Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С ВНУТРЕННИМ ОРЕБРЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к теплотехнике и может быть использовано при производстве оребренных труб, холодильных аппаратов или контейнеров, предназначенных для хранения отработавшего топлива ядерных реакторов, а также других материалов или объектов, являющихся мощными источниками тепла.
Известен способ изготовления оребренной поверхности (патент РФ №2141615, приоритет 14.04.98 г., МПК F28F 3/02, опубликован 20.11.99 г., БИ №32). Способ включает укладывание дисков оребрения в кондуктор, предварительное охлаждение трубы в среде жидкого азота, затем введение ее во внутренние отверстия дисков оребрения и нагрев теплом окружающей среды, после чего оребренную поверхность вынимают из кондуктора в виде готового изделия.
При нагреве трубы теплом окружающей среды происходит ее тепловое расширение, в результате чего обеспечивается необходимый контакт между трубой и ребрами.
Недостатками данного способа являются:
- существенные технологические трудности, возникающие при охлаждении жидким азотом крупногабаритных труб (диаметром порядка 1…3 м и длиной 2…4 м);
- невозможность изготовления трубы с продольными ребрами.
Известен, в качестве наиболее близкого по технической сущности к заявляемому, способ изготовления теплообменной трубы с внутренним оребрением (патент РФ №2190138, приоритет от 10.08.2000 г., МПК F28F 1/40, опубликован 20.11.2002, БИ №32). По данному способу внутрь трубчатой заготовки вводят сердечник и ребра. Предварительно, на внутренней поверхности заготовки и внешней поверхности заранее выполненного полым сердечника, выполняют продольные пазы, а ребра, выполненные отдельно от сердечника, изготавливают изогнутыми.
Затем сердечник фиксируют, а трубчатую заготовку ориентируют относительно сердечника так, чтобы их продольные пазы были установлены относительно друг друга со смещением на угол α. Далее вводят ребра в пазы заготовки и сердечника, поворачивают заготовку до полной выборки угла α, при этом угол α определяют из условия:

где R1 - наружный радиус сердечника,
r1 - радиус паза на наружной поверхности сердечника,
R2 - внутренний радиус заготовки,
r2 - радиус паза на внутренней поверхности заготовки,
L - расстояние в поперечном сечении между крайними точками ребра, соприкасающимися с сердечником и заготовкой,
после чего заготовку фиксируют относительно сердечника, а первоначальную фиксацию сердечника снимают. В результате выполнения перечисленных операций создается упругая деформация ребер, обеспечивающая необходимый для передачи тепла контакт между сердечником, ребрами и трубчатой заготовкой.
Недостатком данного способа являются большие затраты энергии для создания усилий, необходимых для упругого деформирования ребер при повороте трубчатой заготовки.
Задачей авторов изобретения является разработка способа изготовления теплообменной трубы, обеспечивающего высокую экономичность при осуществлении процесса сборки устройства и уменьшение связанных с этим потерь при получении надежного контакта соединяемых элементов для обеспечения тепловых мостов при эксплуатации.
Новый технический результат, достигаемый при использовании предлагаемого способа, заключается в обеспечении более высокой экономичности при осуществлении процесса сборки устройства и уменьшение связанных с этим потерь при получении надежного контакта соединяемых элементов для обеспечения тепловых мостов при эксплуатации за счет снижения работы по деформированию ребер при сборке.
Указанные задача и новый технический результат достигаются тем, что в способе изготовления теплообменной трубы, включающем введение внутрь трубчатой заготовки с внутренним радиусом R2, на внутренней поверхности которой выполнены продольные пазы радиусом r2, сердечника с наружным радиусом R1, выполненного полым, имеющим на внешней поверхности продольные пазы с радиусом r1 и изогнутых ребер, выполненных отдельно от сердечника, последующую фиксацию сердечника, ориентацию трубчатой заготовки относительно сердечника таким образом, чтобы их продольные пазы были установлены относительно друг друга со смещением на заданный угол α, введение изогнутых ребер в соответствующие пазы заготовки и сердечника, последующий поворот трубчатой заготовки до полной выборки указанного угла, фиксацию заготовки относительно сердечника и снятие первоначальной фиксации сердечника, согласно изобретению предварительно в центральной зоне каждого изогнутого ребра, имеющего в направлении от проекции центра изгиба ребра на прямую, соединяющую краевые точки ребра к вершине изгиба ребра, выполняют продольный V-образный паз, угол раскрытия паза β определяют из математического выражения:

где t - исходная толщина ребра,
t0 - толщина ребра в месте расположения V-образного паза,
S1 - характеристика, определяемая из условия: S1=R1-r1,
S2 - характеристика, определяемая из условия: S2=R2+r2,
при этом трубчатую заготовку ориентируют относительно сердечника на величину угла α1, вычисляемого по формуле (3):

Угол Δ вычисляется по формуле:

где K1 - коэффициент, учитывающий гарантированную упругую деформацию ребер после сборки (K1>0).
