Результат интеллектуальной деятельности: Пресс-форма по изготовлению прутков для аргонодуговой наплавки
Вид РИД
Изобретение
Изобретение относится к порошковой металлургии и сварочному производству и может быть использовано при изготовлении прутков для аргонодуговой наплавки диаметром 5 мм и длиной 200 мм методом прессования металлических порошков.
Известен кокиль для изготовления мерных заготовок (патент RU № 2620231), содержащий две формообразующие части, по плоскостям которых выполнены сегменты формообразующих полостей и прибыльной части, который обеспечивает формирование отливок преимущественно цилиндрической формы диаметром 20-30 мм и длиной 200-220 мм.
В связи с тем, что кокиль выполнен из меди, получение прутков из высоколегированных сплавов невозможно, так как температура плавления меди гораздо ниже температуры плавления железоуглеродистых сплавов. На основании этого, недостатками данного способа являются: неспособность кокиля выдерживать высокие температуры, необходимые для получения прутков из высоколегированных сплавов, его высокая стоимость, а также невозможность получения прутков малых диаметров (5 мм).
Известен способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе (патент RU №2714788), имеющих диаметр 20-50 мм и длину 150-250 мм.
Недостатком данного способа является невозможность получения прутков диаметром 5 мм, а также высокая стоимость технологической оснастки и применение дорогостоящих формовочных материалов.
Известен способ изготовления литых заготовок из антифрикционной бронзы (патент RU № 2762956), включающий расплавление и непрерывное литье заготовки диаметром от 10 до 50 мм. Формирование цилиндрической заготовки в водоохлаждаемом металлическом кристаллизаторе не требует применения дорогостоящих формовочных материалов, имеет достаточно высокую производительность, однородность химического состава и размеры заготовки.
Однако этим способом невозможно получить одновременно партию прутков, а также исключена возможность изготовления прутков диаметром до 5 мм из железоуглеродистых сплавов. Это связано с высокой теплопроводностью сплава, температура которого во время вытягивания держится на уровне температуры плавления, при этом жидкотекучесть сплава очень низкая. Также при получении прутков данным способом на поверхности прутка образуется оксидная пленка, которая способствует образованию газовых дефектов при наплавке деталей.
Прототипом изобретения является способ изготовления прессованием металлокерамических трубок и прутков из металлических порошков (авт. св. СССР № 109279 опубл.). С целью увеличения прочностных свойств, прутки после прессования подвергаются спеканию, которое проводится в течение двух часов при температуре 1200°С в электропечи с инертной атмосферой и в вакууме. В зависимости от состава сплава, спеченные прутки обладают удовлетворительной прочностью, могут свариваться между собой контактной стыковой сваркой. Перед применением их необходимо прокаливать для удаления влаги.
Недостатком данного способа является то, что прутки, изготовленные прессованием с последующим спеканием, имеют невысокие сварочно-технологические свойства и требуют наличие дорогостоящего оборудования для спекания. При наплавке образцов или опытных деталей спеченными прутками происходит значительное разбрызгивание металла и прилипание брызг расплавленного металла к вольфрамовому электроду, в результате чего возникает явление «блуждания» дуги и нестабильность ее горения, а также забивается сопло горелки. Все это приводит к появлению пор и вольфрамовых включений в металле наплавки, что снижает качество деталей.
Задачей изобретения является изготовление прутков для аргонодуговой наплавки диаметром 5 мм и длиной 200 мм.
Техническим результатом изобретения является получение прутков для аргонодуговой наплавки, повышение сварочно-технологических свойств без использования оборудования для спекания, а именно прочности прутков, исключение разбрызгивания и прилипания металла к вольфрамовому электроду при наплавке деталей, и за счет этого повысить качество деталей.
Технический результат достигается тем, что пресс-форма для изготовления из металлического порошка прессованного прутка, предназначенного для переплавления с получением прутка для аргонодуговой наплавки, характеризующаяся тем, что она выполнена разборной и содержит матрицу и пуансон, установленные между двумя боковинами, соединенными между собой болтовыми соединениями, и две вставки, соединенные с боковинами посредством болтовых соединений.
