Результат интеллектуальной деятельности: ЛАМИНИРОВАННАЯ БАРЬЕРНАЯ ПЛЕНКА И ПОКРЫВАЮЩАЯ КРАЙ ПОЛОСА ДЛЯ УПАКОВКИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к ламинированной барьерной пленке, содержащей основной слой, осажденное из паровой фазы барьерное покрытие из аморфного алмазоподобного углерода, в частности предназначенной для упаковки жидких пищевых продуктов, а также к способу для производства этой ламинированной барьерной пленки.
Кроме того, настоящее изобретение относится к термосвариваемой покрывающей край полосе, сделанной из ламинированной барьерной пленки по настоящему изобретению, и к упаковочному контейнеру, содержащему эту полосу для того, чтобы покрыть перекрывающийся шов или перекрывающееся уплотнение упаковочного материала, из которого упаковочный контейнер производится путем складывания и термосварки. В частности, настоящее изобретение относится к упаковочному контейнеру, предназначенному для упаковки жидких пищевых продуктов, содержащему ламинированную барьерную пленку или термосвариваемую покрывающую край полосу.
УРОВЕНЬ ТЕХНИКИ
Упаковочные контейнеры одноразового использования для жидких продуктов часто производятся из упаковочного ламината, основанного на картоне или тонком картоне. Один такой часто встречаемый упаковочный контейнер продается под маркой изготовителя Tetra Brik Aseptic® и преимущественно используется для стерильной упаковки жидких продуктов, таких как молоко, плодовые соки и т.д., продающихся для хранения в течение длительного срока в обычных условиях. Упаковочный материал в этом известном упаковочном контейнере обычно представляет собой ламинат, содержащий внутренний или основной слой бумаги или картона и внешние, непроницаемые для жидкости слои из термопластиков. Для того, чтобы сделать упаковочный контейнер газонепроницаемым, в частности непроницаемым для газообразного кислорода, например с целью стерильной упаковки молока или плодового сока, ламинат в этих упаковочных контейнерах обычно содержит по меньшей мере один дополнительный слой, обычно из алюминиевой фольги.
На внутренней поверхности ламината, то есть на стороне, обращенной к содержимому контейнера, произведенного из этого ламината, имеется самый внутренний слой, нанесенный на алюминиевую фольгу, который может состоять из одного или нескольких подслоев, содержащих термосвариваемые термопластичные полимеры, такие как клейкие полимеры и/или полиолефины. Также на внешней стороне основного слоя имеется внешний термосвариваемый полимерный слой.
Упаковочные контейнеры обычно производятся на современных высокоскоростных упаковочных машинах такого типа, которые формируют, наполняют и запечатывают пакеты из рулона или из полуфабриката упаковочного материала. Упаковочные контейнеры могут таким образом быть произведены путем преобразования рулона из ламинированного упаковочного материала в трубу путем соединения обоих продольных краев рулона друг с другом внахлест с помощью сварки внутреннего и внешнего термосвариваемых термопластичных полимерных слоев. Эта труба заполняется желаемым жидким продуктом питания, и после этого делится на индивидуальные пакеты повторяющимися поперечными запечатываниями трубы на предопределенном расстоянии друг от друга и ниже уровня содержимого в трубе. Эти пакеты отделяются от трубы разрезами вдоль сделанных поперечных запечатываний, и им придается желаемая геометрическая конфигурация, обычно в виде параллелепипеда или прямоугольного параллелепипеда, путем складывания вдоль подготовленных линий складывания в упаковочном материале.
Главное преимущество этой концепции непрерывного формирования трубы, заполнения и запечатывания упаковки состоит в том, что рулон может стерилизоваться непрерывно непосредственно перед формированием трубы, обеспечивая таким образом возможность способа стерильной упаковки, то есть способа, в котором жидкое содержимое, а также сам упаковочный материал, практически не содержат бактерий, и заполненный упаковочный контейнер производится в чистых условиях, так что заполненный пакет может храниться в течение длительного времени даже при температуре окружающей среды без риска роста микроорганизмов в содержащемся продукте. Другим важным преимуществом способа упаковки типа Tetra Brik® является, как указано выше, возможность непрерывной высокоскоростной упаковки, которая оказывает значительное влияние на экономическую эффективность.
Упаковочные контейнеры для скоропортящихся жидких продуктов, например молока или сока, могут также производиться из листовых заготовок или полуфабрикатов ламинированного упаковочного материала по настоящему изобретению. Из трубчатой заготовки упаковочного ламината, которая сложена в плоское состояние, пакеты производятся сначала путем раскладывания заготовки, чтобы сформировать открытую трубчатую контейнерную капсулу, открытый конец которой закрывается посредством складывания и запечатывания термосваркой составных панелей конца. Закрытая таким образом контейнерная капсула заполняется желаемым продуктом питания, например соком, через ее открытый конец, который после этого закрывается посредством дополнительного складывания и запечатывания термосваркой соответствующих составных панелей конца. Примером упаковочного контейнера, производимого из листовых и трубчатых заготовок, является обычный так называемый пакет с гребешком. Также существуют пакеты этого типа, которые имеют литую верхушку и/или навинчивающийся колпачок, сделанный из пластмассы.
Слой алюминиевой фольги в упаковочном ламинате обеспечивает газобарьерные свойства, превышающие аналогичные свойства большинства полимерных газобарьерных материалов. Обычный упаковочный ламинат на основе алюминиевой фольги для стерильной упаковки жидких продуктов все еще остается самым экономически эффективным упаковочным материалом на его уровне характеристик, доступным сегодня на рынке, но другие слои барьерного материала, такие как полиамиды или сополимеры винилового спирта и этилена (EVOH), также могут использоваться.
Пакеты, которые производятся в соответствии с любой из вышеописанных методик формирования/заполнения/запечатывания, имеют внутри и снаружи открытые края надреза в области вышеупомянутого соединения внахлест. Такие края надреза практически не вызывают проблем, когда такие упаковочные контейнеры заполняются твердым или полутвердым содержимым, в то время как проблемы действительно возникают, когда такие упаковочные контейнеры заполняются жидким содержимым. В частности, проблема возникает, когда упаковочные контейнеры производятся из упаковочного ламината, содержащего слой бумаги или картона. Свободные края надреза картона, которые находятся в прямом контакте с жидким содержимым, легко абсорбируют жидкость (за счет капиллярности края), которая может тем самым проникать в ламинированный упаковочный материал, содержащий бумагу или слой картона, и делать заполненный упаковочный контейнер мокрым и труднообрабатываемым.
Для того, чтобы противодействовать проблеме капиллярности края, упаковочные контейнеры на основе бумаги или картона снабжаются покрывающей край защитой, чаще всего в форме ламинированной термосвариваемой покрывающей край полосы, которая наносится на внутреннюю часть упаковочного контейнера для того, чтобы предохранить край надреза, обладающий капиллярностью края, от прямого контакта с жидким содержимым.
В соответствии с одним способом такая покрывающая край полоса наносится и прикрепляется в заполняющей машине вдоль одного продольного края рулона плоского упаковочного материала так, чтобы она имела свободный край полосы, выступающий из продольного края. Рулон плоского упаковочного материала, снабженный этой полосой, после этого преобразуется в трубу, в которой, как было описано выше, оба продольные края рулона соединяются друг с другом соединением внахлест. Во время формирования трубы в заполняющей машине выступающий край полосы плоско укладывается на второй продольный край рулона и приваривается к нему термосваркой таким образом, чтобы обрез первого продольного края рулона, обращенный внутрь трубы, был полностью покрыт и защищен от капиллярности края.
В соответствии с другим способом выступающий свободный край полосы складывается вокруг обреза первого продольного края рулона и плоско укладывается на другую сторону (наружную) первого продольного края рулона, к которому она была прикреплена до преобразования рулона в трубу. Оба продольных края рулона после этого укладываются, как и в предыдущем случае, друг на друга и свариваются термосваркой друг с другом в соединении внахлест.
Независимо от того, наносится ли покрывающая край полоса в соответствии с первым или вторым из двух вышеописанных способов, требуется, чтобы весь цикл нанесения полосы и покрытия края мог быть завершен таким образом, чтобы необходимая защита против капиллярности края была обеспечена нанесенной полосой. Следовательно, для того, чтобы удовлетворить это требование, полоса должна быть термосвариваемой с противоположными поверхностями герметизации упаковочного материала, и дополнительно должно быть возможно выполнять операцию термосварки эффективно и целесообразно даже при высоких скоростях выпуска продукции, на которых функционируют сегодняшние современные заполняющие машины. Это требование имеет особое значение в производстве так называемых асептических упаковочных контейнеров, в которых упакованные пищевые продукты должны надежно храниться в течение длительного времени так, чтобы ни упаковочный контейнер, ни упакованные в нем пищевые продукты не подвергались риску разрушения или порчи во время хранения.
Покрывающая край полоса предшествующего уровня техники в коммерческих упаковочных контейнерах на основе картона, содержащих слой бумаги или картона и внешние, непроницаемые для жидкости покрытия из полиэтилена, обычно полиэтилена низкой плотности (LDPE), имеет основной слой из полиэтилентерефталата (PET) и внешние термосвариваемые пластмассовые покрытия из полиэтилена, например из полиэтилена низкой плотности (LDPE).
Другая полоса предшествующего уровня техники для той же самой цели имеет основной слой из полиэтилентерефталата (PET) и внешние термосвариваемые пластмассовые покрытия, содержащие катализируемый металлоценом линейный полиэтилен низкой плотности, металлоцен-LLDPE (mLLDPE). Преимущество включения такого полиэтилена во внешний термосвариваемый слой заключается в том, что может быть сформировано более надежное, прочное и долговременное герметичное соединение, потому что такие полиэтилены могут расширить температурное окно операции для формирования достаточно прочного сварного шва.
Некоторые основные слои, которые содержат влагочувствительные полимерные материалы, такие как полиамиды или сополимеры винилового спирта и этилена, могут разлагаться под действием влаги или во влажных условиях, что имеет место, когда они используются в качестве покрывающей край полосы на внутренней части упаковочного контейнера для жидкости. Полимерный материал в основном слое может тогда разбухать и терять свои барьерные свойства для кислорода и запахов, а также может отслаиваться от смежных клейких веществ, праймеров и слоев полиолефина, которые обычно окружают основной слой в такой ламинированной покрывающей край полосе. Для сохранения адгезии между слоями во влажных условиях в слоистой структуре могут быть необходимы клейкие вещества или праймеры. Многие из таких клейких веществ или праймеров являются нежелательными для контакта с пищевыми продуктами и напитками. Следовательно, группа возможных клейких веществ или праймеров для использования в такой полосе может быть ограничена только очень немногими их разновидностями, которые являются, таким образом, подходящими как для упаковки пищевых продуктов, так и для поддержания достаточных барьерных свойств. Такой дополнительный клейкий материал или клейкий полимер также дополнительно увеличивает сложность и стоимость ламинированной барьерной структуры.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Соответственно задачей настоящего изобретения является преодолеть, или по меньшей мере облегчить, вышеописанные проблемы в термосвариваемых ламинированных барьерных пленках и термосвариваемых покрывающих край полосах и заплатках для упаковки.
Одной задачей настоящего изобретения является предложить ламинированную барьерную пленку, поддерживающую кислородный барьер и герметизирующие свойства при ее использовании в качестве покрывающей край полосы в упаковочных контейнерах для жидких пищевых продуктов.
Другой задачей настоящего изобретения является предложить ламинированную барьерную пленку, имеющую улучшенные кислородобарьерные свойства, а также хорошие герметизирующие свойства при ее использовании в качестве покрывающей край полосы в упаковочных контейнерах для жидких пищевых продуктов.
Дополнительной задачей настоящего изобретения является предложить ламинированную барьерную пленку, имеющую улучшенные кислородобарьерные свойства, поддерживающую барьерные свойства для пахучих веществ и улучшенную стойкость к химическим веществам, а также хорошие герметизирующие свойства при ее использовании в качестве покрывающей край полосы в упаковочных контейнерах для жидких пищевых продуктов.
Еще одной дополнительной задачей настоящего изобретения является предложить такую ламинированную барьерную пленку, имеющую хорошую целостность, которая сохраняется во влажных условиях, а также под действием агрессивных мигрирующих пищевых веществ, таких как жирные кислоты в свободном состоянии и т.п., то есть которая имеет высокую адгезию между ламинированными слоями внутри структуры пленки в условиях упаковки жидких пищевых продуктов.
Еще одной дополнительной задачей настоящего изобретения является предложить ламинированную барьерную пленку в соответствии с любой из вышеперечисленных задач, не использующую дополнительных химических праймеров или клейких веществ, которые могут быть нежелательными с точек зрения экологичности и безвредности пищевых продуктов, и которая позволяла бы повысить эффективность производства.
Одной конкретной задачей настоящего изобретения является реализовать способ производства такой барьерной пленки и покрывающей край полосы для асептических упаковочных контейнеров для жидких продуктов, который обеспечивал бы улучшенную эффективность производства и имел уменьшенное количество технологических переходов, например за счет устранения стадий сушки праймеров и т.д.