Предлагаемый способ поясняется следующим образом.
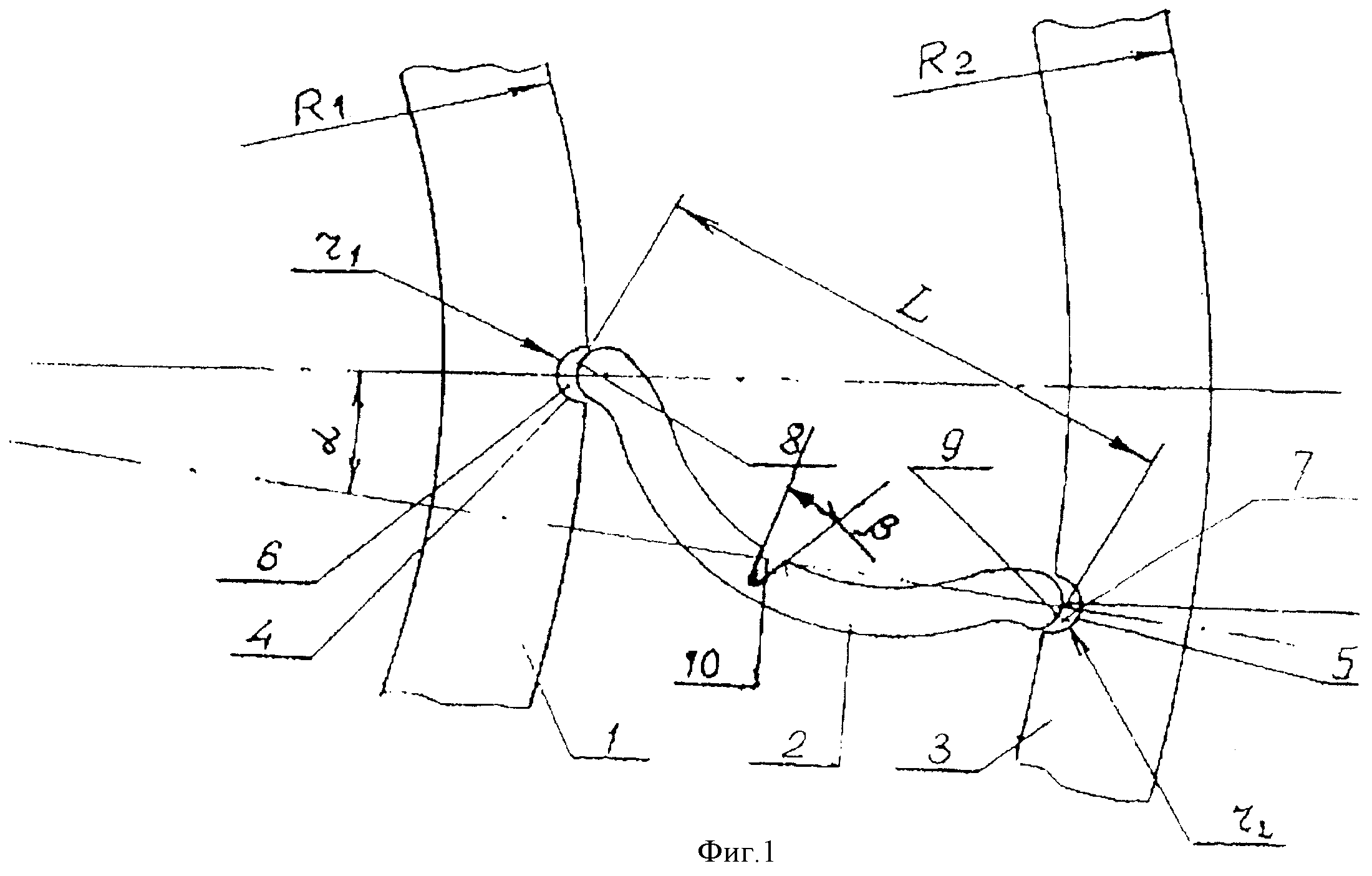
На фиг.1 изображен первый этап сборки теплообменной трубы, где:
1 - сердечник полый,
2 - ребро,
3 - трубчатая заготовка,
4 - продольный паз на внешней поверхности сердечника,
5 - продольный паз на внутренней поверхности заготовки,
6 - зазор между сердечником и ребром,
7 - зазор между заготовкой и ребром,
8, 9 - крайние точки ребра в поперечном сечении, соприкасающиеся с сердечником и заготовкой,
10 - V-образный паз с углом раскрытия β.
