Результат интеллектуальной деятельности: СПОСОБ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ОТКРЫВАЮЩИХ УСТРОЙСТВ НА ЛИСТОВОМ МАТЕРИАЛЕ ДЛЯ УПАКОВЫВАНИЯ ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ, А ТАКЖЕ УПАКОВОЧНЫЙ МАТЕРИАЛ И УПАКОВКА, ПОЛУЧАЕМЫЕ ТАКИМ СПОСОБОМ
Вид РИД
Изобретение
Область техники
Настоящее изобретение касается способа инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочного материала и упаковки, получаемых с использованием такого способа.
Уровень техники
Как известно, многие текучие пищевые продукты, такие как фруктовый сок, молоко, прошедшее ультравысокотемпературную обработку (УВТ), вино, томатный сок и т.д., поступают в продажу в упаковках, выполненных из стерилизованного упаковочного материала.
Типичным примером такого вида упаковки является упаковка, имеющая форму параллелепипеда, для жидких или текучих пищевых продуктов, известная как Тетра Брик Асептик (Tetra Brik Aseptic, зарегистрированная торговая марка), которая изготавливается путем складывания и сваривания полосы ламинированного упаковочного материала.
Упаковочный материал имеет многослойную конструкцию, по существу, содержащую основной слой, придающий жесткость и прочность, который может содержать слой волокнистого материала, например бумаги или полипропилена с минеральным наполнением; а также набор ламинирующих слоев из пластикового материала, склеивающегося при нагреве, например, полиэтиленовых пленок, покрывающих обе стороны основного слоя.
В случае асептических упаковок для продуктов длительного хранения, как, например, УВТ-молока, упаковочный материал также содержит слой газонепроницаемого материала, например алюминиевой фольги или пленки на основе этиленвинилового спирта (ЭВС), который накладывается на слой пластикового материала, склеивающегося при нагреве, и который, в свою очередь, покрыт еще одним слоем пластикового материала, склеивающегося при нагреве, который образует внутреннюю поверхность упаковки, в конечном счете, соприкасающуюся с пищевым продуктом.
Упаковки такого рода обычно производятся на полностью автоматизированных упаковочных машинах, на которых образуется непрерывная труба из подаваемого в полотне упаковочного материала; полотно упаковочного материала стерилизуется на упаковочной машине, например, путем применения химического стерилизующего агента, такого как раствор перекиси водорода, который после окончания стерилизации удаляется с поверхностей упаковочного материала, например, испаряясь при нагревании; а полотно упаковочного материала, которое прошло такую стерилизацию, остается в закрытом стерильном пространстве и его складывают и сваривают в продольном направлении с образованием вертикальной трубы.
Трубу наполняют стерилизованным или прошедшим стерильную обработку пищевым продуктом, сваривают и режут в поперечном направлении эквидистантно для образования подушкообразных контейнеров, которые далее механически складывают для образования соответствующих готовых, т.е., по существу, имеющих форму параллелепипеда, упаковок.
По альтернативному варианту упаковочный материал могут резать на листовые заготовки, из которых образуют упаковки на формовочных шпиндельных оправках, упаковки заполняют пищевым продуктом и сваривают. Примером такого типа упаковки является так называемая упаковка с щипцовым верхом, известная под торговым названием Тетра Рекс (Tetra Rex, зарегистрированная торговая марка).
Для открывания вышеописанных упаковок были предложены различные решения, в том числе повторно закрывающиеся открывающие устройства, выполненные из пластикового материала и, по существу, содержащие желоб, например трубчатый, который определяет сквозное отверстие и согласуется с отверстием в стенке упаковки; а также съемную, т.е. отвинчивающуюся или шарнирно закрепленную крышку, согласующуюся с желобом и закрывающую его снаружи.
При изготовлении открывающего устройства просвет желоба запечатан пластиковой мембраной, присоединенной к желобу заодно и отделяемой от него вдоль обычно круговой линии отрыва; а на стороне, обращенной к крышке, мембрана имеет составляющее с ней единое целое выступающее вытяжное кольцо, за свободный конец которого пользователь должен потянуть для отсоединения мембраны от желоба вдоль линии отрыва и таким образом открыть отверстие, через которое можно вылить продукт. Конкретнее, вытяжное кольцо продолжается внутрь желоба и на заданное расстояние от него.
Используя описанные открывающие устройства, упаковку можно легко открыть, произведя разумное в количественном отношении скручивание, которое должен выполнить пользователь, при этом мембрана аккуратно отсоединяется от желоба.
Это, однако, не относится к случаю, когда упаковки должны быть герметичны не только в отношении жидкости, но и газа, в том случае, когда открывающее устройство согласовано с упаковочным материалом.
В этих случаях известны решения, при которых мембрана открывающего устройства закреплена непосредственно на ламинированном отверстии в упаковочном материале, т.е. отверстии, образованном лишь в основном слое и покрытом другими ламинирующими слоями, в том числе слоем газонепроницаемого материала.
С использованием такого решения для открывания упаковки требуется не только отсоединить мембрану от желоба, но также разорвать слой барьерного материала о кромку отверстия в основном слое. При традиционно используемых барьерных материалах, таких как алюминий, это неизменно приводит к образованию неровной рваной кромки отверстия, что не позволяет получить ровную струю при выливании пищевого продукта.
Раскрытие изобретения
Задача настоящего изобретения заключается в создании способа инжекционного формования, с помощью которого можно легко и без больших затрат приложить открывающие устройства из пластика к листовым упаковочным материалам, чтобы получить герметичные упаковки для текучих пищевых продуктов, обладающие улучшенными характеристиками по открыванию и розливу в сравнении с вышеупомянутыми известными упаковками.
Следующая задача настоящего изобретения заключается в создании способа инжекционного формования, с помощью которого можно легко и без больших затрат приложить открывающие устройства из пластика к листовым упаковочным материалам, чтобы получить герметичные упаковки для текучих пищевых продуктов, способные обеспечить эффективную газонепроницаемость.