Также задачей настоящего изобретения является предложить упаковочный контейнер для длительного асептического хранения жидких пищевых продуктов с сохранением их пищевых качеств в условиях окружающей среды из основанного на бумаге или картоне термосвариваемого упаковочного ламината, имеющего хорошие газобарьерные свойства, так, чтобы в этом упаковочном контейнере внутренние перекрывающиеся края были герметично покрыты покрывающей край полосой по настоящему изобретению.
Эти задачи решаются в соответствии с настоящим изобретением с помощью ламинированной барьерной пленки, покрывающей край полосы и способа производства ламинированной барьерной пленки, а также упаковочного контейнера, определяемых в приложенной формуле изобретения.
Термин «длительное хранение» в связи с настоящим изобретением означает, что упаковочный контейнер должен быть в состоянии сохранять качества упакованного продукта питания, то есть его пищевую ценность, гигиеническую безопасность и вкус, в условиях окружающей среды в течение по меньшей мере 1 или 2 мес, например по меньшей мере в течение 3 мес, и предпочтительно дольше, например в течение 6 мес, 12 мес или больше. Термин «целостность упаковки» обычно означает долговечность пакета, то есть стойкость упаковочного контейнера к утечкам. Главный вклад в это свойство состоит в том, что внутри упаковочного ламината обеспечивается хорошая внутренняя адгезия между смежными слоями ламинированного упаковочного материала. Другой вклад заключается в стойкости материала к дефектам, таким как проколы, разрывы и т.п. внутри слоев материала, и еще один вклад заключается в прочности герметичных соединений, с помощью которых материал герметизируется вместе при формировании упаковочного контейнера. Что касается самого ламинированного упаковочного материала, свойство целостности фокусируется главным образом на адгезии соответствующих слоев ламината к его смежным слоям, а также на качестве индивидуальных слоев материала. Что касается ламинированной барьерной пленки и покрывающей край полосы, целостность обеспечивается как внутренней адгезией между слоями структуры ламинированной пленки, так и герметизирующими свойствами между ламинированной пленкой и упаковочным материалом, то есть стенками упаковочного контейнера.
В соответствии с первым аспектом настоящего изобретения общие задачи решаются с помощью ламинированной барьерной пленки для покрывающей край полосы или заплатки в упаковочном картонном контейнере для жидкости, содержащей основной слой, имеющий первое покрытие из аморфного алмазоподобного углерода (DLC) на первой стороне основного слоя, причем этот покрытый основной слой дополнительно имеет первый внешний непроницаемый для жидкости термосвариваемый полимерный слой на первой стороне покрытого таким образом основного слоя, контактирующий с первым покрытием из DLC, и второй внешний непроницаемый для жидкости термосвариваемый полимерный слой на противоположной, второй стороне основного слоя.
Покрытие из аморфного DLC наносится путем осаждения из паровой фазы на основной слой, и соответственно оно является смежным с поверхностью основного слоя. В соответствии с одним вариантом осуществления основной слой является субстратом из полимерной пленки.
В соответствии с одним вариантом осуществления основной слой пленочного ламината имеет поддерживающее адгезию покрытие из праймера на его второй стороне, противоположной стороне, покрытой первым покрытием из DLC, и основной слой связывается со вторым внешним непроницаемым для жидкости термосвариваемым полимерным слоем посредством поддерживающего адгезию покрытия из праймера. Поддерживающее адгезию покрытие из праймера может быть сформировано с помощью состава, содержащего одно или более соединений, выбираемых из группы, состоящей из аминосиланов и полиэтилениминов.
В соответствии с одним конкретным вариантом осуществления, однако, поддерживающее адгезию покрытие из праймера представляет собой второе покрытие из аморфного алмазоподобного углерода (DLC). Второе покрытие из аморфного DLC наносится путем осаждения из паровой фазы на вторую сторону основного слоя и соответственно также находится в контакте с поверхностью основного слоя.
Цель поддерживающего адгезию покрытия из праймера заключается в том, чтобы создать или улучшить прочность адгезии к смежному экструдируемому слою полимера, такому как полимерный слой на основе полиолефина, и к его контактирующей поверхности.
В соответствии с одним вариантом осуществления ламинированного упаковочного материала первый внешний непроницаемый для жидкости термосвариваемый полимерный слой наносится на покрытый основной слой так, чтобы они находились в прямом контакте, то есть непосредственно на первую поверхность покрытого DLC основного слоя. В соответствии с другим вариантом осуществления второй внешний непроницаемый для жидкости термосвариваемый полимерный слой наносится на барьерную пленку так, чтобы они находились в прямом контакте, то есть непосредственно на вторую поверхность покрытого DLC основного слоя.
В соответствии с одним дополнительным вариантом осуществления термосвариваемый полимер представляет собой полиолефин, такой как полиэтиленовый гомо- или сополимер или смесь полиолефинов, состоящая в основном из такого полиэтиленового полимера. Особенно хорошая адгезия между покрытием из DLC и экструдированным слоем полиэтилена, почему считается, что полимер внешних термосвариваемых слоев должен содержать в основном мономерные звенья этилена, достигается в смеси полимеров или в сополимере этилена.
В соответствии с одним конкретным вариантом осуществления внешние термосвариваемые слои содержат полиэтилен, выбираемый из группы, состоящей из линейного полиэтилена низкой плотности (LLDPE), металлоцен-LLDPE (m-LLDPE), полиэтилена очень низкой плотности (VLDPE), смеси двух или более из них, или смеси любого из упомянутых полимеров с LDPE. Преимущество включения таких полиэтиленов во внешний термосвариваемый слой заключается в том, что может быть сформировано более надежное и прочное герметичное соединение в более надежной операции по герметизации, потому что такие полиэтилены могут расширить температурное окно операции для формирования достаточно прочного сварного шва. В одном дополнительном варианте осуществления внешний термосвариваемый слой может быть построен из двух или больше подслоев из различных полимеров для того, чтобы сбалансировать свойства надежности и свойства прочности герметичного соединения друг с другом, как, например, в случае с подслоем из LDPE и подслоем, содержащим m-LLDPE.
В соответствии с другим вариантом осуществления первый покрытый DLC основной слой ламинируется и связывается с дополнительным идентичным или подобным вторым покрытым DLC основным слоем посредством промежуточного термопластичного связывающего слоя.
Таким образом, первый покрытый DLC основной слой ламинируется и связывается с дополнительным идентичным или подобным вторым покрытым DLC основным слоем посредством промежуточного термопластичного связывающего слоя, и пленочный ламинат дополнительно содержит первый внешний непроницаемый для жидкости термосвариваемый полимерный слой на противоположной, неламинированной стороне первого покрытого DLC слоя субстрата из полимерной пленки и второй внешний непроницаемый для жидкости термосвариваемый полимерный слой на противоположной, неламинированной стороне второго покрытого DLC слоя субстрата из полимерной пленки.
В соответствии с одним вариантом осуществления ламинированной барьерной пленки термопластичный связывающий слой связывает вместе поверхность покрытия из DLC первого покрытого основного слоя и поверхность покрытия из DLC второго покрытого основного слоя. В соответствии с одним дополнительным вариантом осуществления термопластичный связывающий слой содержит клейкое вещество или термопластичный полимер. В соответствии с одним специальным вариантом осуществления термопластичный связывающий слой находится в прямом контакте, то есть непосредственно на первой поверхности барьерной пленки.
В соответствии с одним вариантом осуществления основной слой представляет собой полимерную пленку, выбираемую из группы, состоящей из пленок на основе любого из полиэстеров, таких как полиэтилентерефталат (PET), одно- или двухосноориентированного PET (OPET, BOPET), неориентированного или одно- или двухосноориентированного полиэтиленфураноата (PEF), ориентированного или неориентированного полибутилентерефталата (PBT), полиэтиленнафталата (PEN), полиамидов, таких как ориентированный полиамид (PA, OPA, BOPA), сополимеров винилового спирта и этилена (EVOH), полиолефинов, таких как полипропилен, одно- или двухосноориентированный полипропилен (PP, OPP, BOPP), полиэтиленов, таких как ориентированный или неориентированный полиэтилен высокой плотности (HDPE), линейный полиэтилен низкой плотности (LLDPE) и сополимеры циклоолефина (COC), а также смесей любых из упомянутых полимеров, или многослойной пленки, имеющей поверхностный слой, содержащий любой из упомянутых полимеров или их смеси.
В соответствии с другим вариантом осуществления основной слой представляет собой пленку, содержащую барьерный полимер, который также придает некоторую механическую стабильность пленке, такой как, например, полиэстер (PET), одно- или двухосноориентированный полиэстер (BOPET), полиамид (ПА), одно- или двухосноориентированный полиамид (OPA, BOPA), сополимер винилового спирта и этилена (EVOH), ориентированный сополимер винилового спирта и этилена (BOEVOH), смеси двух или более из упомянутых полимеров или соэкструдируемые слои двух или более из упомянутых полимеров, такие как, например, ориентированный соэкструдируемый полиамид/сополимер винилового спирта и этилена/полиамид (PA/EVOH/PA).
В соответствии с одним дополнительным вариантом осуществления основной слой представляет собой полимерную пленку, выбираемую из группы, состоящей из пленок, основанных на любом из полиэстеров или полиамидов или их смесей, или многослойных пленок, имеющих поверхностный слой, содержащий любой из упомянутых полимеров или их смесей.
В одном дополнительном варианте осуществления основной слой представляет собой полимерную пленку, выбираемую из группы, состоящей из пленок, основанных на любом из полиэтилентерефталата (PET), одно- или двухосноориентированного PET (OPET, BOPET), полиамида, ориентированного полиамида (PA, OPA, BOPA), а также их смесей, или многослойную пленку, имеющую поверхностный слой, содержащий любой из упомянутых полимеров или их смесей.
В другом варианте осуществления основной слой представляет собой полиамидную пленку, причем полиамид выбирается из группы, состоящей из алифатических полиамидов, таких как полиамид 6 или полиамид 6,6, полуароматических полиамидов, таких как нейлон-MXD6 или Selar, а также смесей любых из упомянутых алифатических и полуароматических полиамидов.
В соответствии с одним дополнительным вариантом осуществления первое покрытие из аморфного алмазоподобного углерода (DLC) наносится с толщиной от 2 до 50 нм, например от 5 до 40 нм, например от 10 до 40 нм, например от 10 до 35 нм.
В соответствии с другим вариантом осуществления первое покрытие из аморфного алмазоподобного углерода представляет собой поддерживающее адгезию покрытие и наносится с толщиной от 2 до 50 нм, например от 2 до 10 нм, например от 2 до 5 нм.
В соответствии с одним дополнительным вариантом осуществления второе барьерное покрытие из аморфного алмазоподобного углерода наносится с толщиной от 2 до 50 нм, например от 2 до 40 нм, например от 2 до 10 нм, например от 2 до 5 нм.
Ламинированная барьерная пленка в соответствии с любым из вышеприведенных описаний, в которой основной слой является пленкой из ориентированного PET, которая может иметь толщину от 8 до 12 мкм, предпочтительно от 10 до 12 мкм.
Более тонкие субстраты из полимерных пленок действительно существуют коммерчески и могли бы использоваться в рамках настоящего изобретения, но в настоящее время нереалистично использовать пленки тоньше 8 мкм, а пленки тоньше чем 4 мкм было бы затруднительно использовать с точки зрения обращения с рулоном в промышленных процессах покрытия и ламинирования для упаковки. С другой стороны, пленки более толстые, чем 12-15 мкм, конечно, могут использоваться, но являются менее интересными для ламинированных упаковочных материалов по настоящему изобретению с точки зрения соотношения эффективность-стоимость. Если пленки являются более толстыми, чем 20 мкм, возникает риск того, что они станут более жесткими и недостаточно гибкими для применения в качестве покрывающих край полос. В соответствии с одним вариантом осуществления субстрат из полимерной пленки должен быть пленкой из ориентированного PET с толщиной 18 мкм или ниже, например от 10 до 18 мкм, например от 10 до 12 мкм, например приблизительно 12 мкм.
В соответствии со вторым аспектом настоящего изобретения предлагается покрывающая край термосвариваемая барьерная полоса, сделанная из ламинированной барьерной пленки, как определено выше.
В соответствии с третьим аспектом настоящего изобретения предлагается упаковочный контейнер, содержащий покрывающую край термосвариваемую барьерную полосу.
В соответствии с четвертым аспектом настоящего изобретения предлагается способ производства описанной выше ламинированной барьерной пленки, содержащий стадии осаждения из паровой фазы покрытия из аморфного алмазоподобного углерода (DLC) на предварительно произведенный основной слой и ламинирования покрытого таким образом DLC основного слоя на внешние слои непроницаемого для жидкости термосвариваемого полимера с обеих сторон покрытого основного слоя.
В соответствии с одним вариантом осуществления этого способа по меньшей мере один из внешних слоев из непроницаемого для жидкости термосвариваемого полимера наносится с помощью экструзии полимерного расплава на покрытый DLC основной слой.
В соответствии с другим вариантом осуществления этого способа по меньшей мере один из внешних слоев из непроницаемых для жидкости термосвариваемых полимеров ламинируется на покрытый DLC основной слой в форме предварительно произведенных полимерных пленок.
