшего аналога, совпадающего с предложенным изобретением по назначению.
Сущность изобретения заключается в следующем. Постоянное повышение доли прецизионных деталей в машиностроении делает особенно актуальной задачу уменьшения производственных погрешностей по выдерживаемым размерам, в частности, за счет уменьшения погрешности установки заготовок. Одним из путей решения этой задачи является разработка таких способов обработки резанием поверхностей заготовок деталей, используемых на последующих операциях технологического процесса в качестве технологических баз, которые обеспечат минимизацию погрешности установки заготовок, в частности, за счет того, что обработку участков указанных поверхностей, которые на последующих операциях предназначены для непосредственного контактирования с установочными элементами приспособлений, производят с подачей и глубиной резания, меньшей, чем на остальной части указанных поверхностей, причем выбор подачи и глубины резания производят из условия обеспечения на этих участках меньшей, чем на остальной части указанных поверхностей, высоты микронеровностей и из условия обеспечения нахождения вершин микронеровностей на этих участках на идеальной поверхности, прилегающей к вершинам микронеровностей на остальной части указанных поверхностей, или в максимальной близости от нее.
Технический результат - уменьшение погрешности установки заготовок на тех последующих операциях технологического процесса, на которых в качестве технологических баз будут использованы эти ранее обработанные поверхности.
Указанный технический результат при осуществлении изобретения достигается тем, что производят обработку резанием поверхности заготовки, используемой далее на операциях технологического процесса в качестве технологической базы, причем обработку резанием участков указанной поверхности, которые на последующих операциях предназначены для непосредственного контактирования с установочными элементами приспособлений, производят с подачей и глубиной резания, меньшей, чем на остальной части указанной поверхности; при этом выбор подачи и глубины резания производят из условия обеспечения на этих участках меньшей, чем на остальной части указанной поверхности, высоты микронеровностей и из условия обеспечения нахождения вершин микронеровностей на этих участках на идеальной поверхности, прилегающей к вершинам микронеровностей на остальной части указанной поверхности, или в максимальной близости от нее.
Сущность изобретения поясняется следующими чертежами:
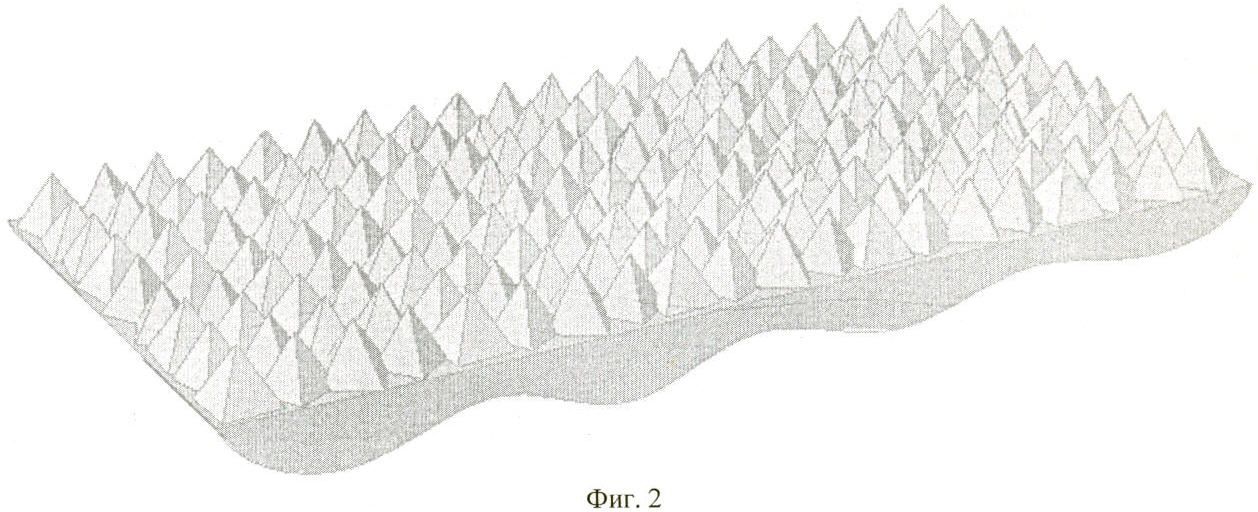
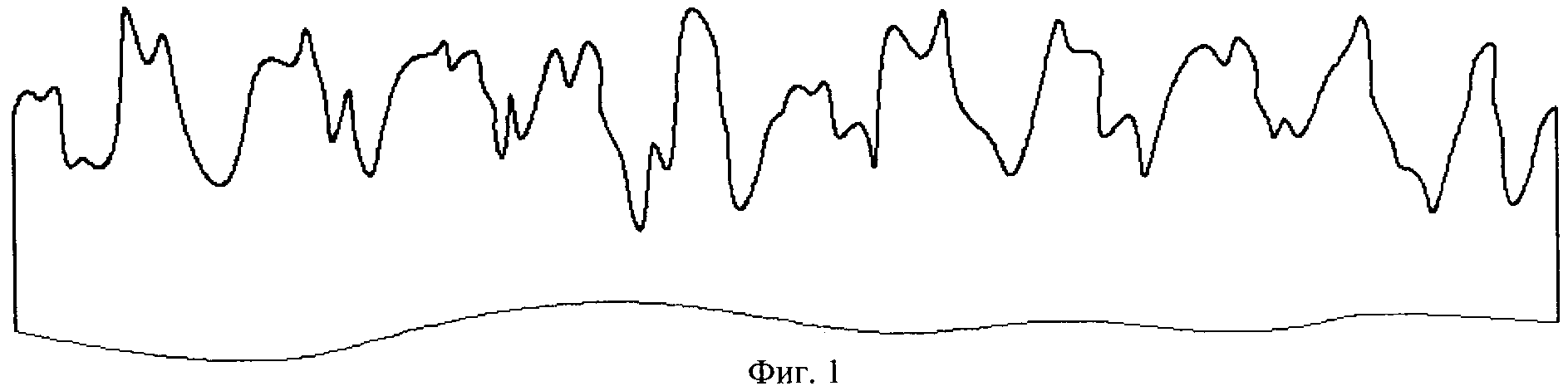
- фиг.1 и 2 - соответственно микропрофиль и микрорельеф плоской поверхности, обработанной резанием на постоянном режиме;
