ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЕМКОСТИ, ПОЛУЧЕННОЙ ИЗ ПЛАСТМАССОВОЙ ЗАГОТОВКИ, И СПОСОБ ЕЕ ФОРМОВАНИЯ
Вид РИД
Изобретение
Настоящее изобретение относится к пресс-форме для формования емкости, полученной из пластмассовой заготовки, и способу ее формования. В частности, упомянутая пресс-форма находит применение в области розлива в бутылки, например, в линейной или поворотно-карусельной выдувной формовочной машине.
Как известно, процесс выдувного формования начинается с введения заготовки в открытую пресс-форму и заканчивается извлечением отформованной емкости из упомянутой пресс-формы. Данные перемещения являются крайне необходимыми, поскольку заготовка и емкость должны быть установлены надлежащим образом.
Обычно данные перемещения осуществляются посредством двух передающих храповых колес (одного для перемещения заготовок, а другого для перемещения емкостей), содержащих несколько участков, причем каждый участок содержит специальный зажим для зажима заготовки или емкости. Например, во время перемещения заготовки из храпового колеса в пресс-форму (или перемещения емкости из пресс-формы в храповое колесо), относительная скорость и траектория оси зажима должны совпадать со скоростью и траекторией оси симметрии пресс-формы (то есть оси заготовки или емкости внутри пресс-формы) в точке касания между траекторией зажимов и пресс-форм. Теоретически данное совпадение имеет место в одной точке, и оно сохраняется в течение чрезвычайно короткого временного интервала.