В соответствии с одним конкретным вариантом осуществления этот способ содержит дополнительную стадию обработки поверхности покрытого DLC основного слоя перед стадией ламинирования внешних слоев из непроницаемого для жидкости термосвариваемого полимера на обработанный таким образом покрытый DLC основной слой. Подходящими способами обработки поверхности являются плазменная обработка, обработка коронным разрядом, газопламенная обработка и другие способы окисляющей и/или восстанавливающей обработки поверхности. Такая обработка поверхности гарантирует, что свежие точки связывания будут доступны во время ламинирования на нагретый и/или расплавленный полимерный слой.
В соответствии с одним дополнительным вариантом осуществления этого способа термосвариваемый полимер представляет собой полиолефин, такой как полиэтиленовый гомо- или сополимер или смесь полиолефинов, состоящая в основном из такого полиэтиленового полимера.
В соответствии с одним конкретным вариантом осуществления внешние термосвариваемые слои содержат полиэтилен, выбираемый из группы, состоящей из линейного полиэтилена низкой плотности (LLDPE), металлоцен-LLDPE (m-LLDPE), полиэтилена очень низкой плотности (VLDPE), смеси двух или более из них, или смеси любого из упомянутых полимеров с LDPE. Преимущество включения таких полиэтиленов во внешний термосвариваемый слой заключается в том, что может быть сформировано более надежное и прочное герметичное соединение в более надежной операции по герметизации, потому что такие полиэтилены могут расширить температурное окно операции для формирования достаточно прочного сварного шва. В одном дополнительном варианте осуществления внешний термосвариваемый слой может быть построен из двух или больше подслоев из различных полимеров для того, чтобы сбалансировать свойства надежности и свойства прочности герметичного соединения друг с другом, как, например, в случае с подслоем из LDPE и подслоем, содержащим m-LLDPE.
В соответствии с одним вариантом осуществления этого способа слой субстрата из полимерной пленки представляет собой полимерную пленку, выбираемую из группы, состоящей из пленок на основе любого из полиэстеров, таких как полиэтилентерефталат (PET), одно- или двухосноориентированного PET (OPET, BOPET), неориентированного или одно- или двухосноориентированного полиэтиленфураноата (PEF), ориентированного или неориентированного полибутилентерефталата (PBT), полиэтиленнафталата (PEN), полиамидов, таких как ориентированный или неориентированный полиамид (PA, OPA, BOPA), сополимеров винилового спирта и этилена (EVOH), полиолефинов, таких как полипропилен, одно- или двухосноориентированный полипропилен (PP, OPP, BOPP), полиэтиленов, таких как ориентированный или неориентированный полиэтилен высокой плотности (HDPE), линейный полиэтилен низкой плотности (LLDPE) и сополимеры циклоолефина (COC), а также смесей любых из упомянутых полимеров, или многослойной пленки, имеющей поверхностный слой, содержащий любой из упомянутых полимеров или их смеси.
В соответствии с одним вариантом осуществления этого способа первое покрытие из аморфного алмазоподобного углерода (DLC) наносится с толщиной от 2 до 50 нм, например от 5 до 40 нм, например от 10 до 40 нм, например от 10 до 35 нм.
В соответствии с одним вариантом осуществления этого способа первое покрытие из аморфного алмазоподобного углерода представляет собой поддерживающее адгезию покрытие и наносится с толщиной от 2 до 50 нм, например от 2 до 10 нм, например от 2 до 5 нм.
В соответствии с одним вариантом осуществления этого способа второе покрытие из аморфного алмазоподобного углерода наносится с толщиной от 2 до 50 нм, например от 2 до 10 нм, например от 2 до 5 нм.
Покрывающая край полоса из ламинированной барьерной пленки, имеющей барьерное покрытие из осажденного аморфного алмазоподобного углерода, демонстрирует хорошие свойства во многих отношениях, таких как низкая проницаемость для кислорода (OTR), низкая водопаропроницаемость (WVTR), хорошие барьерные свойства для ароматов и запахов, а также имеет хорошие механические свойства в последующих операциях, таких как термосварка с ламинированным упаковочным материалом при складывании и герметизации в производстве пакетов из этого материала.
В частности было замечено, что ламинированная барьерная пленка в соответствии с настоящим изобретением имеет превосходную целостность за счет обеспечения превосходной адгезии между смежными слоями ламинированной конструкции, а также обеспечения хороших барьерных свойств. Для упаковки жидкостей и влажных пищевых продуктов особенно важно, чтобы адгезия промежуточного слоя внутри ламинированной барьерной пленки поддерживалась также во влажных условиях упаковки. Было подтверждено, что среди различных типов пароосаждаемых барьерных покрытий этот тип покрытий из DLC, наносимых посредством плазменной технологии покрытия, такой как плазмохимическое осаждение из паровой фазы (PECVD), имеет превосходные свойства целостности ламината. С другой стороны, барьерные покрытия с другими типами химии пароосаждения, такие как покрытия из SiOx или AlOx, не показывают хороших свойств целостности в ламинированном материале того же самого вида во влажных условиях. Эта экстраординарная адгезионная совместимость покрытий из DLC с полиолефинами, в частности с полиэтиленами, а также во влажных условиях, является неожиданной и удивительной, и делает такие барьерные пленки особенно подходящими для упаковки жидких продуктов.
За прошедшее время различные пароосаждаемые барьерные покрытия были рассмотрены на предмет их использования в ламинированных упаковочных материалах, которые соответствуют газобарьерным критериям, а также различным требуемым механическим и другим физическим свойствам. Пароосаждаемые барьерные слои могут наноситься посредством физического осаждения из паровой фазы (PVD) или химического осаждения из паровой фазы (CVD) на поверхность субстрата материала пленки. Сам материал субстрата также может способствовать некоторым свойствам, но прежде всего должен иметь подходящие поверхностные свойства для эффективного нанесения на него покрытия путем осаждения из паровой фазы.
Тонкие пароосаждаемые слои обычно имеют нанометровую толщину, то есть имеют толщину порядка нанометров, например от 1 до 500 нм (от 50 до 5000 ангстрем), предпочтительно от 1 до 200 нм, более предпочтительно от 1 до 100 нм и наиболее предпочтительно от 1 до 50 нм.
Одним обычным типом пароосаждаемого покрытия, часто имеющего некоторые барьерные свойства, в частности барьерные свойства для паров воды, являются так называемые слои металлизации, например покрытия из металлического алюминия, получаемые способом физического осаждения из паровой фазы.
Такой пароосаждаемый слой, по существу состоящий из металлического алюминия, может иметь толщину от 5 до 50 нм, что соответствует менее чем 1% алюминиевого металлического материала, присутствующего в алюминиевой фольге для упаковки обычной толщины, то есть 6,3 мкм. В то время как пароосаждаемые металлические покрытия требуют значительно меньшего количества металлического материала, они обеспечивают в лучшем случае лишь низкий уровень барьерных свойств для кислорода, и должны комбинироваться с дополнительным газобарьерным материалом для того, чтобы обеспечить окончательный ламинированный материал с достаточными барьерными свойствами. С другой стороны, такой пароосаждаемый слой может дополнять газобарьерный слой, у которого нет барьерных свойств для паров воды, и который является чувствительным к влаге.
Другими примерами пароосаждаемых покрытий являются покрытия из оксида алюминия (AlOx, Al2O3) и оксида кремния (SiOx). Обычно такие PVD-покрытия являются более хрупкими и менее подходящими для включения в упаковочные материалы путем ламинирования. Исключением являются металлизированные слои, которые действительно имеют подходящие механические свойства для материала ламинирования, несмотря на то, что они осаждаются из паровой фазы, однако обычно они обеспечивают более слабый барьер для газообразного кислорода.
Другие покрытия, которые были изучены для ламинированных упаковочных материалов, могут наноситься посредством плазмохимического осаждения из паровой фазы (PECVD), в котором пары соединения осаждаются на субстрат при более или менее окисляющих обстоятельствах. Покрытия из оксида кремния (SiOx) могут, например, также наноситься с помощью процесса PECVD, и могут тогда приобретать очень хорошие барьерные свойства при некоторых условиях покрытия и составах газа. К сожалению, покрытия из SiOx показывают плохие свойства адгезии при ламинировании экструзией из расплава к полиолефинам и другим смежным полимерным слоям, и ламинированный материал подвергается воздействию влажных условий упаковки. Специальные дорогие клейкие вещества или клейкие полимеры необходимы для того, чтобы достичь и поддерживать достаточную адгезию в упаковочном ламинате такого типа, предназначенного для упаковки жидкостей.
В соответствии с настоящим изобретением ламинированная барьерная пленка имеет барьерное пароосаждаемое покрытие из аморфного гидрированного углерода, так называемого алмазоподобного углерода (DLC), наносимое с помощью плазмохимического осаждения из паровой фазы (PECVD). DLC определяет класс аморфного углеродного материала, который проявляет некоторые из типичных свойств алмаза. Предпочтительно в качестве рабочего газа в плазме для производства этого покрытия используется газообразный углеводород, такой как, например, ацетилен или метан. Как было подчеркнуто выше, было замечено, что такие покрытия из DLC обеспечивают хорошую и достаточную адгезию к смежным полимерным или клейким слоям в ламинированном упаковочном материале при влажных условиях тестирования. Особенно хорошая адгезионная совместимость со смежными ламинированными полимерными слоями, то есть полимерными слоями, которые приклеиваются или наносятся на барьерное покрытие из DLC, была отмечена для полиолефинов, и в частности для полиэтилена и сополимеров на основе полиэтилена.
Барьерное покрытие из DLC таким образом обеспечивает хорошие барьерные свойства и свойства целостности для ламинированной барьерной пленки, содержащей основной слой, имеющий барьерное покрытие, за счет хороших механических свойств, хороших барьерных свойств для различных веществ, мигрирующих через такие ламинированные материалы в любом направлении, а также за счет превосходной адгезии к смежным полимерным слоям в ламинате. Соответственно, покрывающая край полоса, содержащая основной слой из полимерной пленки, имеющей барьерное покрытие из DLC, может обеспечить упаковочному контейнеру кислородобарьерные свойства, а также водопаробарьерные свойства для длительного хранения в обычных условиях, например в течение 2-6 мес, например вплоть до 12 мес. В дополнение к этому, барьерное покрытие из DLC обеспечивает хорошие барьерные свойства для различных ароматических и пахучих веществ, присутствующих в упакованном пищевом продукте, для низкомолекулярных веществ, возможно появляющихся в смежных слоях материалов, а также для запахов и других газов. Кроме того, барьерное покрытие из DLC показывает хорошие механические свойства, когда оно наносится на основной слой субстрата из полимерной пленки, выдерживая ламинирование и последующие термосварку и складывание ламинированной барьерной пленки при использовании в качестве покрывающей край полосы в заполненных картонных упаковках. Например, полиэстерные и полиамидные пленки обеспечивают превосходные основные слои и поверхности субстрата для инициирования и роста слоя покрытия из DLC во время процесса покрытия осаждением из паровой фазы. Благоприятные условия в процессе покрытия приводят к улучшенному качеству покрытия, и таким образом слой покрытия может быть сделан более тонким при сохранении желаемых барьерных свойств, а также свойств когезии и адгезии.
Деформация начала растрескивания (COS) для двухосноориентированной пленки из PET, покрытой барьерным покрытием из DLC, может быть более высокой, чем 2%, и это может обычно относиться к тому, что кислородобарьерные свойства покрытия не начнут ухудшаться до тех пор, пока деформация пленки не станет выше 2%.
Барьерное покрытие из DLC может быть осаждено на субстрат посредством плазмохимической технологии нанесения покрытия, например с помощью плазмы магнетронного электрода, емкостно связанного с источником питания, как описано в американском патенте № 7806981, или с помощью радиочастотного плазмохимического осаждения из паровой фазы, индуктивно связанного и использующего углеродсодержащий прекурсор, как описано в европейском патенте EP0575299B1.
В соответствии с одним вариантом осуществления основной слой представляет собой пленку из BOPET с толщиной 12 мкм или ниже, например от 8 до 12 мкм. Ориентированные пленки обычно показывают увеличенную прочность и жесткость к разрыву или прорубанию пленки, и при их включении в ламинированные упаковочные материалы такие пленки могут вызывать трудности при открытии пакета. При выборе таких субстратов из полимерной пленки для основного слоя настолько тонких, насколько это возможно, могут быть получены очень гибкие покрывающие край полосы, которые являются легко термосвариваемыми с поверхностью упаковочного материала.
Пленки из PET являются надежными и экономически эффективными пленками с хорошими механическими свойствами, что наряду с некоторой врожденной устойчивостью к высоким температурам и относительной стойкостью к химическим веществам и влаге делает их особенно подходящими субстратами для пароосаждаемых покрытий из DLC. Поверхность пленки из PET также обладает высокой гладкостью и хорошим сродством к пароосаждаемым покрытиям из DLC. В соответствии с одним дополнительным вариантом осуществления основной слой является пленкой из BOPET, которая имеет покрытие из праймера адгезии, нанесенное на другую сторону пленки из BOPET для того, чтобы обеспечить более хорошее соединение со смежными слоями с обеих сторон барьерной пленки при ее ламинировании в ламинированный упаковочный материал.