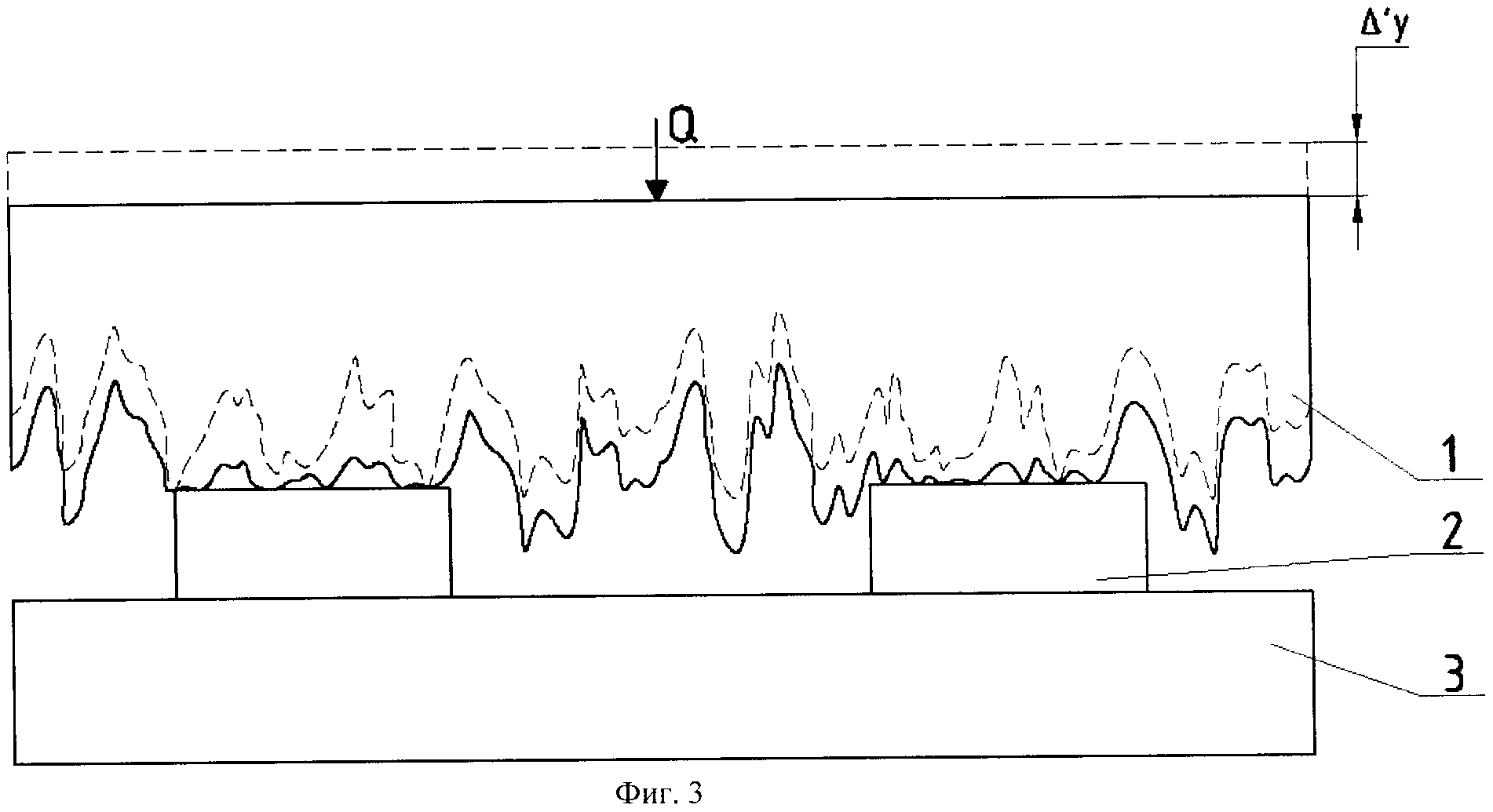
- фиг.3 - схема установки заготовки 1 по тем двум участкам плоской поверхности, обработанной резанием на постоянном режиме, которые непосредственно контактируют с установочными элементами приспособлений (двумя опорными пластинами 2 приспособления 3) на последующих операциях технологического процесса; на фиг.3 обозначены: Q - сила закрепления, Δ'у - погрешность установки;
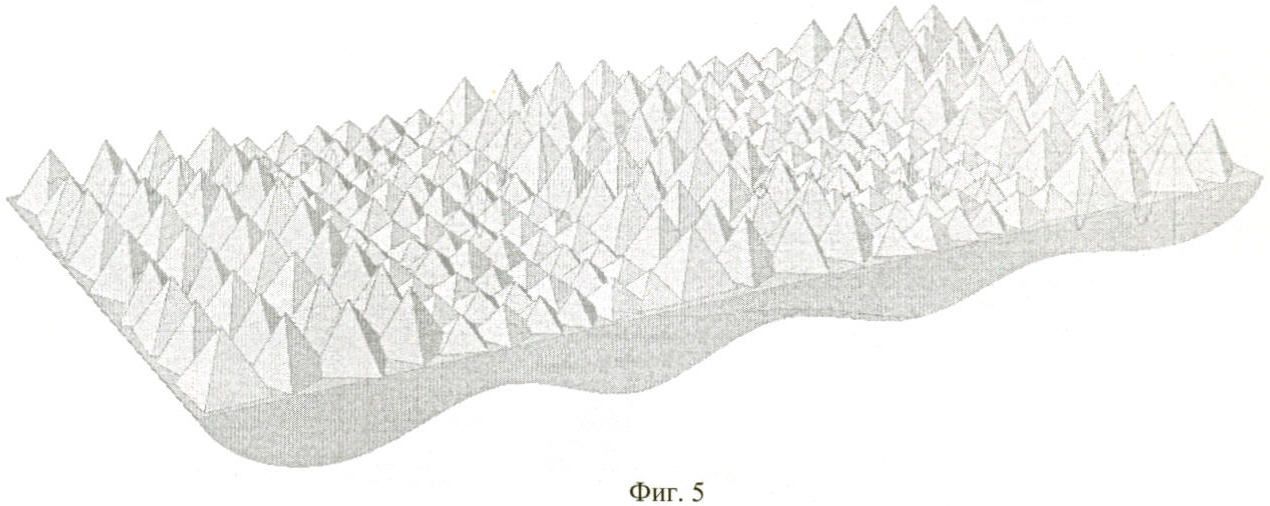
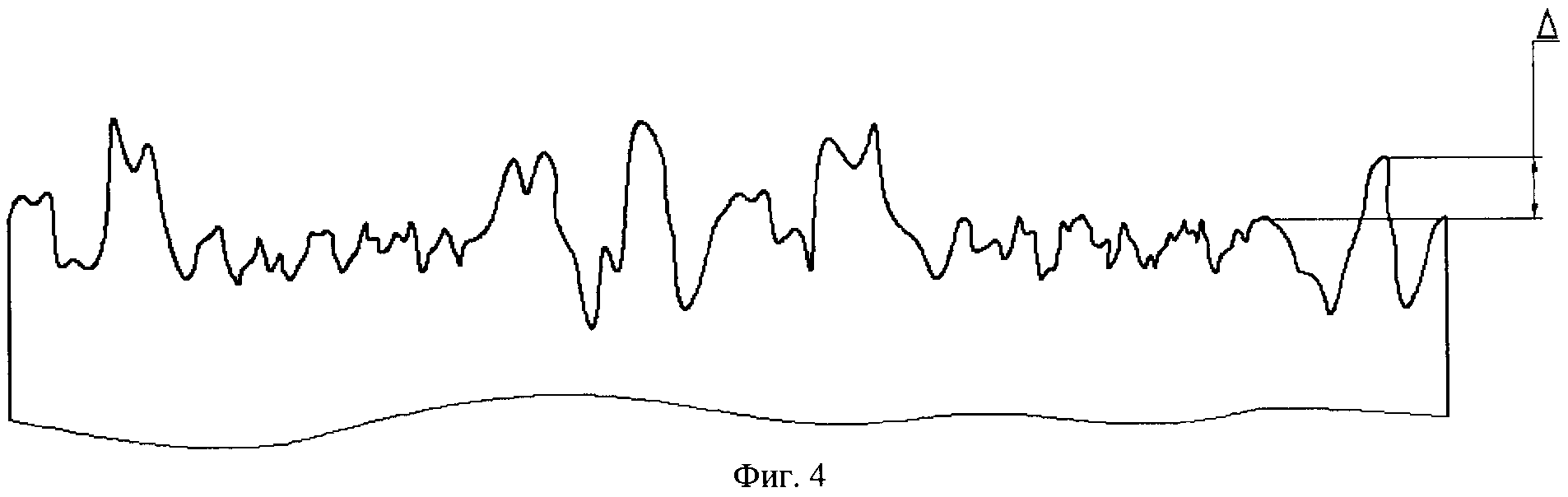
- фиг.4 и 5 - соответственно микропрофиль и микрорельеф плоской поверхности, обработанной с постоянной глубиной резания и различными на разных участках поверхности подачами; на фиг.4 обозначено: А - разность упругих отжатий инструмента относительно заготовки при обработке разных участков поверхности с различными подачами;
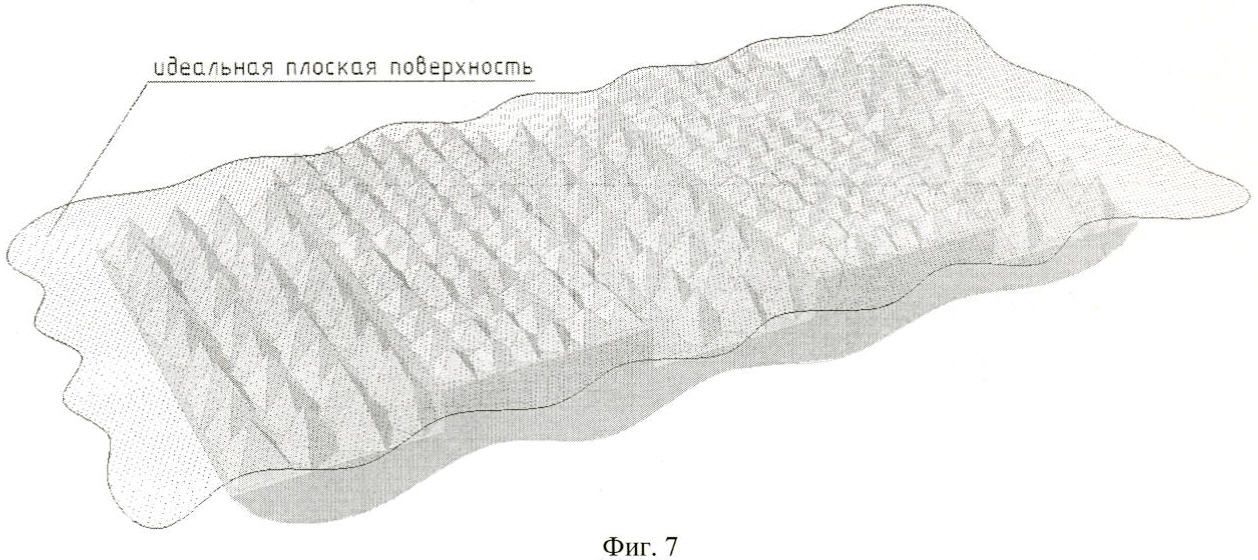
- фиг.6 и 7 - соответственно микропрофиль и микрорельеф плоской поверхности, обработанной по предлагаемому способу;
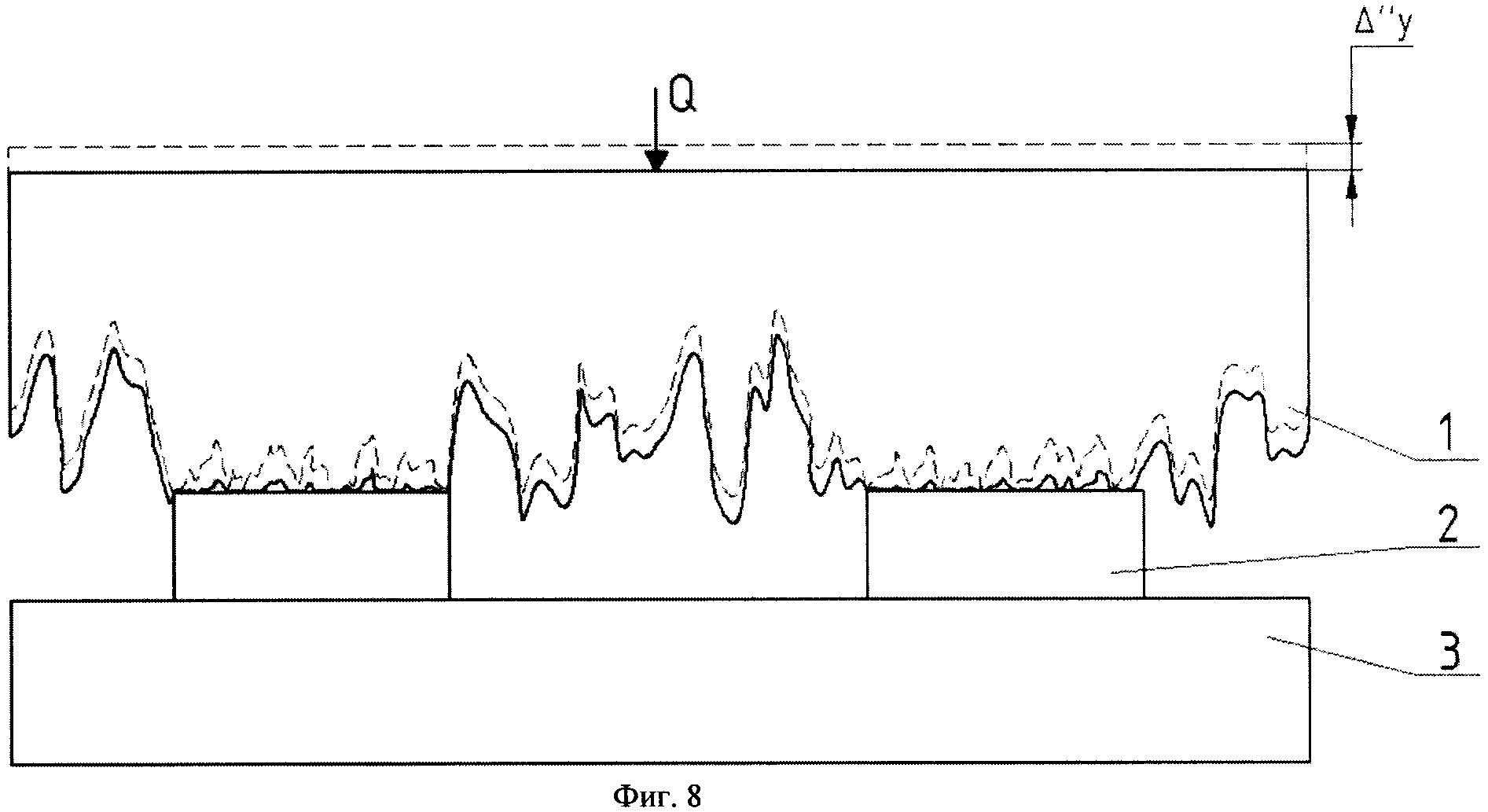
- фиг.8 - схема установки заготовки 1 по плоской поверхности, обработанной ранее на операции подготовки технологической базы по предлагаемому способу, на две опорные пластины 2 приспособления 3; на фиг.8 обозначены: Q - сила закрепления, Δ''y<Δ'y - погрешность установки.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, в виде примера реализации способа приведены ниже.