Однако, при современном уровне техники, данное перемещение может предусматривать, что зажим перемещается в соответствии с радиальным направлением храпового колеса. В качестве альтернативы зажим вращается вокруг внешней точки относительно линии, соединяющей две вышеупомянутые оси. Другая известная альтернатива состоит в сочетании линейного и вращательного движения зажима. Поскольку данные перемещения определяются механическими устройствами (электродвигателями, кулачками, стержнями и др.), которые обладают реальными временными характеристиками, временной интервал совпадения оси зажима с осью симметрии пресс-формы является конечным (более значительным по сравнению с очень коротким временным интервалом). Чем длиннее упомянутый интервал, тем больше ход зажима и соответственно выше стоимость и сложность всей машины. Кроме того, большой ход зажима определяет больший диаметр делительной окружности храпового колеса и соответственно большее расстояние между храповыми колесами.
Кроме того, упомянутое расстояние между храповыми колесами связано с мертвым углом выдувной формовочной машины. Фактически увеличение мертвого угла приводит к уменьшению производительности процесса выдувного формования.
Кроме того, другой недостаток решений в соответствии с известным уровнем техники связан с тем, что заготовка должна быть высвобождена зажимом только после того, как пресс-форма будет закрыта вокруг заготовки, чтобы удерживать ее. С другой стороны, емкость должна быть зажата зажимом, когда пресс-форма еще закрыта.
