Результат интеллектуальной деятельности: ОПОРА ДЛЯ ПОПЕРЕЧНОГО ЗАПЕЧАТЫВАНИЯ ТРУБЫ ИЗ УПАКОВОЧНОГО МАТЕРИАЛА И СВАРОЧНЫЕ ЗАЖИМНЫЕ ГУБКИ С ОПОРОЙ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к опоре для поперечного запечатывания трубы, в частности, трубы из упаковочного материала.
Настоящее изобретение также относится к сварочным зажимным губкам с опорой для поперечного запечатывания трубы, в частности, трубы из упаковочного материала.
Уровень техники
Как известно, многие жидкие или жидкотекучие пищевые продукты, такие как фруктовый сок, молоко при высокотемпературной обработке, вино, томатный соус и т.д., продаются в упаковках, изготовленных из стерилизованного упаковочного материала.
Типичным примером является упаковка в форме параллелепипеда для жидких или жидкотекучих пищевых продуктов, известная как асептическая упаковка Тетра-брик Tetra Brik Aseptic (зарегистрированная торговая марка), которая изготавливается запечатыванием и сгибанием ламинированной полоски упаковочного материала. Упаковочный материал обладает многослойной структурой, включающей слой основания, например, бумаги, покрытый с двух сторон слоями термосвариваемого полимерного материала, например полиэтилена. В случае асептических упаковок для продуктов длительного хранения, таких как молоко при высокотемпературной обработке, упаковочный материал также содержит слой кислородонепроницаемого материала, например, алюминиевую фольгу, который накладывается на слой термосвариваемого полимерного материала, и, в свою очередь, покрыт другим слоем термосвариваемого полимерного материала, формирующего внутреннюю поверхность упаковки, которая в конечном итоге соприкасается с пищевым продуктом.
Упаковки этого типа обычно изготавливают на полностью автоматизированном упаковочном устройстве, которое продвигает полотно из упаковочного материала через блок стерилизации упаковочного устройства для стерилизации полотна из упаковочного материала, например, посредством химической стерилизации, например, путем применения вещества для химической стерилизации, такого как раствор перекиси водорода, или физической стерилизации (например, посредством пучка электронов). Затем стерилизованное полотно из упаковочного материала удерживается и продвигается внутри изолированной камеры (закрытое и стерильное пространство) и сгибается и запечатывается продольно для формирования трубы с участком продольного шва, которая затем подается вдоль направления вертикального продвижения.
Для завершения операций формирования трубу непрерывно заполняют стерилизованным или пришедшим обработку стерильным жидкотекучим пищевым продуктом и поперечно запечатывают, а затем разрезают вдоль расположенных с равным промежутком поперечных секций внутри формирующего упаковку блока упаковочного устройства во время перемещения вдоль направления вертикального продвижения.
Таким образом, получают упаковки в виде подушечек внутри упаковочного устройства, каждая упаковка в виде подушечки обладает продольной полосой для запечатывания, верхней поперечной полосой для запечатывания и нижней поперечной полосой для запечатывания.
Более детально, блок формирования упаковки содержит множество формирующих и запечатывающих сборок, каждая из которых, при использовании, формирует и поперечно запечатывает трубу, чтобы получить одиночные упаковки. В частности, каждый формирующий и запечатывающий узел также выполняет поперечные разрезы трубы между двумя последовательными упаковками после или во время поперечного запечатывания.
Каждый формирующий и запечатывающий узел содержит сварочные зажимные губки для поперечного запечатывания трубы для получения соответствующего поперечного участка запечатывания посредством локального сжатия трубы и нагревания термосвариваемого упаковочного материала.
Известны различные типы сварочных зажимных губок, которые действуют посредством индукции или ультразвука, в частности, для нагревания слоев термосвариваемого полимерного материала.
Сварочные зажимные губки, которые нагреваются посредством ультразвука, содержат ультразвуковой рупор и опору, которые при использовании совместно сжимают трубу, и путем приведения в действие ультразвукового рупора термосвариваемый полимерный материал нагревается и затем расплавляется, чтобы сформировать поперечно запечатываемый участок.
Типичная опора содержит первое ребро и второе ребро, продолжающееся вдоль, соответственно, первой оси и второй оси и расположенные одно за другим.
Опора также содержит удлиненное проходящее насквозь основание, расположенное между первым ребром и вторым ребром для вмещения режущего лезвия, которое предназначено для поперечного разрезания трубы вдоль участка поперечного запечатывания, чтобы образовывать полосы поперечного запечатывания готовых упаковок. Другими словами, при использовании режущее лезвие разрезает запечатываемый участок между первой запечатываемой полосой и второй запечатываемой полосой, которые по существу образованы, соответственно, первой воздействующей поверхностью и второй воздействующей поверхностью опоры. Первая запечатываемая полоса расположена выше по ходу способа относительно второй запечатываемой полосы вдоль пути продвижения трубы.
Первое ребро и второе ребро, соответственно, содержат первую воздействующую поверхность и вторую воздействующую поверхность для соприкосновения с трубой.
Кроме того, первая воздействующая поверхность и вторая воздействующая поверхность содержат, соответственно, первую канавку и вторую канавку, каждая из которых предназначена для приема соответствующей секции участка продольного шва трубы.
Каждое из первого ребра и второго ребра также содержит, соответственно, первый участок воздействия на шов и второй участок воздействия на шов, предусмотренные в пределах, соответственно, первой канавки и второй канавки, каждый из которых при использовании воздействует на соответствующую секцию участка продольного шва.
В частности, первый участок воздействия на шов и второй участок воздействия на шов формируются тремя полусферами для оказания в сочетании с ультразвуковым рупором давления при локальном запечатывании на соответствующую секцию участка шва.
Даже хотя сварочные зажимные губки, используемые в настоящее время, обеспечивают эффективное поперечное запечатывание, ощущается потребность в дальнейшем улучшении.
Описание изобретения
Следовательно, целью настоящего изобретения является обеспечение, несложным и низкозатратным способом, улучшенной опоры.
Другой целью настоящего изобретения является обеспечить, несложным и низкозатратным способом, улучшенные сварочные зажимные губки.
По настоящему изобретению предлагается опора по п. 1.
Кроме того, по настоящему изобретению предлагаются сварочные зажимные губки по п. 12.