В соответствии с другим вариантом осуществления основной слой является пленкой из BOPET, которая имеет дополнительное покрытие из DLC, нанесенное на другую сторону пленки из BOPET для того, чтобы обеспечить более хорошее соединение со смежными слоями с обеих сторон барьерной пленки при ее ламинировании в ламинированный упаковочный материал.
Покрытия из DLC дополнительно имеют то преимущество, что они пригодны для повторного использования, поскольку не оставляют при повторной переработке таких остатков, которые содержали бы элементы или материалы, не существующие в естественном виде в природе и окружающей среде.
Примерами подходящих термопластичных полимеров для внешних термосвариваемых непроницаемых для жидкости слоев в структуре ламинированной пленки по настоящему изобретению являются полиолефины, такие как гомо- или сополимеры полиэтилена и полипропилена, предпочтительно полиэтилены и более предпочтительно полиэтилены, выбираемые из группы, состоящей из полиэтилена низкой плотности (LDPE), линейного LDPE (LLDPE), получаемых на катализаторе с единым центром полимеризации на металле металлоценовых полиэтиленов (m-LLDPE), а также их смесей или сополимеров. В соответствии с одним вариантом осуществления внешние термосвариваемые и непроницаемые для жидкости слои могут состоять из смеси m-LLDPE и LDPE для оптимальных свойств ламинирования и термосвариваемости.
В соответствии с одним альтернативным вариантом осуществления подходящие связывающие слои, внутренние для слоистой пленки, то есть находящиеся между внешним термосвариваемым слоем и покрытым барьером или праймером основным слоем, могут быть так называемыми клейкими термопластичными полимерами, такими как модифицированные полиолефины, которые главным образом основаны на сополимерах LDPE или LLDPE или привитых сополимерах с мономерными звеньями, содержащими функциональную группу, такую как карбоновые или глицидиловые функциональные группы, например мономеры (мет)акриловой кислоты или малеинового ангидрида (MAH) (то есть сополимер акриловой кислоты и этилена (EAA) или сополимер метакриловой кислоты и этилена (EMAA)), сополимер этилена и глицидил(мет)акрилата (EG(M)A) или полиэтилен с привитым малеиновым ангидридом (MAH-g-PE). Другим примером таких модифицированных полимеров или клейких полимеров являются так называемые иономеры или иономерные полимеры. Предпочтительно модифицированный полиолефин представляет собой сополимер акриловой кислоты и этилена (EAA) или сополимер метакриловой кислоты и этилена (EMAA).
Соответствующие модифицированные термопластичные клейкие вещества или связывающие слои на основе полипропилена также могут быть полезными, в зависимости от требований к упаковочным контейнерам.
Такие клейкие полимерные слои или связывающие слои наносятся вместе с соответствующим внешним слоем в ходе операции по нанесению покрытия соэкструдированием.
Однако обычно использование вышеописанных клейких полимеров не должно быть необходимым для связывания с барьерным покрытием из DLC по настоящему изобретению. Было установлено, что достаточная и адекватная адгезия к слоям полиолефина, и в частности к слоям полиэтилена составляет по меньшей мере 200 Н/м, например по меньшей мере 300 Н/м. Измерения адгезии выполняются при комнатной температуре с помощью устройства для определения силы отдирания под углом 180° (производства компании Telemetric Instrument AB) через 24 час после ламинирования LDPE. Отдирание выполняется по границе DLC/LDPE, причем отдирается барьерная пленка. При необходимости капельки дистиллированной воды добавляются к очищенной границе во время отслаивания для оценки адгезии во влажных условиях, то есть таких условиях, когда ламинированный упаковочный материал был насыщен влагой, мигрирующей через слои материала из жидкости, хранящейся в упаковочном контейнере, сделанном из ламинированного материала, и/или в результате хранения во влажной окружающей среде. Значение адгезии выражается в Н/м и является средним из 6 измерений.
Значение сухой адгезии больше чем 200 Н/м гарантирует, что слои не будут расслаиваться при нормальных условиях производства упаковки, например при сгибании и формовании слоистого материала складыванием. Влажная адгезия того же самого уровня гарантирует, что слои упаковочного ламината не будут расслаиваться после заполнения и формирования упаковки, во время транспортировки, дистрибуции и хранения.
Внешние термосвариваемые полимерные слои могут быть нанесены непосредственно на субстрат из полимерной пленки, имеющий нанесенный на него барьерный слой из DLC, с использованием обычных методик и машин, например известных для ламинирования алюминиевой фольги, в частности горячего ламинирования (экструдирования) полимерного слоя из расплавленного полимера на барьерное покрытие из DLC. Кроме того, возможно использование предварительно изготовленной полимерной пленки и связывание ее прямо к покрытой барьером пленкой носителя путем ее локального плавления, например за счет применения горячего цилиндра или нагретого ролика. Кроме того, возможно ламинирование полимерного слоя на покрытую барьером пленку с помощью растворителя, хотя это менее предпочтительно с экологической точки зрения. Из вышесказанного очевидно, что покрытая DLC барьерная пленка может обрабатываться аналогично барьеру из алюминиевой фольги в способах ламинирования и преобразования в ламинированный упаковочный материал, то есть посредством ламинирования способом экструзии и экструзионного нанесения покрытия. Оборудование и способы ламинирования не требуют никакой модификации, например добавления конкретных клейких полимеров или связующих веществ/связывающих слоев, как это может требоваться в ранее известных материалах с плазменным покрытием.
Было замечено, что при ламинировании поверхности барьерного покрытия из DLC к смежному слою, например, полиэтилена, такого как LDPE, кислородобарьерные свойства за счет вклада барьерной пленки увеличиваются в 2-3 раза. Это улучшение барьера за счет простого ламинирования барьерного покрытия из DLC по настоящему изобретению не может быть объяснено простой теорией ламината, согласно которой
1/OTR=SUMi(1/OTRi)
и на самом деле улучшает полный барьер независимо от индивидуального вклада каждого слоя ламината в OTR. Считается, что именно превосходная адгезия между покрытием из DLC и поверхностью полиолефина приводит к особенно хорошо интегрированному интерфейсу между этими двумя материалами, и тем самым к улучшенным кислородобарьерным свойствам.
В одном предпочтительном варианте осуществления настоящего изобретения сила отдирания между слоем барьерного покрытия из DLC и следующим связывающим полимерным слоем ламинирования, измеряемая с помощью способа испытания на отдирание под углом 180° в сухих и влажных условиях (путем добавления воды на отслаиваемую границу, как было описано выше), является более высокой, чем 200 Н/м, например выше чем 300 Н/м. Значение сухой адгезии больше чем 200 Н/м гарантирует, что слои не будут расслаиваться при нормальных условиях производства, например при сгибании и формовании слоистого материала складыванием. Влажная адгезия того же самого уровня гарантирует, что слои упаковочного ламината не будут расслаиваться после заполнения и формирования упаковки, во время транспортировки, дистрибуции и хранения.
Типичный ламинированный картонный упаковочный материал, подходящий для формирования картонного упаковочного контейнера для жидкости по настоящему изобретению, может содержать основной слой из бумаги или картона, обычно имеющий изгибающее усилие 320 мН, и дополнительно внешний непроницаемый для жидкости и термосвариваемый слой из полиолефина, нанесенный с наружной стороны основного слоя, которая должна быть обращена наружу упаковочного контейнера, произведенного из этого упаковочного ламината. Полиолефин внешнего слоя может быть обычным полиэтиленом низкой плотности (LDPE), обладающим качеством термосвариваемости, но может также дополнительно включать в себя подобные полимеры, включая LLDPE. Внутренний непроницаемый для жидкости и термосвариваемый слой располагается на противоположной стороне основного слоя, которая должна быть обращена внутрь упаковочного контейнера, произведенного из этого упаковочного ламината, то есть этот внутренний слой будет непосредственно контактировать с упакованным продуктом. Таким образом самый внутренний термосвариваемый слой, который должен формировать самые герметичные уплотнения упаковочного контейнера для жидкости, сделанного из ламинированного упаковочного материала, содержит один или более полиэтиленов, выбираемых из группы, состоящей из LDPE, линейного полиэтилена низкой плотности (LLDPE), и LLDPE, получаемого путем полимеризации мономера этилена с альфа-олефиновым алкиленовым мономером C4-C8, более предпочтительно C6-C8, в присутствии металлоценового катализатора, то есть так называемого металлоцен-LLDPE (m-LLDPE). Самый внутренний термосвариваемый слой альтернативно может состоять из двух или нескольких подслоев из одинаковых или различных видов LDPE или LLDPE или их смесей.
Основной слой ламинируется на барьерную пленку или фольгу, которая соответственно располагается между основным слоем и самым внутренним термосвариваемым слоем. Барьерная пленка или фольга может быть алюминиевой фольгой или покрытой барьером полимерной пленкой.
В одном конкретном варианте осуществления такая барьерная пленка содержит слой субстрата из полимерной пленки, такой как ориентированная пленка из PET, имеющая толщину 12 мкм, которая наносится на первую сторону с тонким слоем пароосажденного с помощью PECVD барьерного материала из аморфного DLC, с толщиной 2-50 нм, например от 5 до 40 нм. На его второй, противоположной стороне субстрат из полимерной пленки покрывается поддерживающим адгезию праймером, в данном случае 2-DEF, композицией праймера производства компании Mitsubishi Chemicals. Альтернативно субстрат из полимерной пленки может быть покрыт вторым покрытием из аморфного DLC. Второе покрытие из аморфного DLC может также добавлять барьерные свойства, но может также действовать просто как поддерживающее адгезию покрытие из праймера, и может тогда иметь малую толщину, такую как 2-4 нм.
Первая, покрытая DLC сторона покрытой таким образом барьером пленки ламинируется на основной слой с помощью промежуточного слоя из связывающего термопластичного полимера или с помощью функционализированного клейкого полимера на основе полиолефина, в данном примере полиэтилена низкой плотности (LDPE). Промежуточный связывающий слой формируется посредством экструзионного ламинирования основного слоя и долговременной барьерной пленки друг к другу. Толщина промежуточного связывающего слоя может составлять от 7 до 20 мкм, более предпочтительно от 12-18 мкм. Между этими слоями будет получена превосходная адгезия, обеспечивающая хорошую целостность ламинированного материала, в котором осажденное с помощью PECVD барьерное покрытие из DLC содержит существенное количество углеродного материала, который показывает хорошую адгезионную совместимость с органическими полимерами, такими как полиолефины, в частности такие как полиэтилен и сополимеры на основе полиэтилена.
В соответствии с одним вариантом осуществления настоящего изобретения предлагается упаковочный контейнер, в котором ламинированный упаковочный материал представляет собой описанный выше картонный ламинат с внешним и внутренним термосвариваемыми слоями и внутренней барьерной пленкой, имеющей покрытие из DLC по меньшей мере на одной стороне, у которого при складывании и запечатывании в упаковочный контейнер открытые края надреза в продольном соединении внахлест покрываются полосой из ламинированной барьерной пленки, как определено в приложенной формуле изобретения.