Другой недостаток, описанный выше, должен быть отмечен, когда речь идет о решениях в соответствии с известным уровнем техники. В случае заготовки с ориентированным вверх горлышком, заготовка удерживается в полости, образованной пресс-формой, благодаря определенному расширению, образованному рядом с горлышком. В случае заготовки с ориентированным вниз горлышком, данное расширение не может быть использовано для поддержки заготовки, поскольку оно служит для применения выдувного сопла. В этом случае должен быть использован другой специальный опорный элемент.
Решения в соответствии с известным уровнем техники известны из ЕР 2113367, US 3311684, US 2998621 и FR 2874193. Однако все данные решения страдают немгновенным высвобождением заготовки и в некоторых случаях объемным исполнением. В связи с этим технической задачей настоящего изобретения является создание пресс-формы для формования емкости, полученной из пластмассовой заготовки, и способа ее формования, которые устраняют недостатки вышеупомянутого известного уровня техники.
В частности, задачей настоящего изобретения является создание пресс-формы для формования емкости, полученной из пластмассовой заготовки, которая является конструктивно компактной и позволяет упростить операции перемещения заготовок и емкостей в/из упомянутой пресс-формы.
Другой задачей настоящего изобретения является создание способа формования емкости, полученной из пластмассовой заготовки, который позволяет уменьшить интервал совпадения оси перемещающего зажима с осью симметрии пресс-формы.