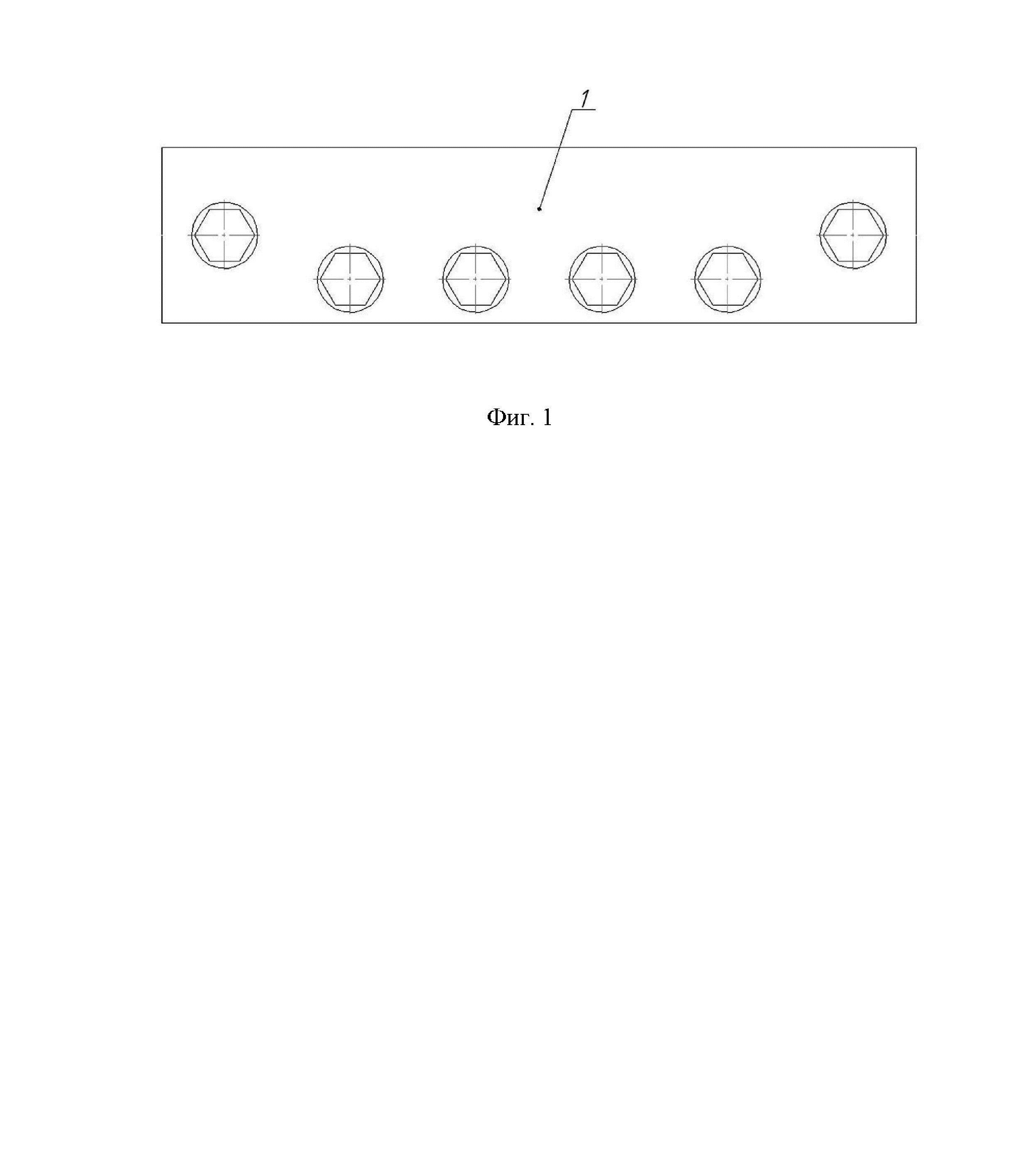
На фиг. 1 представлена пресс-форма для изготовления прутков методом прессования металлических порошков (вид сбоку).