ПРИМЕРЫ И ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Далее предпочтительные варианты осуществления настоящего изобретения будут описаны со ссылками на сопроводительные чертежи, в которых:
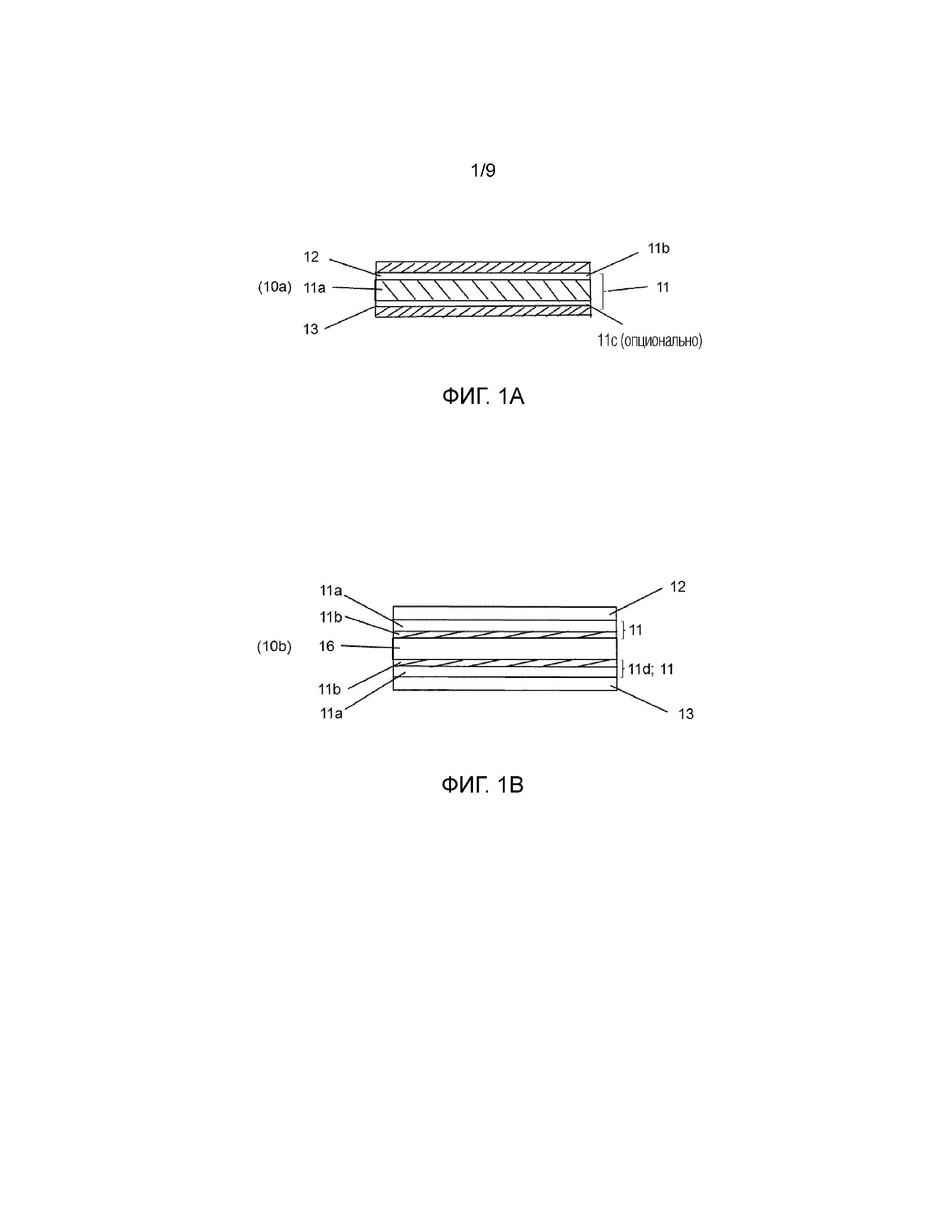
Фиг. 1a показывает схематическое поперечное сечение ламинированной барьерной пленки многослойного типа для продольной полосы покрытия края уплотнения в соответствии с одним вариантом осуществления настоящего изобретения,
Фиг. 1b показывают схематическое поперечное сечение дополнительного варианта осуществления ламинированной барьерной пленки многослойного типа для продольной полосы покрытия края уплотнения в соответствии с дополнительным вариантом осуществления настоящего изобретения,
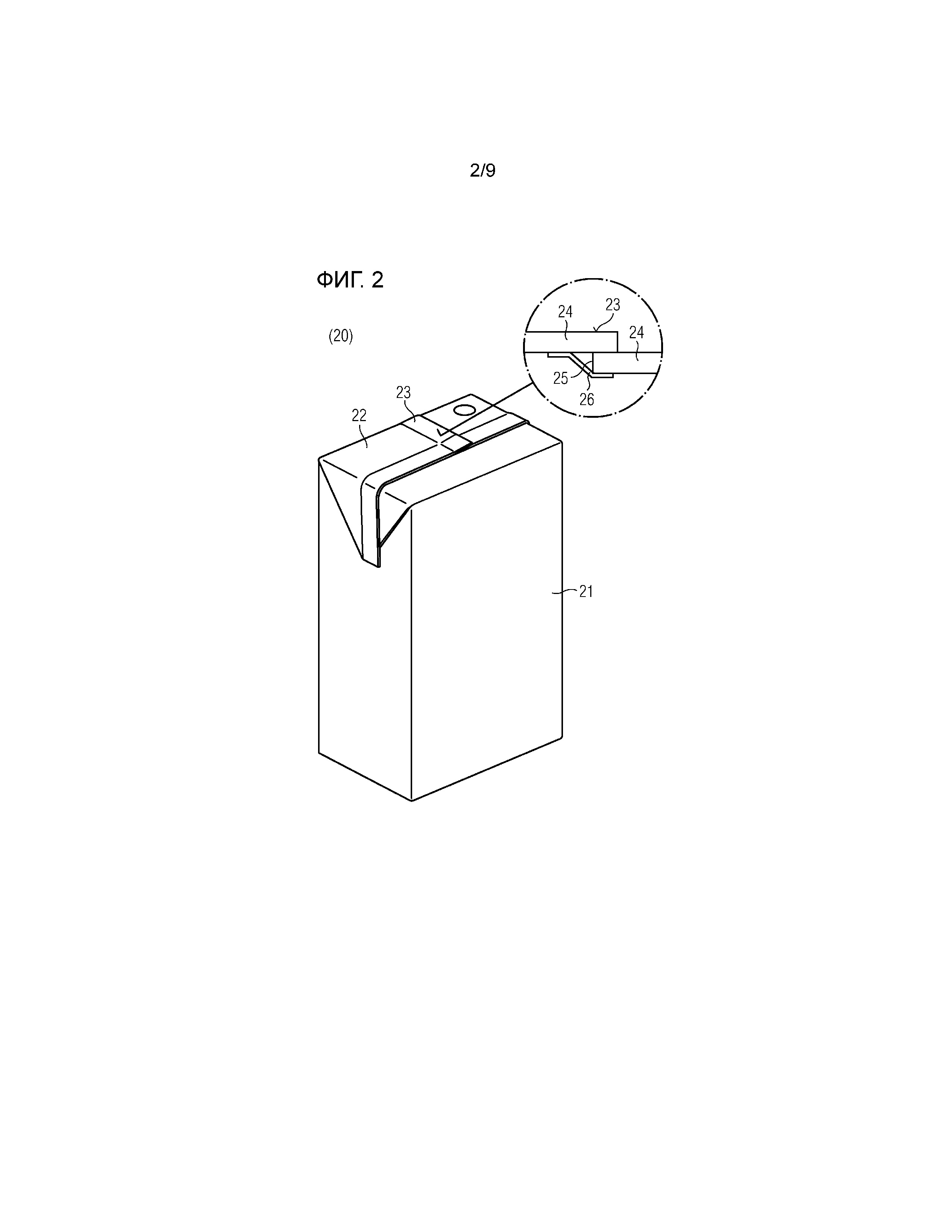
Фиг. 2 схематично показывает использование и положение продольной полосы покрытия края уплотнения в упаковочном контейнере, складываемом, наполняемом и запечатываемом из упаковочного ламината на основе картона,
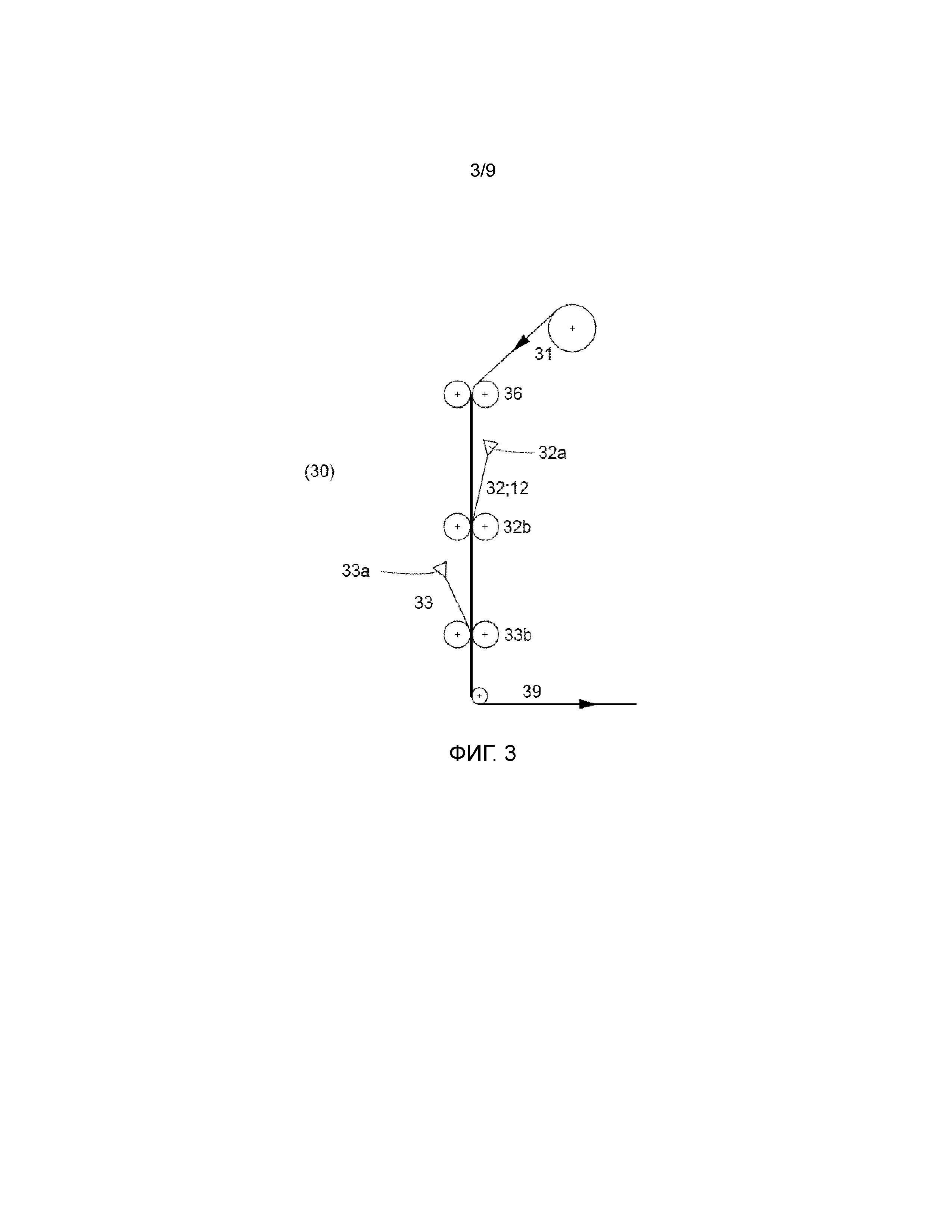
Фиг. 3 схематично показывает способ для ламинирования термосвариваемой барьерной пленки, показанной на Фиг. 1a,
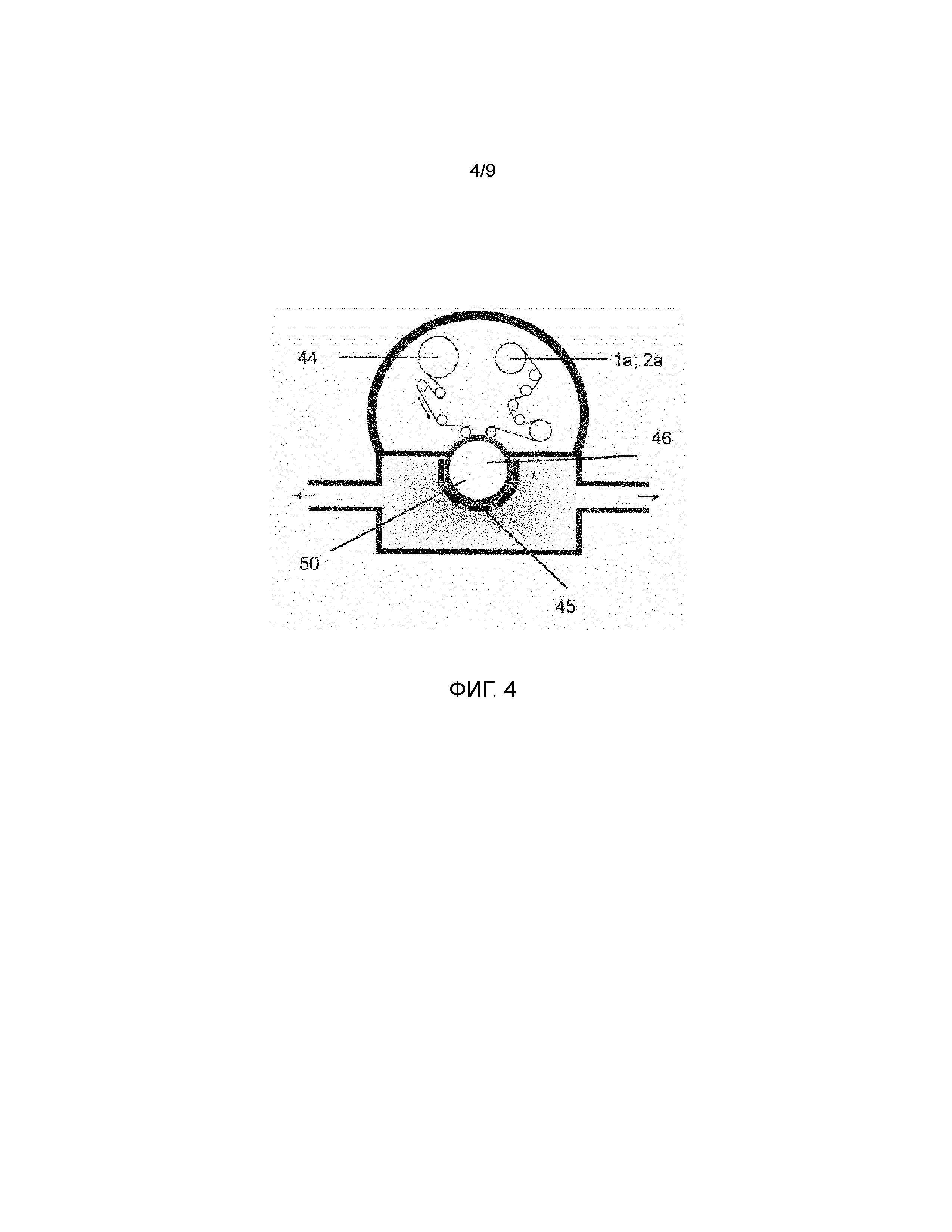
Фиг. 4 показывает схематический вид примера устройства для плазмохимического осаждения из паровой фазы (PECVD) покрытия на пленку субстрата основного слоя,
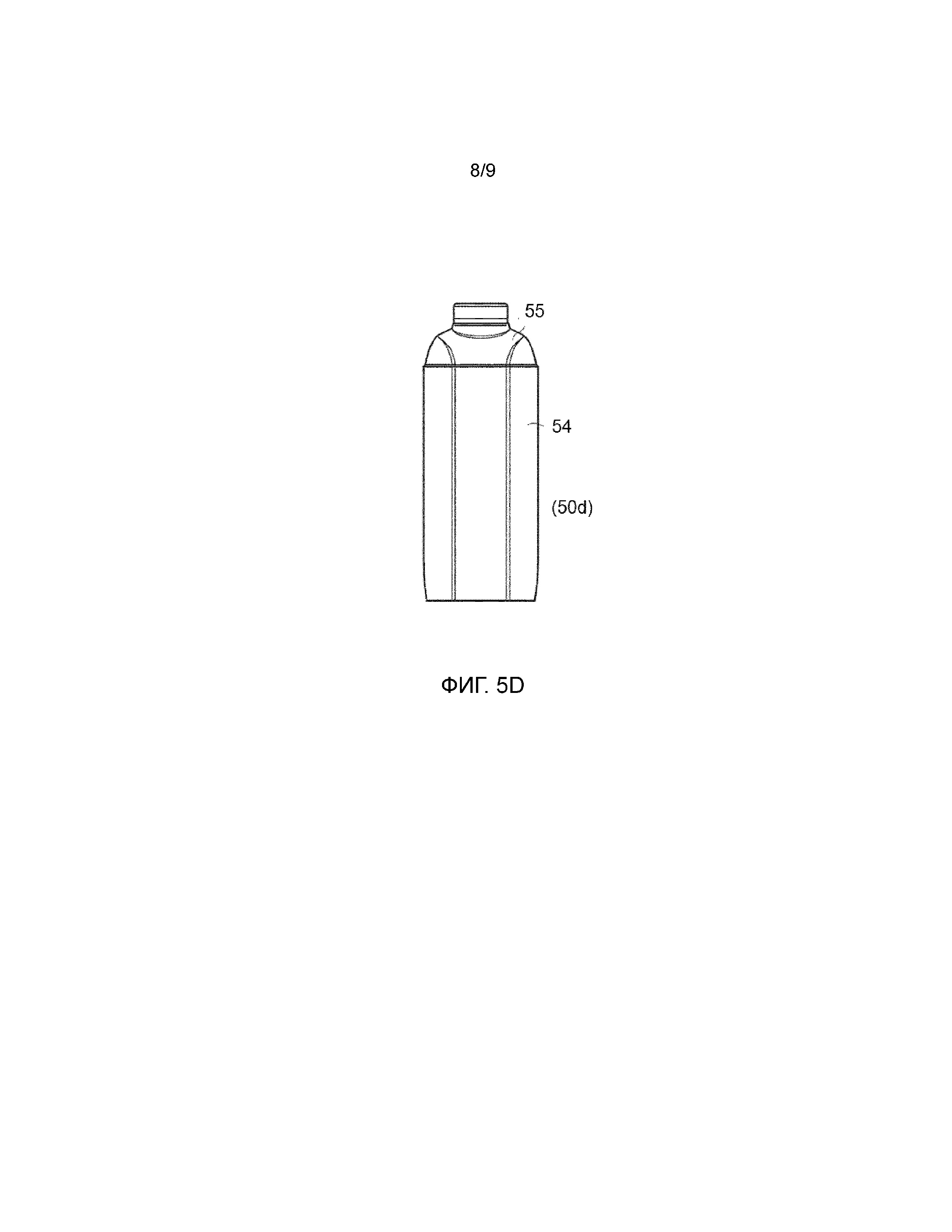
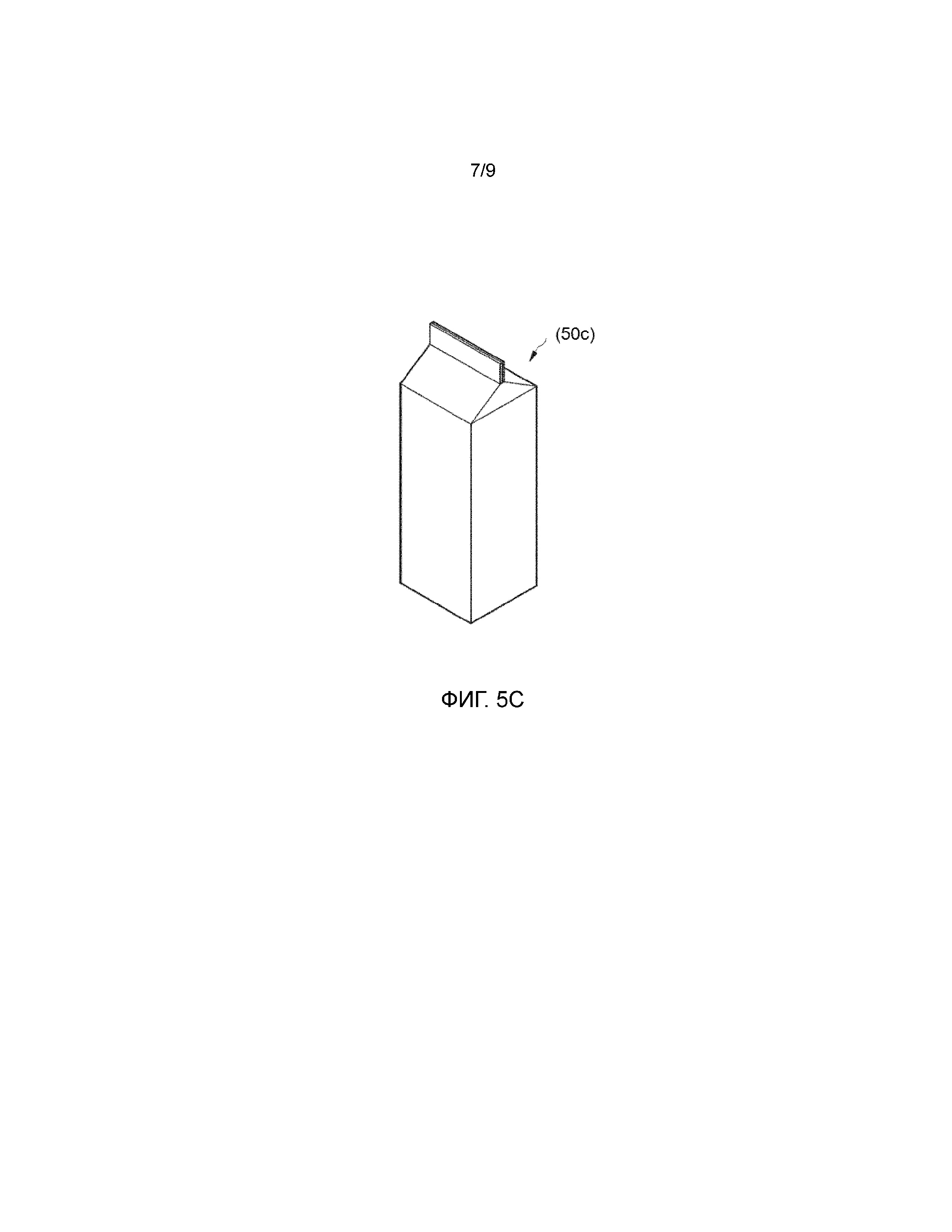
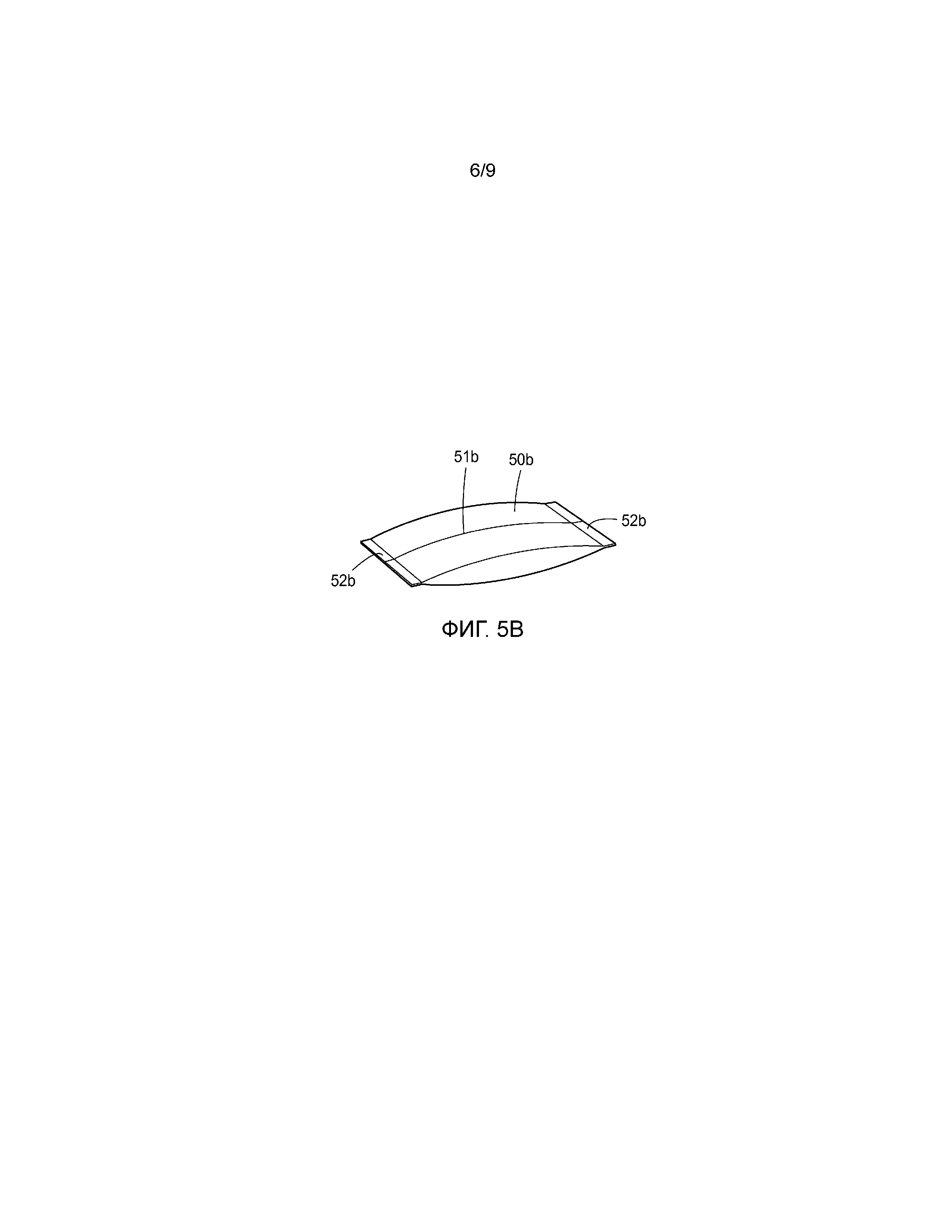
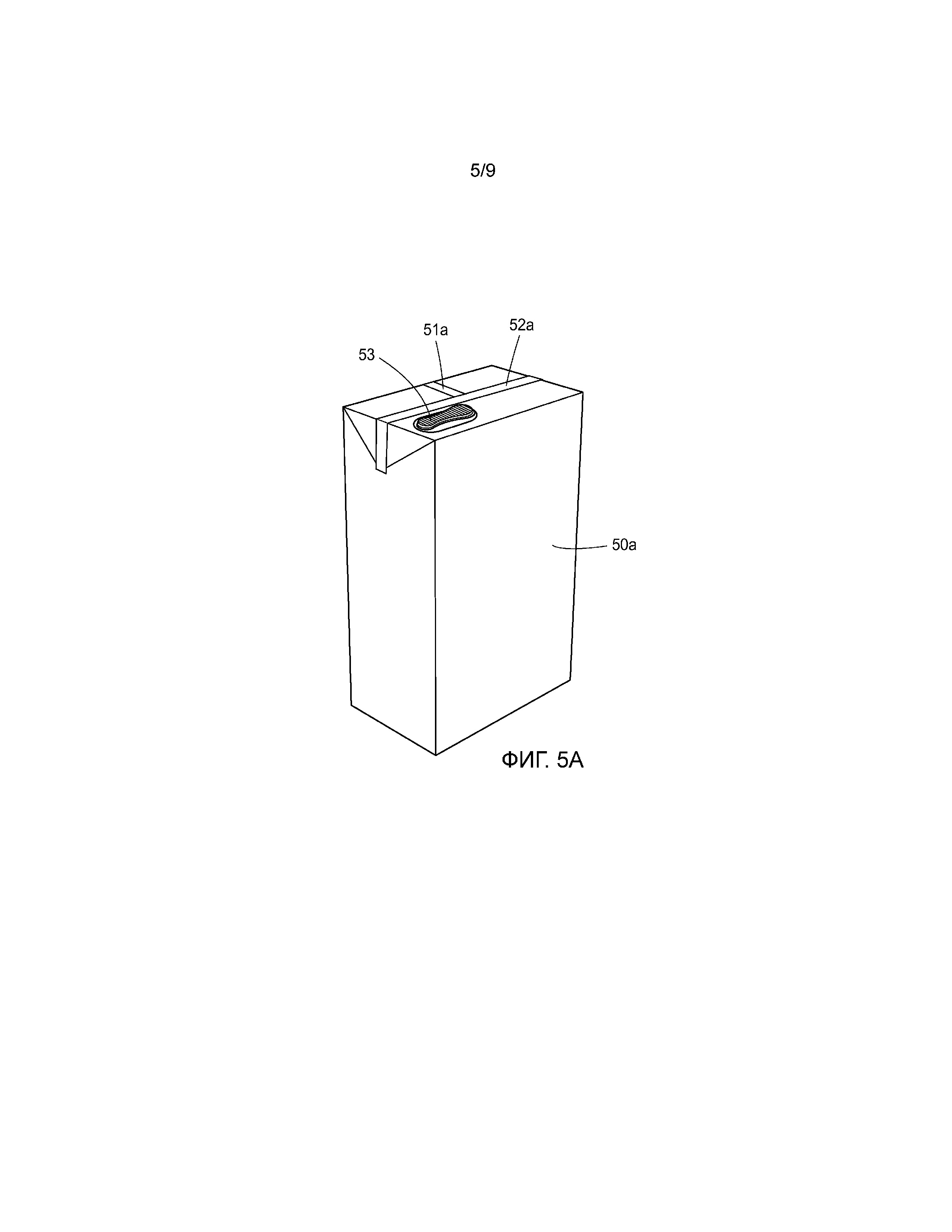
Фиг. 5a, 5b, 5c и 5d показывают типичные примеры упаковочных контейнеров, которые могут быть запечатаны с помощью покрывающей край полосы в соответствии с настоящим изобретением, и
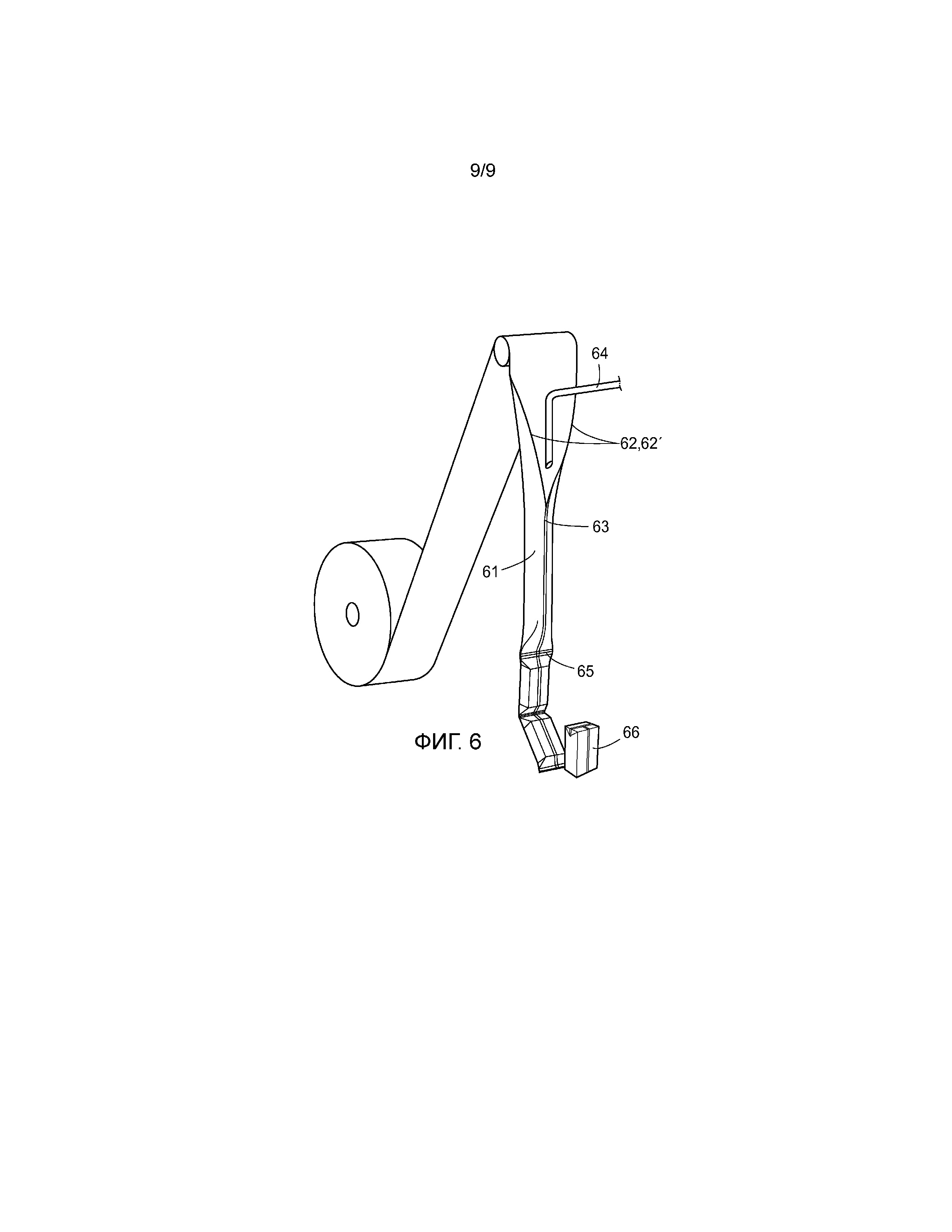
Фиг. 6 показывает принцип того, как такие упаковочные контейнеры производятся из рулона упаковочного ламината в непрерывном процессе формирования, заполнения и запечатывания, причем нанесение полосы не показано.
Примеры
Пример 1
Пленки из двухосно ориентированного полиэтилентерефталата (BOPET марок Hostaphan RNK12 и RNK12-2DEF производства компании Mitsubishi) толщиной 12 мкм были покрыты различными покрытиями с помощью плазмохимического осаждения из паровой фазы (PECVD) в вакуумных условиях в плазменном реакторе типа «рулон за рулоном». Алмазоподобное аморфное гидрированное углеродное покрытие (DLC) было нанесено на некоторые образцы пленки в соответствии с настоящим изобретением, в то время как другие барьерные покрытия были нанесены с помощью PECVD на другие образцы. Другими барьерными покрытиями PECVD для сравнительных примеров были покрытия из SiOx, где x варьировался от 1,5 до 2,2, покрытия из SiOxCy и покрытия из SiOxCyNz, соответственно, где значение (y+z)/x составляло от 1 до 1,5. Эти другие кремнийсодержащие барьерные покрытия были сформированы из газа, содержащего органосилановые прекурсорные соединения. Образцы пленки в соответствии с настоящим изобретением были покрыты алмазоподобным аморфным гидрированным углеродным покрытием DLC из плазмы, сформированной из чистого газообразного ацетилена.
