Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПАЙКИ РЕЖУЩЕГО ЭЛЕМЕНТА К ДЕРЖАВКЕ
Вид РИД
Изобретение
Изобретение относится к устройствам для креплении абразивосодержащих режущих элементов на державке методом пайки и может быть использовано для производства режущих инструментов, таких как сверла, резцы, фрезы и подобные инструменты, технология изготовления которых предусматривает изготовление абразивосодержащих режущих элементов и последующее их крепление на державке методом пайки. Устройство также может быть использовано для изготовления абразивосодержащих режущих элементов, которые представляют собой слоистую структуру типа алмазно-твердосплавных пластин, включающих абразивосодержащий режущий слой, припаиваемый к подложке.
Из патента US №3377696, кл. 29-472.9, 1965 г. известно устройство для крепления методом пайки кристалла алмаза на молибденовой державке. Устройство содержит наковальню, на которой устанавливаются державка инструмента и кристалл алмаза, и поршень, который вдавливает кристалл алмаза в державку для осуществления его соединения с державкой. Наковальню с поршнем размещают внутри катушки индукционного нагрева. В патенте US №4850523, кл. В23К 31/04, 1989 г. представлено аналогичное устройство для пайки абразивосодержащего элемента к державке, в нижней части которого предусмотрена наковальня с ложементом для размещения державки с абразивосодержащим элементом, а в верхней части - пуансон для прижима абразивосодержащего элемента к державке, и нагревательный элемент - катушка, образующая зону нагрева несколько выше места контакта державки и абразивосодержащего элемента. В аналогичном устройстве, описанном в изобретении по SU №1673333, кл. В23К 3/00, 1989 г., также предусмотрена индукционная катушка, внутри которой размещен ложемент с державкой и абразивосодержащим элементом.
В этих устройствах державка и режущий элемент размещены внутри индукционной катушки, предназначенной для нагрева зоны пайки до достаточно высокой температуры, необходимой для плавления материала припоя и соединения режущего элемента с державкой, что создает неудобства для установки и ориентации державки и абразивосодержащего элемента относительно друг друга, особенно при серийном производстве инструментов.
Из патента US №4225322, кл. В23В 27/18, 1980 г. известно устройство для изготовления алмазно-твердосплавной режущей пластины, предназначенное для крепления алмазного режущего слоя к подложке, являющейся державкой для этого слоя. Устройство содержит стойку, в нижней и верхней частях которой расположены элементы конструкции в виде пневматических цилиндров, предназначенные для соосного размещения на верхнем цилиндре ложемента, выполненного в виде цилиндрического углубления для режущего слоя, а на нижнем - ложемента, выполненного в виде цилиндрического углубления для державки. Устройство снабжено индукционной катушкой, расположенной таким образом, чтобы место соединения державки и режущего слоя находилось внутри катушки в зоне нагрева с наибольшей температурой. Известное устройство предназначено для пайки к державке алмазного режущего слоя, имеющего цилиндрическую форму. Форма проста и не требует ориентации режущего элемента относительно державки. Однако имеются инструменты, например сверла для сверления отверстий с внутренней проточкой в плитах из керамогранита, на корпусе которых крепятся режущие элементы, форма которых отличается от цилиндрической формы, при этом такие режущие элементы должны быть закреплены на державке в строго ориентированном положении. В известном устройстве операция установки и ориентации режущих элементов сложной формы является трудоемкой, неудобной и опасной, т.к. производится вблизи нагревательного элемента в зоне, ограниченной по размерам. Предусмотренные в устройстве охладительные элементы создают еще большие неудобства в работе устройства, загромождая зону нагрева. Кроме того, простота формы режущего элемента позволяет размещать режущий элемент на державку, расположенную в нижнем ложементе, и верхним ложементом обеспечивать только совмещение осей державки и режущего элемента.
Технической задачей является создание устройства, в котором упрощается процесс установки режущих элементов для последующего припаивания их к державке инструмента, особенно режущих элементов, имеющих более сложную форму, чем цилиндрическая, и которые должны быть соединены с державкой с заданной ориентацией.
