Результат интеллектуальной деятельности: СПОСОБ АВТОМАТИЧЕСКОГО НЕПРЕРЫВНОГО КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к области металлургии и может быть использовано в непрерывном производстве изделий, кристаллизующихся с открытой поверхностью. Способ применим для контроля качества поверхности и выявляет такие виды дефектов, как трещины, неметаллические включения, раковины и вздутия.
Уровень техники
Одним из наиболее распространенных способ контроля качества поверхности при непрерывном способе производства изделий является визуальный способ контроля. Визуальный способ предусматривает осмотр продукции на этапе ее производства или после окончания производства оператором службы контроля качества. Указанный способ имеет ряд недостатков, в частности, не во всех случаях гарантирует распознавание поверхностных дефектов, а также требует использования измерительных средств.
Известны другие способы обнаружения дефектов для изделий, полученных способом непрерывного литья, в частности, согласно патенту RU2424072. В предложенном изобретении дефекты определяют с точным позиционированием, оценивают по местоположению и протяженности и перед последующей обработкой изделия, устраняют или предотвращают за счет оптимизации производственного процесса. Недостатком предложенного способа является то, что способ прогнозирует образование дефекта в изделии, предполагает необходимость выполнения анализа и сопоставления дефектов в части их образования на полуфабрикатах и на практике не может быть реализован в автоматическом режиме.
Использование же контроля в автоматическом режиме позволяет значительно улучшить результат распознавания поверхностных дефектов, существенно снижает трудоемкость в отличие от визуального способа контроля дефектов поверхности. Известно несколько способов обнаружения и классификации дефектов поверхностей различных металлических изделий.
Известен способ контроля качества продукции и устройство для его осуществления согласно RU2630177. Предложенный способ основан на применении системы технического зрения для видеорегистрации выполнения операции технологического процесса при изготовлении продукции и результатов этого процесса путем последующей идентификации контролируемых признаков операции и аналогичных признаков видеорегистрации контрольного образца. Недостатком предложенного способа является то, что контроль качества продукции выполняют на основании таких контролируемых признаков, как режимов работы оборудования, координат пространственного расположения оборудования и исполнителя операции и не обеспечивает контроль дефектов, возникших из-за внешних причин, не связных с работой оборудования.
Известно изобретение RU2546267 на способ и устройство для контроля поверхности отрезков в процессе прокатки полосы. Контроль осуществляют в автоматическом режиме с помощью системы камер и устройства оценки периодических типов дефектов, образующихся при воздействии рабочего валка на поверхности. Указанный способ контроля качества поверхности предназначен для распознавания периодических типов дефектов. Данное изобретение обеспечивает возможность своевременно осуществлять замену рабочего валка с целью исключения дальнейшего производства брака. Непериодические или случайные типы дефектов подвергаются «ручному» визуальному осмотру сотрудниками, что является недостатком указанного изобретения.
Известна публикация А.В. Полякова «О применении сверточных нейронных сетей при решении задачи неразрушающего контроля изделий», Успехи современной науки, 2017, Том 1, №5, с. 204-207, где исследованы алгоритмы распознавания образов с помощью нейронных сетей. Описанный подход позволяет выполнять лишь распознавание изображений.
Известен способ распознавания поверхностных дефектов холодного тонколистового проката цветных металлов, описанный в заявке RU2015123414, в котором для формирования изображения используют линейные цифровые камеры с низкой выдержкой, осуществляют пропуск части кадров с дублирующей информацией в зависимости от текущей скорости проката с последующем анализом полученного изображения. Недостатком предложенного решения является невозможность одновременного анализа и выявления различных видов дефектов с количественной оценкой размеров для выполнения последующей сортировки продукции.
Наиболее близким к предложенному изобретению является способ контроля качества поверхности изделий согласно RU2333474. Способ включает освещение контролируемого объекта излучением оптического диапазона от точечного источника и анализ отраженного на экран светотеневого изображения, где полученное изображение разделяют на равные дискретные элементы размером х×х с порядковыми номерами i и j вдоль двух взаимно перпендикулярных осей Х и Y, соответственно, причем х<L/3, где L - минимальный размер изображений дефектов контролируемой поверхности в одном из направлений Х или Y, выполняют анализ светотеневого изображения путем последовательного измерения его интенсивности вдоль соответствующих направлений Х или У и далее выполняют расчет координат соответствующих им элементов контролируемой поверхности. Недостатком предложенного способа является невозможность одновременного анализа и выявления различных видов дефектов с количественной оценкой размеров для выполнения последующей сортировки продукции.