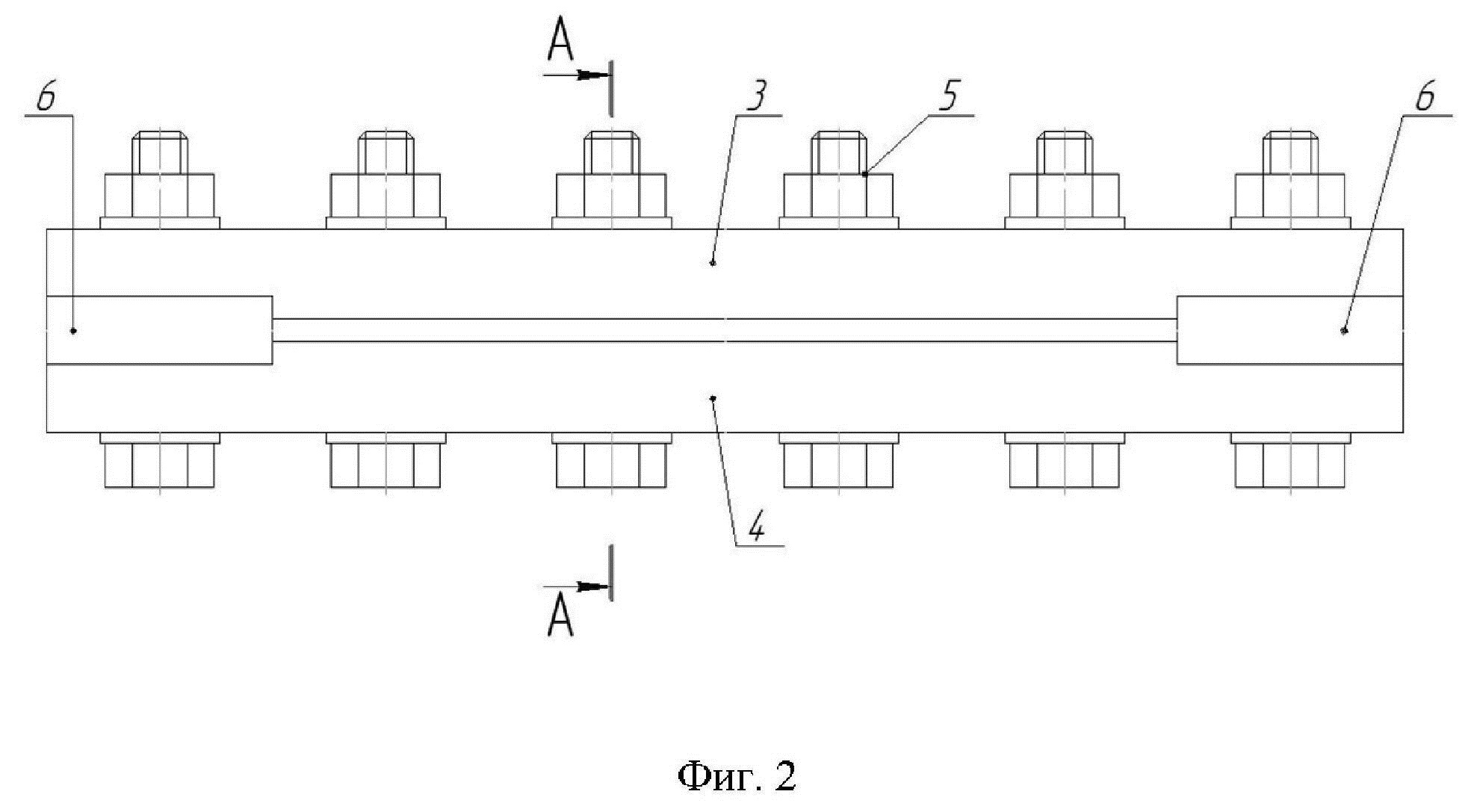
На фиг. 2 представлена пресс-форма для изготовления прутков методом прессования металлических порошков (вид сверху).