На фиг.2 изображена теплообменная труба после сборки.
Теплообменную трубу с внутренним оребрением изготавливают из трубчатой заготовки 3, сердечника 1 и ребер 2. При этом расстояние в поперечном сечении между крайними точками ребра, соприкасающимися с сердечником и заготовкой, выбирают из условия:
 ,
,
где  ,
,  ,
,  ,
,  , ΔL - модули значений предельных отклонений размеров R1, R2, r1, r2, L, соответственно,
, ΔL - модули значений предельных отклонений размеров R1, R2, r1, r2, L, соответственно,
ΔП - модуль значения предельного отклонения взаимного расположения сердечника и заготовки,
КН - коэффициент, учитывающий создание в ребрах предварительного напряженного состояния преимущественно в области расположения V-образных пазов (КН≥1).
Процесс изготовления теплообменной трубы выполняют в следующей последовательности.
Предварительно устанавливают трубчатую заготовку 3. Затем вводят внутрь заготовки 3 сердечник 1, который фиксируют в этом положении. Далее ориентируют трубчатую заготовку 3 относительно сердечника 1 так, чтобы их продольные пазы 4 и 5 находились относительно друг друга со смещением на угол α1. Затем вводят в пазы ребра 2, в которых предварительно выполнены продольные V-образные пазы с углом раскрытия β, и поворачивают заготовку 3 до полной выборки угла α1=α+Δ. При этом, при повороте заготовки 3 на угол α, исчезают зазоры 6 и 7 между ребрами 2, сердечником 1 и заготовкой 3 и происходит смыкание граней V-образных пазов ребер и создание в ребрах предварительного напряженного состояния преимущественно в области расположения V-образных пазов. Дальнейший поворот на угол Δ обеспечивает гарантированную упругую деформацию всех областей ребер после сборки.
После этого фиксируют заготовку 3 относительно сердечника 1, а первоначальную фиксацию сердечника снимают. В результате выполнения всех признаков способа происходит упругая деформация ребер, обеспечивающая необходимый контакт и тепловую проводимость между сопрягаемыми деталями при одновременном снижении затрат энергии на осуществление способа.
Наличие отличительных признаков от прототипа свидетельствует о соответствии предлагаемого решения критерию изобретения «новизна».
Наличие в заявляемом способе процедуры принципа уплотнения сборки обеспечивает соответствие и критерию «изобретательский уровень», так как не выявлено источников известности, где был бы достигнут технический результат, достигаемый предложенной совокупностью признаков.
Выборка зазоров между сопрягаемыми деталями и создание в ребрах упругих деформаций, обеспечиваемых за счет выполнения продольных пазов на внешней поверхности сердечника и внутренней поверхности трубчатой заготовки, фиксации сердечника, ориентации трубчатой заготовки относительно сердечника со смещением продольных пазов на угол α, придания изогнутой формы ребрам, выполнения в центральной зоне каждого изогнутого ребра продольного V-образного паза в направлении от проекции центра изгиба ребра на прямую, соединяющую краевые точки ребра к вершине изгиба ребра, ориентации трубчатой заготовки относительно сердечника на величину угла α1=α+Δ, введения ребер в пазы, поворота заготовки до полной выборки угла α1, последующей фиксации заготовки относительно сердечника и снятия первоначальной фиксации последнего позволяет создать необходимую тепловую проводимость, обеспечивающую эффективный теплообмен между сердечником и заготовкой, и снизить затраты энергии для создания усилий, необходимых для упругого деформирования ребер при повороте трубчатой заготовки.
Таким образом, использование предлагаемого способа позволило достигнуть более высокой экономичности при осуществлении процесса сборки устройства и уменьшить связанные с этим потери при получении надежного контакта соединяемых элементов для обеспечения тепловых мостов при эксплуатации за счет снижения работы по деформированию ребер при сборке по сравнению с прототипом.
