Результат интеллектуальной деятельности: ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР
Вид РИД
Изобретение
Предлагаемое изобретение относится к области станкостроения и может быть использовано преимущественно в конструкциях токарных обрабатывающих центров - токарных станков, оснащенных дополнительными устройствами для осуществления технологических переходов фрезерования, сверления и других видов обработки вместе с основными токарными операциями за один установ заготовки. Предлагаемый токарный обрабатывающий центр предназначен для обработки коротких деталей.
Известен токарный обрабатывающий центр, содержащий станину, правую и левую шпиндельные бабки со шпинделями, патронами и приводами главного движения, а также линейные направляющие и приводы подач, один или более суппортных узлов, включающих суппорт, установленный в параллельных оси шпинделя продольных линейных направлявших станины, в линейных поперечных направляющих которого, расположенных перпендикулярно направляющим станины установлена стойка с наклонными линейными направляющими, в которых установлена каретка, снабженная шпиндельной инструментальной головкой, с приводом ее поворота в пределах ±105 угловых градусов вокруг оси, перпендикулярной плоскости наклонной направляющей, устройство числового программного управления, системы автоматической смены инструмента, охлаждения, смазки и удаления стружки (RU №44560, МПК В23В 17/00, д.п. 27.03.2005 г.).
Недостатками данного обрабатывающего центра являются значительная высота суппортного узла с инструментальной головкой и большое число последовательно соединенных подвижных узлов (четыре узла - суппорт, стойка, каретка и поворотная шпиндельная головка) что снижает жесткость и виброустойчивость станка, а также необходимость интерполяции движения двух приводов для перемещений инструмента в перпендикулярном направлении относительно оси шпинделей шпиндельных бабок и линейных направляющих поперечных салазок.
Известен так же токарный обрабатывающий центр, содержащий станину, правую и левую шпиндельные бабки со шпинделями, патронами и приводами главного движения, а также линейные направляющие и приводы подач, суппортный узел, включающий суппорт, установленный в параллельных оси шпинделя продольных линейных направлявших станины и поперечные салазки, установленные в расположенных перпендикулярно продольным направляющим станины линейных поперечных направляющих суппорта, ползун, установленный в линейных направляющих поперечных салазок, расположенных перпендикулярно линейным направляющим станины и суппорта и снабженный шпиндельной инструментальной головкой, с приводом поворота ее вокруг оси, параллельной линейным направляющим ползуна, а также устройство числового программного управления, системы автоматической смены инструмента, охлаждения, смазки и удаления стружки (Заявка на выдачу патента US 2017/0123408, G05B 19/4093, д.п. 11.01.2017 г.).
Недостатком данного устройства является большое число последовательно соединенных подвижных узлов (четыре узла - суппорт, поперечные салазки, ползун и поворотная шпиндельная инструментальная головка) в суппортном узле, что снижает жесткость и виброустойчивость станка.
Наиболее близким к заявляемому является токарный обрабатывающий центр, содержащий станину, линейные направляющие, приводы главного движения и подач, крестовый стол, включающий суппорт, установленный в параллельных оси шпинделя продольных линейных направлявших станины, поперечные салазки, установленные в расположенных перпендикулярно продольным направляющим станины линейных поперечных направляющих суппорта, а также шпиндельную бабку со шпинделем и патроном, жестко закрепленную на поперечных салазках, колонну с вертикальными линейными направляющими, перпендикулярными направляющим станины и суппорта, жестко установленную на станине оппозитно шпиндельной бабке, каретку, установленную в линейных направляющих колонны и снабженную шпиндельной инструментальной головкой, с приводом поворота ее вокруг оси, перпендикулярной линейным направляющим станины и колонны, а также устройство числового программного управления, системы автоматической смены инструмента, охлаждения, смазки и удаления стружки (Патент CN 106181450, B23Q 1/62, д.п. 29.08. 2016 г.).
Недостатками данного устройства является размещение шпиндельной бабки на крестовом столе, что снижает жесткость и виброустойчивость станка.
Технической задачей предлагаемого изобретения является повышение жесткости и виброустойчивости токарного обрабатывающего центра за счет снижения числа последовательно соединенных подвижных узлов.
Поставленная задача достигается тем, что в токарном обрабатывающем центре, содержащем станину, шпиндельную бабку со шпинделем и патроном, инструментальную, линейные направляющие, приводы главного движения и подач, суппортный узел, включающий суппорт, установленный в параллельных оси шпинделя продольных линейных направлявших станины, поперечные салазки, установленные в расположенных перпендикулярно продольным направляющим станины линейных поперечных направляющих суппорта, шпиндельную головку с приводом ее поворота вокруг оси, перпендикулярной линейным направляющим станины и суппорта, а также устройство числового программного управления, системы автоматической смены инструмента, охлаждения, смазки и удаления стружки, при этом шпиндельная бабка установлена в дополнительных линейных направляющих станины, перпендикулярных линейным направляющим станины и суппорта, а шпиндельная инструментальная головка с приводом ее поворота установлена на поперечных салазках.