Техническое решение задачи заключается в том, что в устройстве для пайки абразивосодержащего режущего элемента к державке инструмента, содержащем стойку, на нижнем и верхнем концах которой смонтированы нижний и верхний кронштейны, на противоположных друг другу сторонах которых соосно установлены ложементы для размещения в одном из них абразивосодержащего режущего элемента, а в другом - державки, и индукционный нагревательный элемент, образующий зону нагрева в месте контакта державки и абразивосодержащего режущего элемента, в нижнем кронштейне установлен ложемент для размещения абразивосодержащего элемента, а в верхнем кронштейне установлен ложемент для размещения державки, при этом верхний кронштейн смонтирован на стойке с возможностью поворотов в плоскости, проходящей через державку и абразивосодержащий элемент, а ложемент, расположенный в нижнем кронштейне, выполнен из материала, не смачиваемого и не взаимодействующего с материалом пайки.
Выполнение кронштейна с ложементом для державки поворотным в плоскости, проходящей через державку и абразивосодержащий элемент, обеспечивает возможность выноса стойки с кронштейнами за пределы индукционного нагревательного элемента, принудительно охладить нагретые элементы конструкции и без затруднений разместить абразивосодержащий режущий элемент в ложементе, имеющем соответствующую конфигурацию с ориентацией относительно державки инструмента.
Устройство поясняется следующими фигурами.
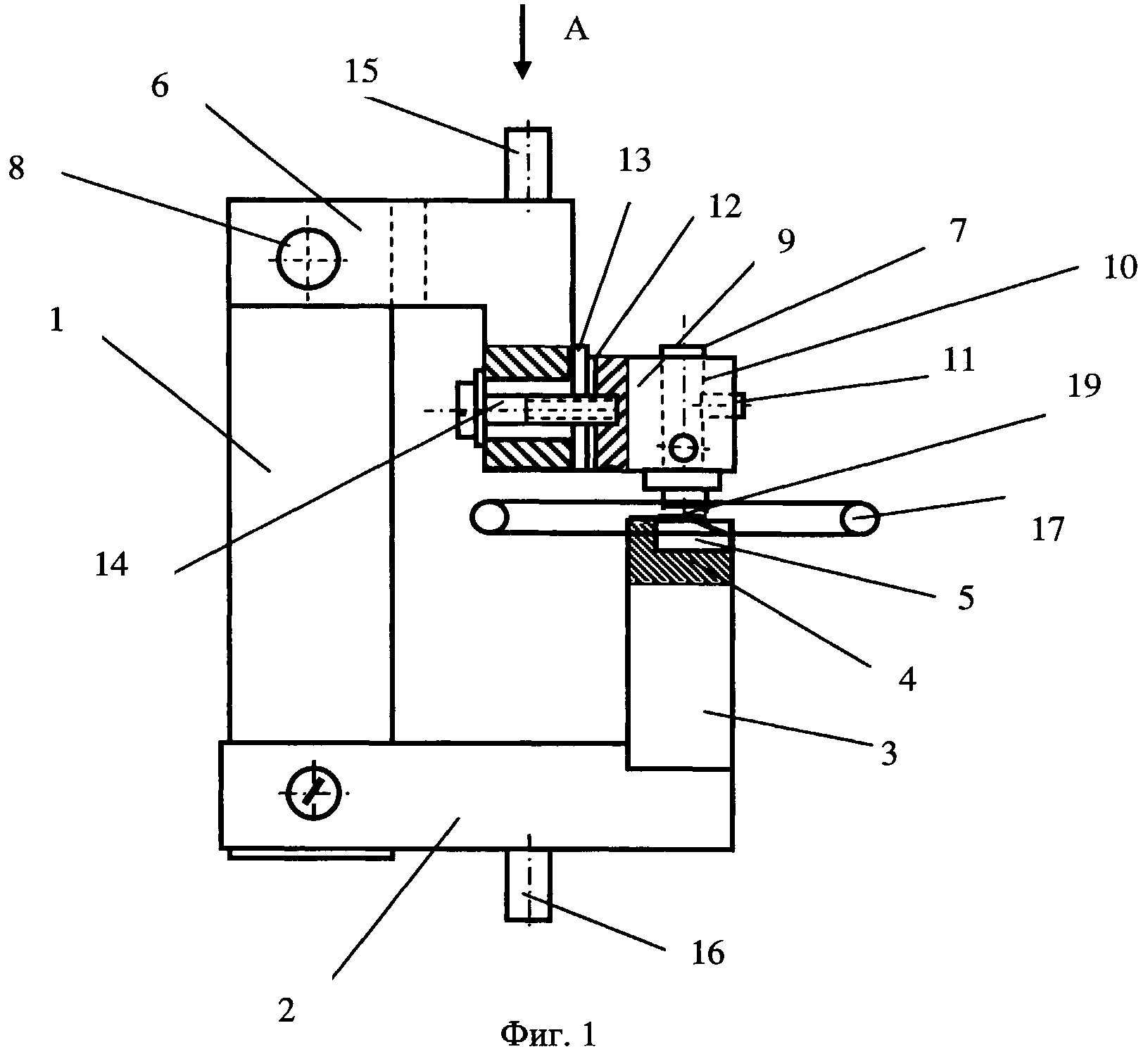
На фиг.1 схематично показано устройство для пайки абразивосодержащего режущего элемента к державке в рабочем положении.