Возможность промышленной реализации изобретения подтверждается следующим примером.
Пример 1. В лабораторных условиях предлагаемый способ опробован на опытном образце теплообменной трубы с внутренним оребрением, фрагмент которого представлен на фиг.1.
Материал сердечника 1 и трубчатой заготовки 3 - сталь 12ХН10Т.
Материал ребер 2 - алюминиевый сплав - АЛ - 19.
Значения размеров деталей и модулей предельных отклонений: R1=1150 мм, R2=1300 мм, r1=r2=5 мм, ΔR1=2,5 мм, ΔR2=2,5 мм, Δr1=Δr2=0,16 мм, ΔL=0,6 мм, ΔП=2,5 мм, t=5 мм, t0=2 мм.
Коэффициент, учитывающий создание в ребрах предварительного напряженного состояния преимущественно в области расположения V-образных пазов, был равен KH=1,01. Коэффициент, учитывающий гарантированную упругую деформацию ребер после сборки, был равен К1=0,1.
Расстояние в поперечном сечении между крайними точками ребра, соприкасающимися с сердечником и заготовкой, было равно:
L=(1300-1150+5+5+2,5+2,5+0,16+0,16+0,6+2,5)·1,1=170,1 мм.
Значения углов α1, α, β, рассчитанные по формулам (3), (1) и (2), соответственно, составили: α1=3,0, α=2,7, β=8,1°.
В конструкции трубы с внутренним оребрением было использовано 74 ребер толщиной 5 мм, установленных с шагом 50 мм. Ребра представляли собой часть цилиндра ⌀201,3 мм, причем их края в поперечном сечении имели скругления радиусом 5 мм. Длина всей конструкции - 2,4 м.
Момент, необходимый для поворота трубчатой заготовки, составил ~3,1·105 Н·м на 1 м длины оребренной трубы.
Выполнение описанных выше операций позволило создать эффективную тепловую проводимость между сердечником и трубчатой заготовкой. При этом было достигнуто снижение затрат энергии на сборку конструкции в 2,2 раза.
Как это показали испытания, при использовании предлагаемого способа обеспечена более высокая экономичность при осуществлении процесса сборки устройства и уменьшены связанные с этим потери при получении надежного контакта соединяемых элементов для обеспечения тепловых мостов при эксплуатации за счет снижения работы по деформированию ребер при сборке по сравнению с прототипом.