Новым в предложенном решении является то, что в известном токарном обрабатывающем центре шпиндельная бабка установлена в дополнительных линейных направляющих станины, перпендикулярных линейным направляющим станины и суппорта, а шпиндельная инструментальная головка с приводом ее поворота установлена на поперечных салазках.
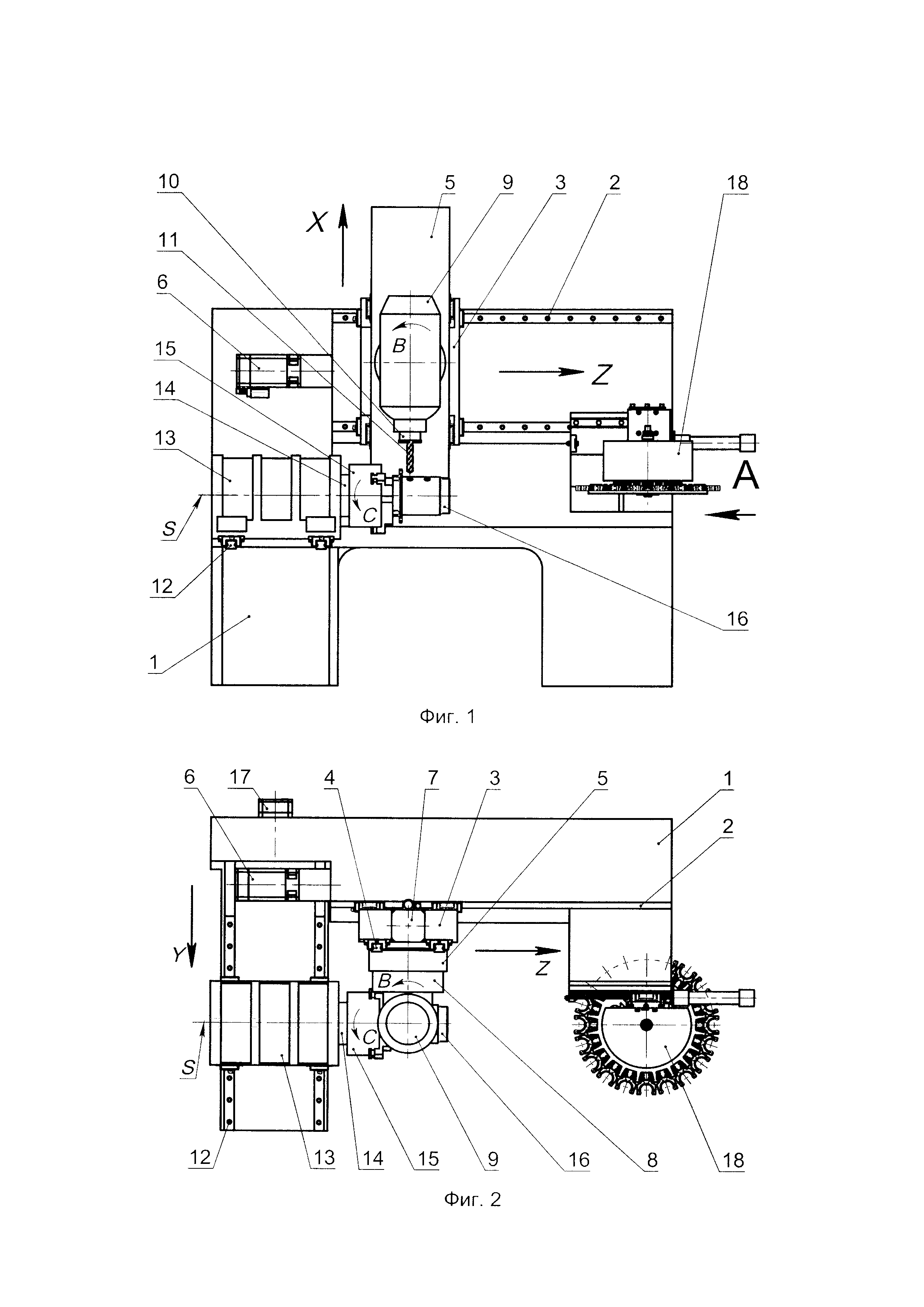
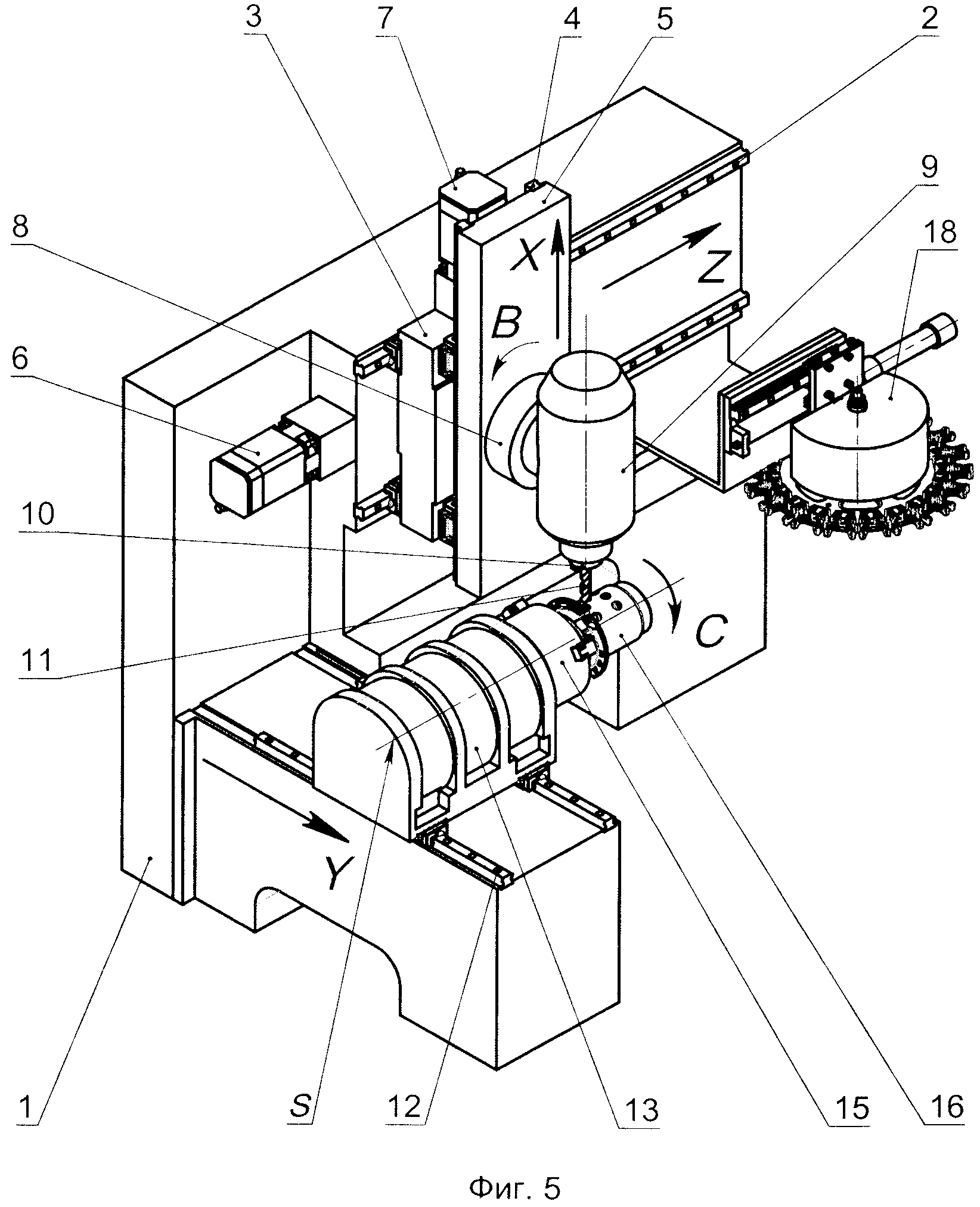
На фиг. 1 показана несущая система предлагаемого токарного обрабатывающего центра, фронтальная проекция; на фиг. 2 - несущая система предлагаемого токарного обрабатывающего центра, вид сверху; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - местный вид Б на фиг. 3; на фиг. 5 - несущая система предлагаемого токарного обрабатывающего центра, аксонометрическая проекция.
Токарный обрабатывающий центр состоит из станины 1 с продольными линейными направляющими 2 оси Z, в которых установлен суппорт 3. Суппорт 3 имеет поперечные линейные направляющие 4 поперечных салазок 5 оси X. Привод линейных перемещений суппорта 3 и поперечных салазок 5 осуществляется электродвигателями 6 и 7 соответственно. На поперечных салазках 5 смонтирован привод поворота 8 шпиндельной инструментальной головки 9 вокруг круговой оси В. В шпинделе 10 инструментальной головки 9 устанавливается инструмент 11.