Другие предпочтительные варианты осуществления опоры и сварочных зажимных губок по настоящему изобретению указаны в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Не подразумевающий ограничения им вариант осуществления настоящего изобретения будет описан посредством примера со ссылкой на сопроводительные чертежи, на которых:
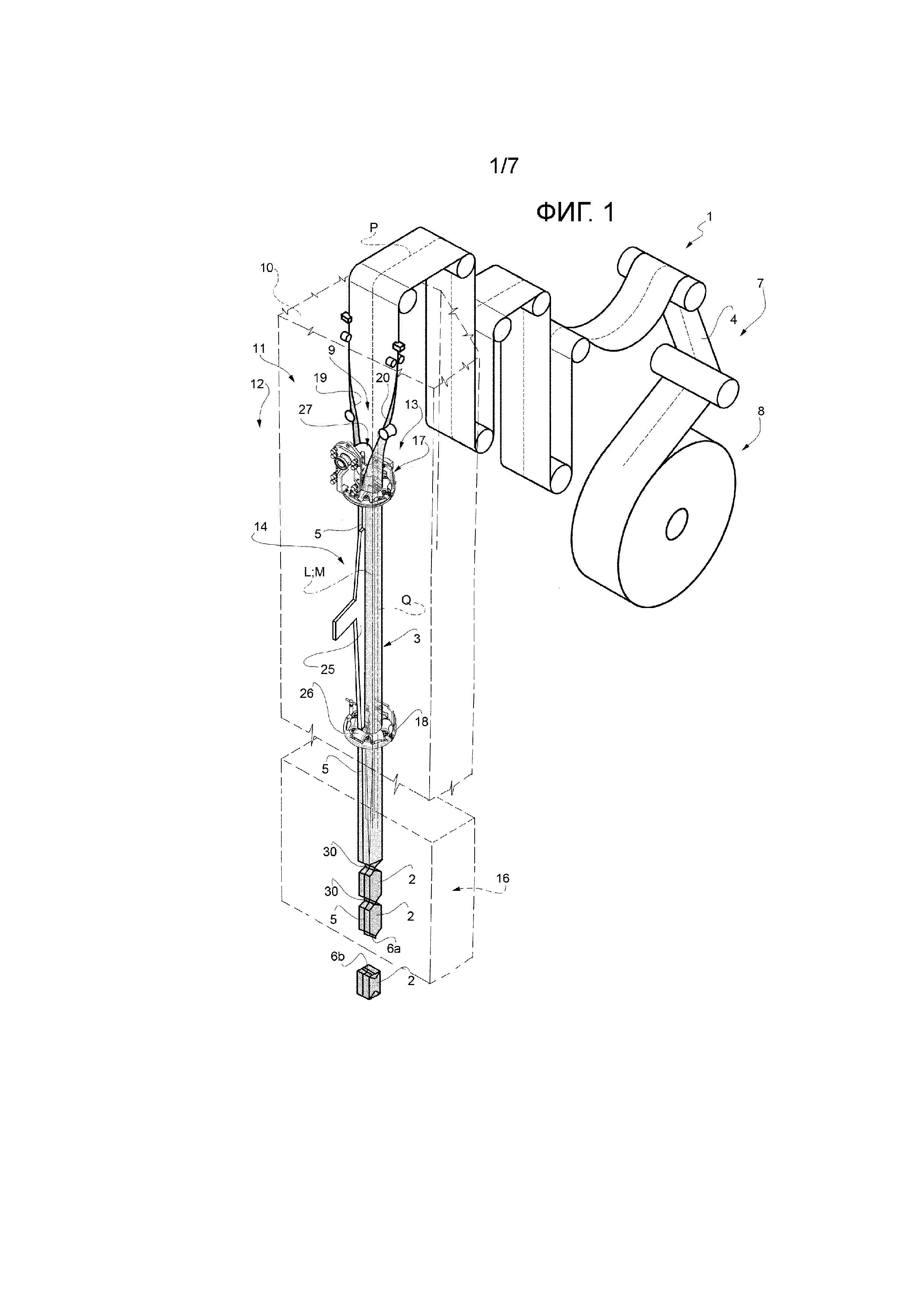
На фиг. 1 схематично показано упаковочное устройство для упаковки жидкотекучего продукта, с удаленными для ясности частями;
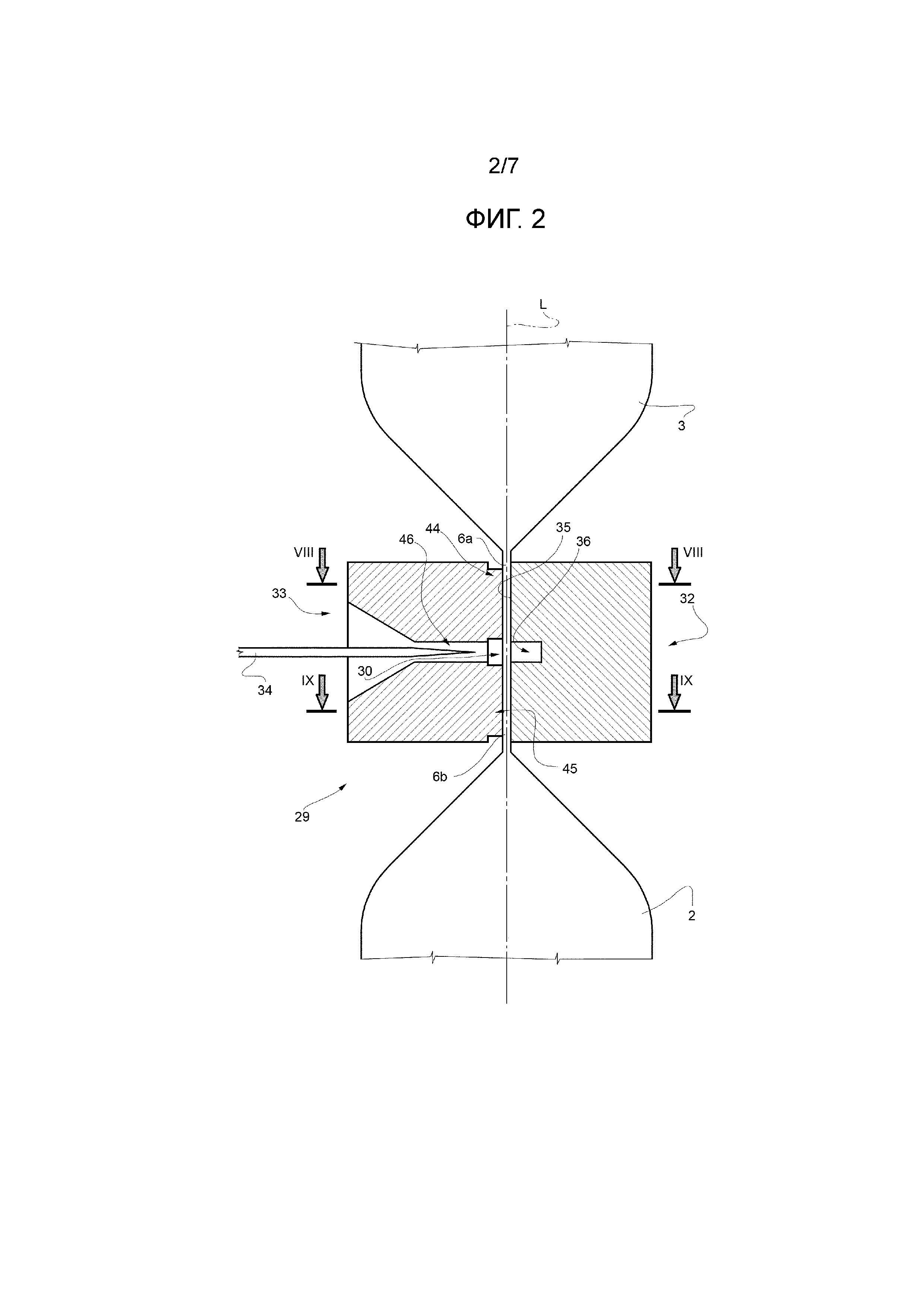
На фиг. 2 схематично показан вид сбоку в разрезе детали упаковочного устройства по фиг. 1 с опорой по настоящему изобретению с удаленными для ясности частями;