По меньшей мере, одна из вышеуказанных задач решается с помощью настоящего изобретения, которое касается способа инжекционного формования по обеспечению открывающего устройства на листовом упаковочном материале для упаковывания текучих пищевых продуктов по п.1 формулы изобретения.
Настоящее изобретение касается также листового материала для упаковывания текучих пищевых продуктов по п.8 формулы изобретения.
Настоящее изобретение касается также герметичной упаковки для упаковывания текучих пищевых продуктов по п.15 или 16 формулы изобретения.
Краткое описание чертежей
Предпочтительный не ограничивающий вариант осуществления настоящего изобретения будет описан в качестве примера со ссылкой на прилагаемые чертежи, на которых:
фиг.1 - выполненный частично в сечении покомпонентный вид сбоку герметичной упаковки для текучих пищевых продуктов, выполненной из листового материала, на котором инжекционно отформовано открывающее устройство с использованием способа по настоящему изобретению;
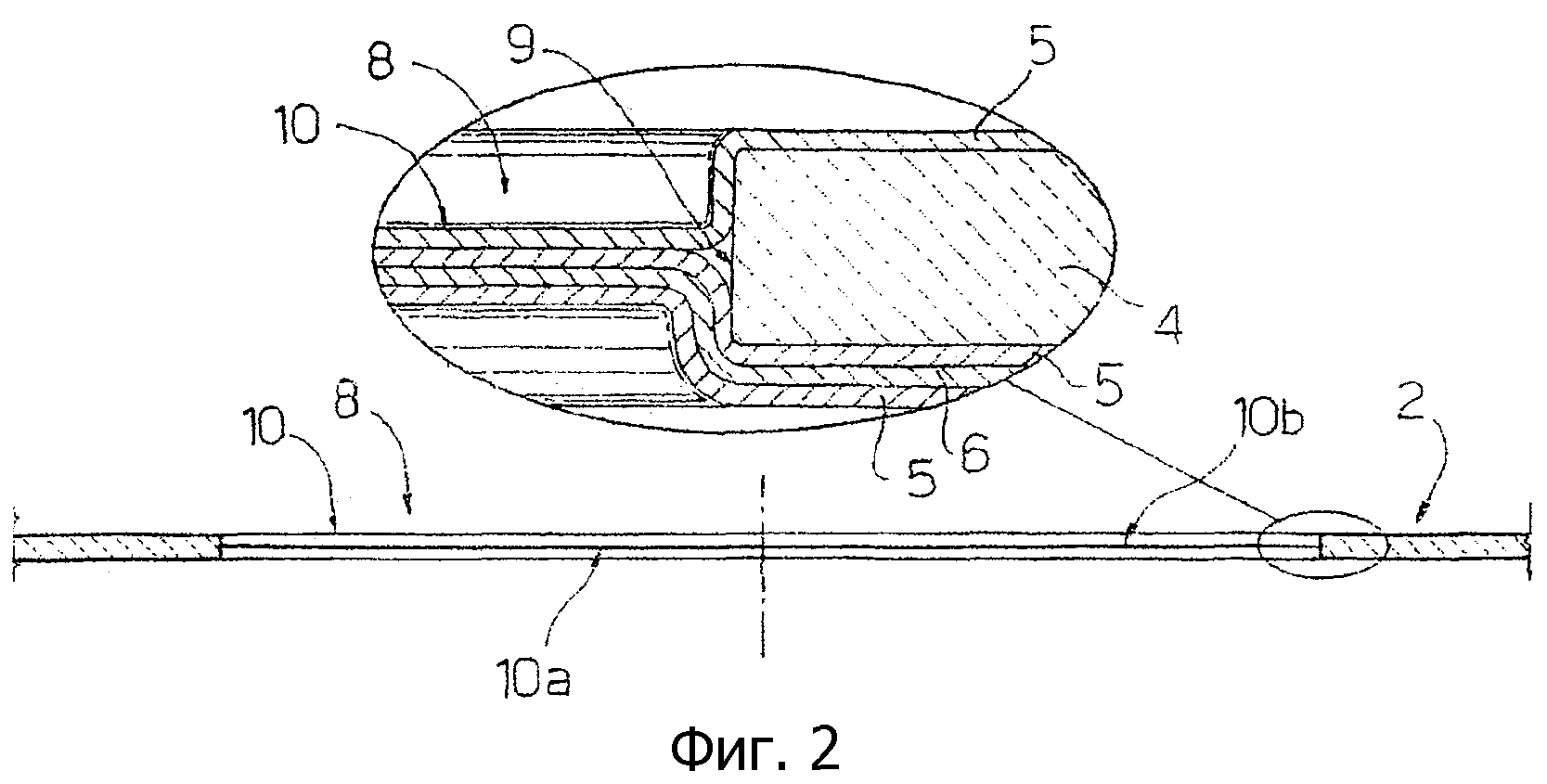
фиг.2 - сечение листового материала с фиг.1 до наложения открывающего устройства;
фиг.3-7 - сечения листового материала с фиг.2 на последовательных этапах инжекционного формования открывающего устройства.
