Результат интеллектуальной деятельности: РЕЖУЩИЙ ЭЛЕМЕНТ, ЭЛЕКТРИЧЕСКАЯ БРИТВА, ОСНАЩЕННАЯ РЕЖУЩИМ ЭЛЕМЕНТОМ, И СПОСОБ ПОЛУЧЕНИЯ ТАКОГО ЭЛЕМЕНТА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к режущему элементу, такому как используется в электрической бритве, при этом режущий элемент изготовлен из нержавеющей стали с упрочненным поверхностным слоем по меньшей мере на части своей поверхности. Изобретение также относится к электрической бритве, оснащенной таким режущим элементом, и способу получения режущего элемента.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Режущие элементы из нержавеющей стали для бритв обычно устанавливаются на вращающемся подвижном ноже или же представляют собой его часть, которая заключена внутри неподвижного ножа бреющей головки, снабженной расположенными радиально тонкими пластинками бреющей головки. При бритье элементы подвижного ножа вращаются и захватывают волоски, которые попадают через пазы между тонкими пластинками неподвижного ножа бреющей головки. В этом процессе режущие поверхности (или движущиеся торцы) режущих элементов находятся во фрикционном контакте с поверхностями тонких пластинок неподвижного ножа бреющей головки. Это может приводить к значительному износу либо режущих элементов, либо пластинок неподвижного ножа бреющей головки, либо и тех и других в зависимости от относительной поверхностной твердости обсуждаемых деталей.
Для разрешения этой проблемы было предложено оснащать режущие элементы и/или пластинки неподвижного ножа бреющей головки упрочненным поверхностным слоем, например, полученным путем ионно-плазменного азотирования. Такие режущие элементы, к примеру, известны из патента ЕР 0743144 В1. Другие известные бритвенные лезвия изготавливают из специальных металлических сплавов, которые имеют повышенную твердость, таких как описаны в патенте US 6763593 В1. Однако эти известные режущие элементы имеют тот недостаток, что их твердость в общем является слишком высокой в отношении твердости пластинок неподвижного ножа бреющей головки. Хотя такие режущие элементы не подвергаются значительному износу, это несоответствие в твердости ведет к существенному износу неподвижного ножа бреющей головки. В особенности в случае универсальной бритвы, то есть электрической бритвы, которую можно использовать для влажного бритья, при котором дополнительно применяется средство для бритья, проблему может составить не только износ режущих элементов, но и легко может иметь место коррозия. Коррозионная устойчивость является менее проблематичной для общеупотребительных бритв, но ввиду дополнительного применения средств для бритья лезвие находится в гораздо более тесном контакте с влагой. В настоящее время материал, употребляемый для изготовления этих режущих элементов, представляет собой нержавеющую мартенситностареющую сталь. Этот тип стали имеет хорошие характеристики коррозионной устойчивости, но умеренную износостойкость. Для повышения твердости материал упрочняют с использованием традиционных способов термической обработки.
Стали, которые имеют очень высокую коррозионную устойчивость, во многих случаях с трудом поддаются закалке при термической обработке и обладают плохими трибологическими свойствами, следовательно, имеют ненадлежащие характеристики износа для применения в условиях вышеупомянутого универсального (сухого/влажного) бритья. Износ наружного неподвижного ножа происходит не только в результате контакта с вращающимся подвижным ножом внутри бреющей головки, но также вследствие контакта с кожей и волосками, которые, в особенности в виде невыбритой щетины, могут быть очень жесткими.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Цель изобретения состоит в представлении режущих элементов, которые являются коррозионностойкими и износоустойчивыми, и, в частности, в плане износа могут быть хорошо сбалансированы с неподвижным ножом бреющей головки.
