Результат интеллектуальной деятельности: Способ изготовления машинных компонентов с помощью аддитивного производства
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к изготовлению машинных компонентов, в частности машинных компонентов, подверженных высокотемпературным условиям эксплуатации, таких как компоненты двигателей внутреннего сгорания и турбомашин, например, но без ограничения этим, газовых турбин. Более конкретно, иллюстративные варианты выполнения предмета изобретения, описанного в данном документе, относятся к изготовлению компонентов турбомашины с использованием жаропрочных материалов на основе суперсплава, например, но без ограничения этим, таких компонентов, как рабочие и неподвижные лопатки турбины, сопловые аппараты турбины, рабочие колеса турбины.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Известно использование суперсплавов, дисперсионно-упрочненных оксидами (ДУО), в качестве подходящих материалов для изготовления машинных компонентов, подверженных высокотемпературным циклам усталостного нагружения (D.M. Elzey и др., «Oxide Dispersion Strengthened Superalloys: the Role of Grain Structure and Dispersion During High Temperature Low Cycle Fatigue» [«Дисперсно-упрочненные оксидами суперсплавы: роль гранулярной структуры и дисперсии при высокотемпературной малоцикловой усталости»], опубл. в Superalloys 1988, The Metallurgical Society, 1988, стр. 595-604). Эти материалы обычно получают путем механического легирования (H.K.D.H. Bhadeshia «Recrystallisation of Practical Mechanically Alloyed Iron-Base and Nickel-Base Superalloys» [«Рекристаллизация механически легированных суперсплавов на основе железа и на основе никеля»], опубл. в Materials Science and Engineering A223 (1997) 64-67, С. Suryanarayana и др. «The Science and Technology of Mechanical Alloying» [«Наука и технология механического легирования»], опубл. в Materials Science and Engineering A304-306 (2001) 151-158, B.S. Murty и др. «Novel Materials Synthesis by Mechanical Alloying/Milling» [«Синтез новых материалов с помощью механического легирования/размола»], опубл. в International Materials Reviews, 1998, том 43, №3, стр. 101-141).
Сплавы, полученные путем механического легирования, обычно выпускаются в виде экструдированных заготовок. Порошок, полученный из заготовок ДУО суперсплавов, созданных путем механического легирования, используют для изготовления компонентов путем спекания. Для спекания необходима форма, геометрия которой обратна геометрии конечного изготавливаемого изделия. Спекание является дорогостоящим и негибким технологическим процессом.
В европейском патентном документе №2586887 описаны способы изготовления лопаток турбины с помощью аддитивного производства, например с использованием лазерной обработки металлов, электроннолучевого плавления и других процессов аддитивного производства. В данном известном документе предлагается использовать жаропрочные суперсплавы, например суперсплавы на основе никеля, в виде порошка. В некоторых вариантах выполнения, описанных в данном документе, порошок жаропрочного суперсплава содержит дисперсные оксиды. В вышеуказанном документе не говорится о том, как оксиды вводят в порошок суперсплава, не указан весовой состав и не приведена другая конкретная информация относительно оксидов.
Технологии аддитивного производства относятся к недорогим, гибким и эффективным способам производства, с помощью которых можно легко и недорого изготавливать машинные компоненты сложной формы. Использование процессов аддитивного производства является особенно предпочтительным для производства компонентов турбомашины, которые должны удовлетворять строгим требованиям, касающимся механической прочности при тяжелых условиях эксплуатации, например, обладать устойчивостью к высокотемпературной ползучести в условиях усталости.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В одном варианте выполнения предложен способ изготовления машинного компонента из материала на основе металла, включающий следующие этапы:
- создание порошковой смеси, содержащей по меньшей мере один металлосодержащий порошковый материал и по меньшей мере одно упрочняющее диспергирующее вещество в виде порошка, причем средний размер зерен указанного диспергирующего вещества меньше среднего размера зерен металлосодержащего порошкового материала,
- изготовление указанного компонента при помощи процесса аддитивного производства с использованием указанной порошковой смеси.
В контексте данного описания и прилагаемой формулы изобретения термин «металл» также охватывает тугоплавкие элементы или тугоплавкие металлы. Таким образом, выражение «металлосодержащий порошковый материал» также охватывает порошковый материал, содержащий тугоплавкий металл или элемент. К подходящим тугоплавким элементам или металлам относятся, но без ограничения этим, молибден, вольфрам, тантал, ниобий и их соединения. Материал на основе металла представляет собой материал, содержащий металл, в том числе тугоплавкий металл, а также интерметаллическое соединение, например алюминид или силицид, как изложено более подробно ниже со ссылкой на иллюстративные варианты выполнения предмета изобретения, описанного в данном документе.