Другой задачей настоящего изобретения является создание пресс-формы для формования емкости, полученной из пластмассовой заготовки, которая может быть эффективно использована для заготовок (и емкостей) как с ориентированным вверх горлышком, так и с ориентированным вниз горлышком.
Дополнительные характеристики и преимущества настоящего изобретения станут более очевидными из приведенного ниже приблизительного, и поэтому неограничивающего описания предпочтительного, но не единственного, варианта осуществления пресс-формы для формования емкости, полученной из пластмассовой заготовки, и способа ее формования, проиллюстрированного на прилагаемых чертежах, на которых:
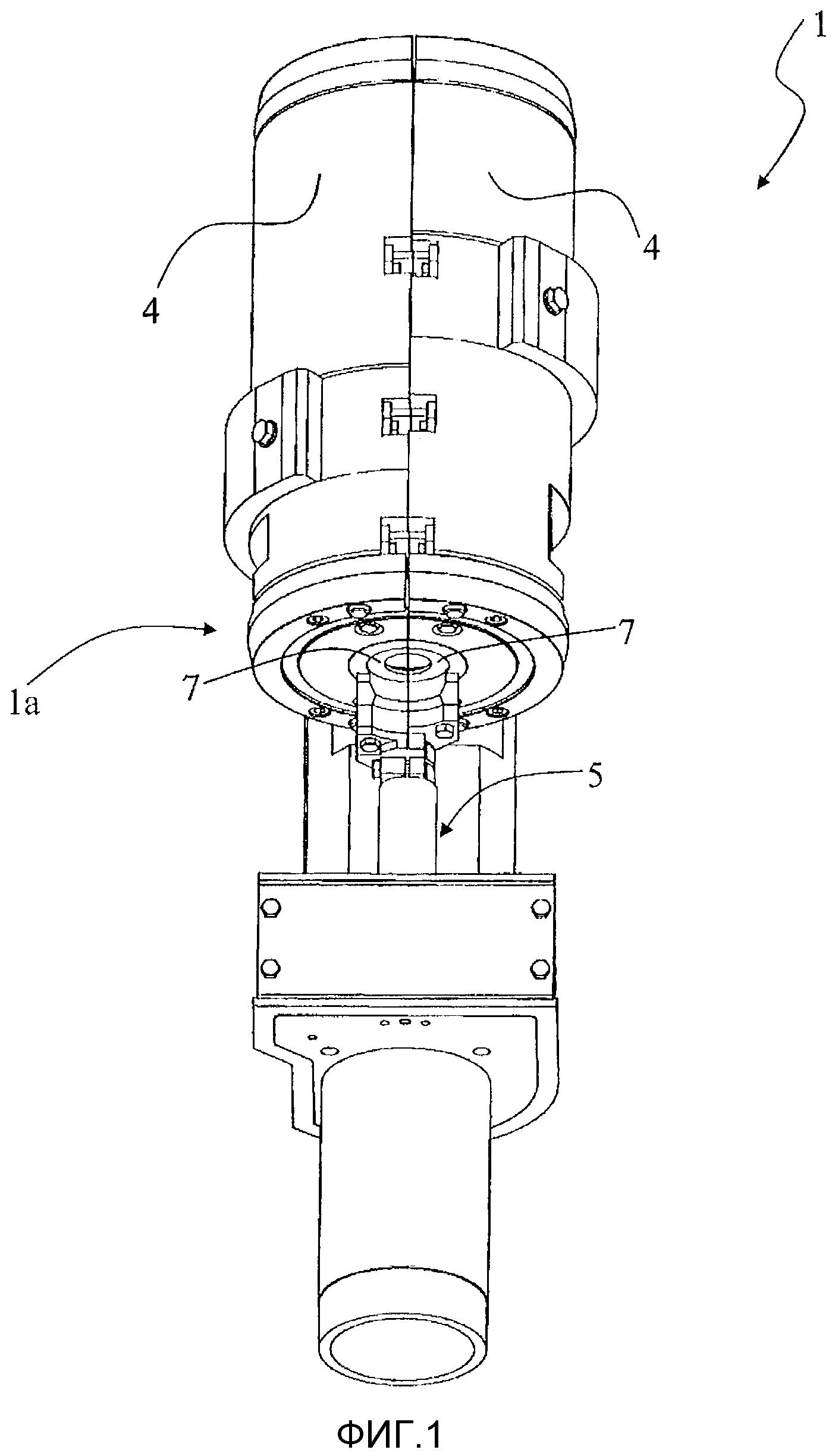
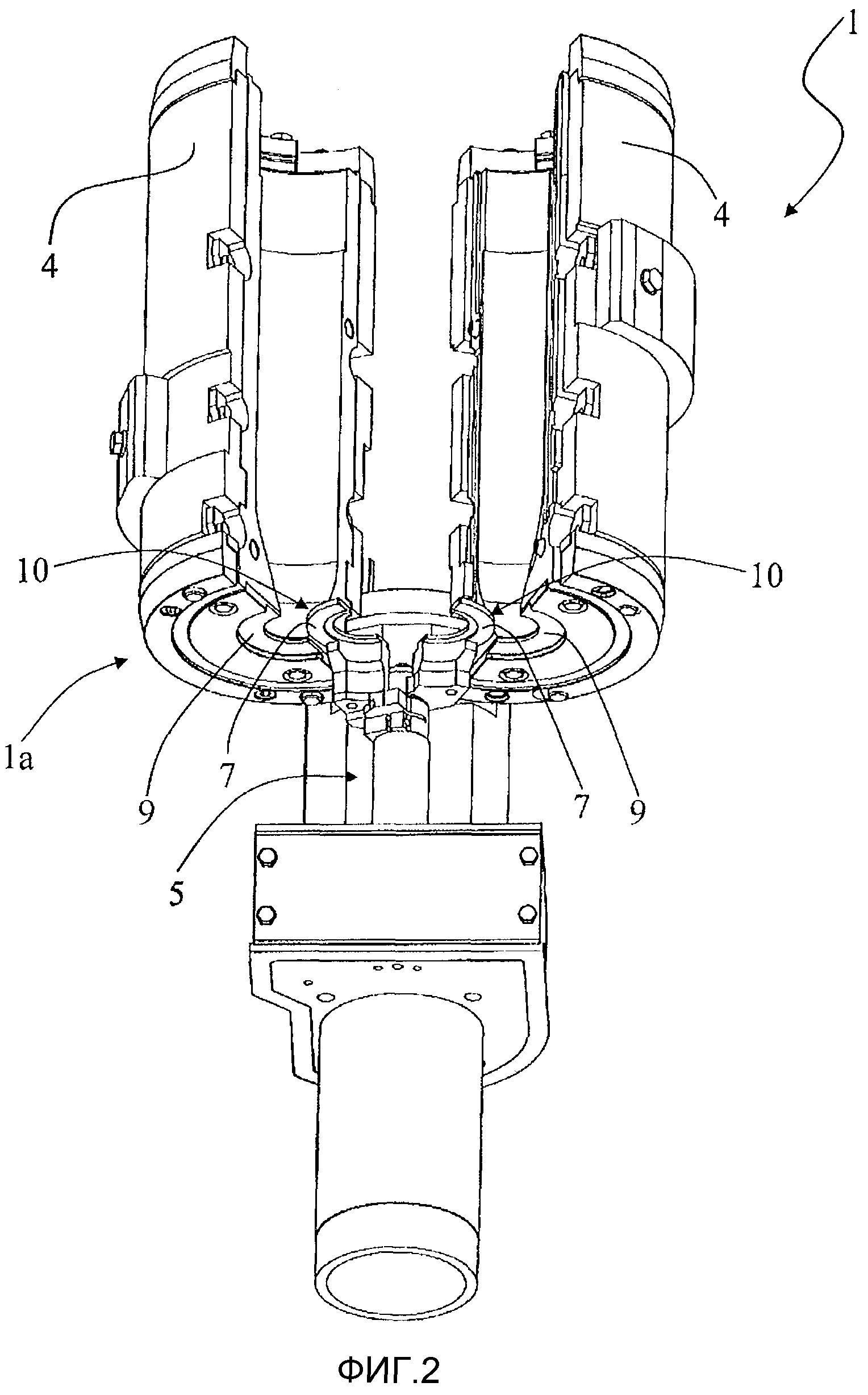
Фиг.1 и 2 изображают виды в перспективе пресс-формы для формования емкости, полученной из пластмассовой заготовки, при двух разных рабочих положениях полуформ, в соответствии с настоящим изобретением;
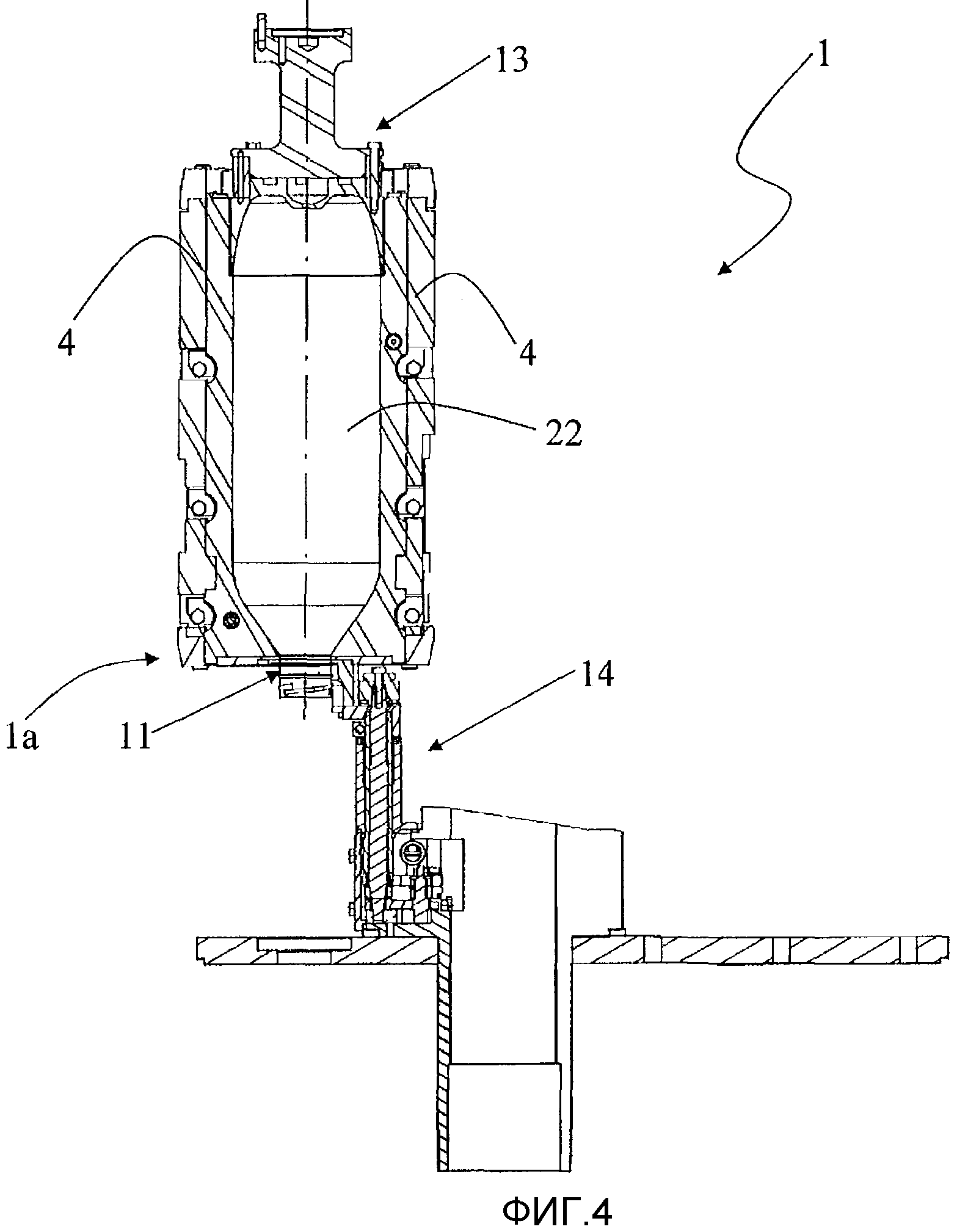
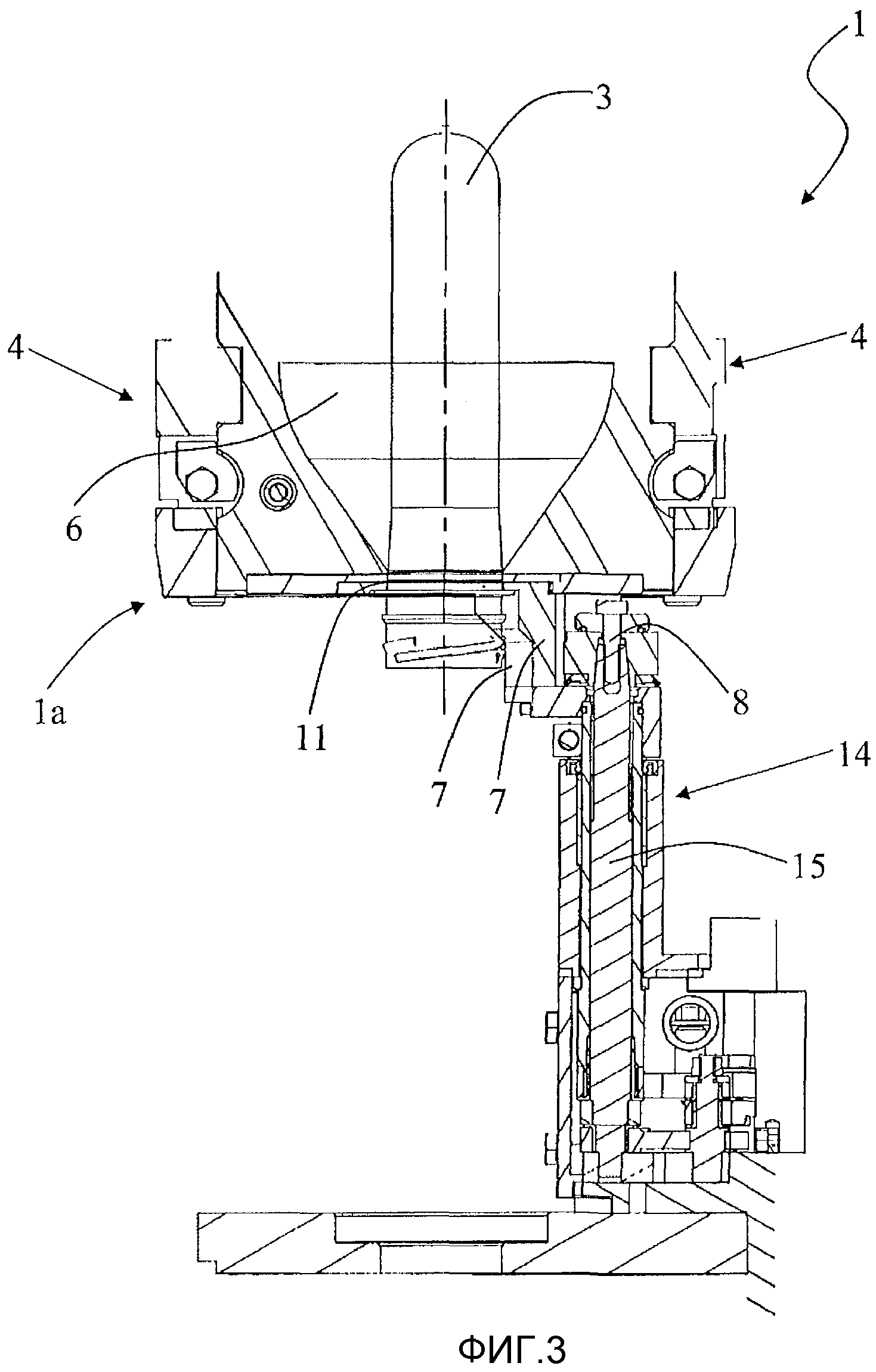
Фиг.3 и 4 изображают виды с частичным вырезом пресс-формы, показанной на фиг.1 (некоторые детали удалены для упрощения);
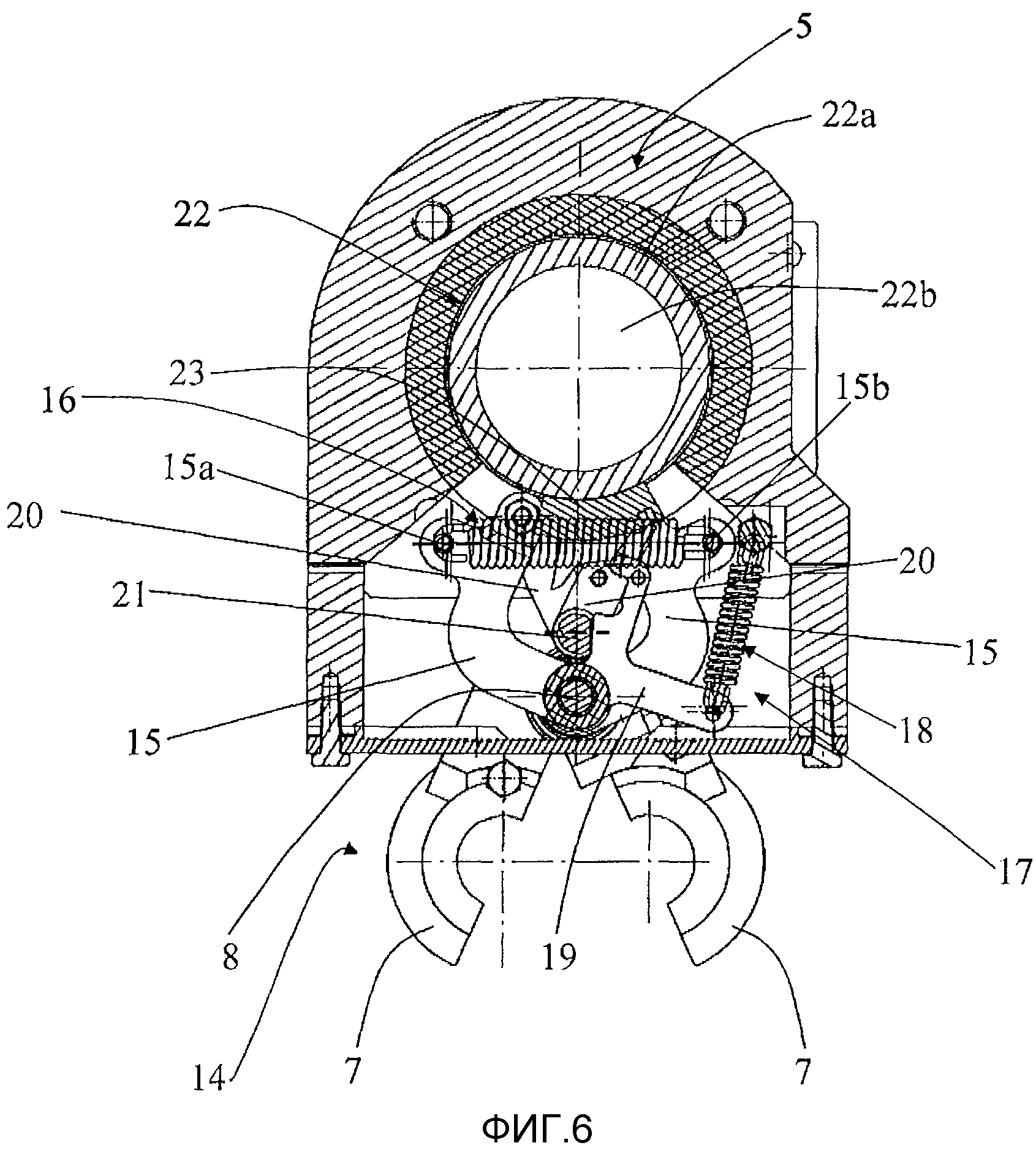
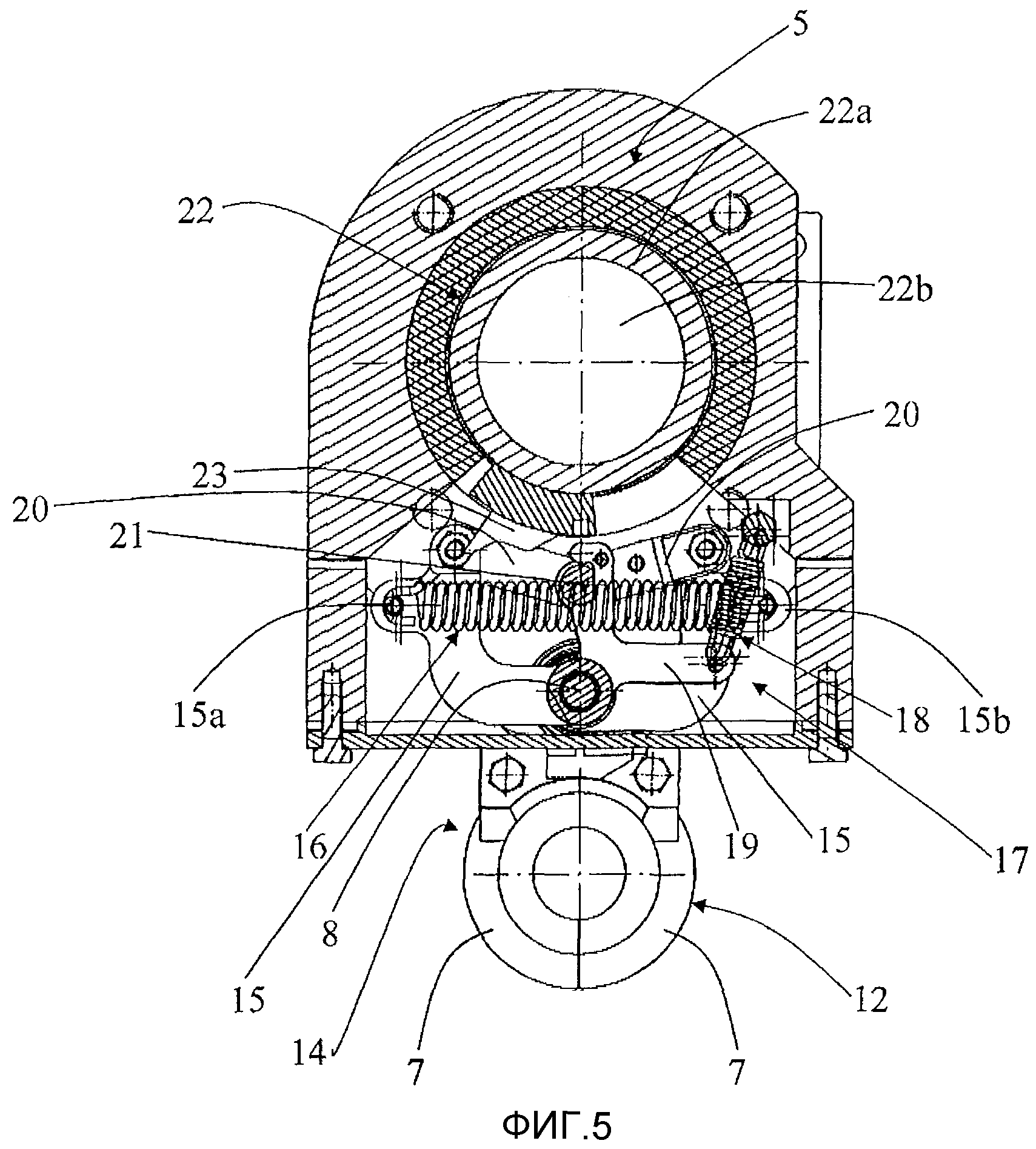
Фиг.5 и 6 изображают виды сверху участка пресс-формы, показанной на фиг.1 (некоторые детали удалены для упрощения), соответствующие двум разным конфигурациям для захватов;
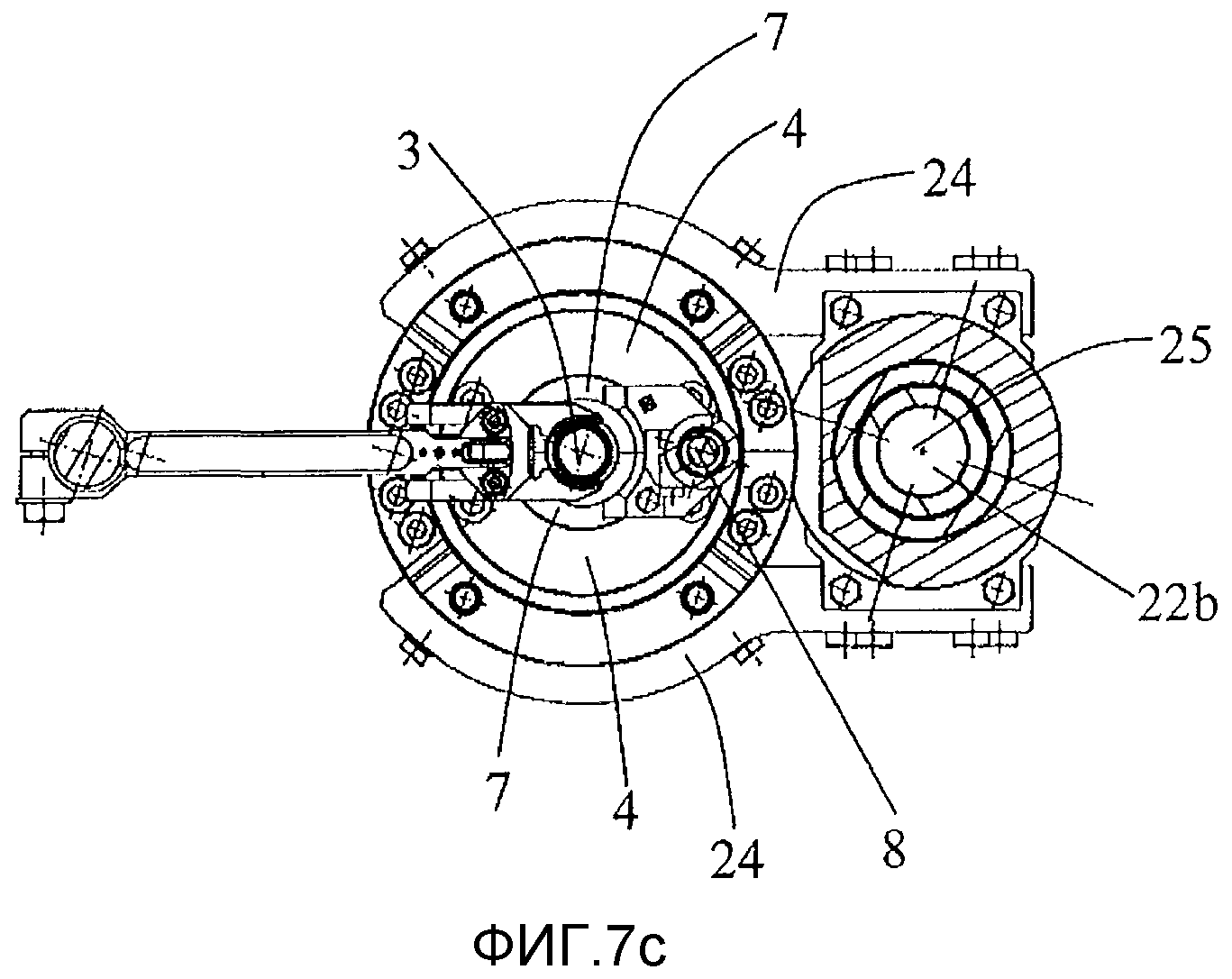
Фиг.7a-7f изображают виды сверху пресс-формы, показанной на фиг.1, соответствующие разным этапам в технологическом процессе.
