Результат интеллектуальной деятельности: Штамп для полугорячего выдавливания длинномерных труб с вырубкой из пресс-остатка
Вид РИД
Изобретение
Изобретение относится к кузнечно-прессовой оснастке, в частности к штампам для выдавливания длинномерных труб.
Известен штамп для выдавливания длинномерных труб, содержащий пуаносонодержатель, пуансон в виде полого цилиндра, оправку, размещенную вдоль оси пуансона и не имеющую жесткой связи с ним, матрицу, бандаж, толкатель и выталкиватель пресса (SU 42356682, 27.05.2009, В21К21). Матрица имеет рабочую полость, включающую цилиндрическую поверхность, поверхность, имеющую форму обратного усеченного конуса и цилиндрическую поверхность (калибрующий поясок). Цилиндрическая поверхность переходит в поверхность обратного усеченного конуса, которая в свою очередь переходит в цилиндрическую поверхность (калибрующий поясок). Внешний диаметральный размер пуансона имеет минимальное расхождение с максимальным размером рабочей полости матрицы, обеспечивая тем самым его центровку внутри матрицы.
Недостатком данного штампа является невозможность полного выдавливания длинномерной трубы за один рабочий ход ползуна пресса, что приводит к увеличению времени операции и как следствие к невозможности реализации полугорячего выдавливания в таком штампе.
Известен штамп для прессования труб, содержащий бандаж, матрицу, пуансон, пуансонодержатель, иглу цилиндрической формы, установленную с возможностью свободного перемещения относительно пуансона, механизм отделения пресс-остатка (SU 2062675, 27.06.1996, В21С 23/06). Головная часть пуансона имеет коническую форму, которая формирует кольцевой пресс-остаток в результате прессования трубы.
Механизм отделения пресс-остатка выполнен в виде сменного пуансона, головная часть которого в направлении от боковой поверхности к оси имеет выступающую периферийную коническую часть под пресс-остаток, режущий и формующую части.
Для прессования труб в данном штампе используются заготовки с предварительно выполненным сквозным отверстием для размещения в нем иглы с целью формирования стенки прессуемой трубы.
При первом рабочем ходе ползуна пресса производится прессование трубы и формирование кольцевого пресс-остатка, после чего пуансон выводится в крайнее верхнее положение и заменяется на механизм отделения, последующее движения механизма отделения вниз производит вырубку готовой трубы из пресс-остатка и формовку ее концевой части.
Потребность в замене пуансона с иглой на механизм отделения для завершения процесса изготовления труб увеличивает его продолжительность. При конечном ходе механизма отделения не обеспечивается вывод готовой трубы из контакта с калибрующим пояском, что создает вероятность ее залипания в нем.
Данный штамп выбран в качестве прототипа.
Технической задачей изобретения является разработка конструкции штампа, позволяющей совместить полугорячее выдавливание длинномерных труб с вырубкой их из пресс-остатка, а также обеспечивающей вывод готовой длинномерной трубы из зоны контакта с калибрующим пояском матрицы.
Техническая задача решается тем, что в предлагаемом штампе для полугорячего выдавливания длинномерных труб с вырубкой из пресс-остатка, содержащем бандаж, матрицу с внутренней конической поверхностью, конической рабочей поверхностью и калибрующим пояском, пуансон и пуансонодержатель, головная часть пуансона включает выступающую центрирующуюся цилиндрическую поверхность, переходящую в горизонтальную кольцевую поверхность в направлении к оси пуансона, которая переходит в цилиндрическую поверхность с образованием кольцевого паза между боковой поверхностью головной части пуансона и внутренней цилиндрической поверхностью матрицы, коническую поверхность, угол конусности которой совпадает с конусностью рабочей поверхности матрицы, цилиндрическую поверхность - вырубник, протяженность которого зависит от толщины формируемого пресс-остатка и высоты калибрующего пояска матрицы, и коническую поверхность, переходящую в коническую поверхность направляющей части, выполненной с конусностью равной 10', и предназначенной для формирования стенки выдавливаемой длинномерной трубы, при этом в рабочей части матрицы выполнены цилиндрические отверстия, в которых установлены нижние подпружиненные выталкиватели, с возможностью воздействия на пресс-остаток.
