Результат интеллектуальной деятельности: СПОСОБ В.Г. ВОХМЯНИНА ПОЛУЧЕНИЯ ОТВЕРСТИЙ В ДЕТАЛИ
Вид РИД
Изобретение
Изобретение относится к области обработки материалов, а более конкретно к приборостроению, в том числе к точному, и может быть использовано при разработке конструкций и технологии изготовления узлов и элементов, включающих длинномерные каналы малой площади поперечного сечения, в частности в технике капиллярных изделий, в узлах регулируемого дозирования газа или жидкости, в натекателях вакуумных систем, в холодильной технологии и т.д.
Известны способы обработки сверхзвуковой струей воды с введением в нее абразивных добавок (см. книгу - Гидрорезание судостроительных материалов / Р.А.Тихомиров, В.Ф.Бабанин, Е.Н.Петухов и др. - Л.: Судостроение; 1987. - 164 с.).
Известен способ сверления отверстий с помощью абразивно-жидкостных струй (см. Hashish M. Turning, milling and drilling with abrasive-waterjets. 9th International Symposium on Jet Cutting Technology. Sendai, Japan: 4-6 October, 1988, Paper C2, pp.113-131).
По этим схемам получения отверстий с помощью сверхзвуковой абразивно-жидкостной струи она непосредственно воздействует на обрабатываемый материал и при выходе из получаемого отверстия формирует боковую каверну, что приводит к браку, и отверстие получается некруглой формы.
Известен способ сверления отверстий малого диаметра в хрупком материале (см. пат.4955164 США, МКИ5 В24В 1/00, В24С 9/00 Method and apparatus for drilling small diameter holes in fragile material with velocity liquid jet / Hashish M., Cragen S., заявл. 15.06.89 г., опубл. 11.09.90 г.).
Однако известный способ имеет следующие недостатки. Практика получения отверстий в листовых материалах сверхзвуковой абразивно-жидкостной струей показывает, что при их формировании не удается точно обеспечить перпендикулярность струи с обрабатываемым материалом. Это приводит к тому, что отработанная суспензия, выходя из получаемого отверстия, обтекает вновь поступающую струю неравномерно по ее контуру. Это вызывает появление канавки на входе отверстия, которая сопоставима с его диаметром. Дальнейшее перемещение струи в получаемом отверстии не обеспечивает удаление канавки без значительных изменений размеров и формы отверстия.
Известны способы получения отверстий с помощью электроэрозионной обработки (см. Артамонов Б.А., Волков Ю.С.и др. Электрофизические и электрохимические метолы обработки материалов. Москва, "Высшая школа", 1983; Лившиц А.Л. Электроэрозионная обработка металлов. Москва, "Высшая школа". 1979; Подураев В.Н. И Камалов В.С. Физико-химические методы обработки. M.: "Машиностроение", 1973. 346 с.).
Наиболее известный и распространенный способ получения отверстий - это сверление - образование снятием стружки сквозного и глухого цилиндрического отверстия в сплошном материале при помощи сверла (см. Политехнический словарь / Редкол.: А.Ю.Ишлинский (гл. П50 ред.) и др. - 3-е изд., перераб. и доп. - M.: Советская энциклопедия, 1989. - 656 с с ил., с.469).
Все известные способы не позволяют получить очень малые (десятые, сотые доли квадратного миллиметра) по площади сечения отверстия большой длины (от нескольких сантиметров до нескольких метров). Известные способы не позволяют получить отверстия сложной по длине конфигурации.
Наиболее близким по технической сущности к предлагаемому является способ получения отверстий в детали, включающий деление детали на элементы детали, выполнение на элементах детали выемок, соответствующих будущим отверстиям, и жесткое соединение элементов детали между собой (см. Авторское свидетельство СССР №1794614, кл. В23K 20/14, 15.02.1993).
Недостатком этого способа являются ограниченные функциональные возможности - нельзя получить отверстия в виде спирали.
Техническим результатом настоящего изобретения является расширение функциональных возможностей за счет обеспечения возможности получения отверстий в виде спиралей.
Поставленный технический результат достигается тем, что для получения отверстий в детали производят деление детали на элементы детали, выполняют на элементах детали выемки, соответствующие будущим отверстиям, и жестко соединяют элементы детали между собой, при этом деление детали производят с образование элементов детали в виде пустотелых цилиндров или пустотелых усеченных конусов.