Раскрытие сущности изобретения
Задачей предлагаемого изобретения является создание автоматического способа непрерывного контроля качества поверхности изделий, в том числе, продукции из алюминия или алюминиевого сплава, позволяющего выявлять дефекты поверхности в автоматическом режиме, отделять изделия с дефектами и оперативно получать информацию о наличии изделий с дефектами для выполнения корректирующих мероприятий.
Под дефектами поверхности понимаются дефекты в виде трещин, неметаллических включений, пузырей (вздутий) и т.д., выявляемых на поверхности изделий, полученных путем кристаллизации в открытую изложницу. Появление дефектов на поверхности может носить как случайный, так и периодический характер вследствие отклонений от технологического процесса или из-за других внешних причин.
Технический результат заключается в создании способа автоматического контроля поверхности, обеспечивающий непрерывный контроль качества поверхности и позволяющий получить количественные параметры контролируемой поверхности.
Решение поставленной задачи и достижение указанного технического результата обеспечивается тем, что в предложенном способе автоматического непрерывного контроля качества поверхности изделий литейного производства в виде чушек из алюминия или из алюминиевого сплава, непрерывно перемещающихся на конвейере, включающем последовательное выполнение следующих операций:
- освещение поверхности упомянутого контролируемого изделия посредством источника света оптического диапазона,
- первичная съемка поверхности упомянутого контролируемого изделия с получением изображения его поверхности при температуре не более 600°C,
- анализ полученного изображения поверхности изделия, который выполняют нейросетевыми методами с выделением выявленных дефектов на изображении поверхности четырехугольной рамкой, определением максимального габаритного размера и классификацией дефектов на поверхности изделия, при этом
в случае превышения нормированного значения размера дефекта на поверхность изделия наносят маркировку,
отличающийся тем, что
габаритный размер выявленных дефектов вычисляют в виде среднего значения диагоналей упомянутой четырехугольной рамки по формуле
d =  ,
,
где xi, xj, yi, yj - соответствующие координаты вершин упомянутой четырехугольной рамки, а толщину трещины определяют по значению интенсивности пикселей по шкале «grayscale», измеряемых в диапазоне от 0 до 255, причем за область трещины принимают значения интенсивности пикселей от 6 и менее и с учетом масштаба выполняют перевод количества пикселей в значение толщины трещины, при этом
осуществляют вторичную съемку поверхности упомянутого изделия с освещением области маркировки посредством источника света оптического диапазона и с получением изображения маркировки на поверхности изделия, после чего
осуществляют вторичный анализ изображения поверхности изделия нейросетевыми методами с определением наличия маркировки и
разделяют движение изделий с маркировкой и без маркировки на конвейере по разным направлениям.
В частном случае, анализируемая поверхность упомянутого изделия ограничена габаритами 750*185 мм.
Наносимую на поверхность упомянутого изделия маркировку выполняют в зависимости от размера выявленных дефектов.
Разделение движения изделий по направлениям с маркировкой и без маркировки на конвейере осуществляют с учетом вида дефектов.