Эта цель достигается с помощью режущего элемента согласно пункту 1 формулы изобретения. В частности, представлен режущий элемент, изготовленный из нержавеющей стали с упрочненным поверхностным слоем на по меньшей мере части его поверхности, благодаря чему режущая торцевая грань элемента включает поверхностный слой из закаленной стали по меньшей мере вдоль его режущей кромки, тогда как остальная торцевая грань составлена нержавеющей сталью. Понятие «режущая торцевая грань режущего элемента» (или бритвенное лезвие) применяется для обозначения поперечного сечения того края режущего элемента, который приходит во фрикционный контакт с пластинками неподвижного ножа бреющей головки в процессе применения. Режущая кромка режущей торцевой грани представляет собой такую периферическую кромку торцевой грани, которая первой касается пластинок неподвижного ножа бреющей головки при вращении. Таким образом, режущую торцевую грань можно рассмотреть снаружи. Согласно изобретению представлена композитная режущая торцевая грань, включающая часть из нержавеющей стали и часть из нержавеющей стали с повышенной твердостью, по меньшей мере одна из которых размещена вдоль режущей кромки. Эта упрочненная режущая кромка первой контактирует с пластинками и имеет твердость, по существу необходимую для предотвращения износа лезвия, в то же время обеспечивая острую кромку. Поскольку остальная часть режущей торцевой грани сделана из нормальной нержавеющей стали (имеющей меньшую твердость), снижается общий баланс твердости в отношении режущей торцевой грани, имеющей высокую твердость по всей длине. Это ведет к существенно меньшему износу пластинок неподвижного ножа бреющей головки. Действительно, на протяжении срока службы неподвижного ножа бреющей головки он находится в контакте с гораздо меньшей площадью поверхности закаленной стали. Неожиданно оказалось, что присутствие нержавеющей стали с меньшей твердостью, чем общепринятая твердость режущей торцевой грани, необязательно ведет к увеличенному износу режущего элемента. Общепринятая твердость обычно составляет около 600 HV1 (твердость по Виккерсу, шкала HV1).
Термин «режущий элемент» означает отдельно действующее рабочее лезвие или бреющее лезвие, которое работает в сочетании с еще одним бреющим лезвием. Такую конструкцию совместно действующих бреющих лезвий, например, можно найти в бритве с внутренним вращающимся режущим элементом, который окружен наружным противолежащим режущим элементом (головкой), которая находится в стационарном положении. Обе детали, то есть внутренний вращающийся режущий элемент и наружный неподвижный противорежущий элемент, в настоящем документе называются как режущие элементы. Изобретение не ограничивается бритвами с вращающимися ножами. Оно также применимо к другим типам бритвы, например к так называемым вибрационным бритвам. В вибрационной бритве режущие элементы совершают возвратно-поступательное движение относительно по существу неподвижной металлической фольги, например сделанной из твердого никеля. Режущие элементы размещены более или менее перпендикулярно поверхности металлической фольги. Поэтому в качестве режущей кромки действуют обе стороны режущей торцевой грани режущих элементов.
Предпочтительный вариант осуществления режущего элемента согласно изобретению отличается тем, что упрочненный поверхностный слой режущей торцевой грани простирается по существу по всей периферии торцевой грани. Такой вариант исполнения не только является более прочным, но к тому же количество закаленной стали на торцевой грани может быть более легко увеличено, что обеспечивает возможность более тонко корректировать баланс твердости.
В дополнительном предпочтительном варианте исполнения режущего элемента согласно изобретению толщину упрочненного поверхностного слоя регулируют таким образом, чтобы довести до максимума срок службы режущего элемента и/или пластинок неподвижного ножа бреющей головки. Согласно изобретению срок службы режущих элементов и/или неподвижного ножа бреющей головки может быть реально задан путем изменения геометрической величины закаленной стали и менее твердой стали в режущей торцевой грани. Когда режущий элемент изнашивается слишком быстро относительно неподвижного ножа бреющей головки, может быть в общем увеличено количество закаленной стали. Когда быстрее изнашивается неподвижный нож бреющей головки, в общем может быть уменьшено количество закаленной стали. Оптимальный баланс твердости может быть без труда определен специалистом, квалифицированным в этой области технологии, в экспериментах методом проб и ошибок.
Хотя отношение площади поверхности упрочненного поверхностного слоя торцевой грани к общей площади поверхности торцевой грани режущей торцевой грани может варьироваться в пределах широких диапазонов, предпочтительно площадь поверхности упрочненного поверхностного слоя на торцевой грани режущего элемента варьируется от 5 до 50% от общей площади поверхности торцевой грани, еще более предпочтительно от 10 до 35% от общей площади поверхности торцевой грани и наиболее предпочтительно от 15 до 25% от общей площади поверхности торцевой грани.
Толщина упрочненного поверхностного слоя в общем зависит от размеров режущей торцевой грани. Для вращающихся режущих элементов с типичными толщинами от около 100 до 200 мкм толщина упрочненного поверхностного слоя типично варьируется от 5 до 20 мкм, хотя могут быть пригодными меньшие или большие толщины. Слишком большая толщина может вызывать преждевременное разрушение режущего элемента и в особенности отделение упрочненного поверхностного слоя от остальной части элемента. Представляется, что это обусловлено развитием внутренних напряжений при изготовлении упрочненного слоя.