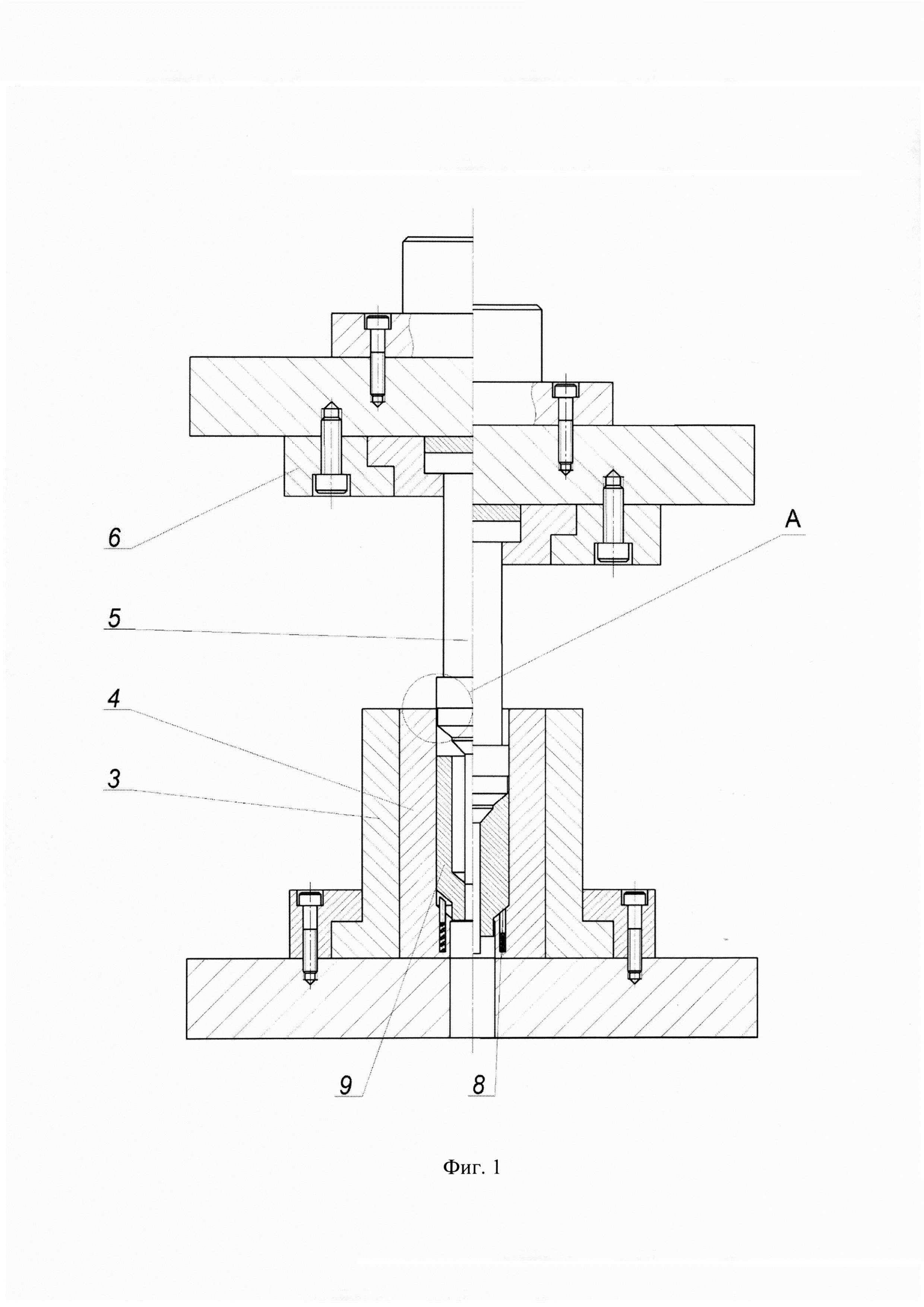
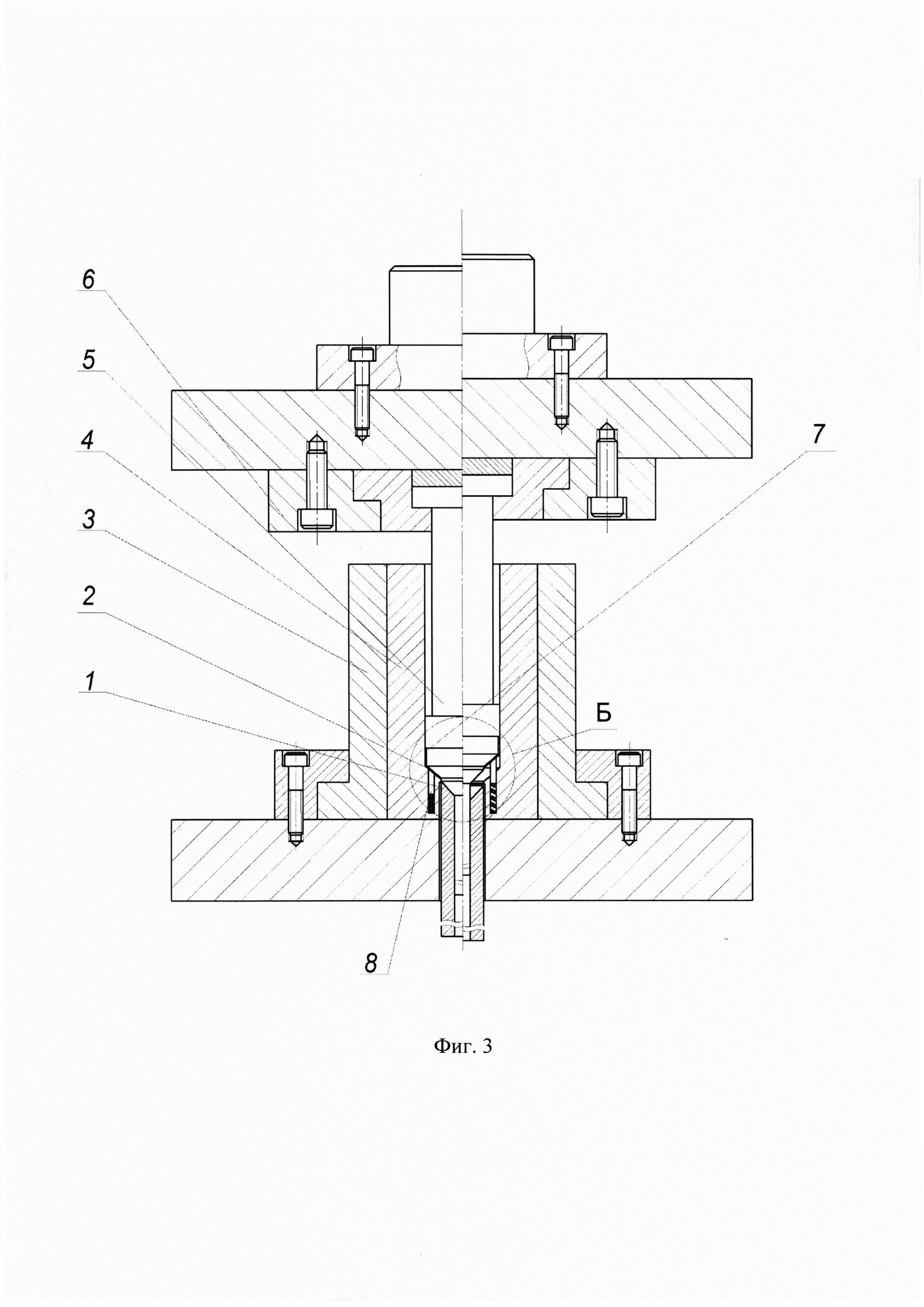
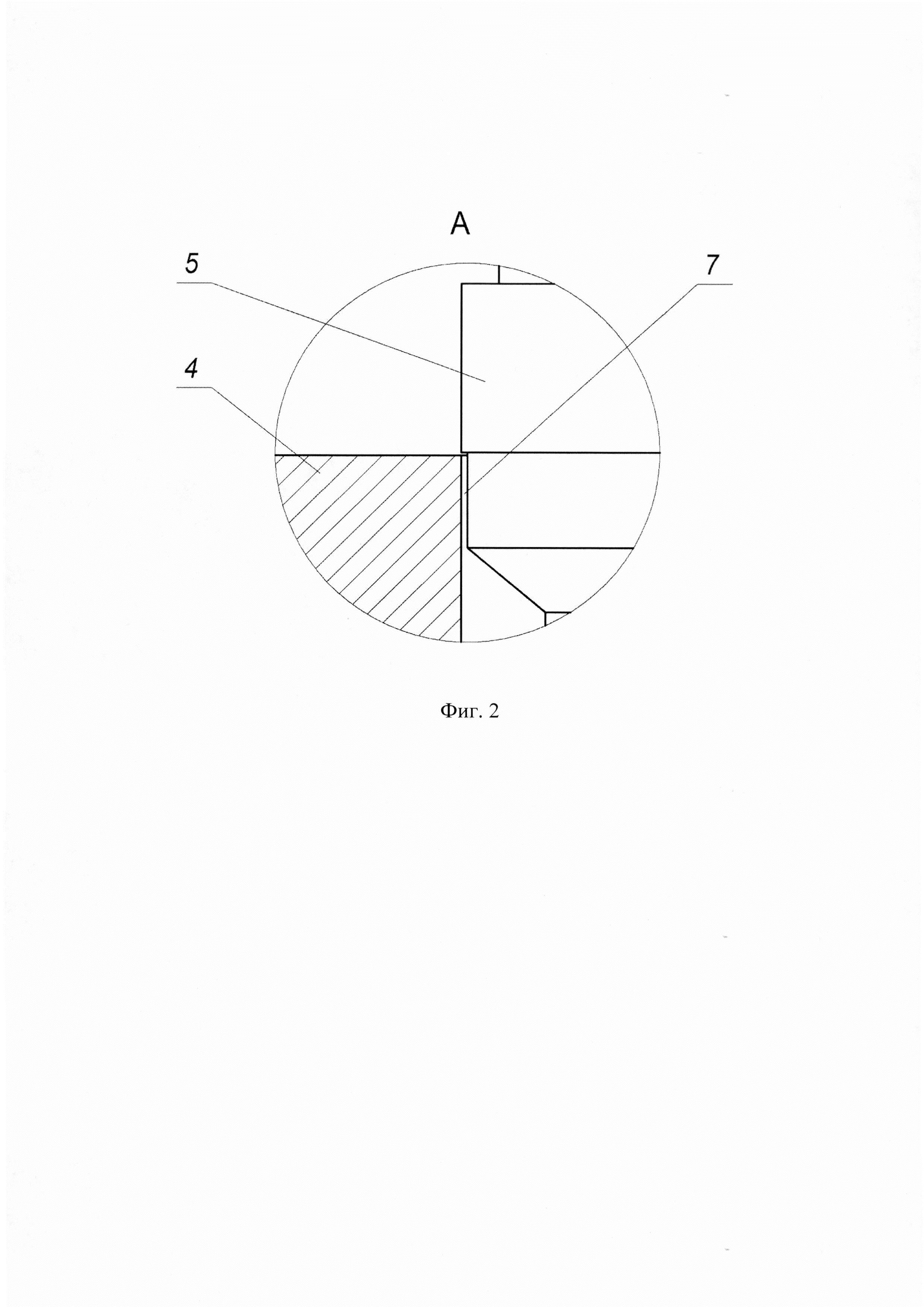
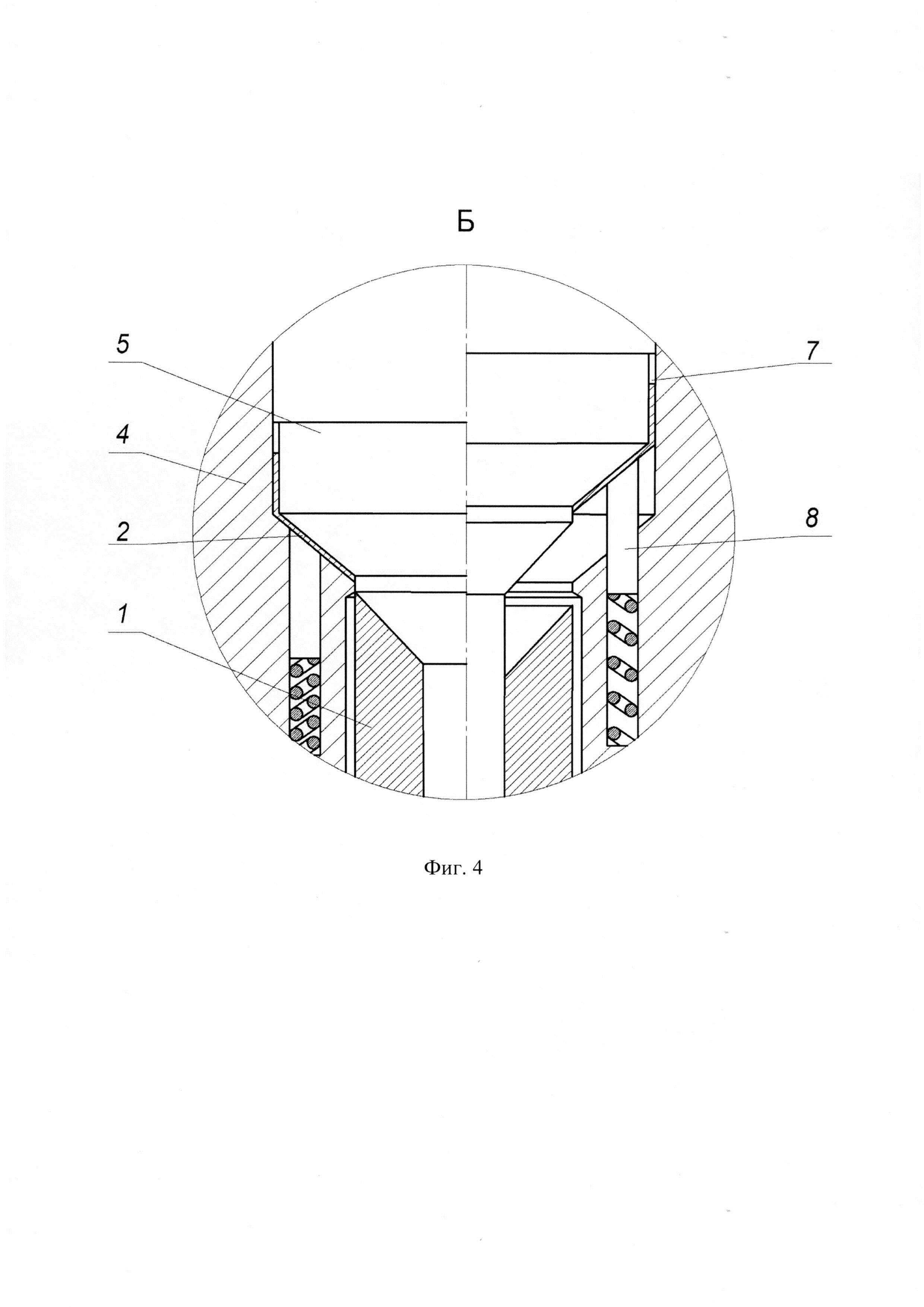
Изобретение поясняется фигурами. На фиг. 1 слева от оси представлен общий вид штампа с загруженной в матрицу заготовкой, справа от оси - общий вид штампа при осадке заготовки; на фиг. 2 -положение инструмента в момент центровки; на фиг. 3 слева от оси общий вид штампа при окончательном выдавливании длинномерной трубы и ее последующей вырубке из пресс-остатка, справа от оси - общий вид штампа в начальный момент перемещения пуансона вверх; на фиг. 4 слева от оси - вырубка длинномерной трубы из пресс-остатка и ее проталкивание из зоны контакта с калибрующим пояском матрицы, справа от оси - начальное перемещение пресс-остатка с пуансоном при одновременной работе нижних подпружиненных выталкивателей.