Краткое описание чертежей
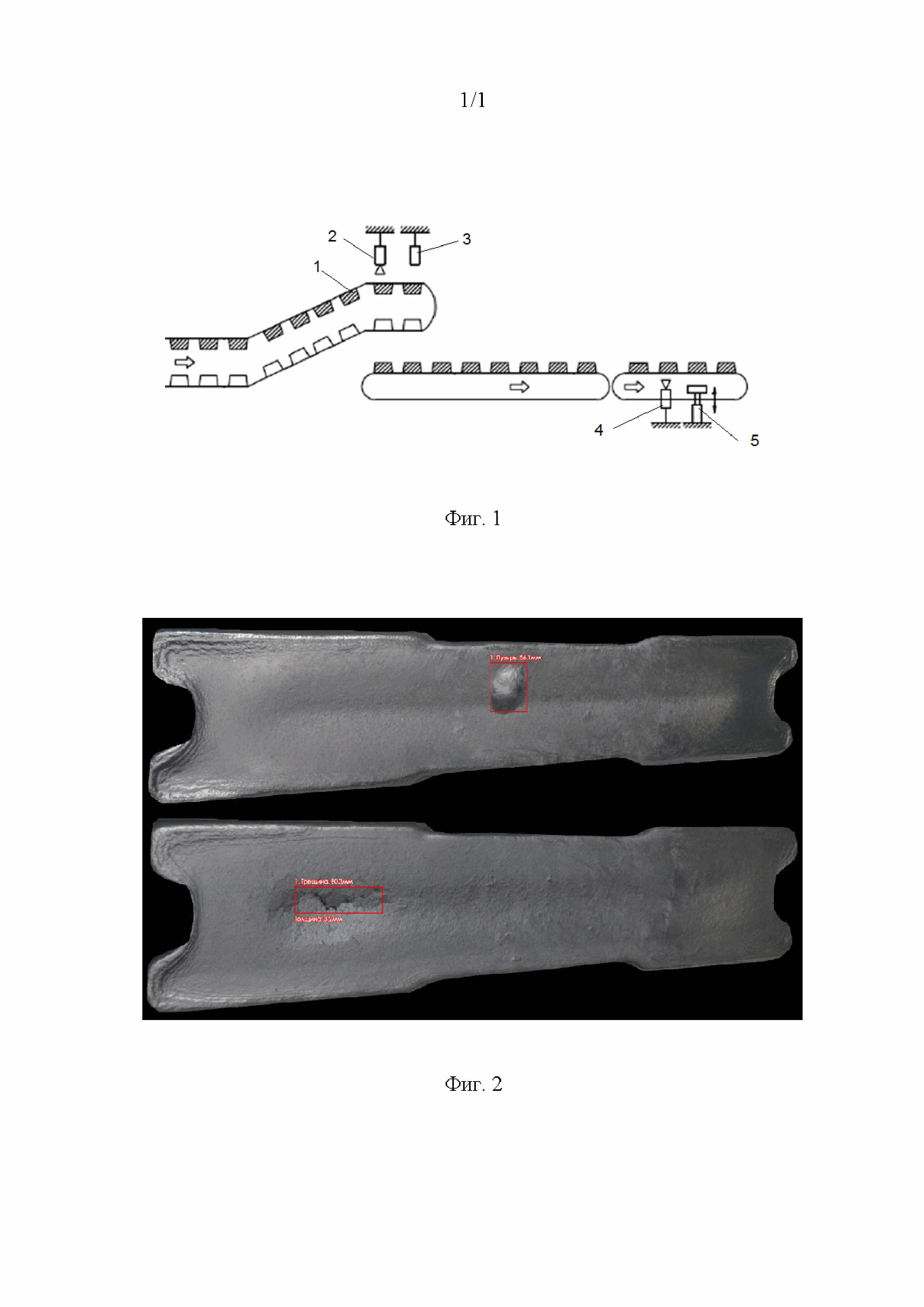
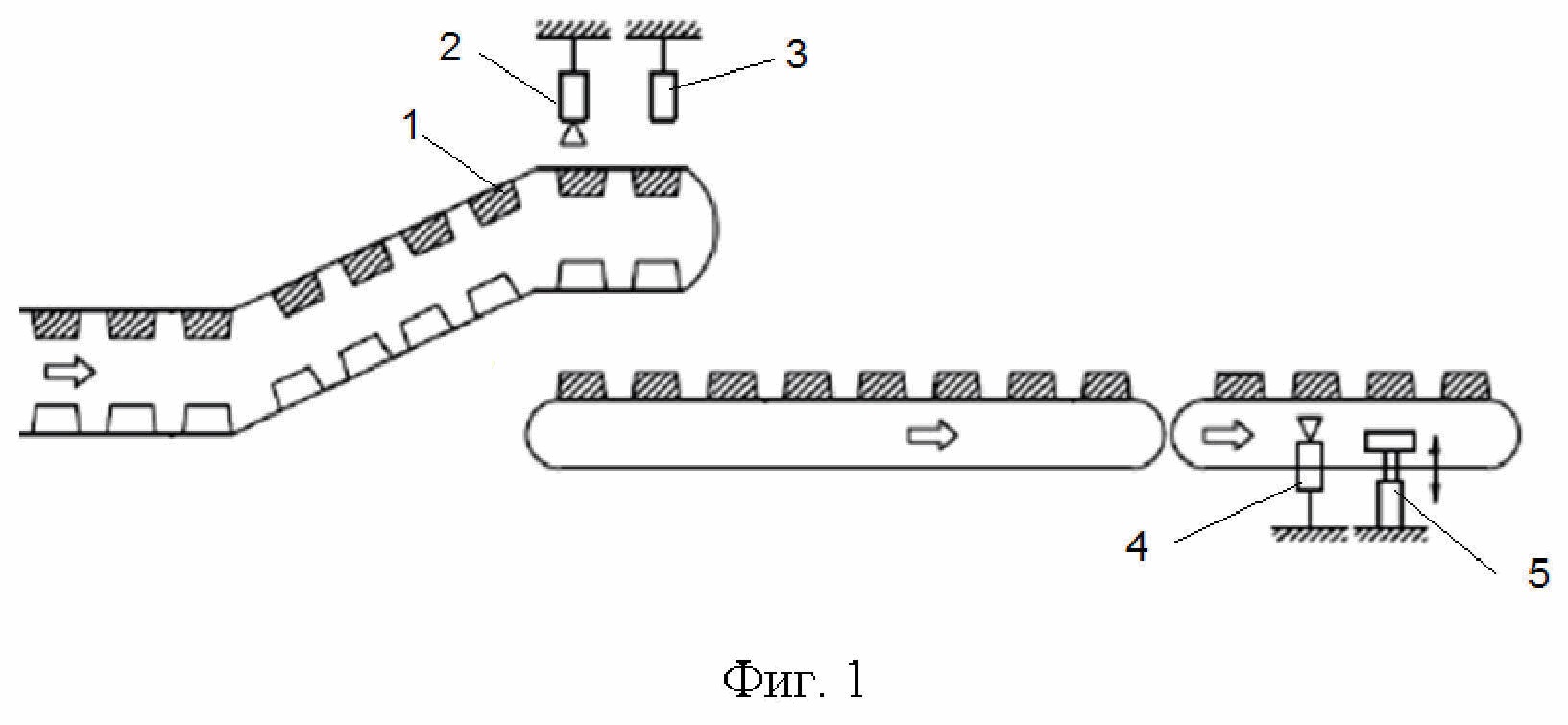
На фиг. 1 показана схема реализации непрерывного производственного процесса, где (1) - изделие, (2) - камеры, используемые для захвата изображения поверхности с целью выявления дефекта на поверхности, (3) - маркиратор наличия дефекта, (4) - камера, используемая для захвата изображения поверхности с целью выявления маркера на поверхности, (5) - разделитель направлений движения изделия.
На фиг. 2 показан пример поверхности с дефектом.
Осуществление изобретения
Настоящее изобретение может быть осуществлено в непрерывном производственном процессе, предусматривающем кристаллизацию расплава в открытой изложнице, съемку открытой закристаллизованной поверхности. Далее полученное изображение с использованием нейросетевых методов обрабатывается и анализируется, где в качестве критерия присутствия дефекта принято изменение значений интенсивности пикселей для обозначения области присутствия дефекта в виде четырехугольной рамки.
Габаритный размер дефектов (d), например, таких как неметаллические включения, трещины, пузыри (вздутия) вычисляется как среднее значение диагоналей четырехугольной рамки согласно соотношения:
d = ,
где xi, xj и yi, yj - соответствующие координаты вершин четырехугольной рамки на поверхности анализируемого изделия.
Толщину трещины определяют по значению интенсивности пикселей по шкале grayscale, измеряемых в диапазоне от 0 до 255. За область трещины принимаются значения интенсивности пикселей - 6 и менее, и далее с учетом масштаба выполняют перевод количества пикселей в значение толщины трещины.
Температура поверхности изделия должна быть ограничена 600°С поскольку при температуре выше 600°С высокое световое излучение от поверхности делает невозможным анализ изображения, полученного от поверхности в оптическом диапазоне, что затрудняет или делает невозможным идентификацию дефекта.