На фиг.2 схематично показано устройство для пайки с повернутым на 180° верхним кронштейном, несущим ложемент для державки, в плоскости, проходящей через державку и абразивосодержащий элемент.
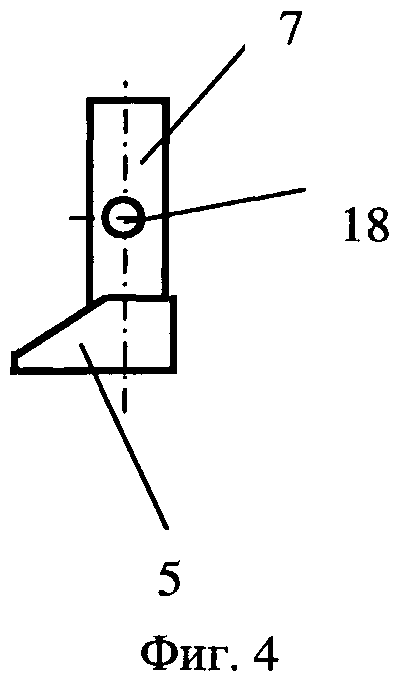
На фиг.3 показан вид сверху на устройство на фиг.1.
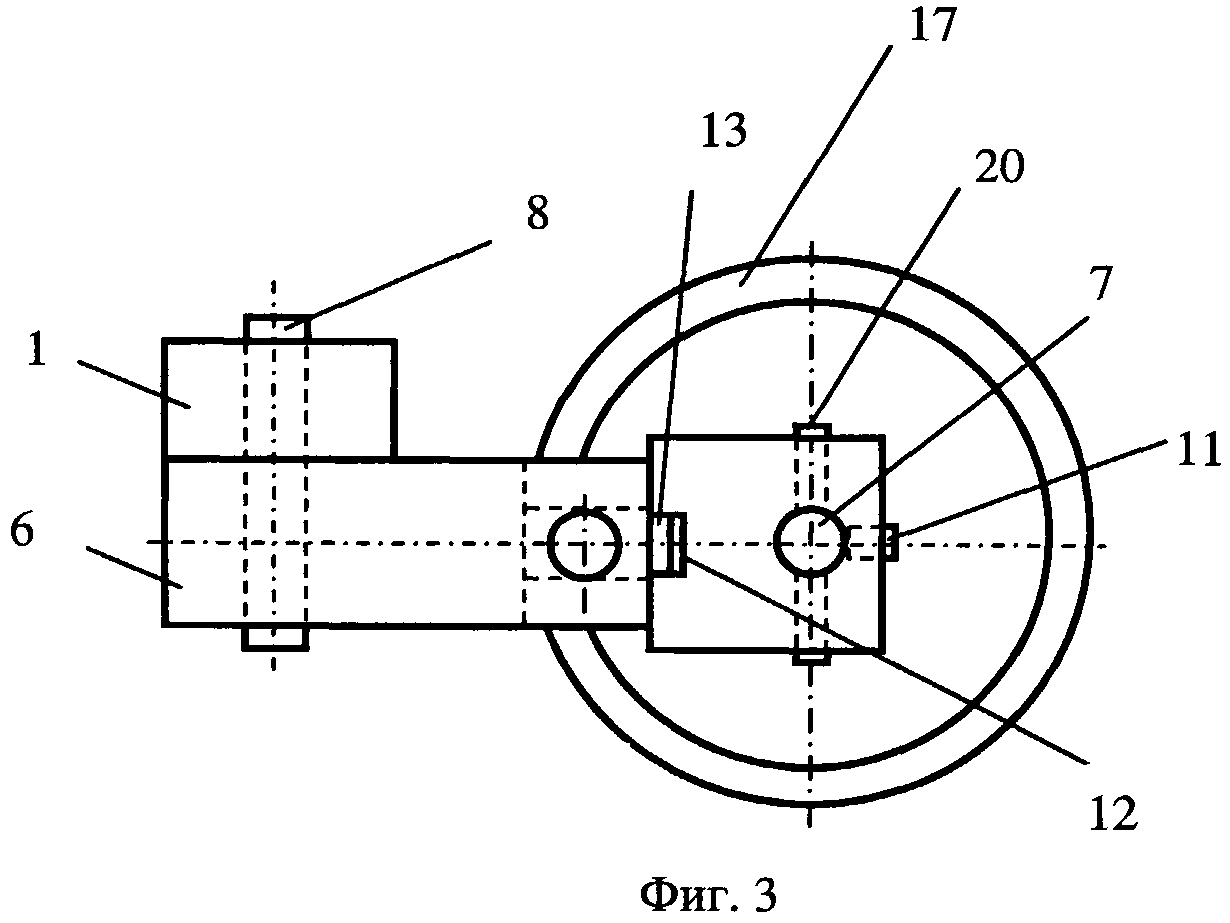
На фиг.4 показано сверло, у которого абразивосодержащий режущий элемент припаян к державке.
Устройство содержит стойку 1, на нижнем конце которой смонтирован нижний кронштейн 2, несущий опорный элемент 3 с ложементом 4 для абразивосодержащего режущего элемента 5. Ложемент имеет углубление, форма поверхности которого повторяет форму абразивосодержащего режущего элемента. На верхнем конце стойки поз.1 смонтирован верхний поворотный кронштейн 6 с возможностью поворотов в плоскости, проходящей через державку 7 и абразивосодержащий элемент 5. Для обеспечения поворота верхний кронштейн установлен на оси 8. На поворотном кронштейне установлен опорный элемент поз.9 с ложементом 10. Ложемент 10 представляет собой отверстие, в которое устанавливается державка 7. Державка в отверстии крепится любыми известными средствами. Например, для крепления державки может быть предусмотрен винт 11, который ввинчивается в предусмотренном в опорном элементе резьбовом отверстии до упора в державку. На опорном элементе 9 выполнен паз 12, а на поворотном кронштейне 6 - соответствующий пазу выступ 13. Опорный элемент 9 может перемещаться по выступу 13 и фиксироваться в рабочем положении, обеспечивающем контакт державки и абразивосодержащего режущего элемента с помощью, например, болтов 14. Для прижима державки к режущему элементу в процессе пайки предусмотрены рукоятки, одна из которых 15 установлена на верхнем поворотном кронштейне, а вторая 16 - на нижнем кронштейне. Нагрев места контакта державки и режущего элемента осуществляется индукционным нагревательным элементом 17, представляющим собой индукционную катушку, внутри которой размещены опорные стойки с ложементами.
Работа устройства показана на примере пайки абразивосодержащего режущего элемента к державке сверла, предназначенного для сверления отверстий с внутренней проточкой в керамогранитных облицовочных плитах. Сверло (фиг.4) содержит державку 7, к которой припаивается абразивосодержащий режущий элемент 5. Режущий элемент должен быть ориентирован относительно технологического отверстия 18, выполненного в державке. Поверхность режущего элемента имеет сложную форму, представляющую собой сочетание цилиндрической и конической поверхностей.