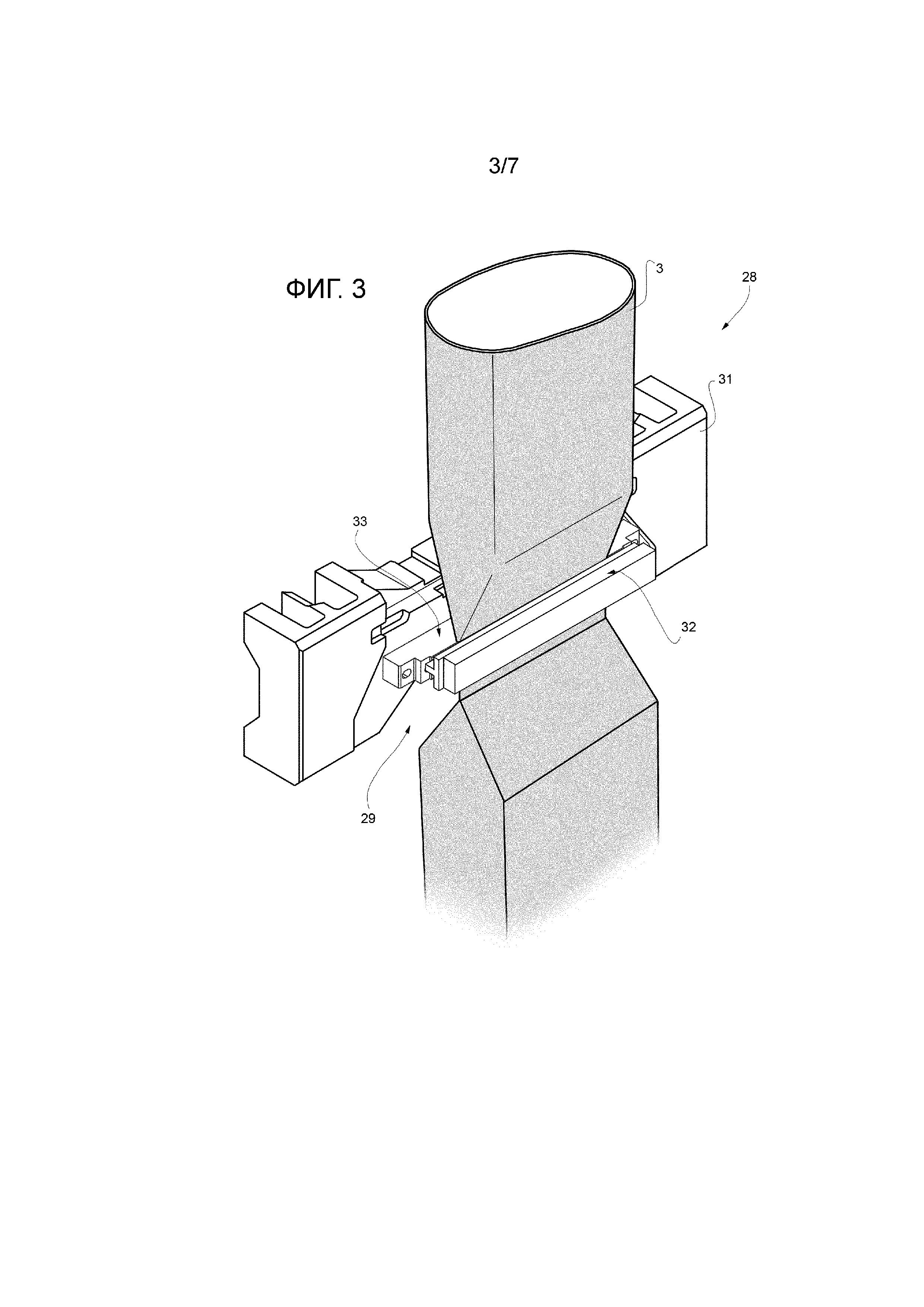
На фиг. 3 показан вид сверху в перспективе детали по фиг. 2, с удаленными для ясности частями;
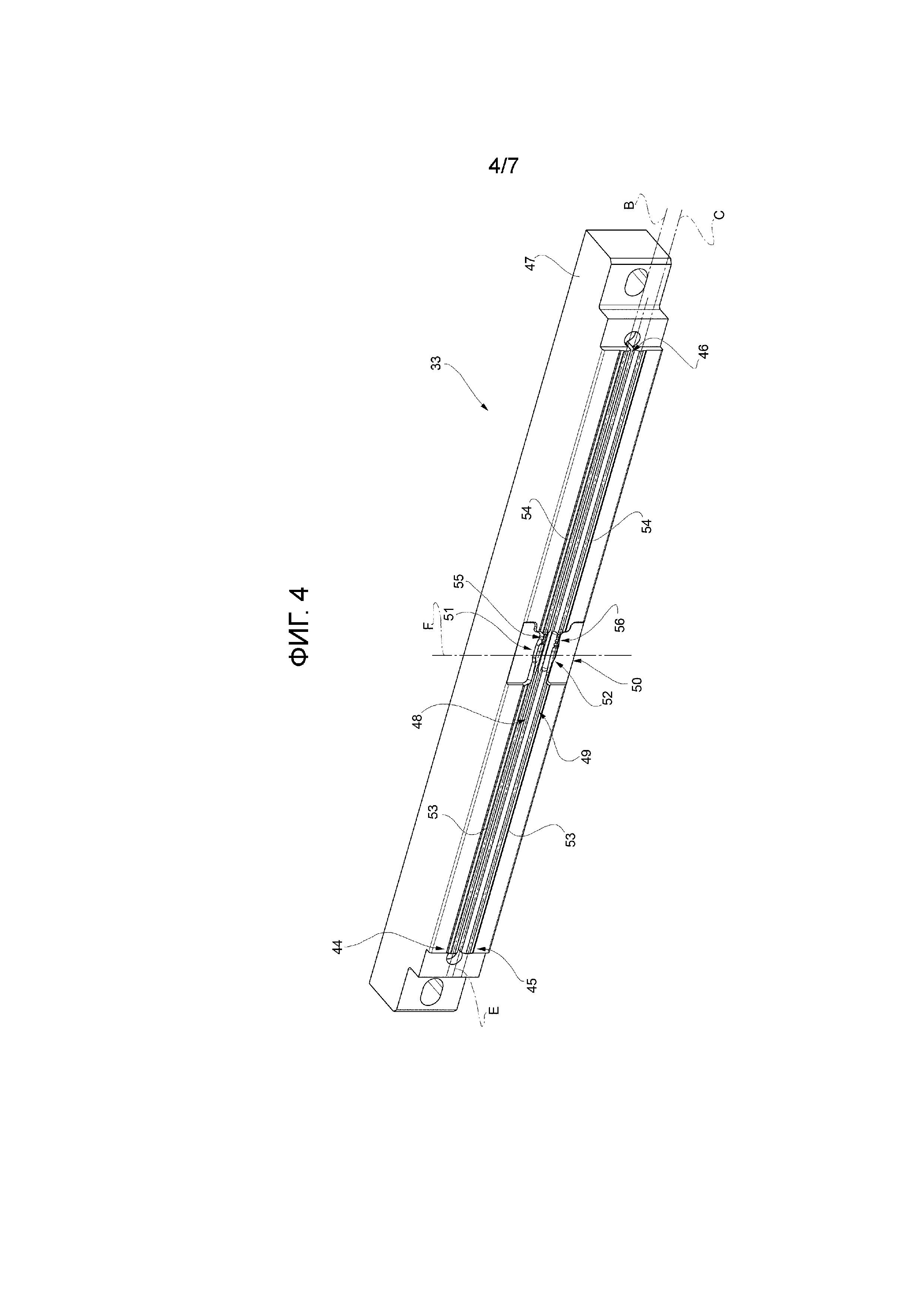
На фиг. 4 показан вид сверху в перспективе опоры по настоящему изобретению с удаленными для ясности частями;
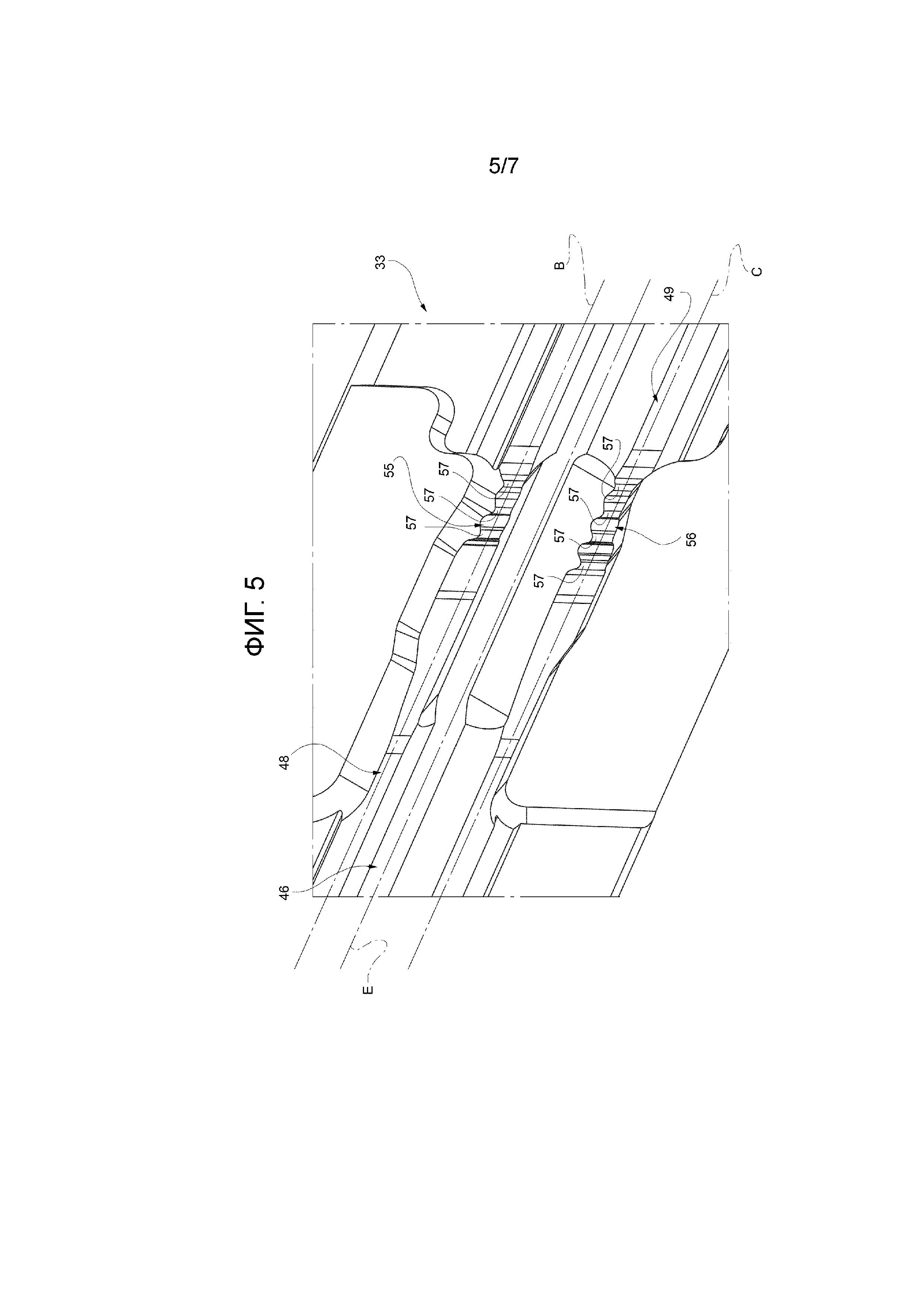
На фиг. 5 представлен в увеличенном виде в перспективе вид детали опоры по фиг. 4, с удаленными для ясности частями;
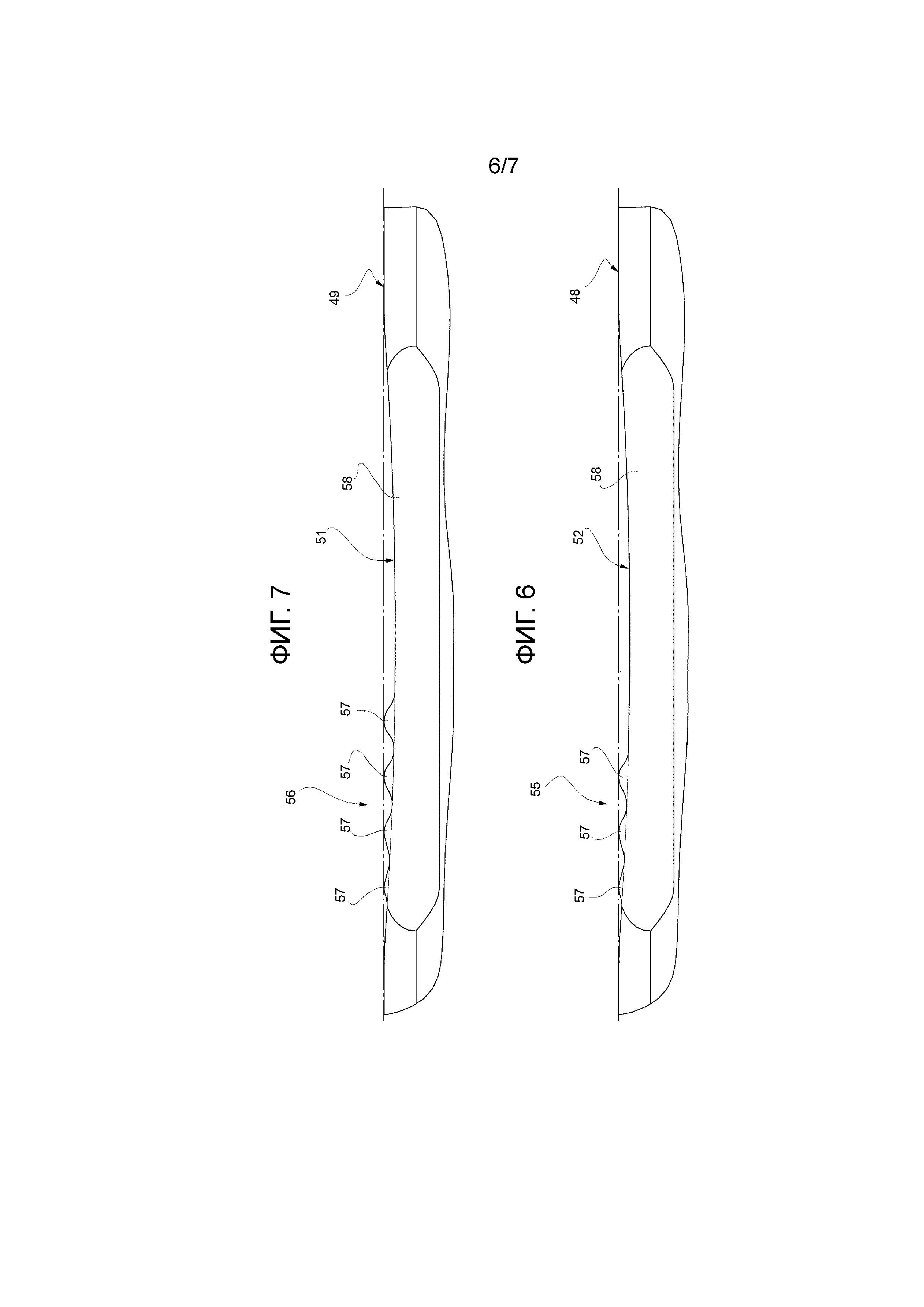
На фиг. 6 показан увеличенный вид сбоку другой детали опоры по фиг. 4, с удаленными для ясности частями;
На фиг. 7 показан увеличенный вид сбоку другой детали опоры по фиг. 4, с удаленными для ясности частями;