Со ссылкой на чертежи, ссылочной позицией 1 указана пресс-форма для формования емкости 2, полученной из пластмассовой заготовки 3. Например, пресс-форма 1 может быть расположена на линейной или поворотно-карусельной выдувной формовочной машине.
Пресс-форма 1 содержит две полуформы 4 и средства 5 для перемещения упомянутых полуформ 4 между закрытым положением (показанным на фиг.1) и открытым положением (показанным на фиг.2). В частности, в закрытом положении, упомянутые полуформы 4 образуют полость 6 (показанную на фиг.3) для размещения заготовки 3 или отформованной емкости 2. В открытом положении упомянутые полуформы 4 удалены друг от друга, обеспечивая извлечение отформованной емкости 2 из полости 6 или введение другой заготовки 3 в упомянутую полость 6. Предпочтительно, пресс-форма 1 содержит две опоры 24, каждая для содержания как одно целое одной из упомянутых полуформ 4. В варианте осуществления, описанном и проиллюстрированном в данном документе, обе опоры 24 способны поворачиваться вокруг общей оси 25, так что пресс-форма 1 имеет тип «книги».
В альтернативном варианте осуществления (не показанном) пресс-форма 1 имеет тип «крокодила», при этом одна опора 24 неподвижна, а другая опора выполнена с возможностью перемещения посредством поворота вокруг упомянутой общей оси 25. В дополнительном варианте осуществления (не показанном) пресс-форма 1 имеет «линейный» тип, т.е. полуформы 4 придвигают друг к другу и удаляют друг от друга посредством поступательного движения.
Предпочтительно, пресс-форма 1 содержит нижнюю пластину 13, взаимодействующую с полуформами 4 для образования нижней части емкости 2.
Пресс-форма 1 содержит два захвата, выполненных с возможностью перемещения между конфигурацией сцепления и конфигурацией расцепления с заготовкой 3 или емкостью 2, расположенной в полости 6. Предпочтительно, пресс-форма 1 включает клещи 14, образованные посредством упомянутых двух захватов 7 и двух приводных рычагов 15. Захваты 7 и приводные рычаги 15 установлены шарнирно на поворотной оси 8. В частности, приводные рычаги 15 расположены противоположно по отношению к упомянутым захватам 7 относительно упомянутой поворотной оси 8. В частности, захваты 7, установленные шарнирно на упомянутой поворотной оси 8, способны поворачиваться вокруг него между упомянутой конфигурацией сцепления и упомянутой конфигурацией расцепления с заготовкой 3 или емкостью 2, расположенной в полости 6. Предпочтительно, захваты 7 содержат систему быстрого срабатывания с возможностью быстрого отсоединения от пресс-формы 1.
Полуформы 4 образуют внутренний участок 9 пресс-формы 1, который выполнен с возможностью взаимного дополнения относительно внешнего профиля 10 захватов 7 таким образом, что упомянутые захваты 7 окружены, по меньшей мере, частично упомянутыми полуформами 4. Как показано на фиг.2, внутренний участок 9 пресс-формы расположен в концевой части 1а упомянутой пресс-формы 1, причем упомянутая концевая часть 1а выполнена с возможностью размещения горлышка 11 заготовки 3 или емкости 2.
Предпочтительно, в конфигурации сцепления упомянутые захваты 7 замкнуты, образуя кольцо 12, охватывающее заготовку 3 или емкость 2 в соответствии с ее горлышком 11 (см. фиг.5). В частности, внешний профиль 10 захватов 7 образован внешней поверхностью и основанием упомянутого кольца 12. В данном случае кольцо представляет собой сплошной элемент, полученный при помощи двумерной фигуры, центр тяжести которой описывает замкнутую линию, т.е. двумерная фигура представляет собой круг, эллипс или многоугольник.
В качестве альтернативы, в конфигурации сцепления захваты 7 замкнуты, образуя тор, охватывающий заготовку 3 или емкость 2 в соответствии с ее горлышком 11.
Клещи 14 содержат первый упругий элемент 16, выполненный с возможностью перемещения из нагруженного положения, в котором захваты 7 находятся в конфигурации сцепления (показанной на фиг.5), в высвобожденное положение, в котором клещи 7 находятся в конфигурации расцепления (показанной на фиг.6). В частности, в данном случае выражение «высвобожденное положение» относится к положению, в котором упругий элемент 16 является полностью или частично высвобожденным (т.е. нагрузка уменьшена). Первый упругий элемент 16 закреплен между упомянутыми приводными рычагами 15 и в нагруженном положении предохранен посредством блокировочного узла 17 от поворота приводных рычагов 15 под действием его растягивающего усилия. В частности, упомянутый упругий элемент 16 состоит из пружины, которая закреплена между свободными концами 15а, 15b упомянутых приводных рычагов 15. Упомянутые свободные концы 15а, 15b представляют собой концы приводных рычагов 15, не установленные шарнирно на поворотной оси 8.
Пресс-форма 1 содержит две соединительных тяги 20 для обеспечения симметричного перемещения захватов из конфигурации расцепления в конфигурацию сцепления и наоборот. Соединительные тяги 20 содержат первые концы, установленные шарнирно совместно на оси 21, и вторые концы, соответственно установленные шарнирно на свободных концах 15а, 15b приводных рычагов 15. Предпочтительно, ось 21 выполнена с возможностью перемещения по специальной траектории, например, состоящей из прямолинейного паза.
Блокировочный узел 17 содержит второй упругий элемент 18 и собачку 19. Второй упругий элемент 18 (т.е. пружина) в рабочем состоянии воздействует на собачку 19 таким образом, что при нахождении первого упругого элемента в нагруженном положении, собачка 19 сцепляется с упомянутой осью 21 и удерживает ее на максимальном расстоянии от поворотной оси 8 (как показано на фиг.5). Предпочтительно, собачка 19 сцепляется с верхней частью оси 21.
Средства перемещения 5 полуформ 4 содержат, по меньшей мере, вращающуюся ось 22, содержащую кулачок 23, который, в ответ на перемещение полуформ 4 из закрытого положения в открытое положение, выталкивает упомянутую собачку 19, чтобы отсоединить ось 21. Таким образом, первый упругий элемент 16 может перемещаться из нагруженного положения в высвобожденное положение (как показано на фиг.6).
В варианте осуществления, описанном и проиллюстрированном в данном документе, средства перемещения 5 полуформ 4 содержат первую вращающуюся ось 22а, имеющую форму полого цилиндра, и вторую вращающуюся ось 22b, имеющую форму цилиндра. В частности, первая вращающаяся ось 22а содержит упомянутый кулачок 23 и окружает вторую вращающуюся ось 22b. Первая вращающаяся ось 22а и вторая вращающаяся ось 22b имеют коаксиальное расположение.
Ниже описан способ формования емкости из пластмассовой заготовки в соответствии с настоящим изобретением.