Станина 1 имеет так же дополнительные линейные направляющие 12 оси Y, расположенные перпендикулярно линейным направляющим 2 станины 1, а также линейным направляющим 4 суппорта 3. В дополнительных линейных направляющих 12 установлена шпиндельная бабка 13 со шпинделем 14, на котором закреплен кулачковый патрон 15. Вращение шпинделя 14 осуществляется относительно управляемой оси С. Геометрическая ось шпинделя S параллельна продольным линейным направляющим 2 станины 1. В патроне 15 закреплена обрабатываемая деталь 16. Привод линейных перемещений шпиндельной бабки 13 осуществляется электродвигателем 17. Станок снабжен устройством автоматической смены инструмента 18, а также устройством числового программного управления, а также системами охлаждения, смазки и удаления стружки (на фиг. не показаны). Приводы вращения шпинделей 10 и 14 интегрированы в конструкции шпиндельной инструментальной бабки 9 и шпиндельной бабки 13 соответственно.
Токарный обрабатывающий центр работает следующим образом. Включается устройство числового программного управления, а также система смазки. В патрон 15 устанавливается заготовка 16. Система смены инструмента 18 устанавливает инструмент 11 в шпиндель 10 инструментальной головки 9. Включаются системы охлаждения и удаления стружки. Далее по командам устройства числового программного управления осуществляется обработка детали 16. В процессе обработки за счет движения инструмента 11 в пространстве относительно детали 16 на ней могут обрабатываться лыски, отверстия, оси которых могут быть произвольно расположены, байонетные пазы, канавки сложной формы и скульптурные поверхности. При этом от электродвигателей 6,7, 17 в движение приводятся суппорт 3 по оси Z, параллельной геометрической оси шпинделя S и продольным направляющим 2 станины 1, поперечные салазки 5 (ось) и шпиндельная бабка 13 (ось Y), которые перемещаются по линейным направляющим 2, 4, 12. Шпиндель 14 при этом совершает управляемый поворот по координате С. При фиксации от поворота шпинделя 10 и закреплении в нем токарного инструмента возможна токарная обработка детали 16.
В данном техническом решении последовательно соединены три подвижных узла - суппорт поперечные салазки и поворотная шпиндельная инструментальная головка, а шпиндельная бабка установлена только на одних направляющих, что считается достаточно жесткой конструкцией. Поэтому данное техническое решение позволяет повысить жесткость и виброустойчивость токарного обрабатывающего центра по сравнению с известными конструкциями.
Использование разновидности направляющих: рельсовых направляющих качения или направляющих скольжения не является принципиальным. Направляющие скольжения по сравнению с направляющими качения обладают большим демпфированием и позволяют более эффективно гасить колебания, но проигрывают в точности позиционирования, требуют больших приводных сил и весьма трудоемки при монтаже за счет необходимости использования операций пригонки и регулировки. Рельсовые направляющие качения менее трудоемки в монтаже, обладают малым трением, что позволяет достичь более точного позиционирования, имеют меньшее демпфирование. Выбор той или иной разновидности направляющих может производиться изготовителем станка в зависимости от заданных условий его эксплуатации и не изменяет компоновку станка.
Использование предлагаемого устройства позволит создать токарный обрабатывающий центр для обработки коротких деталей с повышенной жесткостью и виброустойчивостью относительно существующих конструкций.