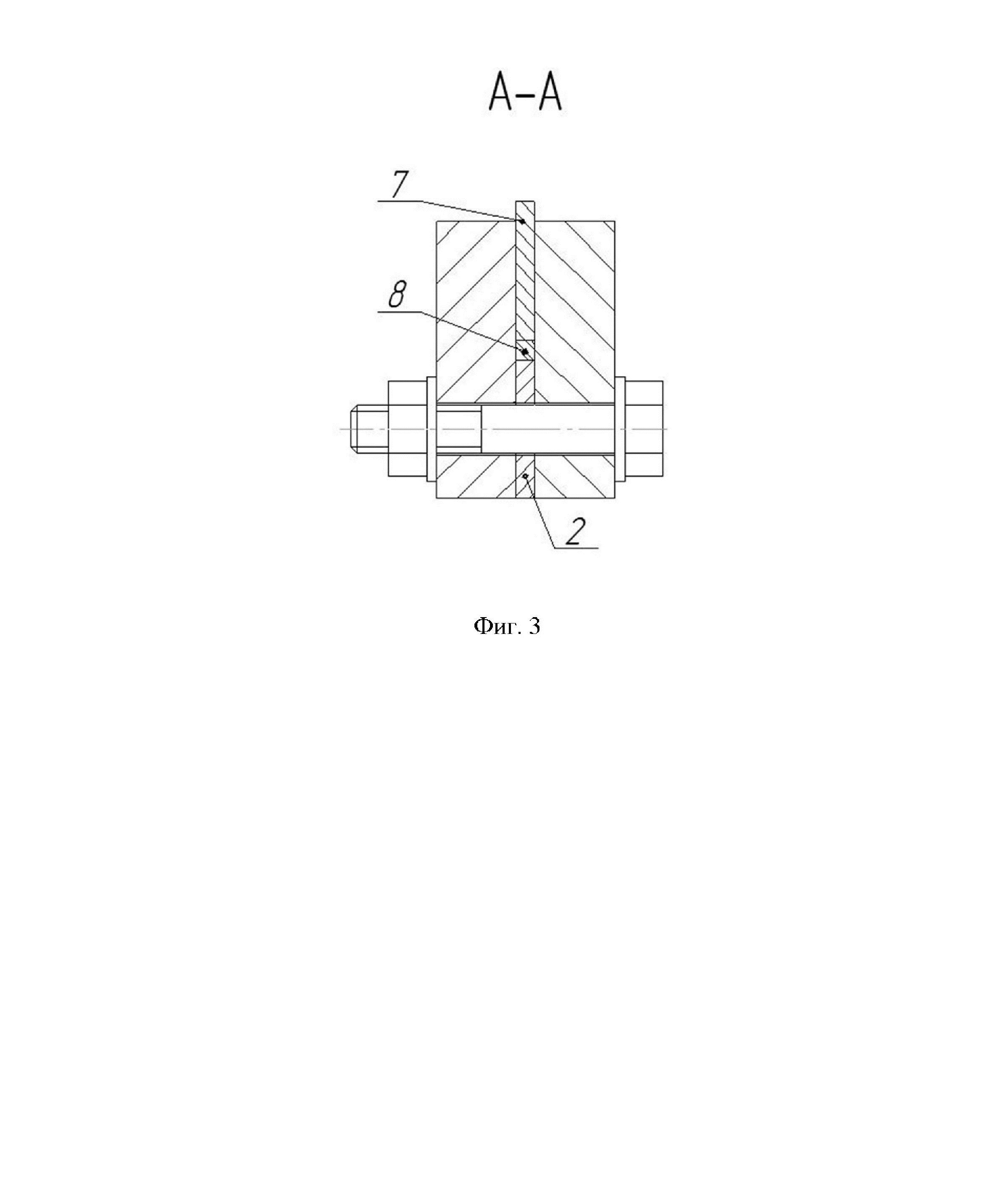
На фиг. 3 представлена пресс-форма для изготовления прутков методом прессования металлических порошков (в разрезе).
Пресс-форма 1 для изготовления прутков состоит из матрицы 2, установленной между левой 3 и правой 4 боковинами пресс-формы 1, и соединенных между собой болтовым соединением 5. Для удобства извлечения прутков после прессования предусмотрены вставки 6, которые соединены с левой 3 и правой 4 боковинами пресс-формы 1 посредством болтового соединения 5. Пуансон 7 установлен между левой 3 и правой 4 боковинами пресс-формы 1, и при прессовании оказывает непосредственное давление на металлический порошок.
Изготовления прутков для аргонодуговой наплавки осуществляют следующим образом.