В контексте данного описания и прилагаемой формулы изобретения упрочняющее диспергирующее вещество представляет собой соединение, которое при его диспергировании в порошковой смеси и затем в готовом изделии увеличивает прочность указанного изделия, в частности его сопротивление высокотемпературной ползучести.
Согласно некоторым вариантам выполнения металлосодержащий порошковый материал может представлять собой металлический порошок. Например, металлический порошок может представлять собой металлический порошок на основе суперсплава, например порошок жаропрочного суперсплава. Согласно другим вариантам выполнения металлосодержащий порошковый материал представляет собой интерметаллический порошковый материал, то есть интерметаллическое соединение в виде порошка, например алюминид. В некоторых вариантах выполнения металлосодержащий порошковый материал может представлять собой силицид. Также возможно использование комбинации двух или более металлосодержащих соединений в виде порошка.
Упрочняющее диспергирующее вещество в виде порошка может представлять собой или содержать по меньшей мере один керамический материал в виде порошка. В некоторых вариантах выполнения керамический материал может представлять собой оксид. Возможно использование двух или более упрочняющих диспергирующих веществ. В некоторых вариантах выполнения предпочтительным является керамический материал, не содержащий кислорода. Например, если металлосодержащий порошковый материал представляет собой материал на основе молибдена или ниобия, предпочтительным является использование керамического материала, не содержащего атомы кислорода, поскольку это увеличивает устойчивость к высокотемпературному окислению.
Упрочняющее диспергирующее вещество в виде порошка, содержащееся в порошковой смеси, используемой для аддитивного производства, обеспечивает дисперсию в готовом отвердевшем компоненте, что повышает устойчивость указанного компонента к ползучести.
Благодаря использованию смеси металлосодержащего материала в виде порошка и упрочняющего диспергирующего вещества в виде порошка имеется возможность точного регулирования гранулометрического распределения (гранулометрии) обоих компонентов смеси, так что для обоих компонентов смеси может использоваться оптимальная средняя гранулометрия. Более конкретно, металлосодержащий порошковый материал может иметь средний размер зерен, выбранный для достижения оптимального плавления и отверждения во время аддитивного производства. Упрочняющее диспергирующее вещество в виде порошка, например керамический материал в виде порошка, может иметь средний размер зерен, выбранный с обеспечением повышения сопротивления ползучести, присущего готовому машинному компоненту, без ухудшения прочности указанного компонента.
Аддитивное производство в контролируемой атмосфере, например с использованием инертного газа, или в условиях вакуума предотвращает химическое изменение упрочняющего диспергирующего вещества. Кроме того, послойный процесс, характеризующий аддитивное производство, предотвращает отделение упрочняющего диспергирующего вещества, например оксида или другого керамического материала, благодаря его «плаванию» поверх расплавленного металла, так что может быть получено по существу однородное распределение упрочняющего диспергирующего вещества в готовом изделии.
Ниже описаны характерные особенности и варианты выполнения, которые изложены также в прилагаемой формуле изобретения, составляющей неотъемлемую часть данного описания. В вышеизложенном кратком описании приведены характерные особенности различных вариантов выполнения данного изобретения для лучшего понимания нижеследующего подробного описания и оценки вклада, вносимого в уровень техники. Разумеется, существуют и другие характерные особенности изобретения, которые описаны ниже и изложены в прилагаемой формуле изобретения. В связи с этим, прежде чем перейти к подробному объяснению некоторых вариантов выполнения, следует отметить, что различные варианты выполнения изобретения не ограничены в их применении элементами конструкции и расположением компонентов, указанными в нижеприведенном описании или изображенными на чертежах. Изобретение может иметь другие варианты выполнения и может быть реализовано на практике и осуществлено различными способами. Кроме того, следует понимать, что фразеология и терминология, используемые в данном документе, служат для описательных целей и не должны считаться ограничивающими.