Лучший вариант осуществления изобретения
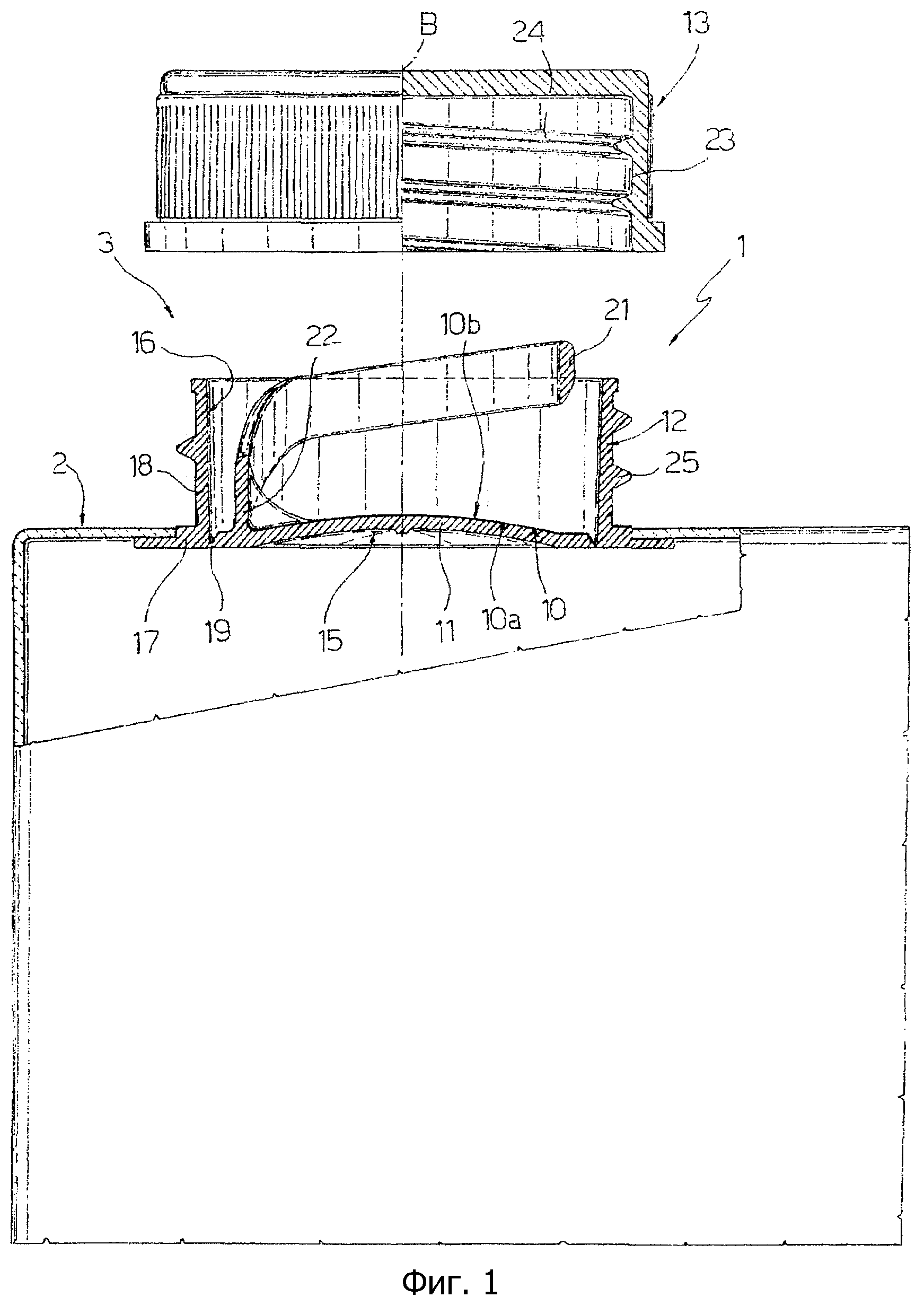
Позицией 1 на фиг.1 обозначена, в целом, герметичная упаковка для текучих пищевых продуктов, выполненная из многослойного листового материала 2, который сложен и сварен известным способом, как подробно описано выше, и на который наложено открывающее устройство 3 из пластикового материала с использованием способа инжекционного формования согласно настоящему изобретению.
В показанном примере упаковка 1 представляет собой упаковку в форме параллелепипеда, которая известна под торговым названием Тетра Брик Асептик (зарегистрированная торговая марка). Способ по настоящему изобретению, однако, может быть также с успехом применен к другим типам упаковок, таким как упаковки с двухскатным верхом, известным под торговым названием Тетра Рекс (зарегистрированная торговая марка).
Как в особенности видно на фиг.2, материал 2 содержит основной слой 4 для придания жесткости и прочности, который может быть выполнен из волокнистого материала, например бумаги, или полипропилена с минеральным наполнением, а также набор слоев 5 из пластикового материала, склеивающегося при нагреве, например, полиэтиленовых пленок, покрывающих обе стороны основного слоя 4.
В случае асептической упаковки 1 для продуктов длительного хранения, как, например, УВТ-молока, упаковочный материал 2 также содержит слой 6 газонепроницаемого материала, например алюминиевой фольги или пленки на основе этиленвинилового спирта (ЭВС), который накладывается на слой 5 пластикового материала, склеивающегося при нагреве, и который, в свою очередь, покрыт еще одним слоем 5 пластикового материала, склеивающегося при нагреве, который образует внутреннюю поверхность упаковки 1, в конечном счете, соприкасающуюся с пищевым продуктом.
Другими словами, слои 5 и 6 образуют соответствующие ламинирующие слои, накладываемые на основной слой 4 при изготовлении материала 2 в виде непрерывной полосы.
Полосовой материал 2 также содержит ряд съемных участков 8 (на чертежах показан лишь один), которые равномерно разнесены в продольном направлении A материала и на которых затем инжекционно формуют открывающие устройства 3.
В последующем описании из соображений простоты дается ссылка на один съемный участок 8 и одно открывающее устройство 3.
В показанном примере съемный участок 8 определяется так называемым ламинированным отверстием, т.е. отверстием (или проходом) 9, образованным в основном слое 4 материала 2 и накрытым ламинирующими слоями 5, 6, так что отверстие 9 герметизируется соответствующим накрывающим листовым участком 10.
В альтернативном варианте осуществления, который не показан, накрывающий участок 10 может даже быть образован только одним или некоторыми из слоев 5, 6. Например, накрывающий участок 10 может быть выполнен исключительно из газонепроницаемого материала.
В другом альтернативном варианте осуществления, который не показан, накрывающий участок 10 может быть образован накладкой, закрепленной на остальной части материала 2, для герметизации отверстия, которое в этом случае образовано по всей толщине материала 2.
Как, в частности, показано на фиг.1, открывающее устройство 3 имеет ось B, перпендикулярную продольному направлению A полосового материала, и, по существу, содержит участок 11 прикрепления мембраны, прилегающий к одной стороне 10а накрывающего участка 10 - в показанном примере эта сторона, в конечном счете, обращена внутрь упаковки 1, а также цилиндрический трубчатый желоб 12, который зафиксирован на материале 2 вокруг отверстия 9 и который определяет отверстие 16, через которое можно вылить пищевой продукт из упаковки 1 и который также проходит через накрывающий участок 10 так, чтобы проходить по обе стороны 10а, 10b накрывающего участка. Открывающее устройство 3 также содержит крышку 13 (фиг.1), которая съемным образом помещается на желоб 12, чтобы снаружи закрыть отверстие 16.