Расположение камер (2), используемых для захвата изображения поверхности, выполняют в зоне естественного или принудительного охлаждения непрерывно перемещающегося изделия, где температура изделия уже не превышает 600°С. Для первичного захвата изображения используют по меньшей мере 2 камеры, позволяющих получить стереоизображение, обеспечивающее проведение точного анализа размеров детектируемых дефектов на поверхности изделия.
Следом за комплексом из камер (2) располагается лазерный маркиратор (3), выполняющий функцию нанесения маркера на поверхность изделия в случае наличия дефекта на поверхности изделия, размер которого превышает нормированное значение.
По мере дальнейшего движения поверхность изделия попадает во вторичную зону освещения анализируемой поверхности и камеры (4), определяющей наличие или отсутствие маркировки, информирующей о присутствии дефекта.
В случае наличия маркера осуществляется разделение направлений движения (5) изделий на конвейере для отделения дефектной продукции.
Для реализации способа автоматического непрерывного контроля качества поверхности используется разработанные программные приложения «Сервис детектирования» для захвата, обработки изображений с камер (2) и (4), установки нормированных значений дефектов поверхности, детектирования на основе нейронных сетей и «Приложение для просмотра результатов детектирования».
Расположение камер (2) и (4) при первичной и вторичной съемке, соответственно, выбирают таким образом, чтобы закристаллизованная поверхность всегда была в пределах видимости камер (2) и (4).
Пример осуществления изобретения.
Предложенный способ реализован в условиях промышленного производства непрерывно перемещающихся изделий на конвейере на примере производства чушки из алюминиевого сплава системы Al-Si.
Параметры процесса производства:
- объем плавки 80 тонн;
- сплав типа AlSi7Mg по DIN1706;
- габаритный размер анализируемой поверхности находился в пределах 750*185 мм;
- Температура анализируемой поверхности составляла в пределах 250-300°C.
Оценку работоспособности предложенного способа контроля осуществляли на неустановившейся и установившейся стадии литья с целью контроля дефектов поверхности носивших как случайный, так и периодический характер.
По ходу перемещения чушки (1) из алюминиевого сплава на литейном конвейере каждая чушка попадала в первичную зону съемки поверхности, выполняемой двумя камерами машинного зрения (2). Камеры были закреплены под углом напротив друг друга с целью получения стереоизображения поверхности чушки. Полученное изображение обрабатывалось нейросетевыми методами с качественным определением - наличие дефекта и определением характеристик размеров дефектов, для неметаллических включений, вздутий - габаритный размер, трещин - габаритный размер и толщину трещин.
Результаты анализа изображений приведены на фиг. 2. Далее при обнаружении дефекта на поверхность чушки наносилась маркировка маркиратором (3), далее по ходу движения алюминиевая чушка попадала во вторичную зону съемки поверхности, выполняемой камерой (4) машинного зрения. При обнаружении маркировки выполнялась отбраковка чушки с дефектами поверхности за счет изменения направления движения чушки с дефектом и без дефектов.
Способ ведения восстановительной плавки в руднотермической электрической печи
Способ горячего ремонта локальных разрушений подины алюминиевого электролизера
Способ автоматической стабилизации положения анодного кожуха электролизера для получения алюминия
Способ автоматического контроля нарушений работы системы апг алюминиевого электролизера
Способ автоматического контроля технологических нарушений алюминиевого электролизера
Устройство для определения токораспределения по анодам алюминиевого электролизера
Способ очистки технического кремния
Аппарат для разделения парожидкостных смесей
Ошиновка анодная алюминиевого электролизера с обожженными анодами
Устройство для аэрации жидкости
Термостойкий сплав на основе алюминия
Способ получения деформированных полуфабрикатов из сплавов на основе алюминия
Высокопрочный сплав на основе алюминия
Сплав на основе алюминия
Способ плавки и литья литейного алюминиевого сплава
Литейный алюминиевый сплав
Кристаллизатор для непрерывного литья заготовки
Литейный алюминиевый сплав
Литейный алюминиевый сплав
Литейный алюминиевый сплав