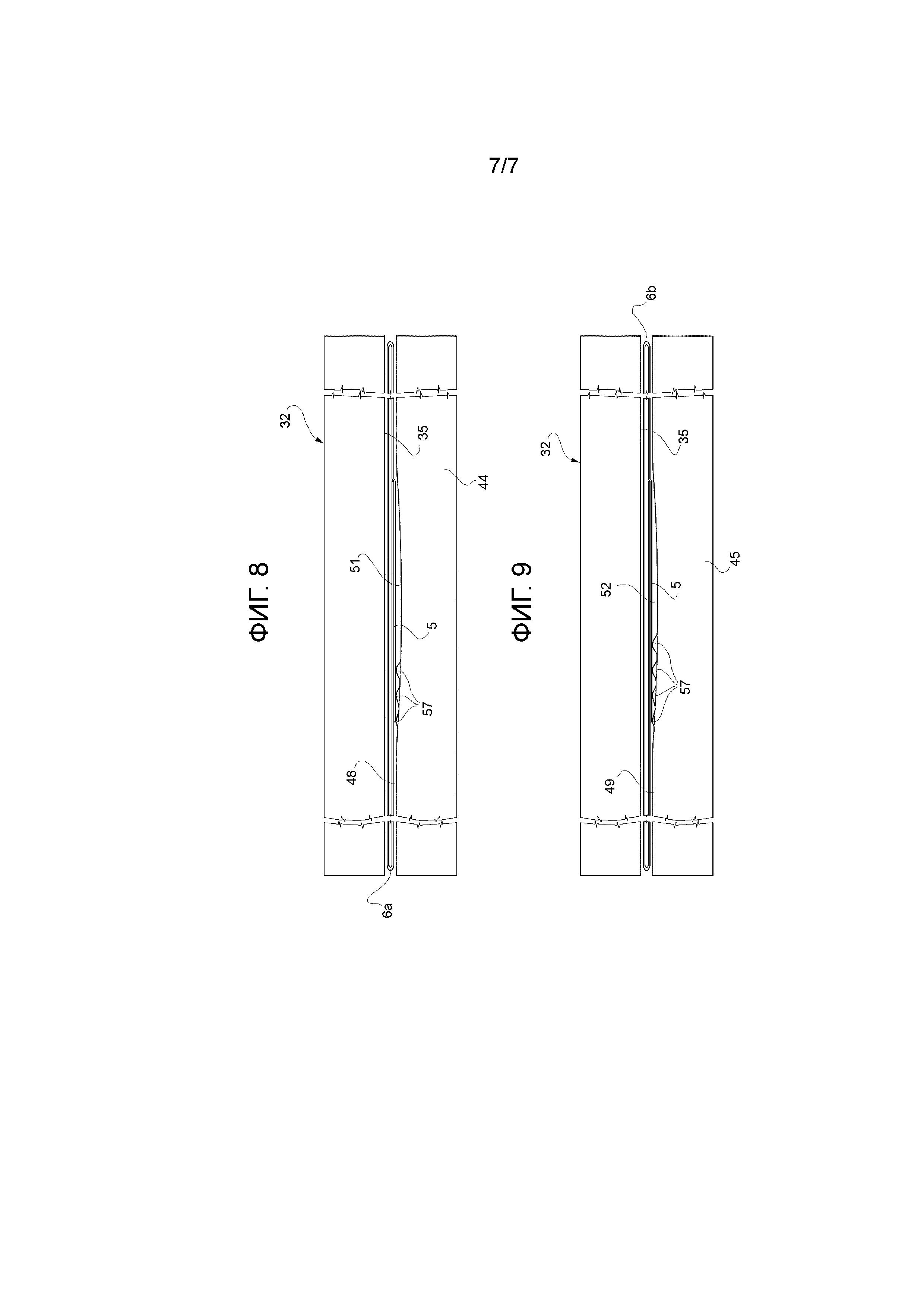
На фиг. 8 показан вид в разрезе вдоль линии VIII-VIII по фиг. 2, с удаленными для ясности частями; и
На фиг. 9 показан вид в разрезе вдоль линии IX-IX по фиг. 2, с удаленными для ясности частями;
Подробное описание
Номером 1 указано все упаковочное устройство для изготовления запечатанных упаковок 2 жидкотекучего пищевого продукта, такого как пастеризованное молоко, фруктовый сок, вино, томатный соус и т.д., из трубы 3 полотна 4 из упаковочного материала. В частности, при использовании, труба 3 продолжается вдоль продольной оси L, в частности, оси L, обладающей вертикальной ориентацией.