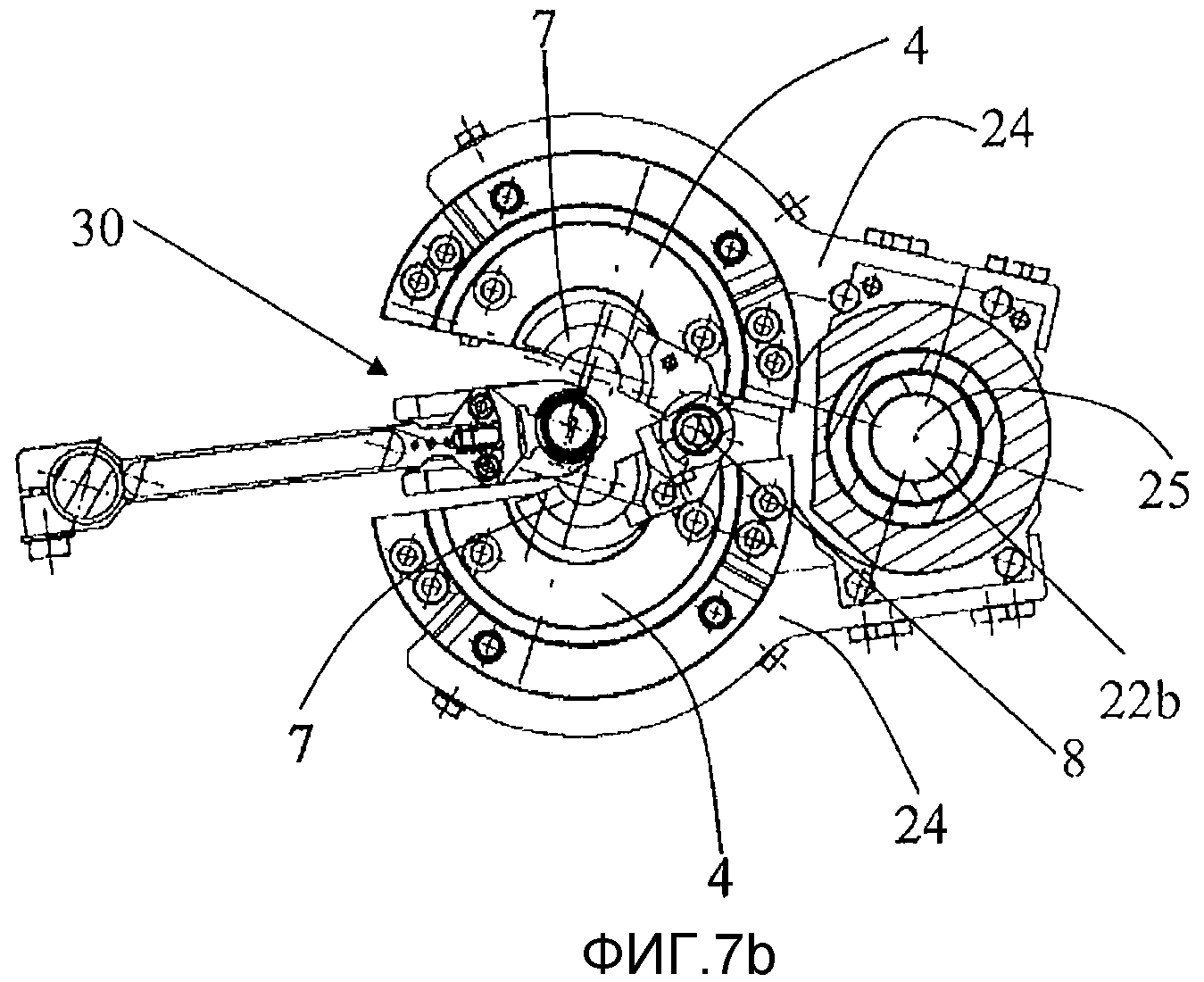
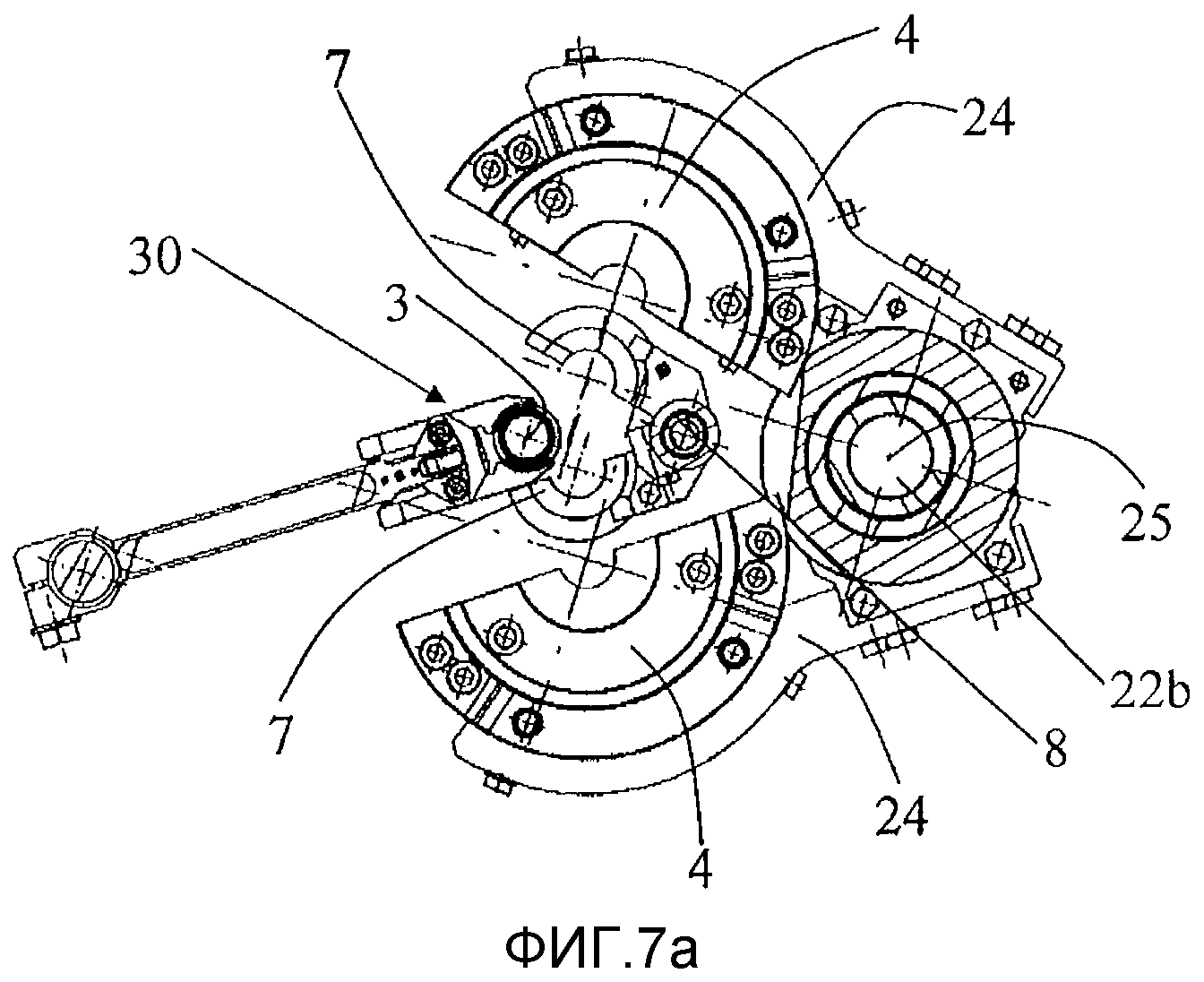
Как показано на фиг.7а, заготовку 3 вводят между полуформами 4 в открытом положении. Необходимо отметить, что в данном случае «открытое положение» упомянутых полуформ 4 необязательно соответствует полностью открытому положению полуформ 4, а только положению, которое обеспечивает возможность введения упомянутой заготовки 3. Во время введения заготовка 3 поддерживается первым внешним зажимом 30 (т.е. установленным на храповом колесе для перемещения заготовок). Полуформы 4 взаимно сближаются до тех пор, пока они не достигают закрытого положения (показанного на фиг.7с). В варианте осуществления, описанном и проиллюстрированном в данном документе, во время своего взаимного сближения упомянутые полуформы 4 сближают захваты 7 таким образом, что упомянутый внутренний участок 9 пресс-формы 1 входит в контакт с внешним профилем 10 захватов 7 (см. фиг.7b). В качестве альтернативы, этап взаимного сближения захватов 7 начинают перед этапом взаимного сближения полуформ 4. В этом случае захваты 7 сближают посредством специального элемента (не показанного). Однако захваты 7 взаимно сближаются до тех пор, пока они не входят в контакт с заготовкой 3 в соответствии с ее горлышком 11. Затем заготовка 3 высвобождается первым внешним зажимом 30.