Дополнительное преимущество режущего элемента согласно изобретению состоит в том, что в принципе его можно изготовить из любого типа нержавеющей стали. Неожиданно оказалось, что могут быть использованы даже довольно мягкие стали. Пригодные стали включают мартенситностареющую, и/или упрочняемую дисперсионным твердением нержавеющую сталь, или аустенитную нержавеющую сталь. Предпочтительно твердость нержавеющей стали, из которой формируют режущий элемент, варьируется от 100 до 600 HV1 и более предпочтительно от 150 до 350 HV1. Возможность применения довольно мягких нержавеющих сталей создает многочисленные преимущества в изготовлении режущих элементов. Например, становится возможным изготовление режущего элемента согласно изобретению из нержавеющей стали, пригодной для литьевого формования под давлением, с использованием метода порошковой металлургии, который является предпочтительным методом в контексте изобретения. Также становится возможным употребление способов формования металлов для формирования режущих элементов, например, таких как глубокая вытяжка. В случае изготовления режущего элемента в предпочтительном варианте исполнения путем литьевого формования металла под давлением предпочтительно следует выбирать имеющиеся на рынке в продаже сорта сталей так, чтобы они удовлетворяли требованиям коррозионной устойчивости и до некоторой степени требованиям твердости. В особенности предпочтительная в этом контексте сталь включает упрочняемую дисперсионным твердением нержавеющую сталь со средней закаливаемостью, известную как «17-4РН». К тому же закаливаемость этой стали ограничена всего 400 HV1, тогда как режущие элементы известного вращающегося ножа обычно требуют, например, твердости в 600 HV1 или выше. Эксплуатационные испытания, проведенные на сформированных литьевым формованием ножах из стали 17-4РН (с ограниченной твердостью 400 HV1) показали в два раза увеличенную скорость износа относительно срока службы ножа. Изобретение предлагает решение этой проблемы в том смысле, что превосходная формуемость сочетается с регулируемым износом и характеристиками самозатачиваемости.
Чтобы получить необходимую твердость для хорошего срезания, твердость упрочненного поверхностного слоя предпочтительно составляет по меньшей мере 1000 HV1, более предпочтительно по меньшей мере 1300 HV1. Предпочтительно твердость поверхностного слоя по меньшей мере равна твердости неподвижного ножа бреющей головки, в особенности твердости пластинок неподвижного ножа. Режущий элемент может быть выполнен для использования в бритве, предназначенной для сухого бритья, или для применения в бритве для комбинированного сухого/влажного бритья.
Изобретение также относится к электрической бритве, оснащенной вышеуказанным режущим элементом. Такая бритва имеет преимущества, которые уже упомянуты в отношении режущего элемента согласно изобретению.
Изобретение также представляет способ получения режущего элемента согласно изобретению. Способ отличается тем, что режущий элемент формируют из нержавеющей стали, и по меньшей мере часть поверхности режущего элемента упрочняют подверганием ее воздействию плазмы из подходящих ионов за исключением режущей торцевой грани. Однако частичное упрочнение режущего элемента может быть выполнено другими способами, такими как деформационное упрочнение, например дробеструйным упрочнением, или местным термическим упрочнением и/или местным упрочнением с дисперсионным твердением, с использованием способов термической обработки для поверхностного упрочнения, таких как индукционная закалка, лазерное упрочнение и тому подобных. Возможно также комбинирование этих способов. В общем такая комбинация, предпочтительно каковую представляет сочетание деформационного упрочнения с ионно-плазменным азотированием, позволяет достигнуть высоких значений твердости. Деформационное упрочнение также употребляют для изготовления бритвенных лезвий, имеющих уменьшенное поперечное сечение. Такие типы лезвий получаются с уменьшенным поперечным сечением путем штамповки их таким образом, что они принимают форму с утолщенными концами («собачьей косточки») с уменьшенной толщиной в средней части. Такие довольно тонкие лезвия в особенности склонны к износу. Способ согласно изобретению является в особенности преимущественным для таких типов лезвий или режущих элементов.
В еще одном предпочтительном способе получения режущего элемента согласно изобретению режущий элемент формируют из нержавеющей стали, по меньшей мере часть поверхности режущего элемента упрочняют обработкой его плазмой с подходящими ионами, после чего часть элемента удаляют, формируя таким образом режущую торцевую грань.