Полотно 4 из упаковочного материала обладает многослойной структурой (не показана) и содержит слой волокнистого материала, обычно бумаги, покрытой с двух сторон соответствующими слоями термосвариваемого полимерного материала, например, полиэтилена.
Предпочтительно полотно 4 также содержит слой газо- и светонепроницаемого материала, например, алюминиевой фольги или пленки из этилен-винилового спирта (EVOH), и по меньшей мере первый и второй слой термосвариваемого полимерного материала. Слой газо- и светонепроницаемого материала накладывается на первый слой термосвариваемого полимерного материала, и, в свою очередь, покрыт вторым слоем термосвариваемого полимерного материала. Второй слой термосвариваемого полимерного материала образует внутреннюю поверхность упаковки 2, которая в конечном итоге контактирует с пищевым продуктом.
Типичная упаковка 2, полученная упаковочным устройством 1 содержит участок 5 продольного шва и две полосы поперечного запечатывания, в частности, верхнюю поперечную запечатываемую полосу 6a и нижнюю поперечную запечатываемую полосу 6b. В частности, запечатываемая полоса 6a расположена выше по ходу способа от запечатываемой полосы 6b вдоль пути Q продвижения трубы. Следует отметить, что запечатываемая полоса 6a относится к одной соответствующей упаковке 2, а запечатываемая полоса 6b относится к другой соответствующей упаковке 2. Соответствующие упаковки 2 соединены друг с другом перед разрезанием между соответствующими запечатываемой полосой 6a и запечатываемой полосой 6b и отделены друг от друга после разрезания между соответствующими запечатывающей полосой 6a и запечатывающей полосой 6b.
А именно со ссылкой на фиг. 1, упаковочное устройство 1 включает:
- транспортировочное средство 7 для продвижения полотна 4 известным образом вдоль его продольной оси вдоль пути P продвижения полотна от станции 8 подачи до станции 9 формирования, на которой при использовании полотно 4 формируется в виде трубы 3;
- изолированную камеру 10 с внутренним пространством 11, в частности, внутренним стерильным пространством 11, содержащим стерильный газ, в частности стерильный воздух, и отделенным от наружного пространства 12;
- формирующую трубу устройство 13, продолжающееся вдоль продольной оси M, в частности, обладающее вертикальной ориентацией и расположенное, в частности, у станции 9, по меньшей мере частично, предпочтительно полностью, внутри изолированной камеры 10 и предназначенное для формирования трубы 3 при использовании из продвигающегося полотна 4;
- запечатывающее устройство 14, по меньшей мере частично расположенное в изолированной камере 10 и предназначенное для продольного запечатывания трубы 3, сформированной формирующим трубу устройством 13, чтобы сформировать участок 5 продольного шва;
- средство заполнения для непрерывного заполнения трубы 3 жидкотекучим продуктом; и
- формирующий упаковку блок 16, предназначенный для формирования, поперечного запечатывания и поперечного разрезания при использовании продвигающейся трубы 3 для формирования упаковок 2.
Предпочтительно упаковочное устройство 1 также содержит блок стерилизации (не показан и известен сам по себе), предназначенный для стерилизации при использовании продвигающегося полотна 4 на станции стерилизации, в частности, станции стерилизации, расположенной выше по ходу способа от станции 9 формирования вдоль пути P.
Предпочтительно транспортировочное средство 7 предназначено для продвижения трубы 3 и трубы 3 в любом промежуточном состоянии по способу, известному как продвижение вдоль пути Q, в частности, от станции 9 формирования до блока 16 формирования упаковок. В частности, под выражением промежуточное состояние трубы 3 подразумевается любая конфигурация полотна 4 до начала получения трубчатой структуры и после сгибания полотна 4 формирующим трубу устройством 13. Другими словами, промежуточным состоянием трубы 3 является результат постепенного сгибания полотна 4, чтобы получить трубу 3, в частности, путем наложения одного на другой первого края 19 полотна 4 и второго края 20 полотна 4, противоположного первому краю 19.
Более детально, устройство 13 формирования трубы определяет, при использовании, ось L трубы 3, в частности, ось L и ось M, параллельные друг другу.
Предпочтительно устройство 13 формирования трубы содержит по меньшей мере два формующих кольцевых узла 17 и 18, в частности, расположенные в пределах изолированной камеры 10, предназначенные для совместного сгибания полотна 4, постепенно образуя трубу 3, в частности, путем наложения краев 19 и 20 друг на друга для формирования участка 5 шва трубы 3. В конкретном показанном случае, формирующий кольцевой узел 18 расположена дальше по ходу способа от формирующего кольцевого узла 17 вдоль пути Q.
В частности, каждая из формирующих кольцевых сборок 17 и 18 по существу лежит в пределах соответствующей плоскости, в частности, каждая такая плоскость ортогональна оси M, даже более конкретно, каждая соответствующая плоскость обладает по существу горизонтальной ориентацией.
Даже более конкретно, формирующие кольцевые узлы 17 и 18 расположены с промежутком от и параллельно друг другу (т.е. соответствующие плоскости параллельны и расположены с промежутком друг от друга).
Предпочтительно каждая плоскость ортогональная оси M и оси L.
Более конкретно, запечатывающее устройство 14 содержит запечатывающую головку 25, предназначенную для воздействия на трубу 3, в частности, на участок 5 шва для продольного запечатывания трубы 3. В частности, запечатывающая головка 25 предназначена для нагрева трубы 3, в частности, вдоль участка 5 шва. Запечатывающая головка 25 может быть любого известного типа. В частности, запечатывающая головка 25 может быть типа, функционирующего посредством индукционного нагрева или посредством потока тепла или посредством ультразвука или другого средства.
Предпочтительно запечатывающее устройство 14 также содержит сжимающий узел (показан только частично), предназначенную для оказания механического воздействия на трубу 3, в частности, по существу на накладываемые края 19 и 20, даже более конкретно на участок 5 шва трубы 3, чтобы обеспечить запечатывание трубы 3 вдоль участка 5 шва.
В частности, сжимающий узел содержит по меньшей мере один воздействующий ролик 26 и один противодействующий ролик (не показан), предназначенные для оказания механического воздействия на участок 5 шва с противоположных сторон. В частности, при использовании участок 5 шва трубы 3 расположен между воздействующим роликом 26 и противодействующим роликом.
Предпочтительно воздействующий ролик 26 поддерживается формирующим кольцевым узлом 18.
Со ссылкой на фиг. 1, средство заполнения содержит наливную трубку 27, соединенную по потоку текучей среды с емкостью для хранения жидкотекучего продукта (не показана и известна сама по себе), которая предназначена для хранения/обеспечения жидкотекучего продукта для упаковки.
В частности, наливная трубка 27 предназначена, чтобы направлять, при использовании, жидкотекучий продукт в трубу 3.
Предпочтительно наливная трубка 27, при использовании, по меньшей мере частично расположена внутри трубы 3 для непрерывной подачи жидкотекучего продукта в трубу 3.
Со ссылкой на фиг. 1-3, формирующий упаковки блок 16 содержит:
- несколько формирующих и запечатывающих сборок 28 (только частично показаны до степени, необходимой для понимания настоящего изобретения), каждая из которых предназначена для формирования (придания формы) трубы 3 и поперечного запечатывания трубы 3, в частности, между двумя последовательными упаковками 2; и
- транспортировочное устройство (не показано и известно само по себе), которое продвигает каждую из формирующих и запечатывающих сборок 28 по меньшей мере во время формирования и поперечного запечатывания трубы 3, параллельно пути Q.
