Результат интеллектуальной деятельности: Приспособление для нарезания резьбы на трубах вне станка
Вид РИД
Изобретение
Изобретение относится к нефтегазодобывающей и геологоразведочной отраслям промышленности и предназначено для нарезания резьбы на трубах вне станка.
Известно приспособление для нарезания резьбы на трубах в устьях скважин, содержащее стол, гидропривод, резцедержатель, механизм вращения и подачи режущего инструмента, включающего узел преобразования вращательного движения от привода во вращательно-поступательное движение режущего инструмента, копир и салазки (Патент РФ №2190078, опубл. 27.09.2002 г).
Недостатком данного приспособления является, то, что изобретение производит обработку поверхности с помощью резцов, двигающихся вдоль копира, что накладывает ограничения по режимам резания. Данный недостаток приводит к ограничению технических возможностей приспособления, что выражается в уменьшении стойкости режущей части инструмента и повышении температуры в зоне резания и снижении производительности.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранное в качестве прототипа приспособление для нарезания резьбы на трубах на устье скважин, содержащее корпус, механизм вращения и подачи режущего инструмента, включающего узел преобразования вращательного движения от привода во вращательно-поступательное движение режущего инструмента (Патент РФ №2474671, опубл. 10.02.2013 г.)
Недостатком известного приспособления, в том числе технической проблемой является невозможность настройки режимов резания, таких как величина круговой подачи инструмента.
В основу заявленного изобретения был положен технический результат -расширение эксплуатационных возможностей за счет возможности настройки круговой подачи инструмента и, как следствие, возможности настройки шага получаемой резьбы путем внедрения планетарного формообразования для обработки наружных резьб и изменения узла преобразования вращательного движения от привода во вращательно-поступательное движение режущего инструмента, кроме того использование метода планетарного фрезерования упрощает конструкцию, что увеличивает ее ресурс работы.