Конкретнее, участок 11 прикрепления и желоб 12 инжекционно формуют в виде моноблока, а крышку 13 формируют отдельно от единого участка 11 прикрепления и желоба 12.
Участок 11 прикрепления и накрывающий участок 10 отверстия 9 совместно определяют уплотнительный участок 15, который герметизирует отверстие 16 желоба 12.
Как в особенности видно на фиг.1, желоб 12 содержит кольцевой фланцевый участок 17, зафиксированный на материале 2 вокруг отверстия 9, а также цилиндрический трубчатый участок 18 горловины, аксиально выступающий из внутреннего бокового края фланцевого участка 17 и проходящий через периферийный круговой участок накрывающего участка 10. Другими словами, участок 18 горловины выступает из материала 2 со стороны 10b, противоположной стороне (10а), к которой фиксируется участок 11 прикрепления.
Как показано на фиг.1, участок 11 прикрепления и фланцевый участок 17 соединены посредством кругового участка 19, который меньше в сечении, чем участки 11 и 17, чтобы его можно было легко разорвать для отсоединения уплотнительного участка 15 от желоба 12. Другими словами, круговой участок 19 определяет линию отрыва, по которой участок 11 прикрепления отделяется от желоба 12.
На стороне, обращенной к крышке 13, участок 11 прикрепления имеет выполненное за одно целое выступающее вытяжное кольцо 21, посредством которого уплотнительный участок 15 отделяется от желоба 12 по круговому участку 19, и таким образом открывает отверстие 16, чтобы можно было вылить продукт.
Конкретнее, вытяжное кольцо 21 продолжается внутрь участка 18 горловины и на определенное расстояние от него и соединено с участком 11 прикрепления язычком 22.
Как показано на фиг.1, крышка 13 представляет собой крышку завинчивающегося типа и имеет цилиндрическую боковую стенку 23 с внутренней резьбой 24, взаимодействующей с соответствующей наружной резьбой 25 на участке 18 горловины желоба 12.
Способ инжекционного формования открывающего устройства 3 на материале 2 заключается в следующем.
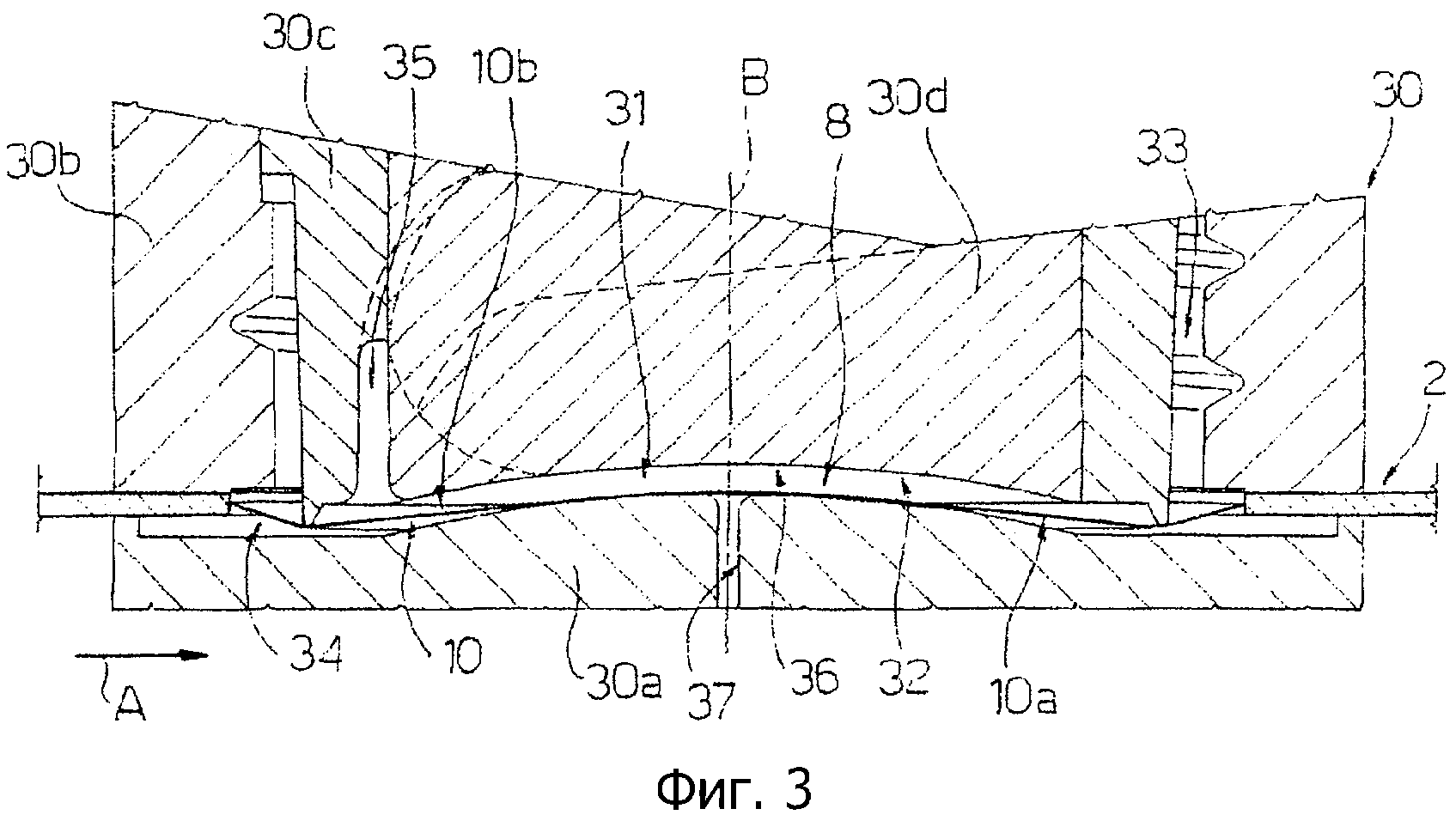
Полосовой материал 2, компоновка которого представлена на фиг.2, пошагово подается в направлении A для размещения съемного участка 8 внутри известного формовочного блока 30 (фиг.3-7), изображение которого необходимо лишь для ясного понимания способа по настоящему изобретению.