На фиг.1 и 2 показаны соответственно микропрофиль и микрорельеф плоской поверхности, обработанной на операции подготовки технологической базы резанием, например фрезерованием концевой фрезой на станке с ЧПУ. Если на этой операции обеспечить минимально возможную высоту микронеровностей поверхности с целью уменьшения погрешностей установки заготовки на последующих операциях, где указанная поверхность будет использована в качестве технологической базы, то производительность обработки на операции подготовки технологической базы будет невысокой вследствие необходимости вести обработку с относительно небольшими глубиной резания и подачей. Если же на операции подготовки технологической базы вести обработку на интенсивном, но постоянном в пределах всей поверхности режиме, то погрешности установки заготовки на последующих операциях будут большими вследствие относительно невысокого качества базовых поверхностей (Δ'у на фиг.3).
На фиг.4 и 5 показаны соответственно микропрофиль и микрорельеф плоской поверхности, обработанной на операции подготовки технологической базы, например, фрезерованием концевой фрезой на станке с ЧПУ с постоянной в пределах всей обрабатываемой поверхности глубиной резания, но с различными подачами. На тех участках обрабатываемой поверхности, которые на последующих операциях технологического процесса будут контактировать с установочными элементами приспособлений, обработку ведут с относительно небольшой подачей для обеспечения минимально возможной высоты микронеровностей на этих участках и соответственно для обеспечения минимальных погрешностей установки заготовки на последующих операциях, где поверхность, обрабатываемая на операции подготовки технологической базы, будет выполнять функцию базовой поверхности. На остальных участках обрабатываемой поверхности обработку ведут с такими подачами, которые обеспечивают высоту микронеровностей на этих участках, требуемую, исходя из функционального назначения указанной поверхности детали в машине. Однако при обработке поверхности с различными подачами на разных участках этой поверхности силы резания и упругие отжатия инструмента относительно заготовки неодинаковы на разных участках обрабатываемой поверхности. Это приводит к тому, что вершины микронеровностей на разных участках поверхности находятся на разных уровнях, как это показано на фиг.4 и 5. Такой микрорельеф не позволяет поверхности детали наилучшим образом выполнять свое функциональное назначение в машине.