Штамп для полугорячего выдавливания длинномерных труб 1 с вырубкой из пресс-остатка 2 содержит бандаж 3, матрицу 4 с внутренней конической поверхностью, конической рабочей поверхностью и калибрующий поясок, пуансон 5 и пуансонодержатель 6. Головная часть пуансона 5 включает выступающую центрирующуюся цилиндрическую поверхность, переходящую в горизонтальную кольцевую поверхность в направлении к оси пуансона 5, которая переходит в цилиндрическую поверхность с образованием кольцевого паза 7 между боковой поверхностью головной части пуансона 5 и внутренней цилиндрической поверхностью матрицы 4, коническую поверхность, угол конусности которой совпадает с конусностью рабочей поверхности матрицы 4, цилиндрическую поверхность - вырубник, протяженность которого зависит от толщины формируемого пресс-остатка 2 и высоты калибрующего пояска матрицы 4, и коническую поверхность, переходящую в коническую поверхность направляющей части, выполненной с конусностью равной 10', и предназначенной для формирования стенки выдавливаемой длинномерной трубы 1, при этом рабочей части матрицы 4 выполнены цилиндрические отверстия, в которых установлены нижние подпружиненные выталкиватели 8 с возможностью воздействия на пресс-остаток 7.
Для выдавливания в данном штампе используется заготовка 9 со ступенчатым сквозным отверстием, наименьший диаметральный размер которого соразмерен с направляющей частью пуансона 5.
Штамп для полугорячего выдавливания длинномерных труб с вырубкой из пресс-остатка с учетом вышеприведенного описания работает следующим образом.
Осуществляют установку матрицы 4 в бандаж 3, а пуансона 5 в пуансонодержатель 6. Перед загрузкой заготовки 9 в матрицу 4 производят центровку пуансона 5 относительно нее по внутренней цилиндрической поверхности матрицы 4 и выступающей центрирующейся цилиндрической поверхности головной части пуансона 5. После чего в матрицу 4 загружают предварительно нагретую заготовку 9 и включают рабочий ход ползуна пресса. При этом пуансон 5 входит в сквозное отверстие в матрице 4 и соприкасается своей головной частью с заготовкой 9. Далее начинают процесс осадки заготовки 9, в результате которого область между стенкой матрицы 4 и боковой поверхностью направляющей части пуансона 5 заполняется материалом заготовки 9, а нижние подпружиненные выталкиватели 8, установленные в цилиндрических отверстиях, выполненных соосно