В случае пресс-формы 1 типа «книги», опоры 24 поворачивают вокруг общей оси 25 посредством поворота первой вращающейся оси 22а и второй вращающейся оси 22b таким образом, что полуформы 4 сближаются. В варианте осуществления, описанном и проиллюстрированном в данном документе, захваты 7 взаимно сближаются посредством вращения вокруг поворотной оси 8.
Во время вращения захватов 7 приводные рычаги 15 поворачиваются друг от друга так, что упругий элемент 16 нагружается и удерживается в нагруженном положении посредством блокировочного узла 17. В частности, упругий элемент 16 удерживается в натяжении между свободными концами 15а, 15b приводных рычагов 15. Фактически соединительные тяги 20 постепенно удаляются от упомянутой поворотной оси 8 до тех пор, пока ось 21 не достигает максимального расстояния от поворотной оси 8 и не сцепляется с собачкой 19. В частности, ось 21 перемещается вдоль специальной направляющей. Второй упругий элемент 19, работающий в растяжении, предотвращает расцепление собачки 19 от оси 21.
Нижнюю пластину 13 перемещают к упомянутым полуформам 4 с возможностью вхождения в контакт с ними. Когда полуформы 4 находятся в закрытом положении, заготовка 3 размещается внутри полости 6.
Затем заготовка подвергается обработке (например, выдуванию и растягиванию) для получения емкости 2.
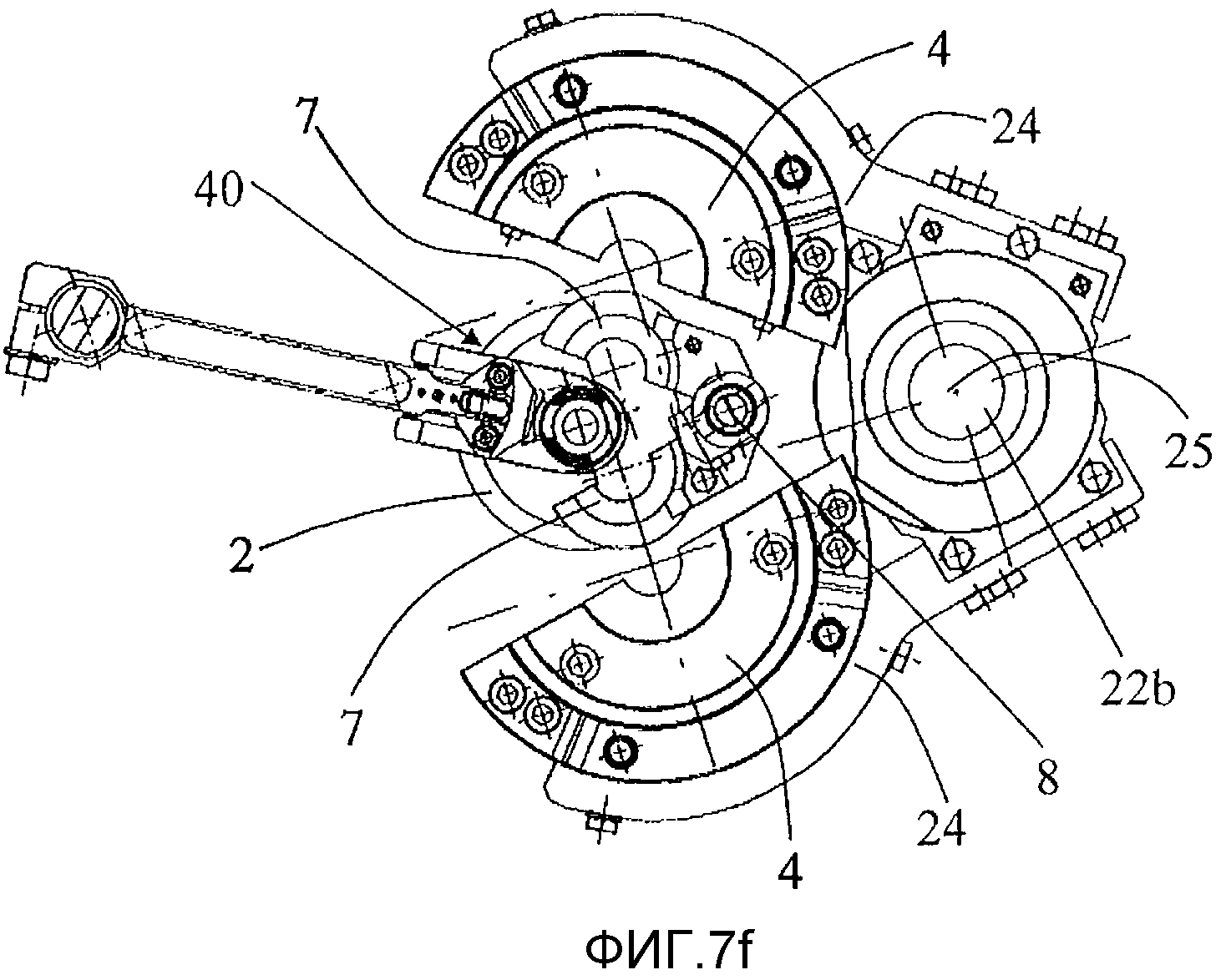
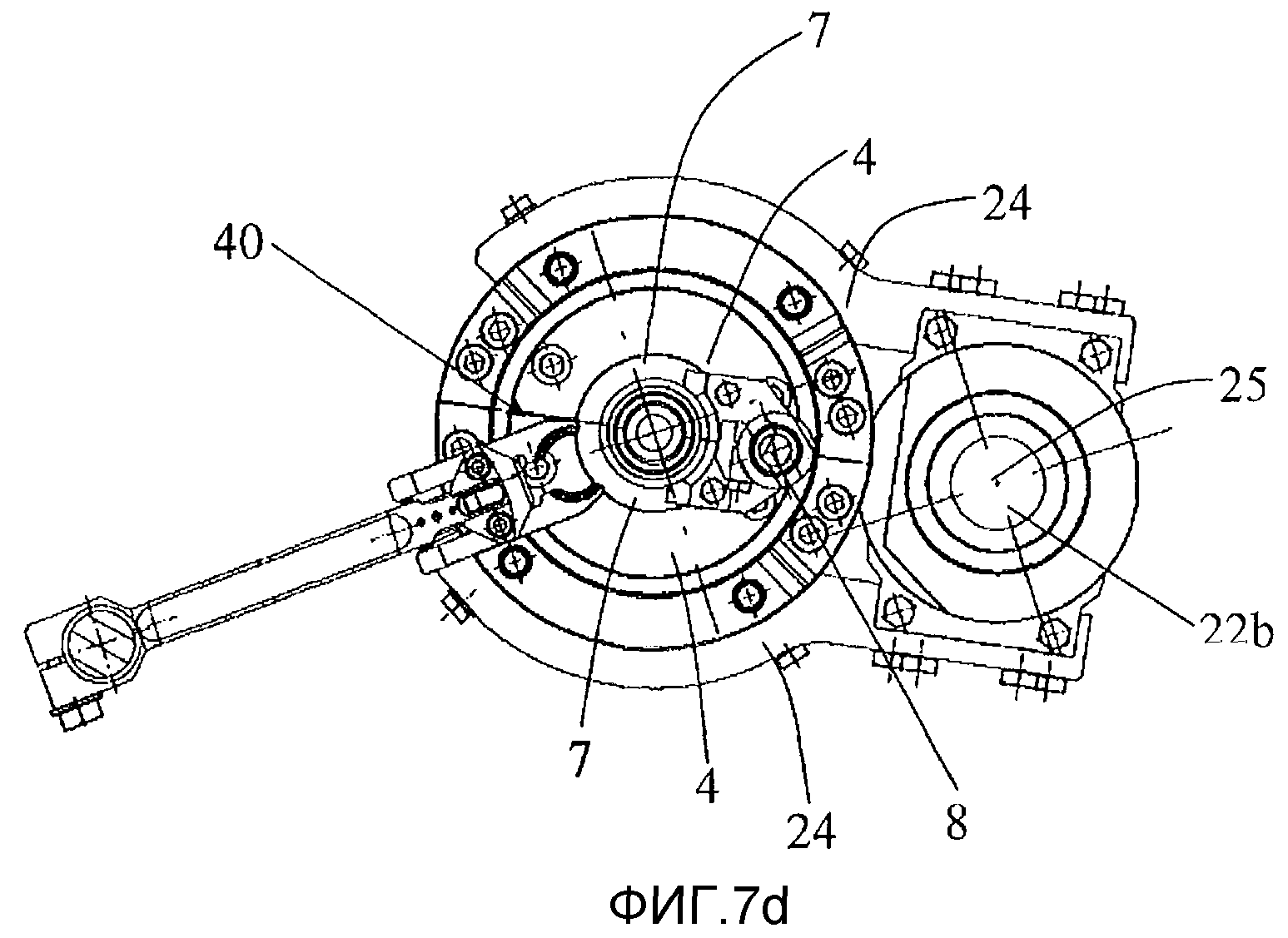
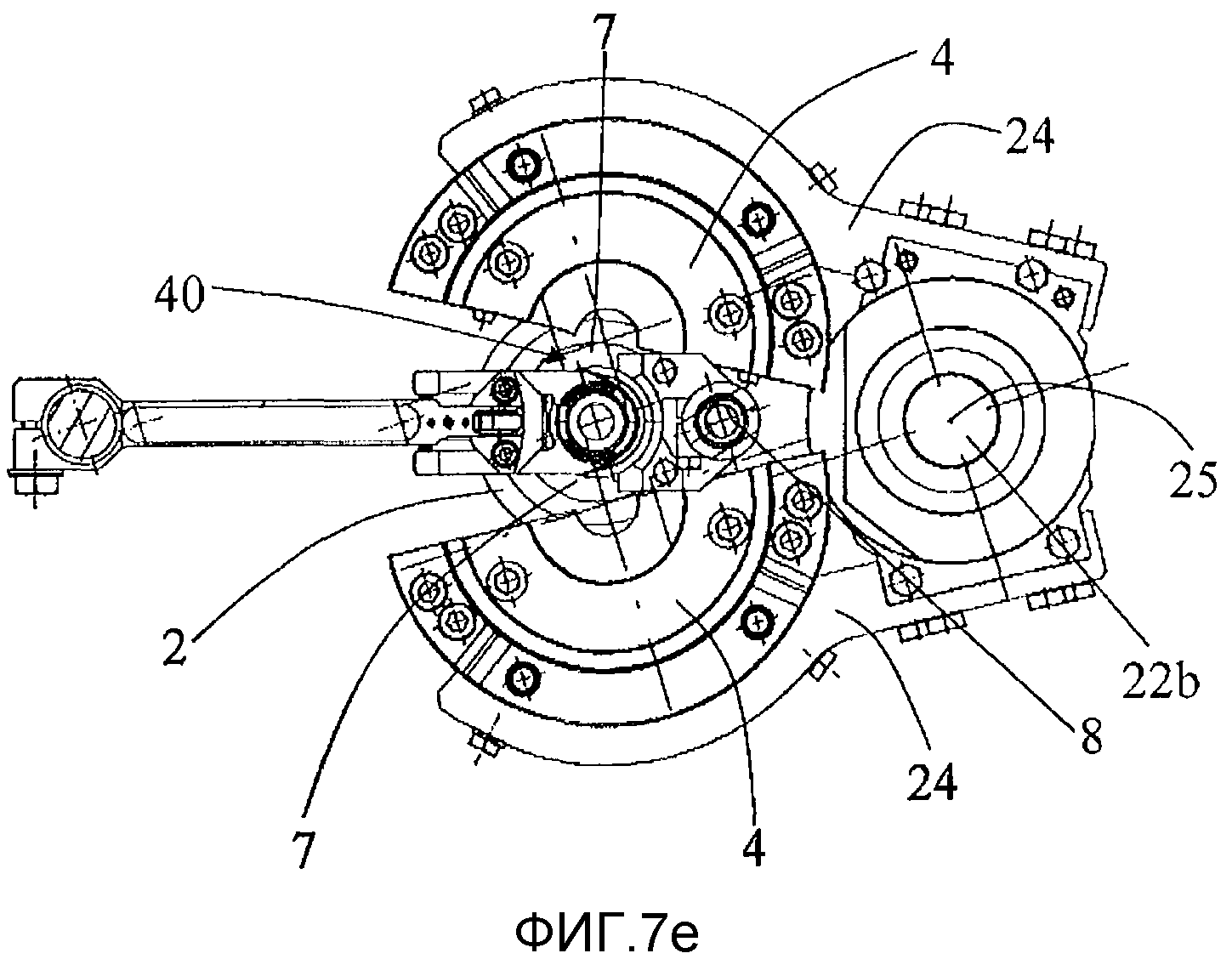
После этапа обработки полуформы 4 удаляют друг от друга. В частности, опоры 24 поворачивают вокруг общей оси 25 (благодаря вращающимся осям 22а, 22b) так, что полуформы 4 разводят друг от друга. Одновременно нижнюю пластину 13 удаляют от упомянутых полуформ 4 так, чтобы отсоединить от них. Во время данного этапа второй внешний зажим 40 (т.