По существу, специалистам в данной области техники должно быть понятно, что принцип, на котором основано изобретение, может быть легко применен в качестве базы для разработки других конструкций, способов и/или систем для реализации некоторых целей данного изобретения. Таким образом, важно рассматривать формулу изобретения как включающую такие эквивалентные конструкции, если они не выходят за рамки сущности и объема данного изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Более полная оценка и понимание предложенных вариантов выполнения изобретения и многочисленных присущих ему преимуществ могут быть получены при рассмотрении нижеприведенного подробного описания со ссылкой на прилагаемые чертежи, на которых:
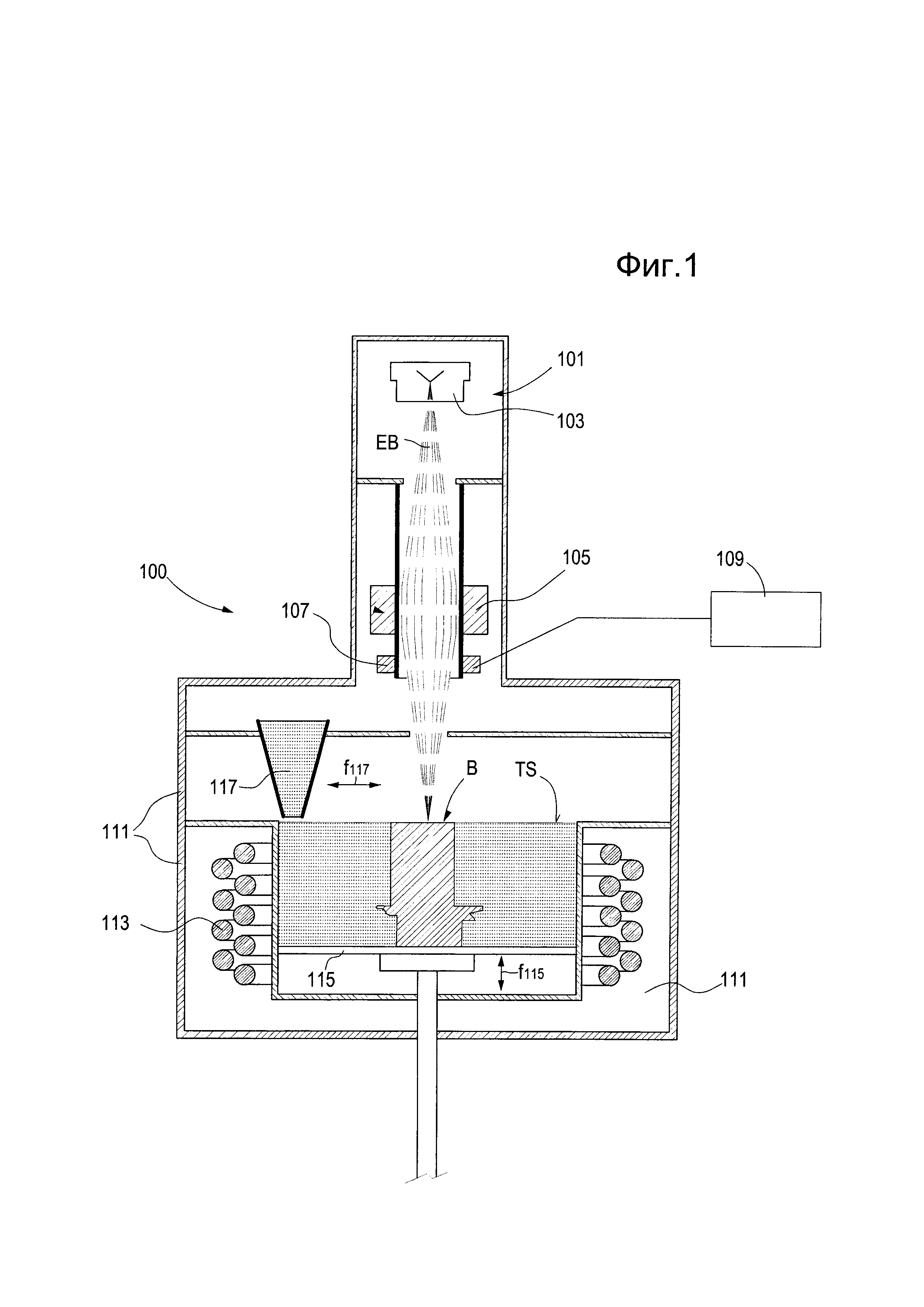
фиг. 1 схематически изображает устройство аддитивного производства, в котором используется технология электронно-лучевой плавки, для изготовления машинного компонента,
фиг. 2 схематически изображает устройство прямого лазерного плавления металлов для аддитивного производства,