Перед смешиванием металлические порошки просеиваются через сито лабораторное 0063 по ГОСТ 6613-86 с размером ячейки 0,063 мм. Смешивание определенных порций шихты заданного состава производится в смесителе типа «пьяная бочка» в течение шести часов. Подготовленное таким образом необходимое количество шихты засыпается в полость пресс-формы 1, затем вставляется пуансон 7 между левой 3 и правой 4 боковинами пресс-формы 1 и давлением на пуансон 7, посредством гидравлического пресса, происходит прессование металлического порошка. После прессования пресс-форма 1 разбирается в следующей последовательности: болтовое соединение 5 раскручивается и извлекается из пресс-формы 1; пресс-форма 1 переворачивается на внешнюю часть правой боковины 4; левая боковина 3 и вставки 6 отделяются от пресс-формы 1 и отводятся в сторону; полученный пруток 8 извлекается из пресс-формы 1. Переплавление прутков производится аппаратом для аргонодуговой сварки в медной изложнице с канавками полукруглого профиля.
Для получения прутков были изготовлены два вида матриц и пуансонов: с круглым сечением - для получения прутков диаметром 5 мм и с квадратным сечением для получения прутков 5×5 мм. В процессе работы было замечено, что для последующего переплавления прутков целесообразно изготавливать прутки квадратного профиля, так как матрица и пуансон для прутков круглого сечения сложны в изготовлении, а в процессе прессования не имеют преимуществ перед матрицей и пуансоном квадратного профиля.
Пример реализации изобретения
Изготовили пресс-форму для получения прутков методом прессования металлических порошков в соответствии с формулой изобретения. Подготовили металлический порошок (шихту) ПНП-04Х27Н7М3Д2Б (С - 0,02-0,06%; Si - 0,2-0,8%; Mn - 0,5-1,2%; Cr - 25,0-29,0%; Ni - 5,0-8,0%; Mo - 2,5-3,5%; Cu - 1,25-2,5%; Co - 0,15-0,4%; Nb - 0,45-0,75%; Ce - 0,01-0,1%; N-0,05-0,3%; Fe - остальное). Собрали пресс-форму посредством болтовых соединений, засыпали в пресс-форму подготовленное необходимое количество металлического порошка и установили в пресс-форму пуансон. Прессование прутков производилось на гидравлическом прессе с небольшой скоростью хода плунжера при удельном давлении 450 МПа. При прессовании максимальная нагрузка на пуансон выдерживалась в течение 45 секунд. После извлечения полученного прутка из пресс-формы, он укладывался в канавку медной изложницы и переплавлялся неплавящимся вольфрамовым электродом в среде аргона на режиме: 1СВ=180 А, UД=12 В, расход аргона 12 л/мин. При этом целесообразно использовать сопло горелки с несколько увеличенным диаметром (25,9 мм), что позволяет увеличить вылет электрода из цанги, и существенно уменьшает прилипание частиц расплавленного металла к соплу горелки. Использование больших сопел улучшает защиту сварочной ванны от атмосферы кислорода и уменьшает окисление легирующих элементов. Полученные таким образом прутки представляют собой монолитный металл с заданным химическим составом.
При дальнейшем использовании прутков при аргонодуговой наплавке неплавящимся вольфрамовым электродом деталей, разбрызгивание отсутствует, а угар легирующих элементов незначителен.
Таким образом, предлагаемая пресс-форма по изготовления прутков для аргонодуговой наплавки позволит исключить использование оборудования для спекания, значительно улучшить сварочно-технологические свойства и прочность прутков, исключить разбрызгивание и прилипание металла к вольфрамовому электроду при наплавке, и за счет этого повысить качество деталей.