Более детально, каждый формирующий и запечатывающий узел 28 содержит:
- формирующую оболочку (не показана и известна сама по себе), предназначенную для образования по меньшей мере частично формы упаковок 2; и
- сварочные зажимные губки 29, предназначенные по меньшей мере для поперечного сжатия, в частности, горизонтального расположения и сжатия, и для поперечного запечатывания трубы 3 во время продвижения вдоль пути Q для получения поперечно запечатанного участка 30.
Предпочтительно каждый узел 28 также содержит опорную структуру (только частично показана на фиг. 3 до степени, необходимой для понимания настоящего изобретения), предназначенную для опоры соответствующей формирующей оболочки и соответствующих сварочных зажимных губок 29.
Более детально, каждая формирующая оболочка содержит по меньшей мере первую половину оболочки (не показана и известна сама по себе) и вторую половину оболочки (не показана и известна сама по себе), предназначенные для совместного формирования по меньшей мере частично формы упаковок 2. В частности, первая половина оболочки и вторая половина оболочки предназначены для контакта с трубой 3 с ее противоположных сторон.
Опорная структура содержит первый опорный элемент 31, поддерживающий первую половину оболочки, и второй опорный элемент, (не показан и известен сам по себе), поддерживающий вторую половину оболочки. В частности, первая половина оболочки смонтирована подвижно относительно первого опорного элемента 31, и вторая половина оболочки смонтирована подвижно относительно второго опорного элемента. Даже более конкретно, первая половина оболочки и вторая половина оболочки смонтированы подвижно относительно, соответственно, первого опорного элемента 31 и второго опорного элемента, чтобы они могли перемещаться одновременно между соответствующей разомкнутой компоновкой, при которой первая половина оболочки и вторая половина оболочки, при использовании, отсоединены от трубы 3, и соответствующей сомкнутой компоновкой, при которой первая половина оболочки и вторая половина оболочки предназначены для формирования трубы 3.
Со ссылкой на фиг. 2 и 3, каждая из сварочных зажимных губок 29 содержит:
- ультразвуковой рупор 32 (или сонотрод) для воздействия на запечатываемый участок 30 ультразвуковых вибраций, в частности, для плавления термосвариваемого полимерного материала вдоль поперечно запечатываемого участка 30; и
- опору 33 для сжатия совместно с ультразвуковым рупором 32 трубы 3 для формирования запечатываемого участка 30, в частности, путем локального расположения горизонтально и сжатия трубы 3.
Предпочтительно каждая опора 33 предназначена для поперечного запечатывания совместно с соответствующим ультразвуковым рупором 32 трубы 3, в частности, для получения двух последовательных упаковок 2.
В частности, при использовании труба 3 расположена между ультразвуковым рупором 32 и опорой 33. Даже более конкретно, каждая опора 33 и соответствующий ультразвуковой рупор 33 предназначены для контакта с трубой 3 с ее противоположных сторон.
В частности, каждая опора 33 и соответствующий ультразвуковой рупор 32 предусмотрены для совместного приложения требуемого профиля давления, действующего на соответствующий запечатываемый участок 30 во время поперечного запечатывания.
Кроме того, каждый формирующий и запечатывающий узел 28, в частности, соответствующие сварочные зажимные губки 29, предназначена для поперечного разрезания трубы 3, в частности, между двумя последовательными упаковками 2, даже более конкретно, вдоль соответствующего запечатываемого участка 30.
Предпочтительно каждый формирующий и запечатывающий узел 28, в частности, соответствующие сварочные зажимные губки 29, также содержит режущее средство, в частности, режущее лезвие 34, для поперечного разрезания запечатываемого участка 30.
В альтернативном варианте осуществления, не показан, режущее средство, в частности, режущие лезвия 34, отделены от формирующих и запечатывающих сборок 28, в частности, от сварочных зажимных губок 29.
Следует отметить, что каждый запечатываемый участок 30 содержит запечатываемые полосы 6a и 6b.
Предпочтительно режущее средство, в частности, режущее лезвие 34 предназначено для разрезания соответствующего запечатываемого участка 30 между запечатываемой полосой 6a и запечатываемой полосой 6b.
Другими словами, соответствующие запечатываемые полосы 6a и 6b при использовании, перед приведением в действие режущего средства, присоединяются друг к другу и становятся разделенными при приведении в действие режущего средства, в частности, режущего лезвия 34.
Предпочтительно каждый ультразвуковой рупор 32 присоединяется, в частности, монтируется, на опорной структуре, в частности, соответствующем втором опорном элементе; и каждая опора 33 присоединяется, в частности, монтируется, на опорной структуре, в частности, соответствующем первом опорном элементе 31.
Каждый формирующий и запечатывающий узел 28, в частности, соответствующие сварочные зажимные губки 29, также содержит управляющий узел (не показан), предназначенную для управления соответствующими сварочными зажимными губками 29 между компоновкой запечатывания и компоновкой перерыва. В частности, каждый управляющий узел предназначен для управления соответствующими сварочными зажимными губками 29 между соответствующей компоновкой запечатывания и соответствующей компоновкой перерыва путем совместного действия с кулачковым механизмом (не показан) упаковочного устройства 1.
В частности, соответствующий управляющий узел предназначен для управления соответствующим ультразвуковым рупором 32 и соответствующей опорой 33 между соответствующим положением запечатывания, в котором соответствующий ультразвуковой рупор 32 и соответствующая опора 33 скомпонованы для сжатия и поперечного запечатывания трубы 3, чтобы сформировать запечатываемый участок 30, и соответствующим положением перерыва, в котором ультразвуковой рупор 32 и опора 33 отсоединены от трубы 3.
В частности, каждый управляющий узел предназначен для перемещения соответствующей опоры 33 и соответствующего ультразвукового рупора 32 друг к другу для управления соответствующим ультразвуковым рупором 32 и соответствующей опорой 33 в соответствующее положение запечатывания; и для удаления соответствующего ультразвукового рупора 32 и соответствующей опоры 33 друг от друга для управления соответствующим ультразвуковым рупором 32 и соответствующей опорой 33 в соответствующем положении перерыва.
Предпочтительно соответствующий управляющий узе также предназначен для управления соответствующей первой половиной оболочки и соответствующей второй половиной оболочки между соответствующей разомкнутой компоновкой и соответствующей сомкнутой компоновкой.
Более подробно, каждый ультразвуковой рупор 32 содержит контактную поверхность 35, продолжающуюся вдоль соответствующей оси протяженности для контакта с трубой 3 (и запечатываемым участком 30), и генератор механических вибраций (не показан и известен сам по себе), чтобы генерировать ультразвуковые волны.
В частности, генератор механических вибраций содержит один или более пьезоэлектрических элементов, на которые подается переменное напряжение для генерирования механических вибраций в ультразвуковом режиме.
Предпочтительно ультразвуковой рупор 32 содержит выемку 36, предназначенную по меньшей мере для частичного приема режущего лезвия 34. В частности, выемка 36 продолжается параллельно оси протяженности контактной поверхности 35.
Со ссылкой на фиг. 4-7 каждая опора 33 содержит:
- по меньшей мере первое ребро 44, продолжающееся вдоль оси B; и
- по меньшей мере второе ребро 45, продолжающееся вдоль оси C, ось C параллельна оси B.
В частности, при использовании ребро 44 расположено выше по ходу способа от ребра 45 вдоль пути Q. Даже более конкретно, при использовании, ребро 44 расположено над ребром 45.
Предпочтительно ось B и ось C являются поперечными, в частности, перпендикулярными оси L.
Предпочтительно ось B и ось C параллельны оси протяженности контактной поверхности 35.
Более детально, каждая опора 33 также содержит удлиненное проходящее насквозь основание 46, продолжающееся вдоль третьей оси E, параллельной соответствующей оси B и соответствующей оси C и предназначенное для вмещения режущего лезвия 34 и расположенное между ребром 44 и ребром 45.
Предпочтительно опора 33 также содержит часть 47 основания, содержащую ребро 44 и ребро 45.
Предпочтительно часть 47 основания, ребро 44 и ребро 45 сконструированы в виде одной детали.