Используемая плазма была емкостно соединена с источником питания с частотой 40 кГц, и магнитно удерживалась электродами несбалансированного магнетрона, размещенными на некотором расстоянии от круговой поверхности вращающегося барабана, который функционировал в качестве комбинированного средства транспортировки рулона пленки и электрода. Субстрат из полимерной пленки охлаждался с помощью средств охлаждения внутри барабанных средств транспортировки рулона.
Покрытие из DLC в первом примере наносилось с толщиной приблизительно 15-30 нм, а во втором примере - с толщиной всего лишь приблизительно 2-4 нм.
Покрытия из SiOx наносились с толщиной приблизительно 10 нм.
Покрытые таким образом барьером образцы пленки субстрата были после этого покрыты с помощью экструзии слоем с толщиной 15 г/м2 из полиэтилена низкой плотности (LDPE), тип которого соответствовал материалам LDPE связывающего слоя ламината, который традиционно используется для экструзионного ламинирования картона к алюминиевой фольге в картонных упаковочных ламинатах для жидкостей.
Значение OTR измерялось с помощью прибора Oxtran 2-60 (производства компании Mocon Inc.), основанного на кулонометрических чувствительных элементах, со среднеквадратичным отклонением результатов ±0,5 см3/м2/день.
Этот способ определения OTR идентифицирует количество кислорода на единицу площади поверхности, проходящего за единицу времени через материал при определенной температуре с учетом атмосферного давления и выбранной движущей силы.
Измерения водопаропроницаемости (WVTR) выполнялись с помощью прибора Lyssy (в соответствии со стандартом ASTM F1249-01 с использованием модулируемого инфракрасного датчика для определения относительной влажности и измерения WVTR) при 38°C и 90%-ой движущей силе. Этот метод испытаний предназначен для измерения свойства водопаропроницаемости (WVTR) пленок. Процедура соответствует стандарту ASTM F1249-01, использующему модулируемый инфракрасный датчик для определения относительной влажности и измерения WVTR.
Адгезия между покрытым экструдированием слоем LDPE и покрытой барьером пленки субстрата из PET измерялась с помощью способа отдирания под углом 180° в сухих и влажных условиях (путем добавления дистиллированной воды на отслаиваемую границу), как было описано выше. Значение адгезии больше чем 200 Н/м гарантирует, что слои не будут расслаиваться при нормальных условиях производства, например при сгибании и формовании слоистого материала складыванием. Влажная адгезия того же самого уровня гарантирует, что слои упаковочного ламината не будут расслаиваться после заполнения и формирования упаковки, во время транспортировки, дистрибуции и хранения.
Таблица 1
|