Технический результат достигается тем, что в приспособлении для нарезания резьбы на трубах вне станка, содержащем корпус, механизм вращения и подачи режущего инструмента, включающего узел преобразования вращательного движения от привода во вращательно-поступательное движение режущего инструмента, механизм подачи и вращения режущего инструмента расположен внутри корпуса, и выполнен в виде электродвигателя, связанного с режущим инструментом, ходового винта, закрепленного на последнем первого зубчатого колеса и находящегося в зацеплении с ним и закрепленного на гильзе второго зубчатого колеса, обеспечивающих вращение корпуса вокруг гильзы, при этом оно снабжено приводом вращения ходового винта и фрикционным элементом, расположенным между корпусом и гильзой и предназначенным для замедления обката первого зубчатого колеса вокруг второго.
Изобретение поясняется графическими изображениями.
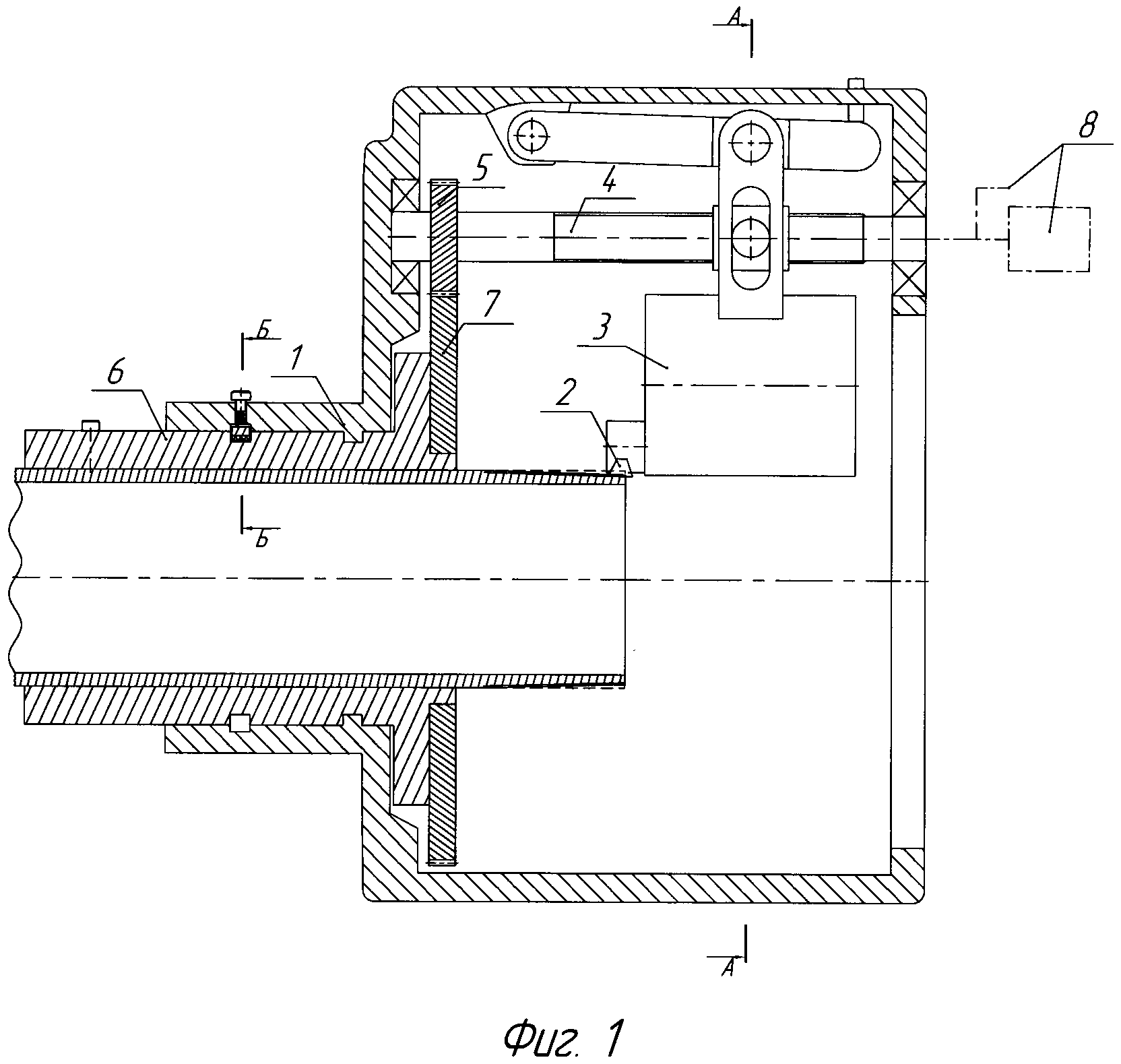
На фиг. 1 - изображено приспособление для нарезания резьбы на трубах вне станка, продольный разрез приспособления.
На фиг. 2 - поперечный разрез А-А на Фиг. 1.
На фиг. 3 - поперечный разрез Б-Б на Фиг. 1 (увеличено).
Приспособление для нарезания резьбы на трубах вне станка содержит корпус 1, механизм вращения и подачи режущего инструмента 2, включающего узел преобразования вращательного движения от привода во вращательно-поступательное движение режущего инструмента 2, причем механизм подачи и вращения режущего инструмента 2 расположен внутри корпуса 1, и выполнен в виде электродвигателя 3, связанного с режущим инструментом 2, ходового винта 4, закрепленного на последнем (ходовом винте 4) первого зубчатого колеса 5 и находящегося в зацеплении с ним и закрепленного на гильзе 6 второго зубчатого колеса 7, обеспечивающих вращение корпуса 1 вокруг гильзы, при этом приспособление снабжено приводом 8 вращения ходового винта (например, ручным или электрическим) и фрикционным элементом. Фрикционный элемент состоит, например, из башмака 9, на котором закреплена фрикционная прокладка 10, который поджимается пружиной 11, сдавливаемой винтом 12.