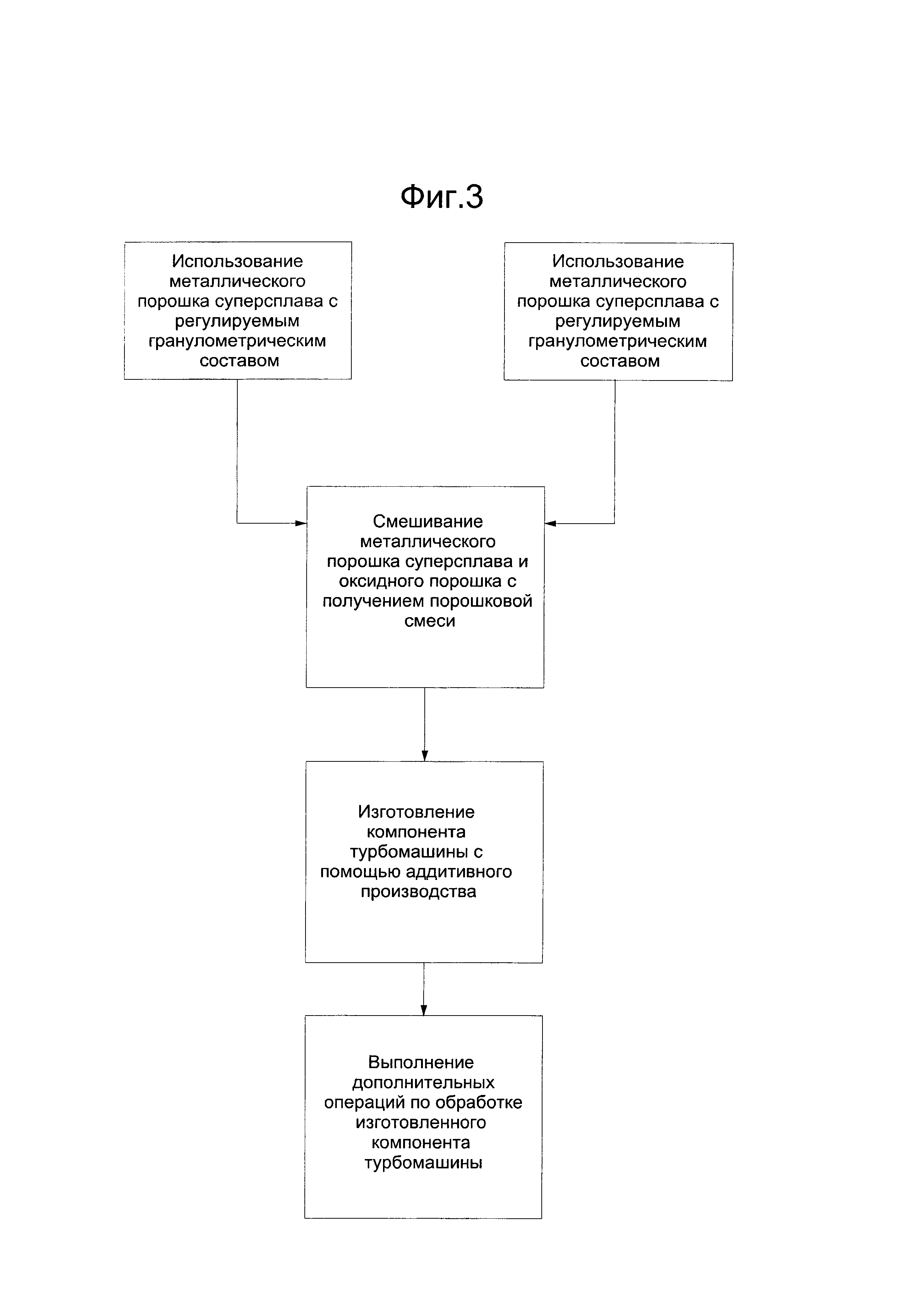
фиг. 3 изображает блок-схему способов согласно данному описанию.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Используемое на протяжении всего описания выражение «один вариант выполнения», «вариант выполнения» или «некоторые варианты выполнения» означает, что конкретный признак, конструкция или характерная особенность, описанные в связи с вариантом выполнения, присущи по меньшей мере одному варианту выполнения рассматриваемого предмета изобретения. Таким образом, фразы «в одном варианте выполнения», «в варианте выполнения» или «в некоторых вариантах выполнения», встречающиеся в разных местах на протяжении всего описания, не обязательно относятся к одному и тому же варианту выполнения (одним и тем же вариантам выполнения). Кроме того, конкретные признаки, конструкции или характерные особенности могут сочетаться любым соответствующим образом в одном или более вариантах выполнения.