е. установленный на храповом колесе для перемещения емкостей) входит в контакт с емкостью 2 для поддержки ее (см. фиг.7d-7e). Как только второй внешний зажим 40 входит в контакт с емкостью 2, кулачок 23, выполненный за одно целое с первой вращающейся осью 22а, приближается к блокировочному узлу 17 и выталкивает собачку 19 с упомянутой оси 21. В качестве альтернативы, собачку 19 выталкивают с оси 21 посредством внешнего кулачка (т.е. поддерживаемого вторым внешним зажимом 40). В любом случае первый упругий элемент 16 высвобождается, и захваты 7 сразу же удаляются друг от друга до тех пор, пока они не высвобождают емкость 2 (см. фиг.7f). Тем временем полуформы 4 завершают свое перемещение и снова достигают открытого положения. Наконец, емкость 2 извлекают из открытых полуформ 4 посредством упомянутого второго внешнего зажима 40.
Из вышеприведенного описания становятся очевидными характеристики и преимущества пресс-формы для формования емкости, полученной из пластмассовой заготовки, и способа ее формования в соответствии с настоящим изобретением.
В частности, благодаря тому, что захваты окружены полуформами, предлагаемая пресс-форма является очень компактной.
Кроме того, взаимодополняемость внутреннего участка пресс-формы и внешнего профиля захватов позволяет получить конструктивно простое решение.
Кроме того, поскольку захваты приближают посредством продвижения полуформ, гарантируется замыкание захватов одновременно с замыканием полуформ. Кроме того, благодаря использованию первого упругого элемента и блокировочного узла, размыкание захватов осуществляется почти мгновенно. Кроме того, благодаря задержанному размыканию захватов, связанному с открытием пресс-формы, предлагаемый способ позволяет уменьшить интервал совпадения оси внешнего зажима с осью симметрии пресс-формы во время извлечения емкости.
Кроме того, пресс-форма может быть использована для заготовок (и емкостей) с ориентированным вверх горлышком и ориентированным вниз горлышком.
Наконец, захваты способны противостоять механическим усилиям, оказываемым внешними зажимами.