Во всех описанных способах ионы предпочтительно выбирают из азота, углерода, бора или комбинаций таковых. Согласно изобретению режущий элемент, например, формируют из нержавеющей мартенситностареющей стали, после формования которой режущий элемент упрочняют на надлежащих поверхностях с помощью ионно-плазменного азотирования до твердости верхнего слоя на уровне по меньшей мере 1300 HV1. Типичные параметры азотирования включают температуру от 300°С до 500°С, продолжительность обработки от 5 до 40 часов и давления азотирования от 250 Па до 550 Па, в конце концов с использованием способа импульсной плазмы. Способ согласно изобретению обеспечивает возможность изготовления компонентов бритвы из незакаленной (аустенитной) нержавеющей стали, каковые компоненты позднее упрочняют в процессе производства повышением твердости внутрь и созданием износоустойчивого составного верхнего слоя, тем самым упрощая процесс производства. Незакаленная нержавеющая сталь может быть обработана относительно легко, в частности, с использованием способов формования металла. Согласно настоящему изобретению соответствующий изобретению способ делает возможным применение до сих пор непригодных (и относительно недорогих) сортов стали для производства режущего элемента согласно изобретению. Режущий элемент упрочняют способом ионно-плазменного азотирования, предпочтительно на всех поверхностях лезвия, и формируют упрочненным способом ионно-плазменного азотирования слой, состоящий из поверхностного составного верхнего слоя из стали, пересыщенной азотом, возможно, с так называемым промежуточным диффузионным слоем, прилегающим к верхнему слою, с твердостью, варьирующейся от твердости верхнего слоя до твердости стали до упрочнения. Присутствие диффузионного слоя создает то преимущество, что он дополнительно упрочняет базовый материал и повышает допустимую нагрузку составного слоя. Названный поверхностный составной слой, предпочтительно