Технические возможности изобретения расширяются при использовании различных комбинаций чисел зубьев зубчатого колеса 7 установленного на гильзе и зубчатого колеса 5 установленного на ходовом винте 4, а также шага ходового винта 4, взаимосвязь которых определяется в формулах:

Z1 и Z2 - числа зубьев на зубчатых колесах 5 и 7
Рвинт - шаг ходового винта 4
n - количество оборотов винта 4 за время одного обката зубчатого колеса 5 вокруг зубчатого колеса 7, что обеспечивает круговую подачу на зуб инструмента при планетарном формообразовании резьбы.
Р - шаг обрабатываемой резьбы
Конструкция может быть оснащена дополнительными фрикционными элементами, которые будут устанавливаться с соблюдением постоянного окружного шага (например, при установке 3 фрикционных элементов, окружной шаг составит 120°). Это замедлит износ фрикционных прокладок и сделает скорость вращения корпуса 1 вокруг гильзы 6 более плавной и позволит избежать рывков при работе.
Приспособление для нарезания резьбы на трубах вне станка работает следующим образом.
Гильза 6 закрепляется на трубе (позицией не обозначена) винтами (на чертежах не показаны). Корпус 2 устанавливается на гильзу 6 так, чтобы винт 12 и пружина 11 упирались в башмак 9 и поджимали к гильзе фрикционную вставку 10. Зубчатое колесо 7 устанавливается так, чтобы создалось зацепление с зубчатым колесом 5. Включается ручной или электрический привод 8, который приводит во вращение ходовой винт 4, в результате чего вдоль него начинает поступательно двигаться электродвигатель 3 и вращающийся режущий инструмент 2. Вращение ходового винта 4 заставляет вращаться зубчатое колесо 5 вместе с корпусом 1 вокруг зубчатого колеса 7. Скорость этого вращения ограничена трением фрикционной прокладки 10 о гильзу 6. В процессе согласованного вращения инструмента и его подачи вдоль обрабатываемой трубы происходит планетарное фрезерование резьбы.