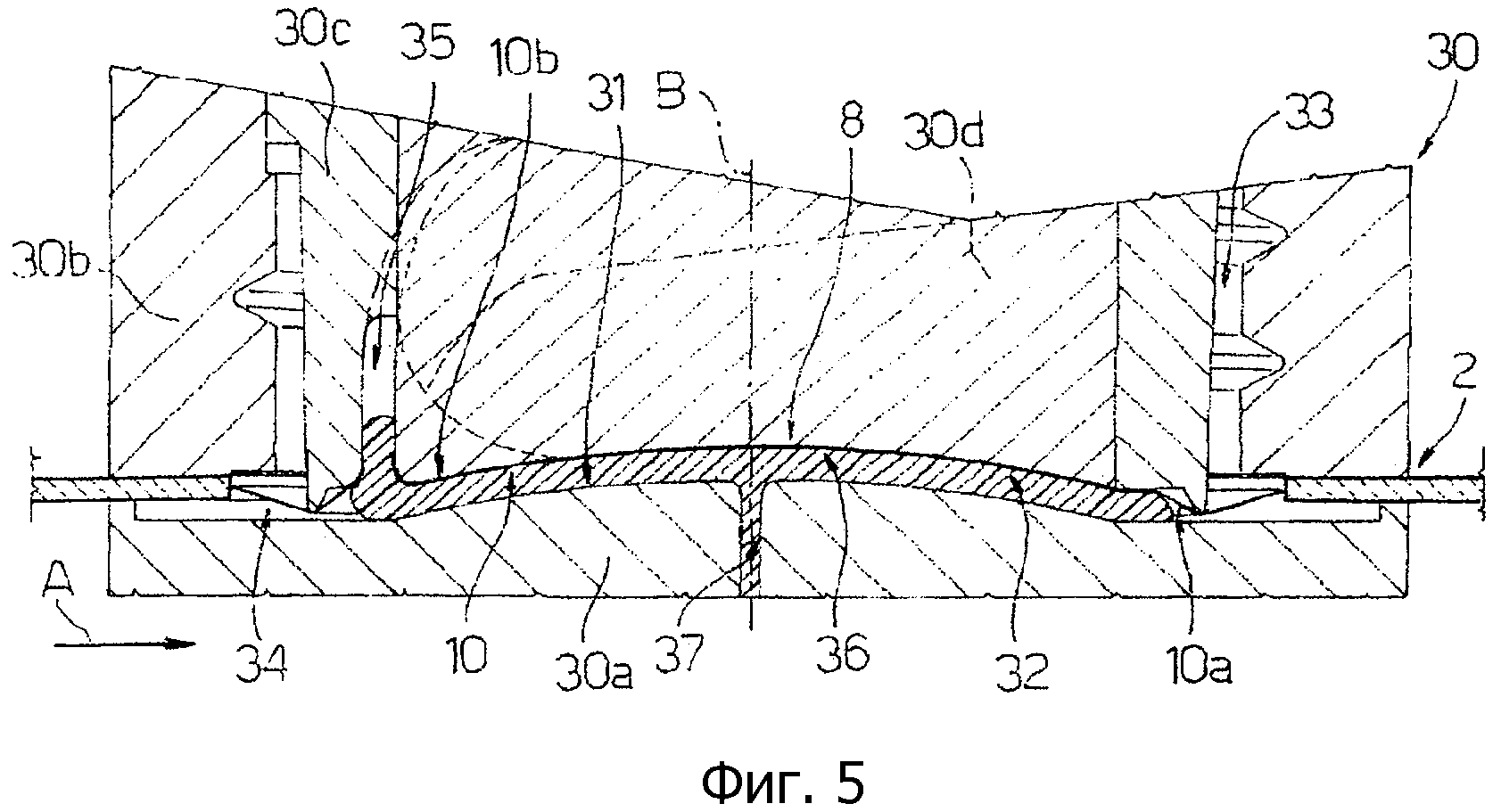
Согласно фиг.3-7, формовочный блок 30 содержит набор пресс-форм 30а, 30b, 30с, 30d, оси которых совпадают с осью B формуемого открывающего устройства и которые расположены по обеим сторонам от материала 2 и могут перемещаться между открытой конфигурацией (не показана), позволяющей осуществлять подачу материала 2 в направлении A, и закрытой конфигурацией (фиг.3-7), в которой они определяют закрытую полость 31 литейной формы, которая заполняется расплавленным пластиковым материалом для определения, после отверждения материала, единого целого, содержащего участок 11 прикрепления и желоб 12.
В показанном примере пресс-формы 30b, 30с, 30d расположены на стороне материала 2, противоположной стороне расположения пресс-формы 30а; и, как видно на фиг.3-7, пресс-форма 30c установлена радиально между пресс-формами 30b и 30d.
Полость 31 литейной формы содержит, по существу, дискообразный первый участок 32 по оси B; цилиндрический трубчатый второй участок 33, продолжающийся соосно с осью B от одной стороны плоского периферийного кругового участка 34 участка 32, а также третий участок 35, который определяет вытяжное кольцо 21 участка 11 прикрепления, и продолжается от той же стороны, что и участок 33, а также от внутренней в радиальном направлении точки участка 32 относительно периферийного кругового участка 34.
Участок 32 содержит выпуклый центральный участок 36, искривленный в направлении участков 33 и 35 и соединенный с периферийным круговым участком 34, а также соединенный по оси B с каналом 37 для впрыска расплавленного пластика.
На примере фиг.3-7 участок 32 определяется пресс-формой 30а с одной стороны и пресс-формами 30b, 30с, 30d с противоположной стороны; участок 33 определяется пресс-формами 30с и 30b; участок 35 определяется пресс-формами 30с и 30d, а канал 37 проходит через пресс-форму 30а.