Токарный обрабатывающий центр, содержащий станину, линейные направляющие, приводы главного движения и подач, переднюю шпиндельную бабку с главным шпинделем и патроном, установленную в линейных направляющих, перпендикулярных оси главного шпинделя, суппортный узел, включающий суппорт, установленный в параллельных оси шпинделя продольных линейных направляющих станины, поперечные салазки, установленные в расположенных перпендикулярно продольным направляющим станины и передней шпиндельной бабки линейных поперечных направляющих суппорта, инструментальную шпиндельную головку с приводом ее поворота вокруг оси, перпендикулярной линейным направляющим станины и суппорта, а также устройство числового программного управления, системы автоматической смены инструмента, охлаждения, смазки и удаления стружки, отличающийся тем, что шпиндельная инструментальная головка с приводом ее поворота установлена непосредственно на поперечных салазках.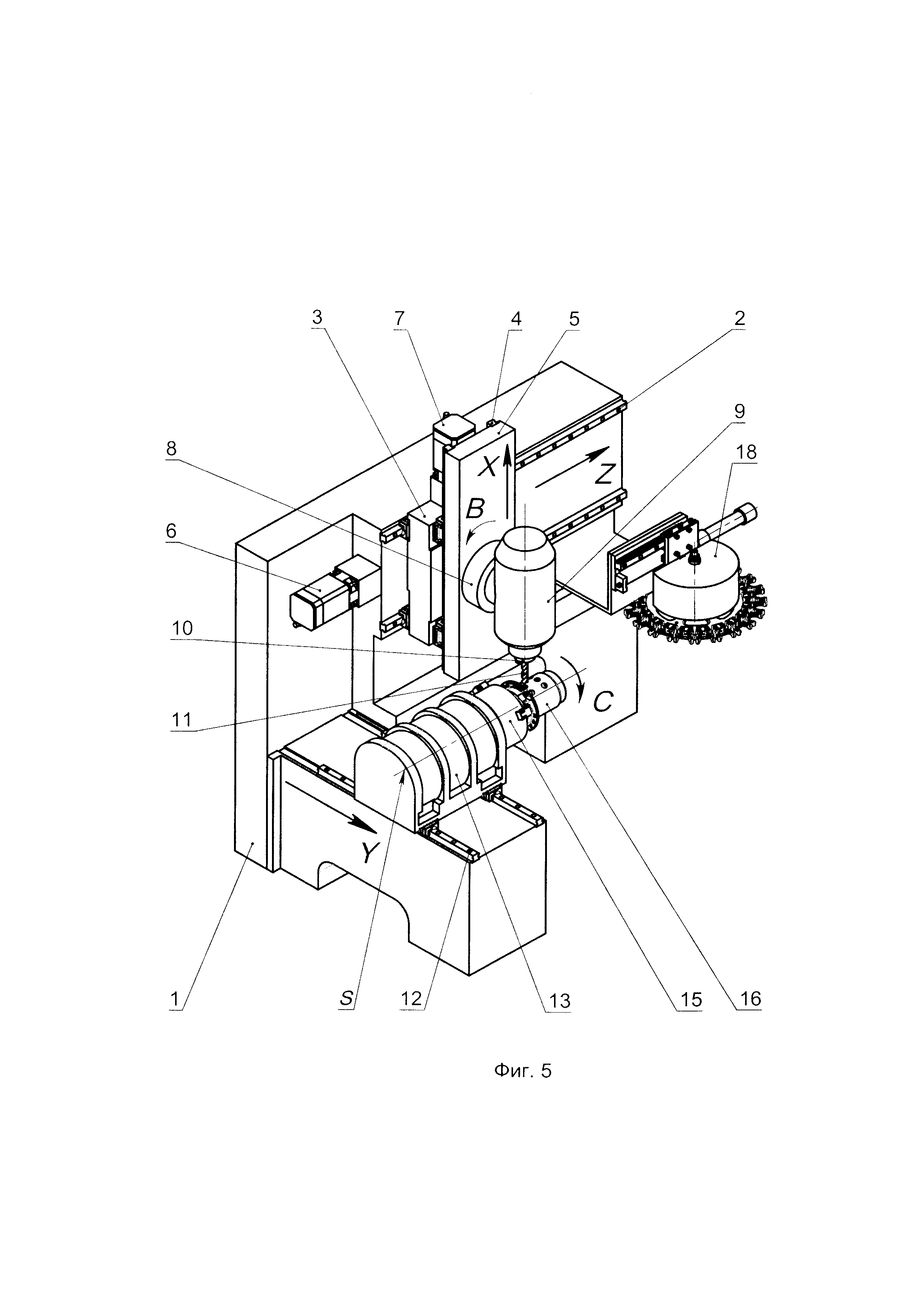
Способ программного регулирования плоского глубинного шлифования периферией круга
Образец для испытания материалов на пластическое одноосное растяжение
Шунгит как модификатор для алюминиево-кремниевых сплавов
Способ определения удельного износа шлифовального круга
Способ изготовления штамповок лопаток из титановых сплавов
Способ испытания зенкера, предназначенного для обработки предварительно просверленного отверстия
Способ изготовления модификатора для литейных алюминиевых сплавов в виде прутка с запрессованным рассыпчатым модификатором на основе наноуглерода
Способ выдавливания малопластичных материалов и устройство для его осуществления
Система информационной поддержки разработчика программного обеспечения для микроконтроллеров
Способ изготовления оболочковых форм по выплавляемым моделям
Исполнительный механизм
Реверсивный механизм для преобразования вращательного движения в поступательное
Способ определения удельного износа шлифовального круга
Реверсивный механизм для преобразования вращательного движения в поступательное
Кантователь