Наречие «примерно», используемое в связи с количеством, охватывает приведенное значение и толкуется в зависимости от контекста (например охватывает диапазоны допусков, связанных с измерением конкретного количества).
В нижеприведенном описании рассмотрено изготовление компонентов турбомашины. Однако следует понимать, что способы, описанные в данном документе, также могут быть использованы для изготовления других машинных компонентов, в частности машинных компонентов, подвергаемых высокотемпературным условиям работы и циклам усталостного нагружения, например компонентов двигателей внутреннего сгорания.
На фиг. 1 схематически изображена иллюстративная установка или устройство аддитивного производства, которая (которое) может использоваться для изготовления компонента турбомашины, например рабочей лопатки В турбины, сопловой лопатки турбины, кожуха турбины или других компонентов турбины, в соответствии со способами, предложенными в данном изобретении.
Как известно специалистам в данной области техники, аддитивное производство представляет собой процесс, при котором изделие сложной формы изготавливают послойно из порошкового материала, который подвергают локальному плавлению с использованием источника энергии. В варианте выполнения, изображенном на фиг. 1, источником энергии является электронно-лучевая пушка. В других вариантах выполнения источником энергии может быть лазер.
Установка аддитивного производства обозначена в целом на фиг. 1 номером 100 позиции. Конструкция и принцип работы установок аддитивного производства хорошо известны, и их подробное описание в данном документе не приводится. Вкратце, установка 100, изображенная на фиг. 1, содержит источник энергии, который в иллюстративном варианте выполнения, описанном в данном документе, содержит электронно-лучевую пушку 101, содержащую излучатель 103 электронов, который генерирует электронный пучок ЕВ. Электронный пучок ЕВ направляется к целевой поверхности TS, расположенной под пушкой 101. Вдоль траектории электронного пучка могут быть расположены фокусирующая катушка 105 и отклоняющая катушка 107. Катушка 105 фокусирует электронный пучок на поверхности TS, а катушка 107 управляет перемещением пучка ЕВ по схеме, в соответствии с которой должен быть расплавлен и отвержден порошковый материал. Управление катушкой 107 и перемещением пучка ЕВ осуществляется с помощью вычислительного устройства 109. Перемещение пучка ЕВ регулируется устройством 109 на основании данных из файла, представляющего изготавливаемое трехмерное изделие.
Под источником 101 энергии может быть расположена ограждающая конструкция 111. Конструкция 111 может быть объединена со средством регулирования температуры, например, содержащим нагреватель, схематически показанный под номером 113 позиции, например электрический нагреватель. В конструкции 111 может быть расположен подвижный стол 115. Стол 115 может регулироваться с обеспечением его вертикального перемещения в направлении двусторонней стрелки f115. Вертикальное перемещение стола 115 может регулироваться устройством 109. Над целевой поверхностью TS может быть расположен контейнер 117 с порошковым материалом, управляемый с обеспечением его перемещения в направлении двусторонней стрелки f117, например, при помощи компьютерного устройства 109.
Процесс аддитивного производства, осуществляемый установкой 100, может быть кратко описан следующим образом. Первый слой порошкового материала из контейнера 117 распределяют на подвижном столе 115 путем перемещения контейнера 117 по стрелке f117 один или несколько раз вдоль стола 115, который расположен на высоте целевой поверхности TS. После распределения первого слоя порошкового материала активируют электроннолучевую пушку 101 и при помощи отклоняющей катушки 107 управляют электронным пучком ЕВ с обеспечением локального плавления порошкового материала в ограниченной части слоя, соответствующей поперечному сечению изготавливаемого изделия. После плавления расплавленному порошковому материалу дают остыть и отвердеть. Порошковый материал за пределами поперечного сечения изготавливаемого изделия остается в виде порошка.
После обработки первого слоя, как описано выше, стол 115 опускают и поверх первого, отвердевшего слоя, наносят следующий слой порошкового материала. Второй слой порошкового материала, в свою очередь, подвергают селективному плавлению с последующим остыванием и отверждением. Плавление и отверждение выполняют таким образом, что каждая часть слоя адгезивно присоединяется к ранее сформированной части слоя. Процесс повторяют поэтапно до получения изделия в целом путем последовательного добавления одного слоя порошкового материала за другим и селективного плавления и отверждения частей слоя в соответствии с последующими сечениями изделия.
После завершения изготовления изделия порошковый материал, который не был расплавлен и отвержден, может быть удален и использован повторно.