Способ изготовления теплообменной трубы, включающий введение внутрь трубчатой заготовки с внутренним радиусом R, на внутренней поверхности которой выполнены продольные пазы радиусом r, сердечника с наружным радиусом R, выполненного полым, имеющим на внешней поверхности продольные пазы с радиусом r, и изогнутых ребер, выполненных отдельно от сердечника, с последующей фиксацией сердечника и ориентацией трубчатой заготовки относительно сердечника таким образом, чтобы их продольные пазы были установлены относительно друг друга со смещением на заданный угол α, с введением изогнутых ребер в соответствующие пазы заготовки и сердечника, с последующими поворотом трубчатой заготовки до полной выборки указанного угла, фиксации заготовки относительно сердечника и снятии первоначальной фиксации сердечника, отличающийся тем, что предварительно в центральной зоне каждого изогнутого ребра выполняют продольный V-образный паз в направлении от проекции центра изгиба ребра на прямую, соединяющую краевые точки ребра к вершине изгиба ребра, угол раскрытия паза β определяют из математического выражения: где t - исходная толщина ребра;t - толщина ребра в месте расположения V-образного паза;S - характеристика, определяемая из условия: S=R-r;S - характеристика, определяемая из условия: S=R+r,при этом трубчатую заготовку ориентируют относительно сердечника на величину угла α=α+Δ, где Δ=Kα;K - коэффициент, учитывающий гарантированную упругую деформацию ребер после сборки (K>0).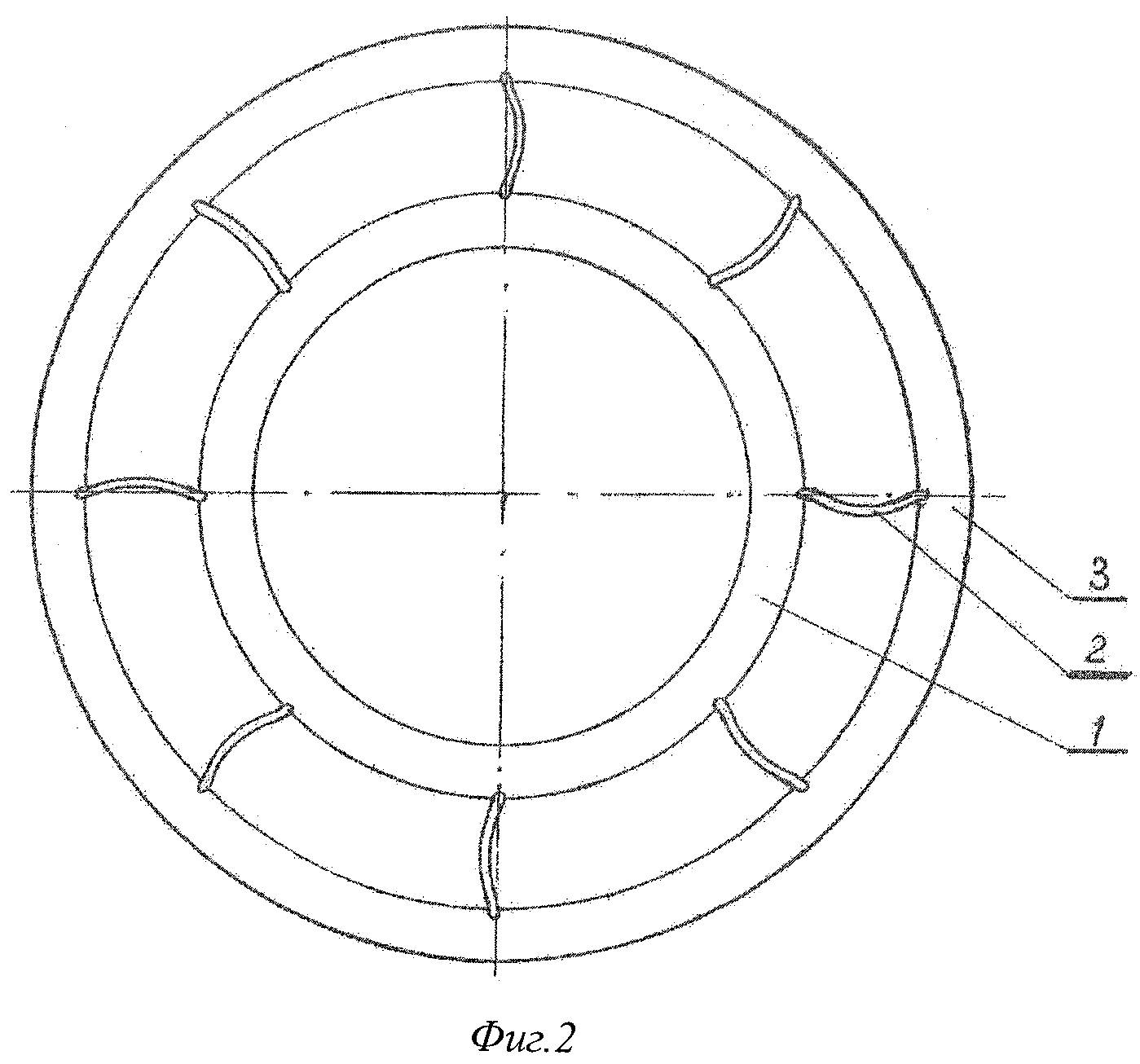
Способ изготовления гибких шлейфов для микросборок
Способ получения изображения быстропротекающего процесса и система для его осуществления
Траверса
Способ приготовления пластичного взрывчатого состава
Контейнер для хранения и транспортирования отработавших тепловыделяющих сборок и чехол для их размещения
Мультипроцессорная система
Устройство выброса изделий под водой
Интерактивная автоматизированная система обучения
Способ регулирования состава газовой среды
Способ уничтожения информации с электронных носителей и взрывное режущее устройство
Способ изготовления гибких шлейфов для микросборок
Способ получения изображения быстропротекающего процесса и система для его осуществления
Траверса
Способ приготовления пластичного взрывчатого состава
Контейнер для хранения и транспортирования отработавших тепловыделяющих сборок и чехол для их размещения
Мультипроцессорная система
Устройство выброса изделий под водой
Интерактивная автоматизированная система обучения
Способ регулирования состава газовой среды
Способ регулирования состава многокомпонентной газовой среды в герметизированном контейнере и конструкция герметизированного контейнера