оси матрицы 4 в толще рабочей части матрицы, перемещаются в направлении движения пуансона 5, сжимая пружины. По завершению процесса осадки торец направляющей части с конусностью равной 10 минут, пуансона 5 находится на уровне нижней кромки калибрующего пояска матрицы 4. При дальнейшем рабочем ходе ползуна пресса происходит прямое выдавливание осаженной заготовки 9, в результате чего в момент пересечения верхней кромки калибрующего пояска матрицы 4 с вырубником головной части пуансона 5 происходит формирование пресс-остатка 2 и вырубка из него готовой длинномерной трубы. Дальнейшее перемещение пуансона 5 обеспечивает вывод длинномерной трубы 1 из зоны контакта с калибрующим пояском матрицы
4, при этом часть материала сформированного пресс-остатка 2 затекает в кольцевой паз 7, образованный цилиндрической поверхностью головной части пуансона 5 и внутренней цилиндрической поверхностью матрицы 4. После выдавливания длинномерной трубы 1 и вырубки ее из пресс-остатка 2, осуществляют обратный ход ползуна пресса, перемещая тем самым пуансон 5 с пресс-остатком 2 в крайнее верхнее положение, при этом длинномерная труба 1 выпадает из матрицы 4 под действием собственной массы и за счет выполненной конусности на направляющей части пунсона
5. В начальный момент движения пуансона 5 вверх, нижние подпружиненные выталкиватели 8, под действием разжимающихся пружин, воздействуют на пресс-остаток 2, исключая тем самым возможность его налипания на рабочую поверхность матрицы 4. При этом пресс-остаток 2 за счет упругой деформации обжимает рабочие поверхности пуансона 5. При дальнейшем ходе ползуна пресса таким образом извлекается пресс-остаток 2 из матрицы 4. Пресс-остаток 2 снимают с пуансона 5, и цикл повторяют уже без предварительной центровки инструмента.
Предлагаемое изобретение позволяет совместить полугорячее выдавливание длинномерных труб с вырубкой их из пресс-остатка, а также за счет определенной длины вырубника на головной части и кольцевого паза на боковой поверхности пуансона обеспечить вывод готовой длинномерной трубы из зоны контакта ее с калибрующим пояском матрицы.