Как подробно объясняется ниже, участок 32 определяет участок 11 прикрепления и фланцевый участок 17 желоба 12, а участок 33 определяет участок 18 горловины желоба 12.
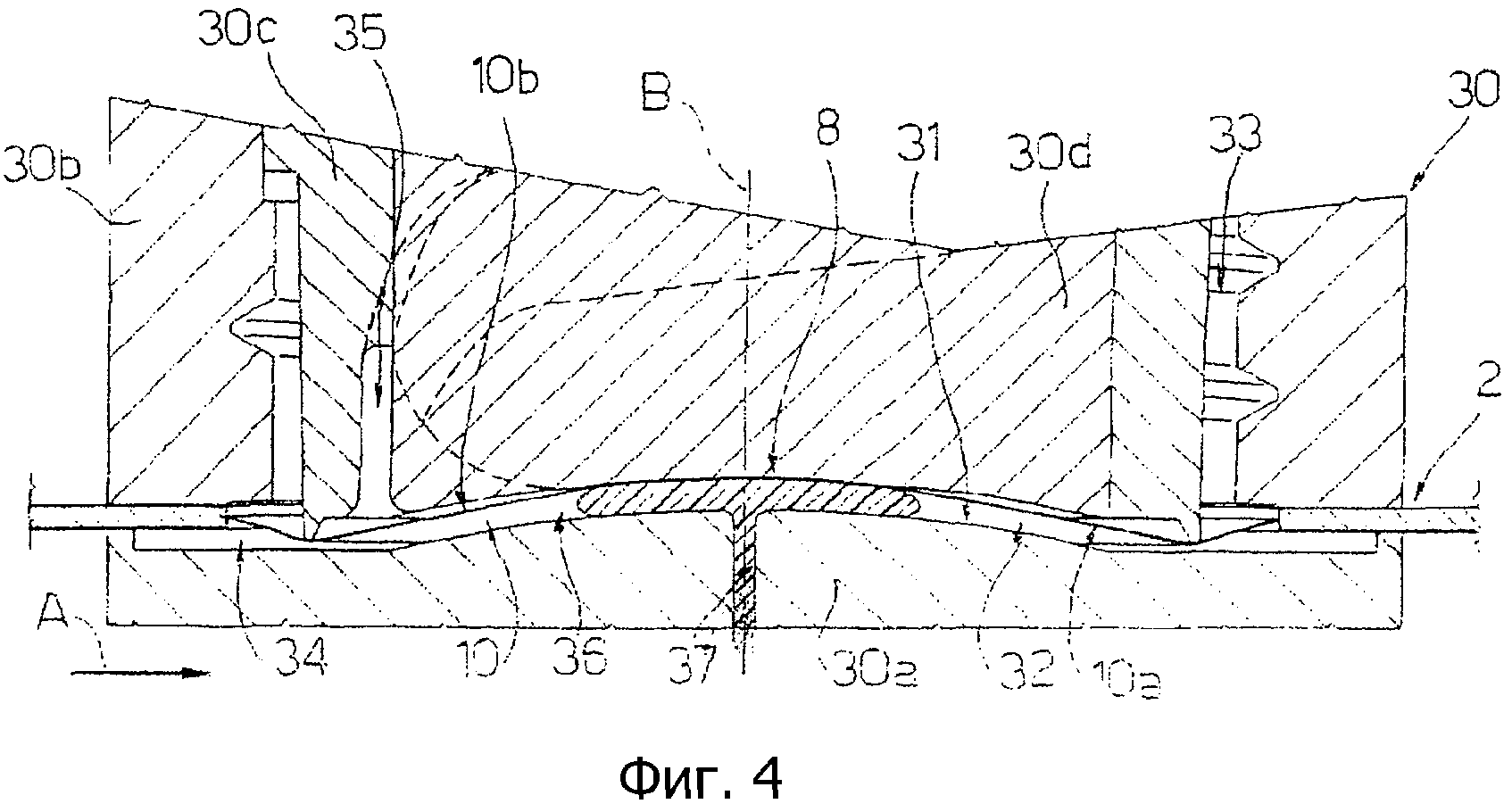
Для того чтобы отформовать открывающее устройство 3, материал 2 фиксируют внутри формовочного блока 30 в той его компоновке, которая представлена на фиг.3, причем накрывающий участок 10 размещается целиком, и совершенно неповрежденным внутри дискообразного участка 32 полости 31 литейной формы.
На этом этапе со стороны 10а накрывающего участка 10 расплавленный пластиковый материал инжектируется через канал 37 в участок 32 полости 31 литейной формы, который постепенно заполняется от центрального участка 36 в направлении периферийного кругового участка 34.
Давление расплавленного пластикового материала, инжектированного в участок 32 полости 31 литейной формы, выталкивает накрывающий участок 10 вплотную к пресс-форме 30d, так что сторона 10b накрывающего участка 10 соприкасается с пресс-формой 30d.
На этом этапе слой 5 пластикового материала, склеивающегося при нагреве, накрывающего участка 10, который обращен к пресс-форме 30а, полностью сплавляется с пластиковым материалом, инжектированным в полость 31 литейной формы.
Расплавленный пластиковый материал распространяется радиально внутри участка 32, пока он, в конечном счете, не достигнет места пересечения участков 32 и 35, где накрывающий участок 10, не имея сплошной опоры со стороны пресс-форм 30d и 30с, аккуратно пробивается под давлением расплавленного пластикового материала, который поэтому полностью заполняет участок 35 для образования вытяжного кольца 21.