Вышеописанный процесс может быть выполнен в условиях регулируемой температуры с использованием нагревателя 113. Температуру в ограничивающей конструкции 111 регулируют так, что весь процесс выполняют при высокой температуре, и по завершении цикла изготовления в изделии практически не остается остаточных напряжений. После завершения процесса изготовления изделие, имеющее рабочую температуру, оставляют остыть до температуры окружающей среды в соответствии с кривой охлаждения, что предотвращает возникновение остаточных напряжений в готовом изделии.
Предпочтительно внутри конструкции 111 поддерживают условия высокого вакуума, что обеспечивает предотвращение поглощения кислорода порошковым материалом и расплавленным материалом.
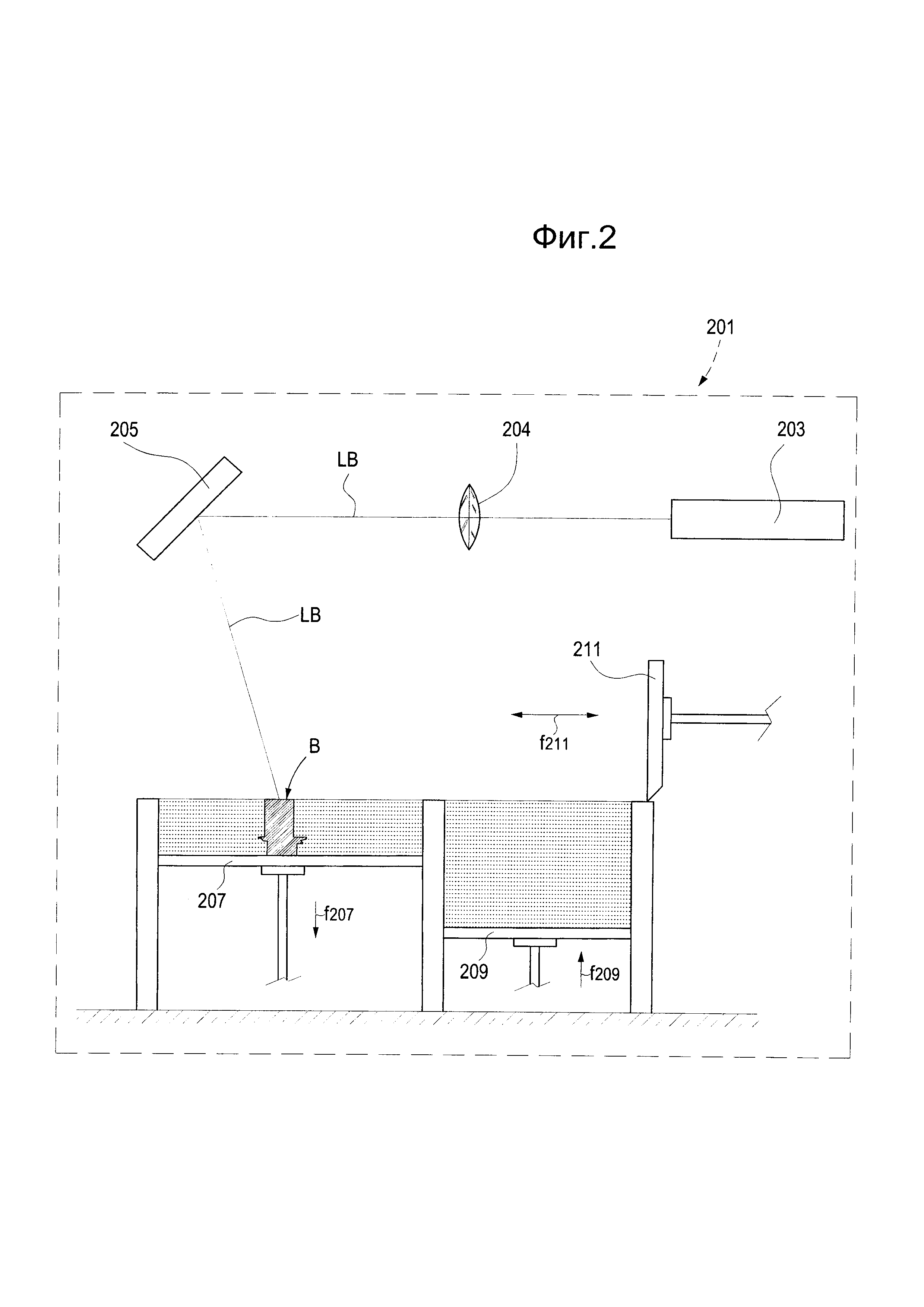
На фиг. 2 схематически изображено устройство 201 прямого лазерного плавления металлов (DMLM). Указанное устройство содержит лазерный источник 203, например лазер на углекислом газе. Лазерный луч LB, генерируемый источником 203, фокусируется оптическими средствами 204 и может отражаться зеркалами 205. Зеркала 205 регулируются программируемым устройством управления, не показанным на чертеже, согласно схеме, соответствующей поперечному сечению каждого слоя изготавливаемого изделия, например лопатки турбины. Во время изготовления первый стол 207, выполненный с возможностью вертикального перемещения, поддерживает заготовку или изделие В. Второй стол 209, выполненный с возможностью вертикального перемещения, образует дно контейнера с порошковым материалом. Скребок 211, выполненный с возможностью горизонтального перемещения, распределяет порошковый материал из указанного контейнера на верхнюю часть обрабатываемой заготовки В. Стол 207 и стол 209 могут быть заключены в вакуумированный контейнер или в контейнер, заполненный инертным газом, например аргоном.