имеющий твердость по меньшей мере 1300 HV1 и в случае аустенитной нержавеющей стали по меньшей мере 1100 HV1, затем удаляют на одном конце изготовленного режущего элемента, формируя режущую торцевую грань.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение теперь будет разъяснено ниже с привлечением сопроводительных чертежей, на которых:
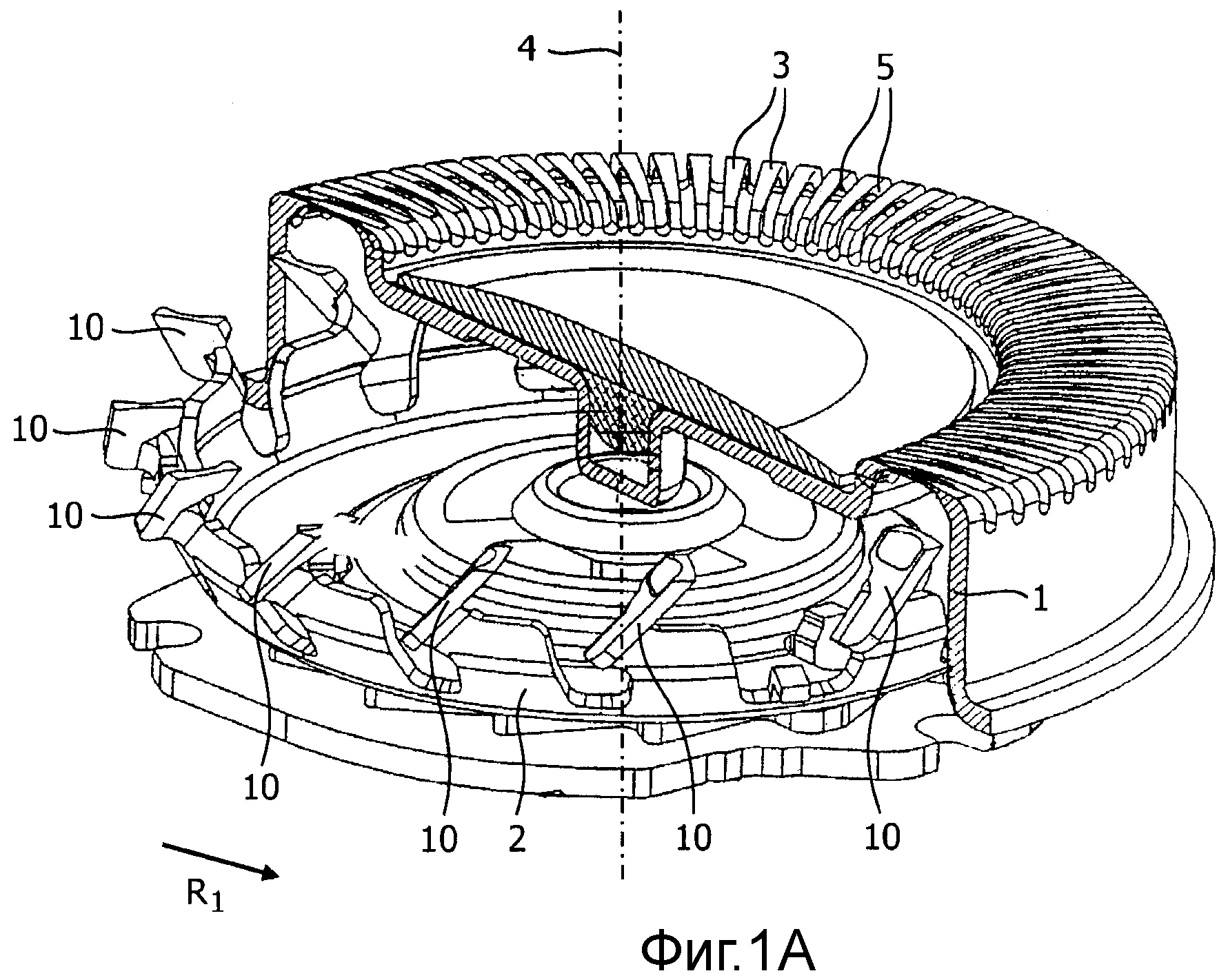
Фиг.1А представляет вид в разрезе бреющей головки и подвижного ножа, оснащенного режущими элементами согласно изобретению;
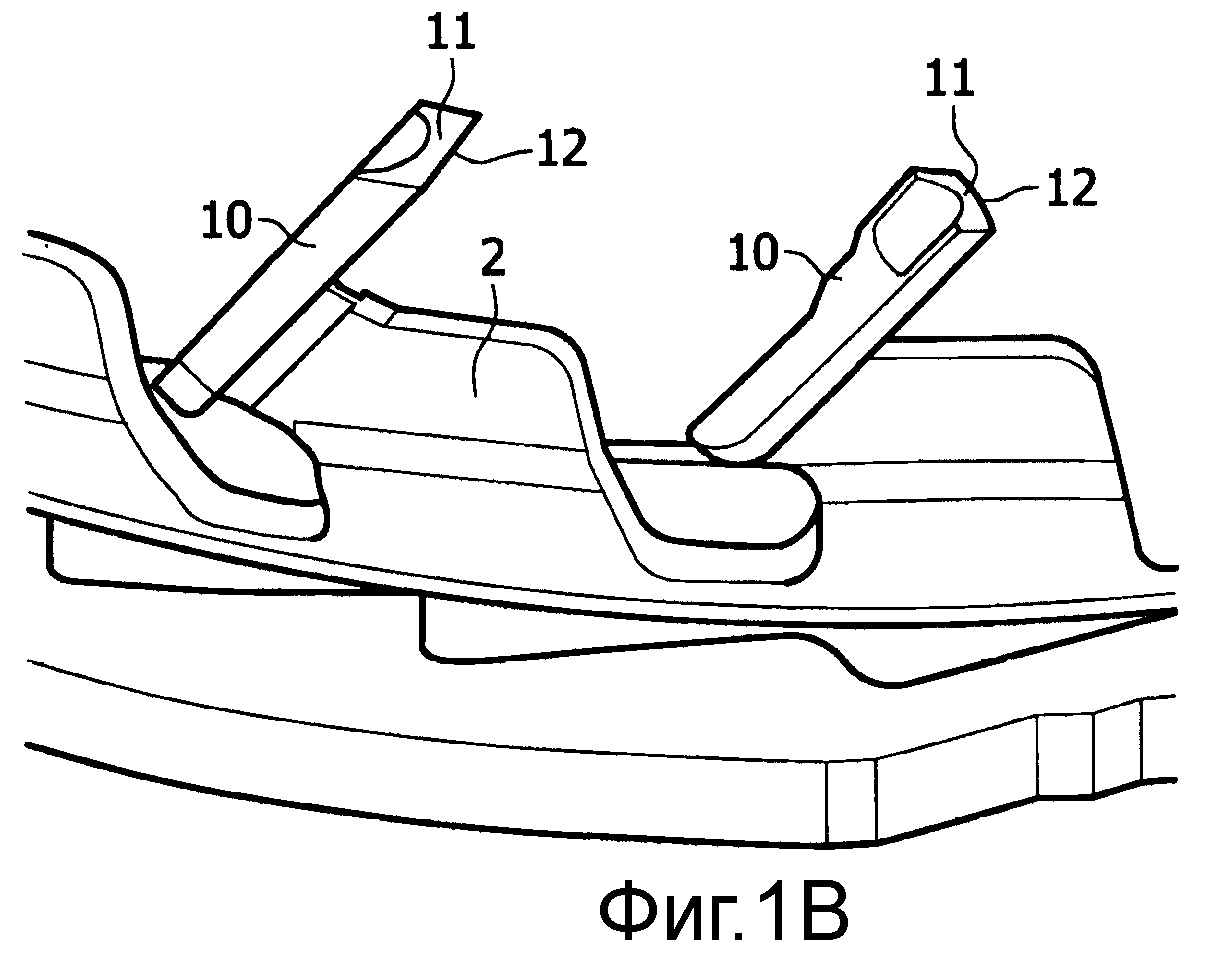
Фиг.1В представляет часть подвижного ножа, показанного на Фиг.1А;
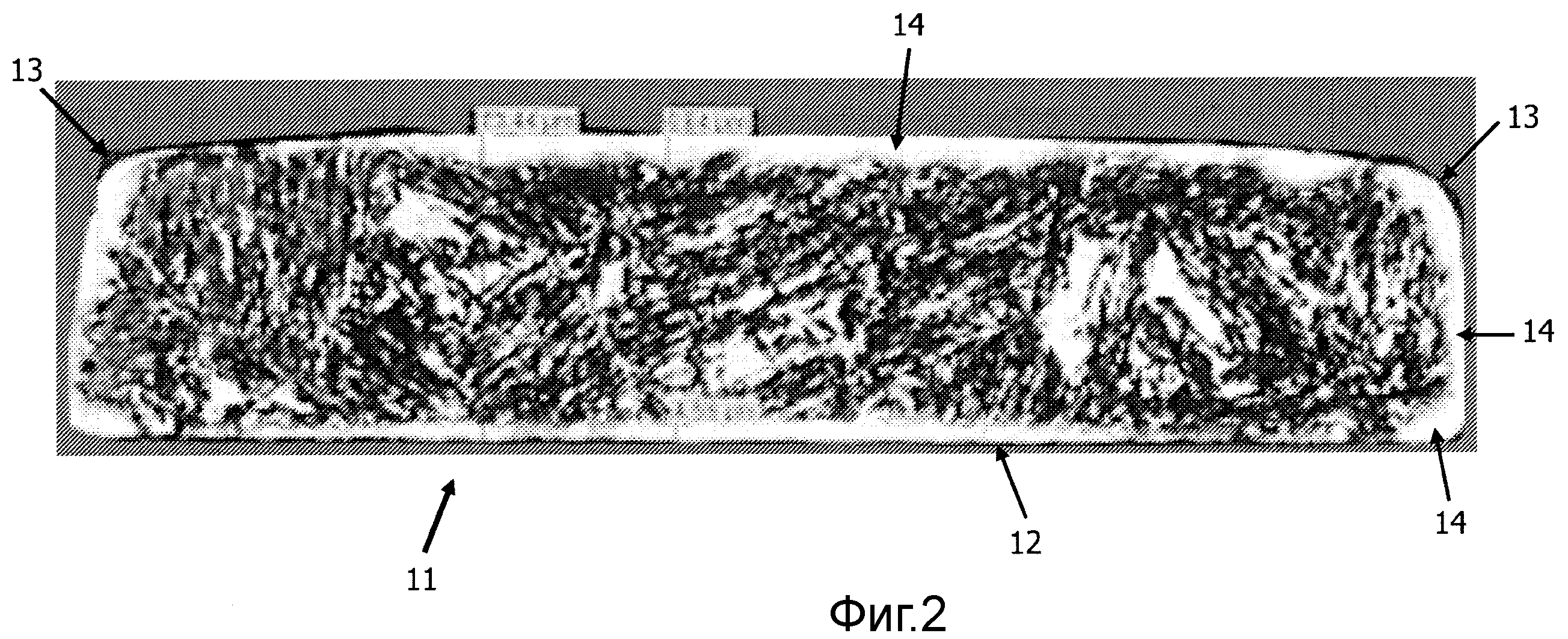
Фиг.2 представляет режущую торцевую грань режущего элемента согласно изобретению; и
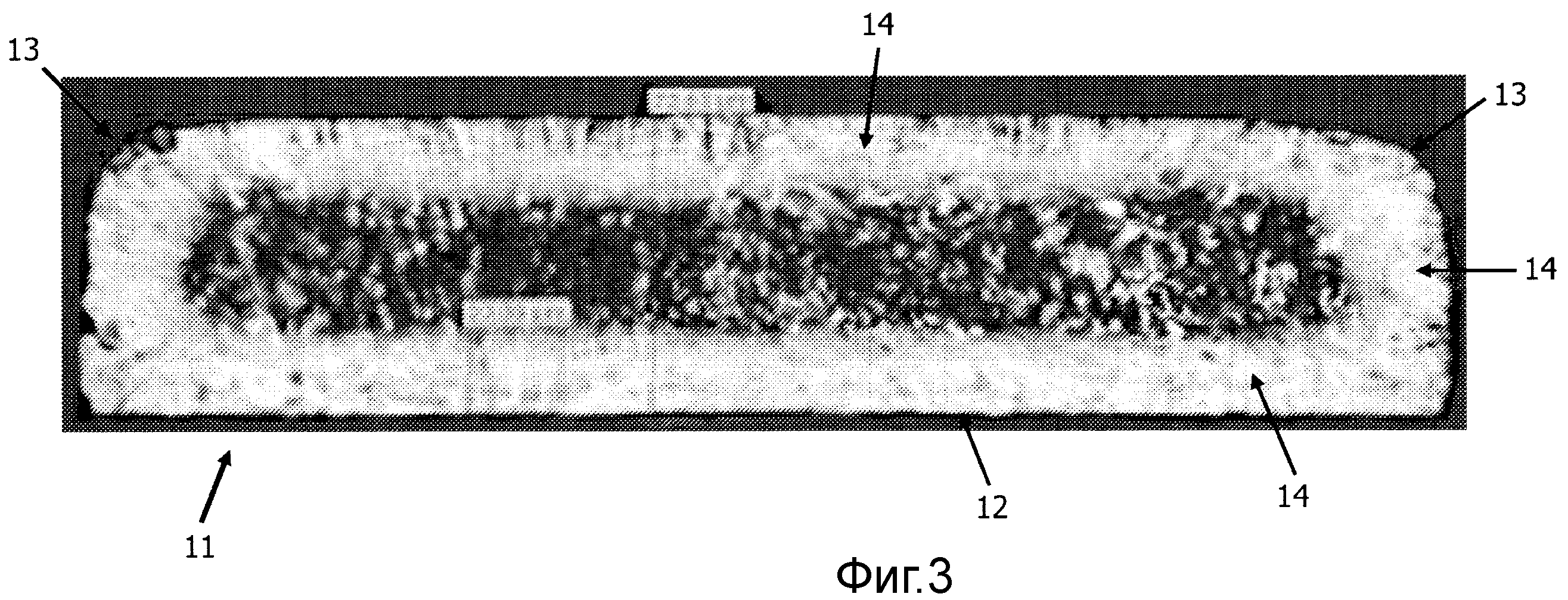
Фиг.3 представляет режущую торцевую грань еще одного режущего элемента согласно изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фигурах 1А и 1В показан неподвижный нож 1 бреющей головки. Неподвижный нож 1 бреющей головки оснащен проходящими радиально пластинками 3 неподвижного ножа бреющей головки. Подвижный нож 2 размещен с возможностью вращения внутри неподвижного ножа 1 бреющей головки. Подвижный нож 2 оснащен несколькими расположенными по окружности режущими элементами 10, также называемыми режущие ножки. При бритье элементы 10 подвижного ножа вращаются вокруг оси 4 в направлении, обозначенном буквой R, и захватывают волоски, которые попадают через пазы 5 между пластинками 3 в неподвижный нож 1 бреющей головки. В этом процессе режущие торцевые грани 11 режущих элементов 10 находятся во фрикционном контакте с поверхностями пластинок неподвижного ножа бреющей головки. В показанном варианте осуществления режущие элементы 10 наклонены относительно плоскости, формируемой пластинками 3. Режущие кромки, которые означают такие кромки, которые первыми контактируют с пластинками 3, обозначены номером 12 на Фигуре 1В.