Предварительно устройство для пайки необходимо настроить для обеспечения в процессе пайки контакта державки и абразивосодержащего режущего элемента. Для этого опорный элемент 9 перемещают по выступу 13 в требуемое положение и фиксируют болтами поз 14. Для установки режущего элемента и державки сверла верхний поворотный кронштейн поворачивают на 180° в плоскости, проходящей через державку и абразивосодержащий элемент, и стойку выносят за пределы нагревательного элемента. В ложементе 4 размещают абразивосодержащий режущий элемент, поверх него укладывают шайбу 19 из материала припоя с флюсом. В ложементе 10 размещают державку сверла. Для конкретного вида сверла державку фиксируют осью 20, которую пропускают через отверстие в державке, одновременно ориентируя державку относительно режущего элемента. Для данного вида сверла винт 11 не используется. После закрепления державки стойку вводят в зону пайки нагревательного элемента, поворачивают верхний поворотный кронштейн до контакта державки и режущего элемента, включают ток и удерживают державку и режущий элемент с помощью рукояток 15 и 16 в контакте до окончания процесса пайки. После окончания пайки верхний поворотный кронштейн поворачивают на 180° и стойку выносят за пределы нагревательного элемента, принудительно охлаждают, вынимают ось, фиксирующую державку и вынимают державку, к которой припаян абразивосодержащий режущий элемент.
Для удобства размещения, ориентации и смещения при пайке абразивосодержащего режущего элемента ложемент для режущего элемента располагают на нижнем основании, при этом ложемент выполняют достаточно глубоким так, чтобы поверхность пайки режущего элемента находилась на уровне верхней плоскости основания. При температуре пайки материал пайки-припой с флюсом, расположенный на режущем элементе, приобретает жидкотекучее состояние и частично затекает в ложемент. Для того чтобы режущий элемент не припаялся к ложементу, материал, из которого изготавливают ложемент, не должен смачиваться и взаимодействовать с материалом, которым осуществляется пайка. Можно опорный элемент целиком или его часть изготовить из аналогичного материала, можно нанести покрытие на углубление-ложемент из такого же материала.