Процесс аддитивного производства, выполняемый с помощью устройства 201, по существу известен и может быть кратко описан следующим образом. Стол 207 перемещают в верхнее положение и равномерно распределяют первый слой порошкового материала на столе 207 с помощью скребка 211. Активируют лазерный источник 203 и управляют лазерным лучом LB с обеспечением локального селективного плавления порошкового материала в слое на столе 207. Затем стол 207 опускают (стрелка 207) на расстояние, соответствующее толщине следующего слоя. Первому слою расплавленного материала дают отвердеть. Стол 209 поднимают (стрелка f209) с предоставлением скребку 211 доступа к дополнительному порошковому материалу. Скребок выполняет дальнейшее возвратно-поступательное перемещение (стрелка f211) для распределения следующего слоя порошкового материала поверх предыдущего слоя на столе 207, после чего активируют лазерный луч LB и перемещают его с помощью зеркал 205 для селективного плавления порошкового материала второго слоя.
Процесс повторяют до получения готового изделия.
В схеме, показанной на фиг. 2, используются отклоняющие зеркала 205. В других иллюстративных вариантах выполнения может использоваться волоконный лазер, в котором лазерная энергия передается с помощью волокна, конец которого перемещают по осям, задаваемым с использованием числового программного управления, например по осям X и Y, параллельно столу 207.
Согласно вариантам выполнения, описанным в данном документе, порошковый материал, используемый в процессе аддитивного производства, представляет собой порошковую смесь, содержащую по меньшей мере два порошковых материала, а именно металлосодержащий порошок и упрочняющее диспергирующее вещество в виде порошка. Как указано выше, металлосодержащий порошок может представлять собой интерметаллический или металлический порошок, например суперсплав, подходящий для высокотемпературных условий работы машинного компонента, изготовленного из указанного суперсплава. Упрочняющее диспергирующее вещество может представлять собой керамический материал, например, но без ограничения этим, оксидный порошок.
Согласно некоторым иллюстративным вариантам выполнения металлосодержащий порошок представляет собой порошок суперсплава, предпочтительно порошок жаропрочного суперсплава. Порошок может содержать один из следующих суперсплавов: суперсплав на основе никеля, суперсплав на основе кобальта, суперсплав на основе железа, суперсплав на основе молибдена, суперсплав на основе вольфрама, суперсплав на основе тантала, суперсплав на основе ниобия. В других вариантах выполнения металлосодержащий порошковый материал может быть выбран из группы, в которую входят Nb3Si, MoSi2, TaSi, MoSiNb или другие силициды. В других вариантах выполнения металлосодержащий порошковый материал может представлять собой алюминиды, например NiAl или FeAl.
Металлосодержащий порошковый материал может быть получен из слитка или прутка базового суперсплава, который расплавляют и распыляют. Согласно некоторым иллюстративным вариантам выполнения слиток базового суперсплава может быть изготовлен путем вакуумной индукционной плавки.
Согласно некоторым вариантам выполнения распыление выполняют путем вакуумного распыления в инертном газе, которое обеспечивает получение порошка суперсплава с низким содержанием кислорода и зернами сферической формы. Слиток базового суперсплава расплавляют и подают через сопло в распылительную камеру, где в поток расплавленного металла направляют струю инертного газа под давлением, в результате чего указанный поток разделяется на мелкие частицы металла.
Размер зерен полученного порошка может регулироваться путем изменения соотношения потоков газа и металла в распылительной камере.