На фигуре 2 показана режущая торцевая грань 11 режущего элемента 10, упрочненного ионно-плазменным азотированием. Режущая торцевая грань 11 имеет более или менее прямоугольную форму со скругленными угловыми кромками 13. Нижняя кромка 12 режущей торцевой грани 11 представляет собой режущую кромку. Торцевая грань 11 включает упрочненный поверхностный слой 14, покрывающий по существу всю периферическую поверхность торцевой грани 11 равномерным образом. Средняя толщина упрочненного поверхностного слоя 14 составляет около 5 мкм. Режущую торцевую грань 11 режущего элемента 10 получают способом, в котором режущий элемент формируют из нержавеющей стали, например из мартенситностареющей стали Sandvik 1RK91, по хорошо известной технологии. Общую поверхность режущего элемента затем упрочняют с использованием для этого способа ионно-плазменного азотирования. Это может быть сделано, например, выдерживанием изготовленного режущего элемента в импульсно-плазменной печи при температуре 375°С в течение 20 часов при давлении газообразного азота 475 Па, во время которого происходит азотирование. При средней толщине режущего элемента приблизительно 70 мкм это имеет результатом упрочненный поверхностный слой толщиной приблизительно 5-20 мкм. В случае стали 1RK91 твердость от первоначального уровня в 500 HV1 была повышена до 1500 HV1 на наружной стороне упрочненного поверхностного слоя. В упрочненном слое также возрастает модуль упругости, типично на 20-30%, например от 170 ГПа до 220 ГПа. После снабжения режущего элемента упрочненным поверхностным слоем по существу на всей его поверхности часть элемента удаляют, тем самым формируя (обнажая) режущую торцевую грань. Процесс формирования торцевой грани 11 может включать приготовление ленты из нержавеющей стали, придание ленте изогнутой формы и стачивание части одной ее концевой секции под углом к осевому направлению режущего элемента (который искривлен вследствие изогнутой формы). Стачивание или удаление материала предпочтительно производят с использованием электроэрозионного станка.
В зависимости от конкретного применяемого при упрочнении набора параметров может быть сформирован упрочненный поверхностный слой 14 с несколькими значениями толщины. Это показано на фигуре 3, где изображена отличающаяся торцевая грань 11, имеющая в среднем более толстый упрочненный слой 14. Такая торцевая грань 11 в общем будет иметь баланс твердости в пользу режущего элемента за счет пластинок неподвижного ножа бреющей головки. Перед проведением процесса азотирования мартенситностареющие и упрочняемые дисперсионным твердением стали могут быть сначала упрочнены с использованием термической обработки для упрочнения при старении, и/или стадии дисперсионного твердения. Необязательно это может быть скомбинировано с процессом азотирования. Использованный здесь способ ионно-плазменного азотирования является общеизвестным в технологии.
Очевидно, что способ согласно изобретению может быть также применен для других устройств, которые подвергаются сильному износу и воздействию коррозионно-агрессивных условий, таких, но не ограничивающихся таковыми, как бритвенные лезвия, вращающиеся ножи, режущие инструменты, некоторые автомобильные детали и т.д.
Беспроводная персональная сеть
Способ направления пользователя от исходного положения к месту назначения в зоне общественного пользования
Несущий элемент для бритвенного устройства, содержащего пары из режущего элемента и поднимающего волоски элемента
Сенсорное устройство для определения целевого вещества
Устройство и способ для воздействия и/или обнаружения магнитных частиц и для магнитно-резонансной томографии
Кухонное устройство
Система демодуляции сигнала
Электрическая водонагревательная система
Способ управления системой освещения
Датчик для обнаружения пузырьков в жидкости, протекающей по пути потока
Устройство для бокового излучения с гибридным верхним отражателем
Cистема и способ управления цветом сид лампы
Система и способ управления электропитанием сид лампы
Быстрый биосенсор со слоем реагента
Детектор излучения
Масштабируемый распределитель электропитания
Система освещения, управляемая компьютером
Регулируемое светогенерирующее устройство
Клапанный узел с улучшенным регулированием температуры и снабженное им устройство для приготовления напитка
Тонкая подсветка с использованием низкопрофильных светоизлучающих диодов бокового излучения