На фиг.6 и 7 показаны соответственно микропрофиль и микрорельеф плоской поверхности, обработанной на операции подготовки технологической базы по предлагаемому способу, например фрезерованием концевой фрезой на станке с ЧПУ с различными на разных участках этой поверхности подачами и глубинами резания. Обработку тех участков поверхности, которые на последующих операциях технологического процесса будут контактировать с установочными элементами приспособлений, ведут с относительно небольшой подачей для обеспечения на вышеупомянутых участках меньшей, чем на остальной части поверхности, высоты микронеровностей. Это позволяет уменьшить погрешности установки заготовки на последующих операциях, где поверхность, обработанная на операции подготовки технологической базы, будет выполнять функцию базовой поверхности. Для того, чтобы обеспечить нахождение вершин микронеровностей всех участков обрабатываемой поверхности на идеальной плоской поверхности (или в максимальной близости от нее), как показано на фиг.6 и 7, в управляющую программу станка с ЧПУ вводится корректировка значения глубины резания на величину Δ (см. фиг.4). Микрорельеф поверхности по фиг.6 и 7 позволит этой поверхности детали наилучшим образом выполнять свое функциональное назначение в процессе эксплуатации детали в машине, а при использовании ее в качестве технологической базы - минимизировать погрешности установки заготовки (Δ''у на фиг.8).