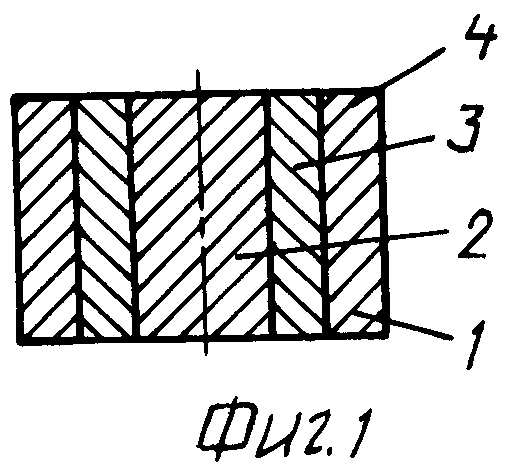
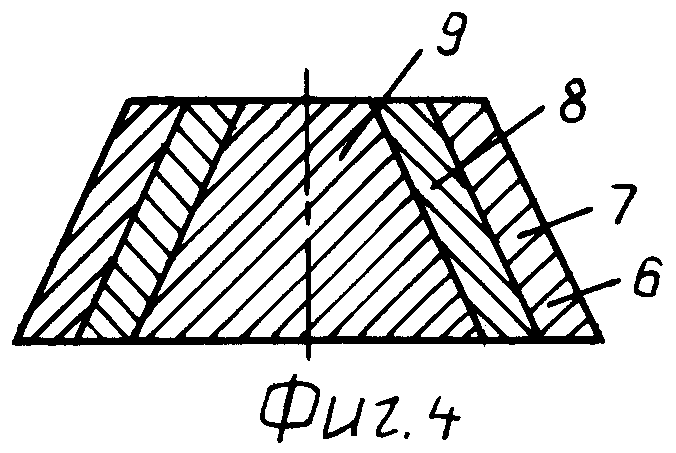
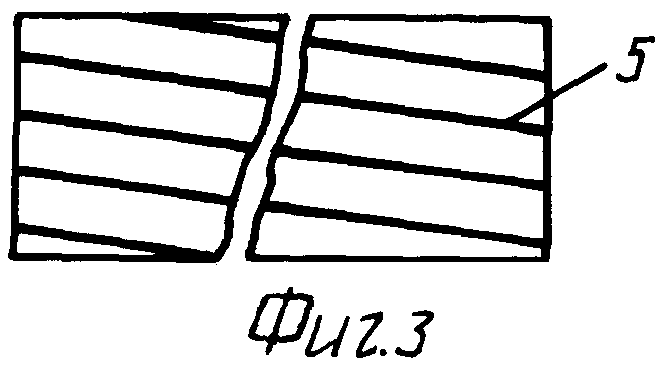
На фиг.1 представлена деталь, деление которой на части произведено на пустотелые цилиндры; на фиг.2 представлен вид сверху на деталь по фиг.1, на фиг.3 дана развертка боковой поверхности одного из цилиндров по фиг.1-2; на фиг.4 представлена деталь, деление которой на части произведено на пустотелые усеченные конуса.
На фиг.1 и 2 представлено деление детали 1 на элементы 2. 3 и 4, представляющие собой пустотелые цилиндры (элемент 2 может быть выполнен как в виде пустотелого цилиндра, так и в виде цилиндра без внутренней выемки; на фиг.1, 2 элемент 4 показан без внутренней выемки). На фиг.3 дана развертка боковой поверхности одного из элементов детали 1 по фиг.1-2 (развертка боковой поверхности остальных элементов детали 1 на чертеже не показана). Позицией 5 - жирная линия - показана выемка, соответствующая будущему отверстию. Сборка элементов 2-3 детали 1 должна производиться по тугой посадке, например, путем охлаждения элемента 2 и нагревания элемента 3, в последующем нагреванием элемента 4 и охлаждением элементов 2 и 3. Этим обеспечивается неразъемность соединения.
На фиг.4 показано деление детали 6 на элементы 7, 8, 9, представляющие собой пустотелые усеченные конусы (элемент 9 может быть выполнен как в виде пустотелого усеченного конуса, так и в виде усеченного конуса без внутренней выемки, на фиг.4 элемент 9 показан без внутренней выемки).
Жесткое соединение элементов 7-9 детали 6 на фиг.4 может производиться как болтовым соединением, так и сваркой, например точечной, или любым другим способом.
Выемки на поверхности элементов могут быть произведены любым известным способом, например механическим, лазерным, электроэрозионным и т.д. Профиль выемок может быть любой: квадратный, трапецеидальный, треугольный, полукруглый и т.д. В том случае, когда после образования выемок требуется дополнительная обработка, например снятие заусениц, производят эту обработку.
Деление деталей по варианту, показанному на фиг.1-3, позволяет получить отверстия в виде цилиндрических спиралей, а деление деталей по варианту, показанному на фиг.4, позволяет получить отверстия в виде конических спиралей.
Достоинства способа по варианту, изображенному на фиг.4, - может быть обеспечена высокая точность исполнения отверстий при условии предварительной притирки деталей 12-14 между собой.
Более широкие функциональные возможности за счет обеспечения получения отверстий в виде цилиндрических или конических спиралей являются достоинством и преимуществом предлагаемого технического решения по сравнению с прототипом.
Способ получения в детали отверстий в виде спиралей, включающий деление детали на элементы детали, выполнение на элементах детали выемок, соответствующих будущим отверстиям, и жесткое соединение элементов детали между собой с получением отверстия, при этом деление детали производят с образованием элементов детали в виде пустотелых цилиндров или пустотелых усеченных конусов.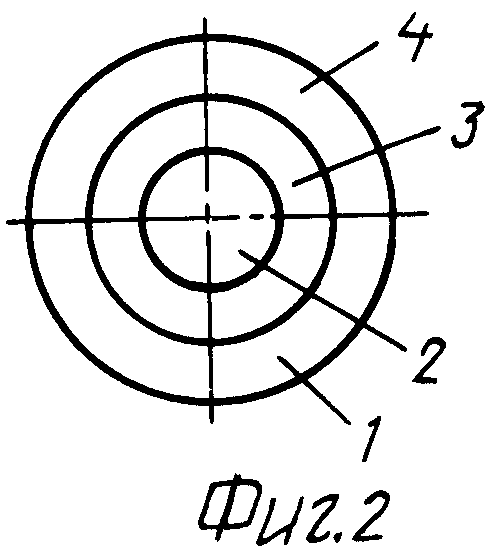
Способ получения органоминерального удобрения
Способ получения органоминерального удобрения