Штамп для полугорячего выдавливания длинномерных труб с вырубкой из пресс-остатка, содержащий бандаж, матрицу с внутренней конической поверхностью, конической рабочей поверхностью и калибрующим пояском, пуансон и пуансонодержатель, отличающийся тем, что головная часть пуансона включает выступающую центрирующуюся цилиндрическую поверхность, переходящую в горизонтальную кольцевую поверхность в направлении к оси пуансона, которая переходит в цилиндрическую поверхность с образованием кольцевого паза между боковой поверхностью головной части пуансона и внутренней цилиндрической поверхностью матрицы, коническую поверхность, угол конусности которой совпадает с конусностью рабочей поверхности матрицы, цилиндрическую поверхность - вырубник, протяженность которого зависит от толщины формируемого пресс-остатка и высоты калибрующего пояска матрицы и коническую поверхность, переходящую в коническую поверхность направляющей части, выполненной с конусностью равной 10', и предназначенной для формирования стенки выдавливаемой длинномерной трубы, при этом в рабочей части матрицы выполнены цилиндрические отверстия, в которых установлены нижние подпружиненные выталкиватели с возможностью воздействия на пресс-остаток.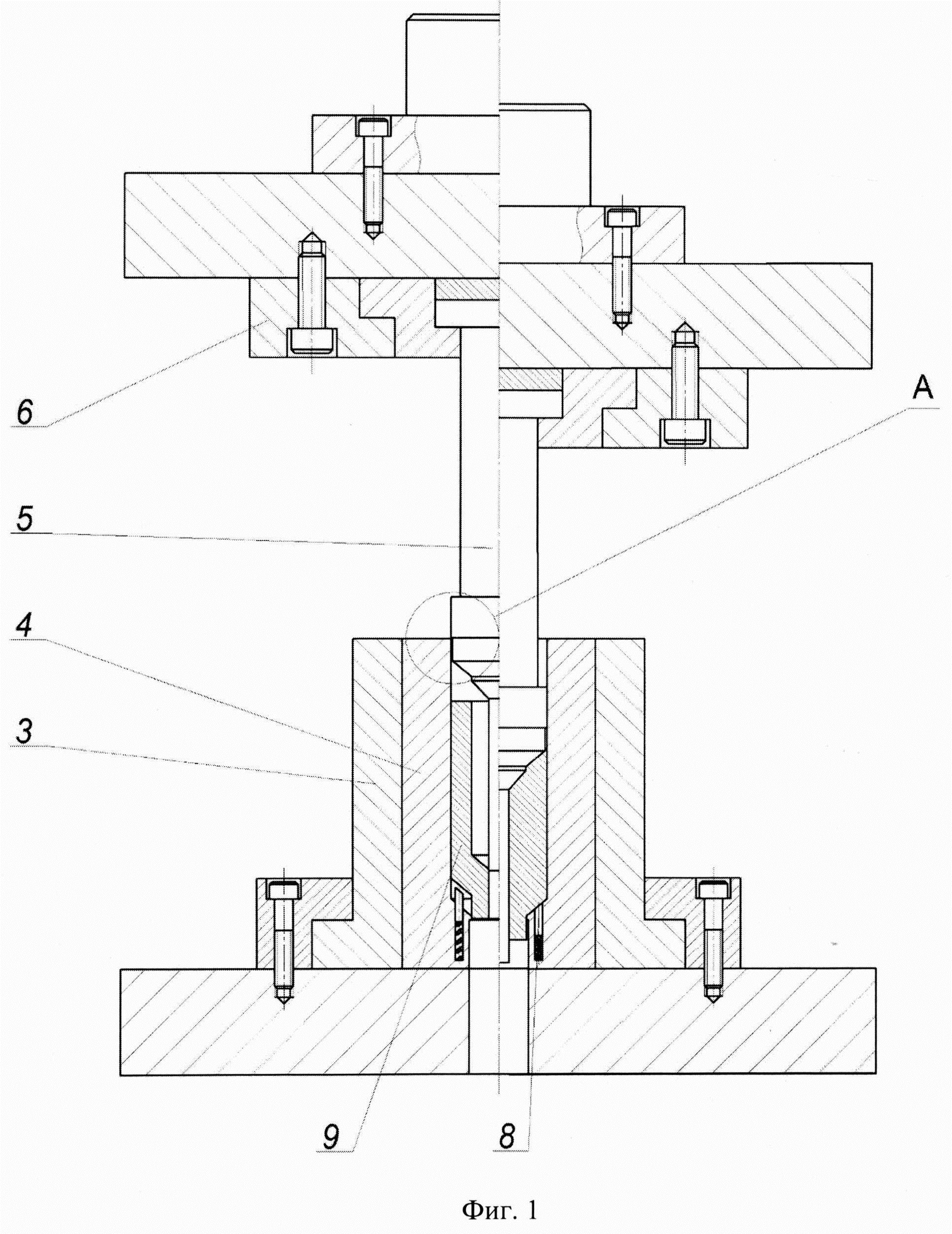
Способ изготовления патронов спортивно-охотничьего оружия
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Способ усиления фундамента
Способ комбинированной чистовой обработки зубчатых деталей
Способ чистовой зубообработки цилиндрических зубчатых колес
Способ утилизации отработанного асфальтобетона
Способ получения низкомолекулярной фракции гуминовых веществ черноольхового низинного торфа с молекулярной массой 98 кда
Способ краткосрочного прогноза землетрясений
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Компенсационный акселерометр
Установка для динамических испытаний кольцевых образцов материалов на растяжение
Штамм культуры корня растения шлемник байкальский (scutellaria baicalensis georgi), депонированный в коллекции генетически трансформированных корней растений при федеральном государственном бюджетном учреждении науки институте физиологии растений им. к.а. тимирязева российской академии наук, под обозначением sc. baic.-1 - продуцент байкалина и вогонозида
Способ культивирования микроводоросли coelastrella rubescens для получения каротиноидов и липидов
Способ культивирования микроводоросли chromochloris zofingiensis для получения липидов и каротиноидов
Установка для динамических испытаний плоских образцов материалов на растяжение
Субстрат для выращивания посевного мицелия съедобного гриба вешенки обыкновенной (pleurotus ostreatus)