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения, обеспечивает получение заявленного технического результата - расширение эксплуатационных возможностей за счет возможности настройки круговой подачи инструмента и, как следствие, возможности настройки шага получаемой резьбы путем внедрения планетарного формообразования для обработки наружных резьб и изменение узла преобразования вращательного движения от привода во вращательно-поступательное движение режущего инструмента, кроме того, использование метода планетарного фрезерования упрощает конструкцию, что увеличивает ее ресурс работы.
Приспособление для нарезания резьбы на трубах вне станка, содержащее корпус, механизм вращения и подачи режущего инструмента, включающего узел преобразования вращательного движения от привода во вращательно-поступательное движение режущего инструмента, отличающееся тем, что механизм подачи и вращения режущего инструмента расположен внутри корпуса и выполнен в виде электродвигателя, связанного с режущим инструментом, ходового винта, закрепленного на последнем первого зубчатого колеса и находящегося в зацеплении с ним и закрепленного на гильзе второго зубчатого колеса, обеспечивающих вращение корпуса вокруг гильзы, а приспособление снабжено приводом вращения ходового винта и фрикционным элементом, расположенным между корпусом и гильзой, предназначенным для замедления обката первого зубчатого колеса вокруг второго и выполненным в виде поджимаемого к гильзе башмака с закрепленной на нем фрикционной прокладкой.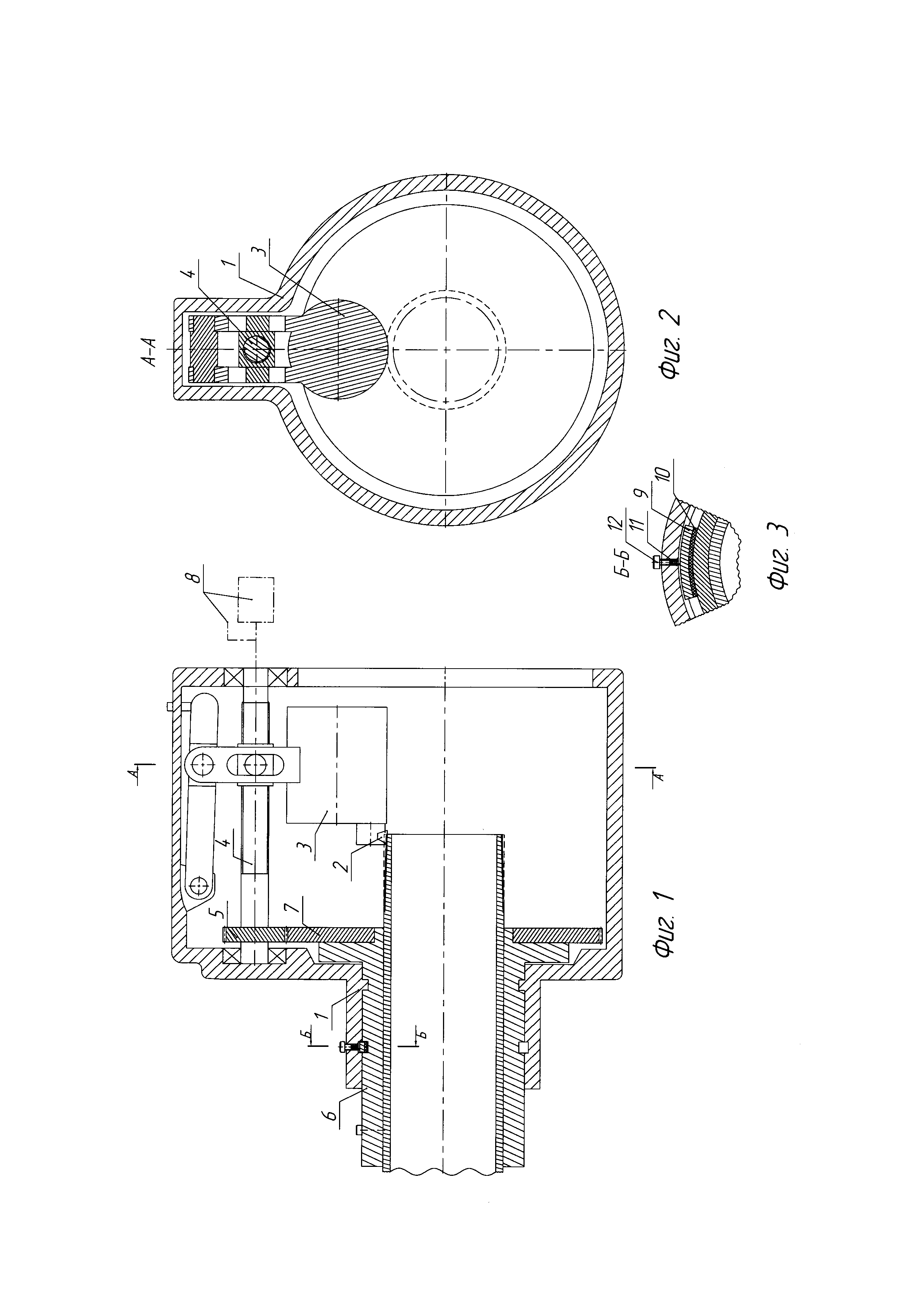
Способ регулировки вылета расточного инструмента
Многослойно-композиционное покрытие для режущего инструмента для обработки титановых сплавов в условиях прерывистого резания
Способ формообразования тонкополотной поковки
Электролит для анодного плазменно-электролитного модифицирования
Спеченная лигатура из порошковых материалов для легирования алюминиевых сплавов
Спеченная лигатура из порошковых материалов для легирования алюминиевых сплавов
Спеченная лигатура из порошковых материалов для легирования алюминиевых сплавов
Способ термической обработки жаропрочного сплава х65нвфт на основе хрома для повышения обрабатываемости резанием
Штамп для канального углового прессования
Способ послойной 3d-печати изделий из металла за счёт явления шнурования тока
Резцовая головка для обработки внутренних цилиндрических поверхностей