Способ обработки резанием поверхности заготовки, используемой далее на операциях технологического процесса в качестве технологической базы, включающий обработку участков, которые на последующих операциях предназначены для непосредственного контактирования с установочными элементами приспособлений, с подачей и глубиной резания меньшей, чем на остальной части указанной поверхности, выбор которых производят из условия обеспечения на этих участках меньшей, чем на остальной части указанной поверхности, высоты микронеровностей и из условия обеспечения нахождения вершин микронеровностей на этих участках на идеальной поверхности, прилегающей к вершинам микронеровностей на остальной части указанной поверхности, или в максимальной близости от нее.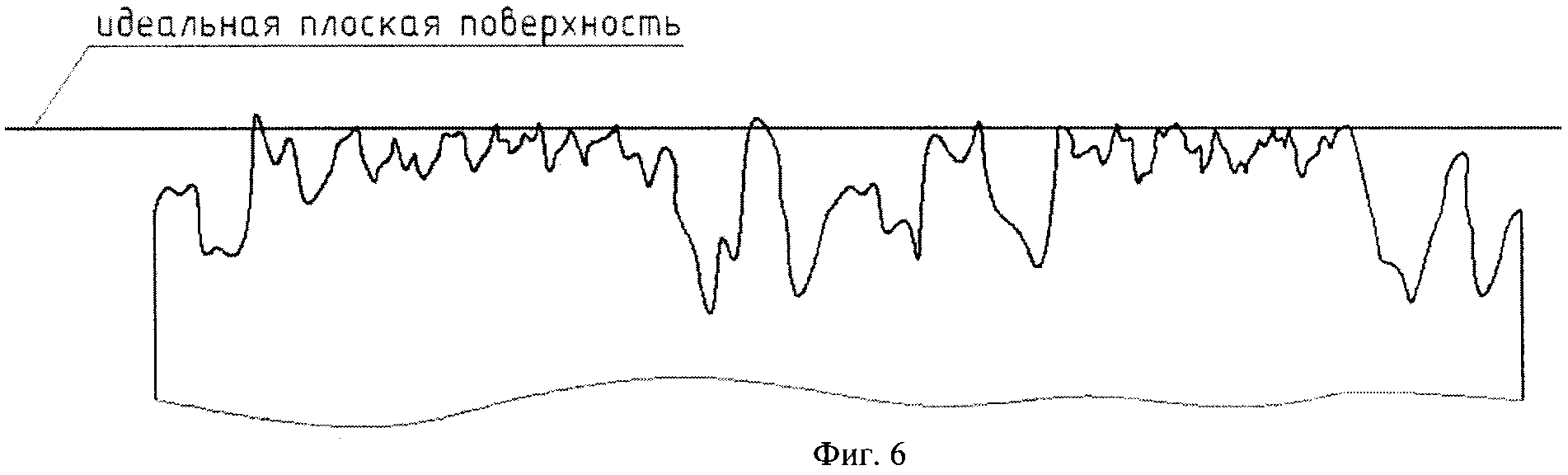
Устройство для удаления поверхностного слоя нефтесодержащих жидкостей
Шлифовальный круг
Упаковочный комплект для хранения и транспортировки изделия с радиоактивным веществом
Способ работы теплогенерирующей установки
Котельная установка
Теплофикационная турбоустановка
Паровой котел
Способ подогрева добавочной питательной воды в тепловой электрической станции
Способ контроля герметичности вакуумных систем турбоустановок
Теплофикационная турбоустановка
Безопасное сиденье транспортного средства
Салон пассажирского общественного транспортного средства
Способ получения многослойного покрытия для режущего инструмента