Как можно видеть из результатов, показанных в Таблице 1, имеется некоторая недостаточная сухая адгезия между барьерными покрытиями из чистого SiOx, и нанесенных на них экструдированием покрытий из LDPE, в то время как адгезия резко ухудшается во влажных условиях.
В экспериментах с более продвинутыми формулами SiOx, содержащими также углеродные и азотные атомы, было замечено некоторое улучшение в свойствах сухой и/или влажной адгезии по сравнению с покрытием из чистого SiOx, но свойства влажной адгезии оставались недостаточными, то есть ниже 200 Н/м.
Сухая адгезия покрытия DLC к экструдированному на него покрытию из LDPE является несколько более хорошей, чем для лучшего из протестированных покрытий из SiOxCyNz. Более важная и непредвиденная разница по сравнению с покрытиями из SiOxCyNz заключается в том, что адгезия остается постоянной во влажных условиях, т.е. при условиях в ламинированной картонной упаковке для напитков.
Кроме того, и довольно удивительно, превосходная адгезия покрытий из DLC со значениями выше 200 Н/м остается также неизменной, когда покрытие DLC делается более тонким, вплоть до 2 нм толщины, то есть в том случае, когда фактически нет никаких барьерных свойств. Это справедливо как для сухих, так и для влажных условий для образцов пленок.
Конечно, когда такие пленки ламинируются в структуры ламинированной пленки, предпочтительно наносить такое покрытие из DLC с обеих сторон основного слоя, чтобы обеспечить превосходную адгезию с обеих сторон пленки. Альтернативно адгезия к смежным слоям на противоположной стороне пленки субстрата может быть гарантирована отдельно наносимой композицией химического праймера, такой как праймер 2DEF® производства компании Mitsubishi. Поддерживающий адгезию слой из DLC является предпочтительным как с экологической точки зрения, так и в плане затрат, поскольку он использует в слое адгезии только атомы углерода и поскольку он может быть сделан очень тонким для того, чтобы обеспечить только адгезию, или более толстым для того, чтобы обеспечить также барьерные свойства. При любой толщине покрытия из DLC получаемая адгезия является по меньшей мере столь же хорошей, как и при использовании химического праймера (такого как 2 DEF® производства компании Mitsubishi), как в сухих, так и во влажных условиях.
Пример 2
Пленка из BOPET, аналогичная использованной в Примере 1, была покрыта аналогичными тонкими покрытиями из DLC на одной и двух сторонах, как описано в Таблице 2. Значение OTR измерялось как см3/м2/день/атм при 23°C и 50%-ой относительной влажности тем же самым способом, что и в Примере 1. Покрытые DLC пленки были затем ламинированы в структуры упаковочного материала, включающие в себя картон с внешним слоем из LDPE, посредством связывающего слоя из 15 г/м2 LDPE, а затем дополнительно покрыты с противоположной стороны пленки внутренним слоем из смеси LDPE и mLLDPE с плотностью покрытия 25 г/м2. Значение OTR для ламинированного упаковочного материала измерялось тем же самым способом, который был описан ранее.