Таким образом, в устройстве для пайки абразивосодержащего режущего элемента, благодаря выполнению верхнего кронштейна, несущего ложемент для державки, поворотным в плоскости, проходящей через режущий элемент и державку, упрощается процесс установки и ориентации державки и режущего элемента для последующего их соединения друг с другом, особенно режущих элементов, имеющих более сложную форму, чем цилиндрическая. Выполнение ложемента для режущего элемента из материала, не смачиваемого и не взаимодействующего с материалом, которым осуществляется пайка, предупреждает припаивание режущего элемента к ложементу, что позволяет беспрепятственно извлечь готовое изделие из ложемента и подготовить устройство для пайки следующего режущего элемента к державке.
Устройство для пайки режущего элемента к державке, содержащее стойку, на нижнем и верхнем концах которой смонтированы нижний и верхний кронштейны, на противоположных друг другу сторонах которых соосно установлены ложементы для размещения в одном из них режущего элемента, а в другом - державки, и индукционный нагревательный элемент, образующий зону нагрева в месте контакта державки и режущего элемента, отличающееся тем, что ложемент для размещения режущего элемента установлен на опорном элементе, смонтированном на нижнем кронштейне, а ложемент для размещения державки установлен на опорном элементе, смонтированном на верхнем кронштейне, при этом верхний кронштейн выполнен поворотным в плоскости, проходящей через державку и режущий элемент, и установлен на стойке с возможностью приведения в контакт державки с режущим элементом в зоне пайки и выноса его из зоны пайки, а ложемент, расположенный в нижнем кронштейне, выполнен из материала, не смачиваемого и не взаимодействующего с материалом для пайки.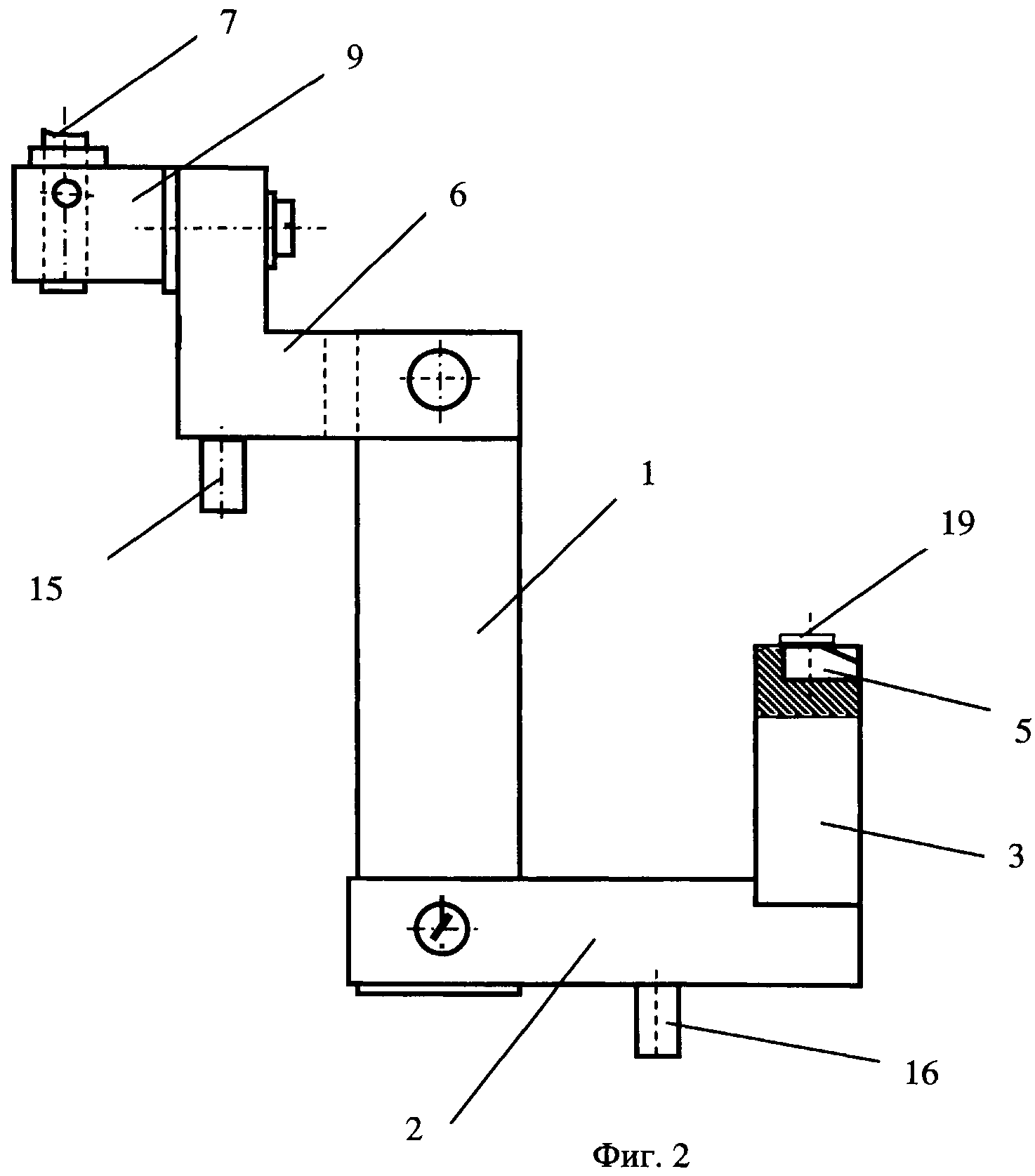
Сверхширокодиапазонный поглотитель электромагнитных волн для безэховых камер и экранированных помещений
Способ легирования чугуна марганцем
Шихта для выплавки высокоуглеродистого ферромарганца
Способ получения нанокомпозита feni/пиролизованный полиакрилонитрил
Способ вакуум-термического получения лития
Способ обработки низкоуглеродистых сталей
Алмазный инструмент на гальванической связке
Способ измерения переходного контактного сопротивления омического контакта
Способ определения теплопроводности алмазных материалов
Способ получения поликристаллических алмазных пленок
Лазер с устройствами юстировки