Пресс-форма для изготовления из металлического порошка прессованного прутка, предназначенного для переплавления с получением прутка для аргонодуговой наплавки, характеризующаяся тем, что она выполнена разборной и содержит матрицу и пуансон, установленные между двумя боковинами, соединенными между собой болтовыми соединениями, и две вставки, соединенные с боковинами посредством болтовых соединений.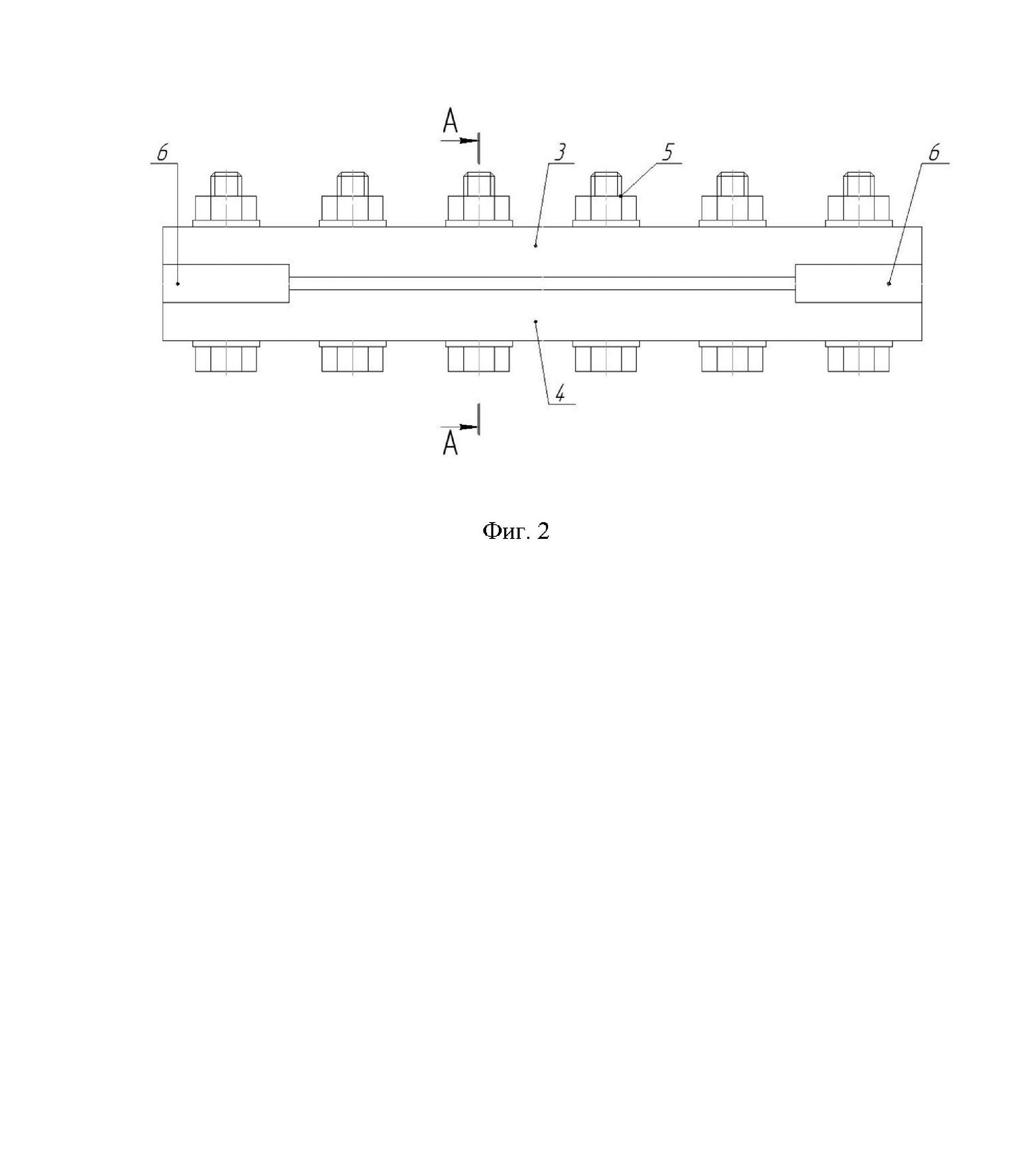
N-алкилзамещенные бензо- и (пиридо[2,3-b]тиено)пирроло[1,2-a][1,4]диазепин-6-оны - антидоты гербицида гормонального действия 2,4-дихлорфеноксиуксусной кислоты на подсолнечнике
Способ получения наноструктурированных покрытий титан-никель-гафний с высокотемпературным эффектом памяти формы на стали
Устройство для вычисления тригонометрических функций
Устройство для логарифмирования двоичных чисел
Очки для защиты от ионизирующего излучения
Рекуператор транспортного средства, оснащенный маховиком и упругими элементами
Планетарный механизм преобразования вращательного движения в возвратно-вращательное
Способ переработки безлузгового ядра подсолнечника
Мармелад профилактического назначения
Пищевая композиция для производства вафель
Способ повышения прочности детали с покрытием
Состав самозащитной порошковой проволоки для износостойкой наплавки
Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов
Состав для наплавки детали
Состав для наплавки детали
Способ испытания наплавленного металла на стойкость против образования горячих трещин