После этого эти ламинированные упаковочные материалы были преобразованы в стандартные асептические упаковочные контейнеры Tetra Brik® емкостью 1000 мл, и для них полная кислородопроницаемость была дополнительно измерена с помощью прибора Mocon 1000 при 23°C и 50%-ой относительной влажности.
|
Неожиданно было найдено, что при измерении на ламинированном упаковочном материале и на пакетах из этого упаковочного материала кислородобарьерные свойства были на том же самом уровне или даже улучшались при использовании пленки Теста B, хотя пленка в Тесте B была покрыта только двумя очень тонкими покрытиями из DLC, в то время как в Тесте A одно из покрытий было более толстым и фактически предназначалось для обеспечения получаемых кислородобарьерных свойств пленки. При измерениях на покрытых барьером пленках пленка Теста A действительно была лучше, но после ламинирования в окончательную структуру ламинированного упаковочного материала и использования в упаковочном контейнере обе эти пленки давали очень хорошие результаты, и пленка Теста B была даже лучше, чем пленка Теста A.
Таким образом с помощью описанных выше покрытых DLC барьерных пленок обеспечиваются ламинированные пленки с высокой целостностью, которые сохраняют превосходную адгезию между слоями даже при использовании в упаковке для жидкости, то есть когда ламинированный материал подвергается воздействию влажных условий, и которые могут поэтому предохранять другие слои ламинированной пленки от ухудшения их свойств для того, чтобы обеспечить настолько хорошие свойства ламинированного материала, насколько это возможно. Поскольку покрытия из DLC в большинстве случаев обеспечивают как хорошие кислородобарьерные свойства, и барьерные свойства для паров воды, они представляют собой весьма ценный тип барьерного покрытия для использования в картонной упаковке для жидких продуктов питания.
Далее, что касается приложенных чертежей:
На Фиг. 1a показан в поперечном сечении первый вариант осуществления ламинированного упаковочного материала 10 по настоящему изобретению. Он содержит барьерную пленку 11, имеющую слой 11a субстрата из полимерной пленки, имеющий поверхность из PET или PA, в данном случае из ориентированной пленки из PET (BOPET), имеющей толщину 12 мкм, в которой слой субстрата покрыт покрытием 11b из аморфного DLC с помощью плазмохимического осаждения из паровой фазы (PECVD) для улучшения кислородного барьера (для уменьшения значения OTR) барьерной пленки. Пароосажденное покрытие 11b представляет собой покрытие из гидрированного углерода (C:H), которое равномерно осаждается на по существу прозрачное покрытие. Толщина покрытия из DLC составляет 20-40 мкм. На другой его стороне, напротив барьерного покрытия из DLC, пленочный субстрат покрыт тонким слоем поддерживающего адгезию праймера 11c, такого как 2-DEF, композиция праймера производства компании Mitsubishi Chemicals. Барьерная пленка ламинируется к слою термопластичного и термосвариваемого полимера на каждой из сторон 12,13, который может быть одним и тем же или различающимся. Эти слои термопластичного и термосвариваемого полимера предпочтительно представляют собой полимеры на основе полиолефина, и формируют внешние термосвариваемые слои ламината.
В соответствии с одним альтернативным вариантом осуществления барьерная пленка 11, как схематично показано на Фиг. 1a, имеет вместо этого на своей другой стороне, противоположной барьерному покрытию из DLC, другой тонкий слой 11c поддерживающего адгезию и/или барьерного покрытия из DLC, осаждаемый с помощью PECVD.
На Фиг. 1b, подобная барьерная пленка 11 снабжена субстратом 11a из полимерной пленки, как на Фиг. 1a, то есть субстратом из пленки BOPET, покрытой на стороне покрытия аналогичным покрытием 11b из аморфного DLC, нанесенного посредством плазмохимического осаждения из паровой фазы (PECVD) для улучшения кислородного барьера (уменьшения значения OTR). На другой его стороне, напротив барьерного покрытия из DLC, субстрат из пленки может быть покрыт тонким слоем 11c поддерживающего адгезию праймера из DLC, нанесенного посредством PECVD покрытие (опционально, не показано). Барьерная пленка 11 ламинируется к дополнительной идентичной или подобной барьерной пленке 11; 11d, посредством промежуточного связывающего слоя 16 из термопластичного полимера, такого как полиолефин или модифицированный полиолефин, такие как слой из LLDPE или многослойная конфигурация из нескольких идентичных или различных слоев полиэтилена. Промежуточный связывающий слой связывается таким образом с поверхностями покрытия из DLC обеих барьерных пленок 11; 11d. На каждой стороне барьерная пленка дополнительно ламинируется к внешнему слою 12 и 13 термопластичного и термосвариваемого полимера соответственно. Таким образом, каждый из внешних слоев термопластичного и термосвариваемого полимера контактирует с (опциональными) поддерживающими адгезию покрытиями 11c из праймера на покрытиях из DLC каждой из барьерных пленок 11; 11d. Возможное альтернативное поддерживающее адгезию покрытие 11c может быть покрытием из химического праймера типа 2 DEF® производства компании Mitsubishi.
В такой двухпленочной структуре промежуточный связывающий слой может связывать вместе поверхности 11b с барьерным покрытием из DLC двух барьерных пленок 11; 11d. Эта двухпленочная структура может содержать дополнительные покрытия 11c из DLC для создания барьера и/или для поддержки адгезии.
Фиг. 2 представляет собой вид в перспективе одного примера упаковочного контейнера, с увеличенным частичным поперечным сечением продольного шва внахлест типичного упаковочного контейнера на основе картона типа Tetra Brik®. Внутри упаковочного контейнера 21, вдоль вертикальной, продольной секции 23 запечатывания, в которой поверхности стенок контейнера накладываются друг на друга, формируется термосварной шов. Ламинированный упаковочный материал 24 на основе картона перекрывается в продольной секции 23 запечатывания, как показано на увеличенном поперечном сечении. Вдоль и сверху открытого внутреннего продольного края 25 перекрывающегося ламинированного материала 24 покрывающая край полоса 26 наносится с помощью термосварки одного из внешних полимерных слоев полосы 26 с внутренним термосвариваемым, контактирующим с продуктом слоем ламинированного упаковочного материала 24.
На Фиг. 3 показан процесс 30 ламинирования для производства ламинированной барьерной пленки 10a, показанной на Фиг. 1a, в котором покрытый DLC основной слой 31 ламинируется к внешним термосвариваемым слоям 32; 12 и 33; 13 с помощью нанесения покрытия экструзией. Покрытый основной слой таким образом направляется через зазор ламинирования с одновременным нанесением экструзией расплавленного полимера для внешнего слоя 32; 12 на первой стадии, и дополнительно направляется через второй зазор ламинирования с одновременным нанесением экструзией расплавленного полимера для внешнего слоя 33; 13 на второй стадии. Внешние слои альтернативно могут быть нанесены экструдированием в две стадии в обратном порядке.
Основной слой 31 проходит таким образом сначала через блок 32a подачи питания экструдера и зазор 32b ламинирования, где внутренний термосвариваемый слой 12; 32 наносится на покрытую DLC сторону основного слоя. На второй стадии основной слой, включающий внутренний термосвариваемый слой 12; 32, проходит через третий блок 33a подачи питания экструдера и зазор 33b ламинирования, где внешний термосвариваемый слой 13; 33 из LDPE наносится на другую сторону основного слоя. Полученная ламинированная барьерная пленка 39 окончательно наматывается на бобину для хранения (не показана).
Фиг. 4 показывает схематическое представление одного примера установки для нанесения с помощью плазмохимического осаждения PECVD покрытий из гидрированного аморфного алмазоподобного углерода на основной слой, являющийся субстратом из полимерной пленки. Субстрат 44 из пленки подвергается на одной из его поверхностей непрерывному процессу PECVD с помощью плазмы 50 из плазменной реакционной зоны, создаваемой в пространстве между электродами 45 магнетрона и охлаждаемым барабаном 46 транспортировки пленки, который действует также в качестве электрода, в то время как пленка подается вращающимся барабаном через плазменную реакционную зону вдоль круговой поверхности барабана. Плазма формируется из одного или более газообразных органических углеводородов, таких как ацетилен или метан, и покрытие наносится с толщиной 1-500 нм, предпочтительно 2-100 нм, так что формируется осажденная пленка 10a или 10b, соответственно.
Фиг. 5a показывает один вариант осуществления упаковочного контейнера 50a, произведенного из упаковочного ламината 20 в соответствии с настоящим изобретением. Этот упаковочный контейнер является особенно подходящим для напитков, соусов, супов и т.п. Как правило, такой пакет имеет объем от приблизительно 100 до 1000 мл. Он может иметь любую конфигурацию, но предпочтительно имеет форму кирпича, имеющую продольные и поперечные уплотнения 51a и 52a, соответственно, и опционально устройство 53 для открывания. В другом, не показанном варианте осуществления, упаковочный контейнер может иметь клиновидную форму. Для того, чтобы получить такую клиновидную форму, только нижняя часть пакета складывается таким образом, что поперечный сварной шов дна скрыт под треугольными угловыми клапанами, которые складываются и запечатываются напротив дна пакета. Верхняя секция поперечного уплотнения остается несложенной. Таким образом полусложенный упаковочный контейнер является легким в обращении и размерно устойчивым, когда он стоит на полке в продовольственном магазине, на столе и т.п.
Фиг. 5b показывает альтернативный, предпочтительный пример упаковочного контейнера 50b, произведенного из альтернативного упаковочного ламината 20 в соответствии с настоящим изобретением. Этот альтернативный упаковочный ламинат является более тонким за счет более тонкого бумажного основного слоя 21, и таким образом он является недостаточно размерно устойчивым для того, чтобы сформировать упаковочный контейнер в форме прямоугольного параллелепипеда, параллелепипеда или клинообразной формы, и не складывается после поперечной герметизации 52b. Таким образом он остается мягким контейнером в форме подушечки, и распределяется и продается в этой форме. Также упаковочные материалы типа, описанного в связи с Фиг. 1b, являются особенно подходящими для таких мягких пакетов для жидких пищевых продуктов и напитков.
Фиг. 5c показывает пакет 50c с гребешком, который складывается из предварительно вырезанного листа или заготовки из ламинированного упаковочного материала, содержащего основной слой картона и прочную барьерную пленку по настоящему изобретению. Также пакеты с плоской вершиной могут быть сформированы из подобных заготовок материала.
Фиг. 5d показывает пакет 50d в форме бутылки, который является комбинацией рукава 54, сформированного из предварительно вырезанной заготовки из ламинированного упаковочного материала по настоящему изобретению, и верхушки 55, которая формируется из пластмассы литьем под давлением в комбинации с устройством для открывания, таким как винтовая крышка и т.п. Этот тип пакетов продается, например, под торговыми марками Tetra Top® и Tetra Evero®. Эти конкретные пакеты формируются путем присоединения отлитой верхушки 55 с устройством для открывания, присоединенным в закрытом положении, к трубчатому рукаву 54 из ламинированного упаковочного материала, стерилизации сформированной таким образом капсулы с бутылочным верхом, заполнения ее пищевым продуктом, и наконец складывания дна пакета и его запечатывания.
Фиг. 6 показывает принцип, описанный во введении настоящей патентной заявки, то есть как рулон упаковочного материала формируется в трубу 61 путем объединения продольных краев 62 рулона соединением 63 внахлест. Труба заполняется 64 желаемым жидким пищевым продуктом и разделяется на индивидуальные пакеты повторяющимися поперечными запечатываниями 65 трубы на предопределенном расстоянии друг от друга ниже уровня содержимого в трубе. Пакеты 66 отделяются разрезами вдоль сделанных поперечных запечатываний, и им придается желаемая геометрическая конфигурация путем складывания вдоль подготовленных линий складывания в материале.
Мы таким образом увидели, что ламинированный упаковочный материал по настоящему изобретению позволяет обеспечить упаковочные контейнеры с хорошими свойствами целостности также и во влажных условиях, то есть для упаковки жидкости или влажных продуктов питания с большой продолжительностью хранения.
Настоящее изобретение не ограничено вариантами осуществления, показанными и описанными выше, но может быть изменено в рамках области охвата прилагаемой формулы изобретения.
Уплотнительная лента, сделанная из ламинированной барьерной пленки в соответствии с настоящим изобретением, таким образом предназначена для использования в качестве защиты от проникновения жидкости за счет капиллярности края на обрезанных краях внутри обычных упаковочных контейнеров для жидких продуктов, таких как, например, молоко, сок, масло, вино и т.д. В частности, уплотнительная лента предназначена для использования в качестве защиты от такой капиллярности края в обычных, известных упаковочных контейнерах типов Tetra Brik, Tetra Wedge, Tetra Prisma (зарегистрированные торговые марки), которые имеют ту общую черту, что они производятся с помощью упаковочных и наполнительных машин, которые из рулона упаковочного материала, представляющего собой покрытую пластмассой бумагу или картон, формируют, заполняют и запечатывают асептические упаковки в непрерывном производственном процессе при чрезвычайно высоких скоростях выпуска продукции, порядка 15000 и вплоть до 20000 пакетов в час, или даже больше. В то время как настоящее изобретение было описано выше со ссылкой на конкретные варианты осуществления и практические применения, оно естественным образом не ограничивается исключительно этими проиллюстрированными и описанными вариантами осуществления. Для специалистов в данной области техники, обладающих знанием настоящего изобретения, будет очевидно, что многочисленные модификации, изменения и вариации могут быть сделаны без отступлений от области охвата настоящего изобретения, которая определяется приложенной формулой изобретения.
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом