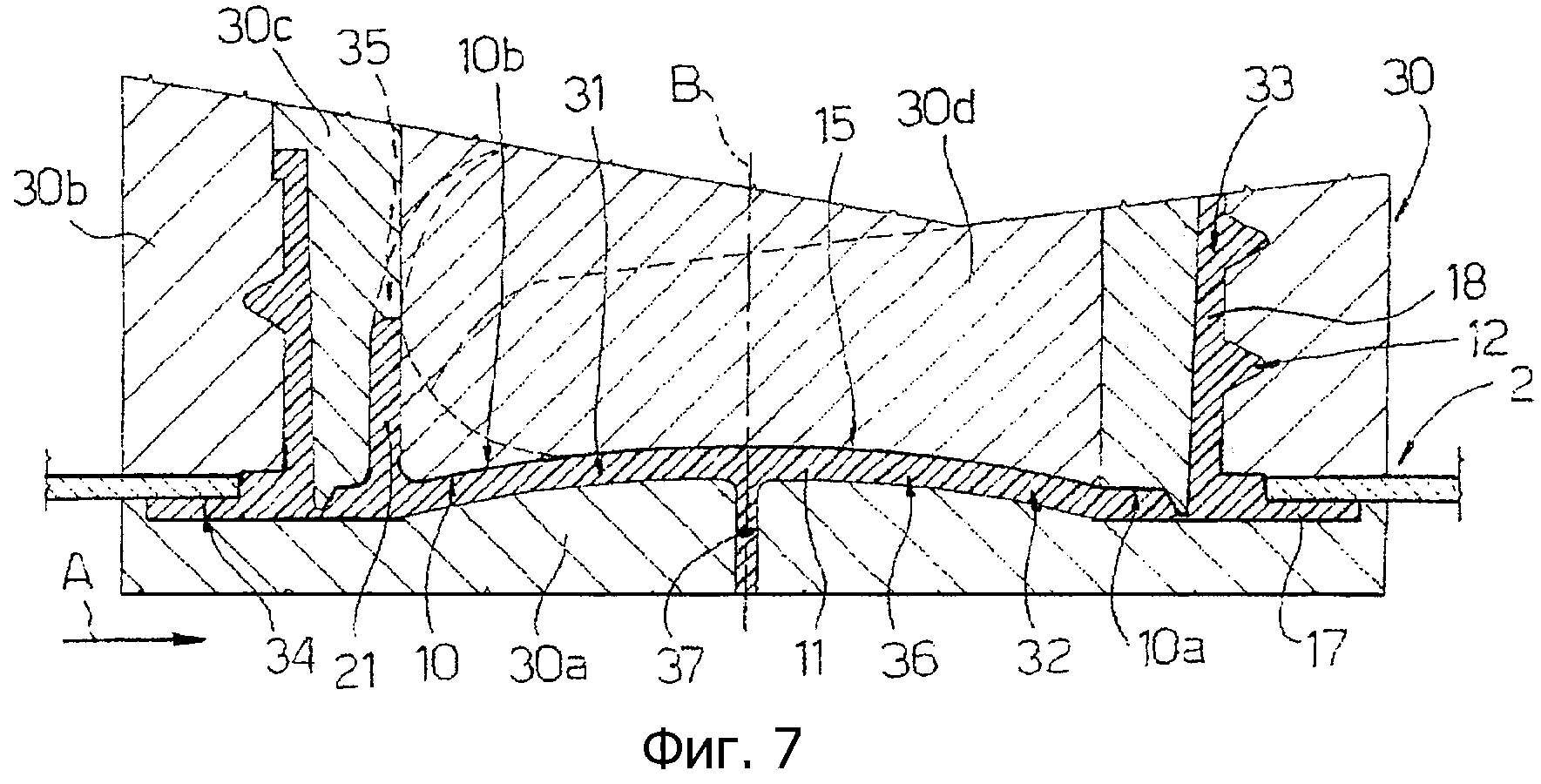
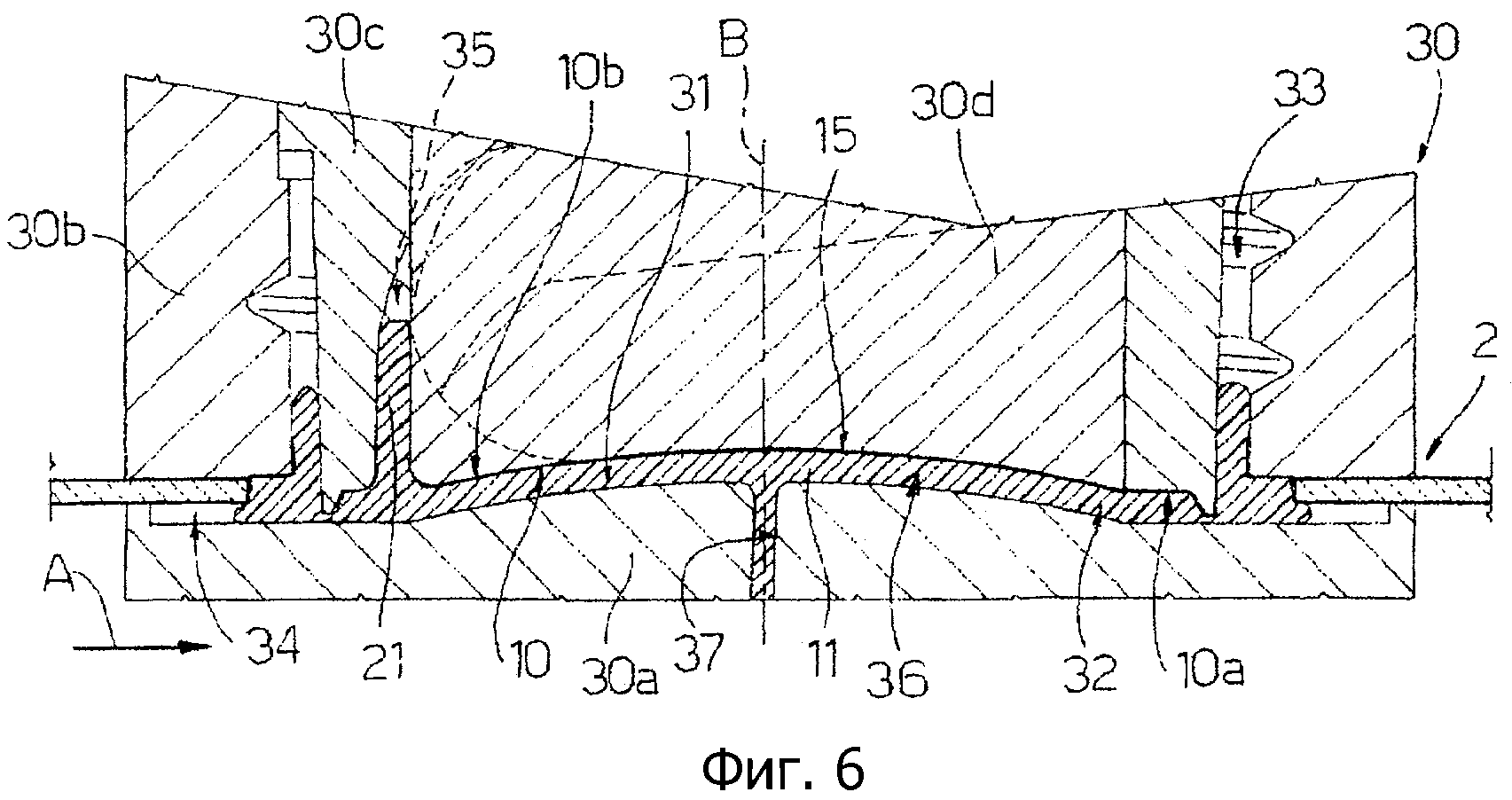
Точно так же, когда расплавленный пластиковый материал достигает кругового участка в месте пересечения участков 32 и 33, накрывающий участок 10 аккуратно пробивается под давлением расплавленного пластикового материала, который поэтому затекает в участок 33 для образования участка 18 горловины желоба 12 и резьбы 25.
Другими словами, расплавленный пластиковый материал пробивает насквозь накрывающий участок 10 в местах пересечения между участком 32 и участками 33 и 35 полости 31 литейной формы для образования сквозных отверстий, которые последовательно плотно заполняются пластиковым материалом для полного восстановления целостности материала 2.
Как конкретно показано на фиг.6 и 7, в силу особой формы круговой зоны в месте пересечения участков 32 и 33, а также высокой скорости перемещения расплавленного пластикового материала на этом участке, накрывающий участок 10 полностью удаляется с указанного участка и не образует соединительного моста с желобом 12.
Когда пластиковый материал, заполнивший полностью полость 31 литейной формы, отверждается, пресс-формы 30а, 30b, 30с, 30d переходят в открытую конфигурацию для того, чтобы можно было снова осуществить подачу материала 2 в направлении A, извлечь из формовочного блока 30 съемный участок 8 с образованным на нем соответствующим открывающим устройством 3 и ввести в полость 31 следующий съемный участок 8, на котором будет выполнена следующая операция формования. Преимущества способа по настоящему изобретению, а также конечного упаковочного материала станут ясны из последующего описания.
В частности, описанный способ предусматривает получение открывающего устройства 3, которое прочно соединено с накрывающим участком 10 упаковочного материала 2, но в котором накрывающий участок сначала пробивается насквозь, а затем повторно уплотняется пластиковым материалом, образующим желоб 12 и вытяжное кольцо 21. В результате упаковка 1 обладает необходимыми газонепроницаемыми свойствами и при этом ее так же легко открыть, как и упаковки, которые не являются газонепроницаемыми. А именно, для вскрытия упаковки, изготовленной с использованием способа по настоящему изобретению, пользователю достаточно разорвать круговой участок 19, соединяющий пластиковые части, а не газонепроницаемый материал, который уже был пробит насквозь при инжекционном формовании открывающего устройства 3. Конкретнее, как показано на фиг.6 и 7, газонепроницаемый материал полностью удаляется с участка 19 и не образует соединительного моста с желобом 12.
Кроме того, накрывающий участок 10 аккуратно пробивается под повышенным давлением пластикового материала, не образуя рваной кромки, что существенно способствует плавному вытеканию пищевого продукта.
Очевидно, могут быть внесены изменения в способ и конечный упаковочный материал, представленные в настоящем описании, не отклоняясь, однако, от объема притязаний, определяемого прилагаемой формулой изобретения.
В частности, описанный способ может быть также реализован непосредственно на заготовках упаковочного материала после того, как им придали форму открытых контейнеров на шпиндельных оправках, и до того, как их заполнили текучим пищевым продуктом и осуществили сварку.
Не содержащий фольги упаковочный ламинированный материал, способ производства упаковочного ламинированного материала и изготовленный из него упаковочный контейнер
Термомеханически стабильная термосвариваемая пленка с барьерным покрытием, упаковочный ламинат, содержащий эту пленку, упаковочный контейнер, образованный из упаковочного ламината, и способ получения пленки
Способ лазерной маркировки и система лазерной маркировки
Узел накладывания открывающих устройств на упаковки пищевых продуктов, наливаемых в трубу упаковочного материала
Упаковочный материал, содержащий намагничивающиеся участки
Упаковочный материал
Упаковочный материал, содержащий намагничиваемые участки
Упаковочный материал, содержащий намагничивающиеся участки
Ламинирующий ролик, способ обеспечения упаковочного ламината и упаковочный ламинат
Не содержащий металлической фольги ламинированный материал для мешка, способ производства материала для мешка и полученный из него упаковочный материал
Не содержащий фольги упаковочный ламинированный материал, способ производства упаковочного ламинированного материала и изготовленный из него упаковочный контейнер
Термомеханически стабильная термосвариваемая пленка с барьерным покрытием, упаковочный ламинат, содержащий эту пленку, упаковочный контейнер, образованный из упаковочного ламината, и способ получения пленки
Способ лазерной маркировки и система лазерной маркировки
Узел накладывания открывающих устройств на упаковки пищевых продуктов, наливаемых в трубу упаковочного материала
Упаковочный материал, содержащий намагничивающиеся участки
Упаковочный материал
Упаковочный материал, содержащий намагничиваемые участки
Упаковочный материал, содержащий намагничивающиеся участки
Ламинирующий ролик, способ обеспечения упаковочного ламината и упаковочный ламинат
Не содержащий металлической фольги ламинированный материал для мешка, способ производства материала для мешка и полученный из него упаковочный материал