Предпочтительно опора 33, в частности, ребро 44, содержит по меньшей мере удлиненную контактную поверхность 48, продолжающуюся вдоль оси B, и предназначенную для воздействия, в частности, локального контакта, при использовании на трубу 3; и опора 33, в частности, ребро 45, содержит удлиненную контактную поверхность 49, расположенную с промежутком от соответствующей удлиненной контактной поверхности 48, продолжающейся вдоль оси C, параллельной оси B, и предназначенную для воздействия, в частности, для локального контакта, при использовании на трубу 3.
В частности, при использовании каждая контактная поверхность 48 локально соприкасается с трубой 3, чтобы по существу образовывать соответствующую запечатываемую полосу 6a соответствующего запечатываемого участка 30, в частности, вместе с соответствующим ультразвуковым рупором 32, и каждая контактная поверхность 49 локально соприкасается с трубой 3, чтобы по существу образовывать соответствующую запечатываемую полосу 6b соответствующего запечатываемого участка 30, в частности, вместе с соответствующим ультразвуковым рупором 32.
Предпочтительно каждая опора 33 также содержит выемку 50, продолжающуюся вдоль оси F поперек, в частности, перпендикулярно, соответствующей оси B и соответствующей оси C и предназначенную для приема, при использовании, секции продольного участка 5 шва трубы 3. В частности, выемка 50 позволяет принимать секцию продольного участка 5 шва по мере того, как, при использовании, опора 33 взаимодействует с ультразвуковым рупором 32 для формирования запечатываемого участка 30, три слоя упаковочного материала (трехслойная компоновка) сжимаются в области участка 5 шва, и два слоя упаковочного материала (двухслойная компоновка) сжимаются в областях, отличающихся от участка 5 шва (в частности, см. фиг. 8 и 9). Это, в частности, обусловлено наложением полотна 4, в частности, края 19 и края 20.
В общем, это приводит к изменениям локальной толщины. Другими словами, каждая выемка 50 предназначена для компенсации изменений локальной толщины.
Также следует отметить, что в результате двухслойной компоновки и трехслойной компоновки существуют уступы между двухслойной компоновкой и трехслойной компоновкой. Один из этих уступов расположен на наружной поверхности трубы 3, т.е. соответствующей упаковки 2.
Более детально, каждая контактная поверхность 48 содержит соответствующую канавку 51 и каждая контактная поверхность 49 содержит соответствующую канавку 52, каждая из которых продолжается вдоль оси F.
Предпочтительно каждая из канавок 51 и каждая из канавок 52 предназначены для приема, при использовании, соответствующей секции участка 5 шва трубы 3 (в частности, см. фиг. 8 и 9). В частности, каждая канавка 51 и каждая канавка 52 по меньшей мере частично образуют совместно соответствующую выемку 50.
Предпочтительно каждая контактная поверхность 48 и каждая контактная поверхность 49 содержат соответствующий первый вспомогательный участок 53 и соответствующий второй вспомогательный участок 54, соответственно, с соответствующей канавкой 51 или соответствующей канавкой 52, расположенными между соответствующим первым вспомогательным участком 53 и соответствующим вторым вспомогательным участком 54.
Кроме того, каждая контактная поверхность 48 содержит соответствующий участок 55 воздействия на шов, предназначенный для воздействия, в частности, локального контакта, при использовании, на соответствующую секцию участка 5 шва; и каждая контактная поверхность 49 содержит соответствующий участок 56 воздействия на шов, предназначенный для воздействия, в частности, локального контакта, при использовании, на соответствующую секцию участка 5 шва.
Кроме того, каждый участок 55 воздействия на шов и каждый участок 56 воздействия на шов обладают соответствующим профилем поверхности. В частности, соответствующий профиль поверхности продолжается параллельно оси B и оси C, соответственно.
В частности, каждый участок 55 воздействия на шов и каждый участок 56 воздействия на шов предусмотрены таким образом, чтобы образовывать локальный профиль давления, действующего на соответствующую локальную секцию участка 5 шва, которая нужна для получения надежного запечатывания участка 30, в частности, соответствующих запечатываемых полос 6a и 6b. Даже более конкретно, каждый участок 55 воздействия на шов и каждый участок 56 воздействия на шов предусмотрены такими, чтобы обеспечивать различные локальные профили давления по отношению к соответствующим запечатываемым полосам 6a и 6b. В частности, соответствующий профиль поверхности каждого участка 55 воздействия на шов и соответствующий профиль поверхности каждого участка 56 воздействия на шов предусмотрены такими, чтобы профиль давления, действующего на соответствующую запечатываемую полосу 6a, отличался от профиля давления, действующего на соответствующую запечатываемую полосу 6b.
Предпочтительно каждый участок 53 воздействия на шов и каждый участок 54 воздействия на шов предназначены для компенсации, при использовании, возникающих флуктуаций трубы 3 (и вместе с флуктуациями положения участка 5 шва).
Предпочтительно каждый участок 55 воздействия на шов предусмотрен в пределах соответствующей канавки 51, и каждый участок 56 воздействия на шов предусмотрен в пределах соответствующей канавки 52.
Предпочтительно каждый профиль поверхности соответствующего участка 55 воздействия на шов отличается от профиля поверхности соответствующего участка 56 воздействия на шов. В частности, путем обеспечения различных профилей поверхности соответствующего участка 55 воздействия на шов и соответствующего участка 56 воздействия на шов можно управлять различными профилями давления, действующего на соответствующие запечатываемые полосы 6a и 6b соответствующего запечатываемого участка 30.
Предпочтительно профиль поверхности участка 55 воздействия на шов обладает волнообразной формой, и профиль поверхности участка 56 воздействия на шов обладает волнообразной формой, отличающейся от волнообразной формы профиля поверхности участка 55 воздействия на шов.
Более конкретно, каждый участок 55 воздействия и каждый участок 56 воздействия содержит, в частности, состоит из нескольких соответствующих выступов или зубцов, в частности, скругленных выступов 57 (см. в частности, фиг. 5-7).
В частности, выступы 57 обладают формой, напоминающей полусферы, даже более конкретно выступы 57 являются по существу полусферическими.
Предпочтительно соответствующие выступы 57 расположены вблизи первой концевой зоны соответствующей канавки 51 или соответствующей канавки 52.
Даже более предпочтительно соответствующие выступы 57 предназначены для воздействия, при использовании, на участок 5 шва вблизи от уступа между трехслойной компоновкой запечатываемого участка 30 и двухслойной компоновкой запечатываемого участка 30, даже более конкретно, вблизи уступа между трехслойной компоновкой и двухслойной компоновкой, который лежит на наружной поверхности соответствующей упаковки 2 (см. фиг. 8 и 9).
Предпочтительно число выступов 57 каждого участка 56 воздействия на шов больше, чем число выступов 57 соответствующего участка 55 воздействия на шов.
Предпочтительно участок 56 воздействия на шов содержит четное число выступов 57, в конкретном показанном примере четыре. Даже более предпочтительно участок 56 воздействия на шов содержит четное число выступов 57, в конкретном показанном примере четыре, и нечетное число выступов 57, в конкретном показанном примере три.
Кроме того, соответствующие выступы 57 каждого участка 55 воздействия на шов и каждого участка 56 воздействия на шов, соответственно, линейно совмещены друг с другом, в частности, соответственно, вдоль оси B и оси C.
Предпочтительно выступы 57 продолжаются от поверхности 58 основания соответствующей канавки 51 или соответствующей канавки 52. В частности, соответствующая поверхность 58 основания обладает вогнутой формой.
Предпочтительно каждая поверхность 58 основания содержит участок, от которого продолжаются выступы 57, и ровный участок. Ровный участок расположен у второй концевой зоны, напротив первой концевой зоны, соответствующей канавки 51 или соответствующей канавки 52.
Другими словами, каждая канавка 51 и каждая канавка 52 вместе с соответствующими выступами 57 асимметричны относительно оси поперечной, в частности, перпендикулярной, соответственно, оси B и оси C.
Со ссылкой на фиг. 6 и 7, выступы 57 остаются в пределах соответствующей канавки 51 или соответствующей канавки 52, т.е. выступы 57 не продолжаются за соответствующую канавку 51 или соответствующую канавку 52 (указанные штриховой линией, как показано на фиг. 6 и 7). Другими словами, выступы 57 заключены в пределах соответствующей канавки 51 или соответствующей канавки 52.
В частности, выступы 57 выступают от соответствующей поверхности 58 основания до уровня высоты, определенного максимальной протяженностью соответствующего вспомогательного участка 53 и соответствующего вспомогательного участка 54.
Предпочтительно транспортировочное устройство предназначено для продвижения опор 33 и соответствующих ультразвуковых рупоров 32 вдоль соответствующих путей транспортировки.
В частности, транспортировочное устройство предназначено для продвижения каждой опоры 33 и соответствующей первой половины оболочки вдоль соответствующего пути транспортировки, и транспортировочное устройство предназначено для продвижения каждого ультразвукового рупора 32 и соответствующей второй половины оболочки вдоль соответствующего пути транспортировки.
Даже более конкретно, транспортировочное устройство предназначено для продвижения каждого первого опорного элемента вместе с соответствующей опорой 33 и соответствующей первой половины оболочки вдоль соответствующего пути транспортировки, и транспортировочное устройство предназначено для продвижения каждого второго опорного элемента вместе с соответствующим ультразвуковым рупором 32 и соответствующей второй половиной оболочки вдоль соответствующего пути транспортировки.
Предпочтительно каждый один из соответствующих путей транспортировки содержит рабочий участок, на котором каждая опора 33 предназначена для совместного действия с соответствующим ультразвуковым рупором 32, чтобы сжимать трубу 3 и формировать соответствующий запечатываемый участок 30, и на котором каждая первая половина оболочки и соответствующая вторая половина оболочки предназначены по меньшей мере для частичного формирования трубы 3.
В частности, транспортировочное устройство содержит кулачковый механизм (механический или электронный), предназначенный для взаимодействия с каждой одной из управляющих сборок, чтобы управлять соответствующими сварочными зажимными губками 29 в компоновке запечатывания с соответствующей опорой 33 и соответствующими ультразвуковыми рупорами 32, продвигающимися вдоль рабочего участка соответствующих путей транспортировки. Кулачковый механизм также предназначен для взаимодействия с каждой одной из управляющих сборок для формирующих и запечатывающих сборок 28, чтобы управлять соответствующими первыми половинами оболочек и соответствующими вторыми половинами оболочек в замкнутой компоновке при продвижении вдоль рабочего участка соответствующего пути транспортировки.
При использовании упаковочное устройство 1 формирует упаковки 2, заполненные жидкотекучим продуктом. В частности, упаковочное устройство 1 формирует упаковки 2 из трубы 3, сформированной из полотна 4, труба 3 непрерывно заполняется жидкотекучим продуктом.
Более подробно, функционирование упаковочного устройства 1 включает:
- первую фазу продвижения полотна 4 вдоль пути P;
- фазу формирования и запечатывания трубы, во время которой полотно 4 формируется в виде трубы 3, и труба 3 продольно запечатывается, в частности, вдоль участка 5 шва;
- вторую фазу продвижения, во время которой труба 3 продвигается вдоль пути Q;
- фазу заполнения, во время которой жидкотекучий продукт непрерывно заливается в трубу 3; и
- фазу формирования упаковки, во время которой упаковки 2 формируются из трубы 3, в частности, путем придания формы трубе 3 и поперечного запечатывания трубы 3.
Более детально, фаза формирования и запечатывания трубы включает фазу постепенного наложения краев 19 и 20 друг на друга для формирования участка 5 шва и фазу продольного запечатывания трубы 3, в частности, участка 5 шва.
Фаза заполнения включает фазу направления жидкотекучего продукта через наливную трубку 27 в пространство 48 ниже по потоку.
Во время фазы формирования упаковок 2 они формируются посредством функционирования формирующего упаковки блока 16, который принимает трубу 3 после фазы формирования и запечатывания трубы. В частности, во время фазы формирования упаковки формирующий и запечатывающий узел 28 формирует упаковки 2.
В частности, во время фазы формирования упаковок сварочные зажимные губки 29 функционируют для сжатия трубы 3, чтобы сформировать и нагреть соответствующие запечатываемые участки 30 и разрезать соответствующие запечатываемые участки 30 между соответствующими запечатываемыми полосами 6a и 6b, чтобы отсоединить запечатанные упаковки 2 от трубы 3. Кроме того, временно соответствующая первая половина оболочки и соответствующая вторая половина оболочки формируют трубу 3.
Более детально, во время воздействия соответствующих сварочных зажимных губок 29 на продвигающуюся трубу 3 также соответствующие сварочные зажимные губки 29 продвигаются посредством транспортировочного устройства, чтобы повторять продвижение трубы 3.
Более детально, соответствующие опоры 33 и соответствующие ультразвуковые рупоры 32 направляются в их положения запечатывания, чтобы сжать трубу 3, и соответствующие ультразвуковые рупоры 32 приводятся в действие, чтобы генерировать ультразвуковые вибрации для нагрева термосвариваемого полимерного материала.
В частности, во время сжатия трубы 3 для формирования запечатываемого участка 30 соответствующая секция участка 5 шва расположена в пределах соответствующей выемки 50. Даже более конкретно, секция участка 5 шва расположена в пределах соответствующей канавки 51 и соответствующей канавки 52.
Более конкретно, соответствующий участок 55 воздействия на шов и соответствующий участок 56 воздействия на шов воздействуют на соответствующую секцию участка 5 шва. Поскольку соответствующие профили поверхности соответствующего участка 55 воздействия на шов и соответствующего участка 56 воздействия на шов различаются, локальные давления, оказываемые на секцию участка 5 шва, различаются в зависимости от конкретных профилей поверхности.
Кроме того, во время фазы формирования упаковки транспортировочное устройство продвигает соответствующие опоры 33 и соответствующие ультразвуковые рупоры 32 вдоль соответствующих путей транспортировки.
Предпочтительно во время фазы формирования упаковки труба 3 поперечно разрезается между двумя последовательными упаковками 2, в частности, вдоль соответствующего запечатываемого участка 30, после или во время поперечного запечатывания трубы 3. Более детально, во время фазы формирования упаковки соответствующее режущее средство, в частности, соответствующее лезвие 34 поперечно разрезает трубу 3, в частности, вдоль соответствующего запечатываемого участка 30, между двумя последовательными упаковками 2.
Предпочтительно соответствующий управляющий узел, в частности, посредством взаимодействия с кулачковым механизмом, управляет соответствующей опорой 33 и соответствующим ультразвуковым рупором 32 в положении запечатывания, когда соответствующая опора 33 и соответствующий ультразвуковой рупор 32 продвигаются вдоль соответствующего рабочего участка соответствующего пути транспортировки. Одновременно управляющий узел контролирует, в частности, посредством взаимодействия с кулачковым механизмом, соответствующей первой половиной оболочки и соответствующей второй половиной оболочки в сомкнутой компоновке. Кроме того, приведение в действие режущего средства, в частности, соответствующего режущего лезвия 34, приводит к разрезанию соответствующего запечатываемого участка 30. После этого, соответствующая опора 33 и соответствующий ультразвуковой рупор 32 направляются в положение перерыва, и соответствующая первая половина оболочки и вторая половина оболочки переводятся в соответствующую разомкнутую компоновку.
Преимущества опоры 33 по настоящему изобретению и сварочных зажимных губок 29 с опорой 33 будут очевидны из следующего описания.
В частности, за счет обеспечения каждого участка 55 воздействия на шов с профилем поверхности, отличающимся от профиля поверхности соответствующего участка 56 воздействия на шов, можно оказывать разное давление на соответствующие запечатываемые полосы 6a и 6b соответствующего запечатываемого участка 30. Это позволяет генерировать различные профили давления, действующие на запечатываемую полосу 6b и на запечатываемую полосу 6a.
Поскольку запечатываемая полоса 6a относится к первой упаковке, а запечатываемая полоса 6b относится ко второй упаковке, расположенной дальше по ходу способа от первой упаковки вдоль пути Q, запечатываемая полоса 6a и запечатываемая полоса 6b подвергаются разным условиям запечатывания во время этой операции.
По настоящему изобретению можно учесть упомянутые выше различные условия запечатывания и компенсировать для возможного разного поведения участков из упаковочного материала, формирующих запечатываемую полосу 6a и запечатываемую полосу 6b.
В частности, настоящее изобретение позволяет улучшить контроль температур в пределах запечатываемой полосы 6a и запечатываемой полосы 6b во время операции запечатывания. В частности, можно контролировать температуры для сокращения или предотвращения формирования нежелательных мельчайших отверстий в пределах запечатываемой полосы 6a и сокращения или предотвращения формирования каналов в пределах запечатываемой полосы 6b.
Очевидно, что могут быть внесены изменения в опору 33 и, соответственно, в сварочные зажимные губки 29, описанные в настоящем документе, однако без отступления от защищаемого объема изобретения, определяемого следующей формулой изобретения.
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом
Устройство для нарезки пищевых продуктов