В соответствии с другими вариантами выполнения распыление начального слитка может быть выполнено с помощью способа, выбранного из группы, в которую входят вакуумно-индукционное газовое распыление (VIGA), технологический процесс вращения электрода в плазме (PREP), плазменное распыление (РА), распыление вращающимся диском (RDA).
В преимущественных вариантах выполнения требуемое гранулометрическое распределение, то есть размер зерен в полученном распыленном металлосодержащем порошковом материале, может быть получено, например, с помощью циклонного сепаратора. В некоторых вариантах выполнения гранулометрическое распределение выбирают таким образом, что средний размер зерен металлосодержащего порошкового материала составляет от примерно 10 мкм до примерно 100 мкм. В некоторых иллюстративных вариантах выполнения средний размер зерен составляет от примерно 10 мкм до примерно 60 мкм.
Как указано выше, порошковая смесь также содержит по меньшей мере одно диспергирующее вещество, например керамический материал, в виде порошка. В некоторых вариантах выполнения может использоваться один керамический материал в виде порошка. В других вариантах выполнения может использоваться смесь двух или более различных керамических материалов в виде порошка, имеющих различный химический состав. В некоторых вариантах выполнения керамический порошковый материал представляет собой оксидный порошок.
Согласно иллюстративным вариантам выполнения способа, описанного в данном документе, указанное по меньшей мере одно упрочняющее диспергирующее вещество в виде порошка может представлять собой оксид металла. В некоторых вариантах выполнения упрочняющий оксид выбирают из группы веществ, в которую входят Y2O3, Al2O3, Th2O4, Zr2O3, La2O3, Yb2O3, Dy2O3 и их соединения. Другие керамические, не оксидные материалы могут быть выбраны из группы, в которую входят Si3N4, AlN, SiC, ТаС, WC и их соединения.
Средний размер зерен упрочняющего диспергирующего вещества в виде порошка может быть меньше среднего размера зерен металлосодержащего порошкового материала. В некоторых вариантах выполнения средний размер зерен указанного вещества составляет примерно 5 мкм или менее. В предпочтительных в настоящее время вариантах выполнения средний размер зерен упрочняющего диспергирующего вещества в виде порошка может составлять примерно 1 мкм или менее, предпочтительно 0,5 мкм или менее. В некоторых вариантах выполнения упрочняющее диспергирующее вещество в виде порошка имеет наноразмерные зерна, размер которых, например, составляет примерно 60 нм или менее либо составляет примерно 50 нм или менее. В предпочтительных вариантах выполнения средний размер зерен составляет не менее чем примерно 5 нм.
Наноразмерное упрочняющее диспергирующее вещество может быть получено известными способами. Подходящие способы описаны, например, в следующих документах: A. Lorke и др. (ред.) «Nanoparticles from the Gas Phase» [«Наночастицы из газовой фазы»], NanoScience and Technology, Springer-Verlag Berlin Heidelberg 2012, глава 2, Christina Raab и др. «Production of Nanopartiles and Nanomaterials» [«Производство наночастиц и наноматериалов»], NanoTrust Dossiers, №6, февраль 2011, Takuya Tsuzuki «Commercial Scale Produton of Inorganic Nanoparticles» [«Промышленное изготовление неорганических наночастиц»], Int. J. Nanotechnol., том 6, №5/6 2009, Francois Bozon-Verduraz и др. «Nanoparticles of Metal and metal Oxides: Some Peculiar Synthesis Methods, Size and Shape Control, Application to Catalysts Preparation» [«Наночастицы металла и оксидов металла: некоторые особые способы синтеза, регулирование размера и формы, применение при приготовлении катализатора»], Brazilian Journal of Physics, том 39, №1a, апрель 2009.
Путем комбинирования более крупнозернистого металлосодержащего материала в виде порошка и более мелкозернистого упрочняющего диспергирующего вещества в виде порошка могут быть улучшены механические свойства готового компонента, полученного с помощью аддитивного производства. Мелкие зерна порошка диспергирующего вещества обеспечивают тонкое распределение указанного вещества в металлической матрице, уменьшая или исключая риск повышения хрупкости конечного материала.
Количество упрочняющего диспергирующего вещества в виде порошка в конечной смеси может находиться в диапазоне, например, от примерно 0,01% до примерно 48% по весу. В некоторых вариантах выполнения порошок упрочняющего диспергирующего вещества присутствует в количестве от примерно 0,1% до примерно 30% по весу, например от примерно 0,1% до примерно 2% по весу.
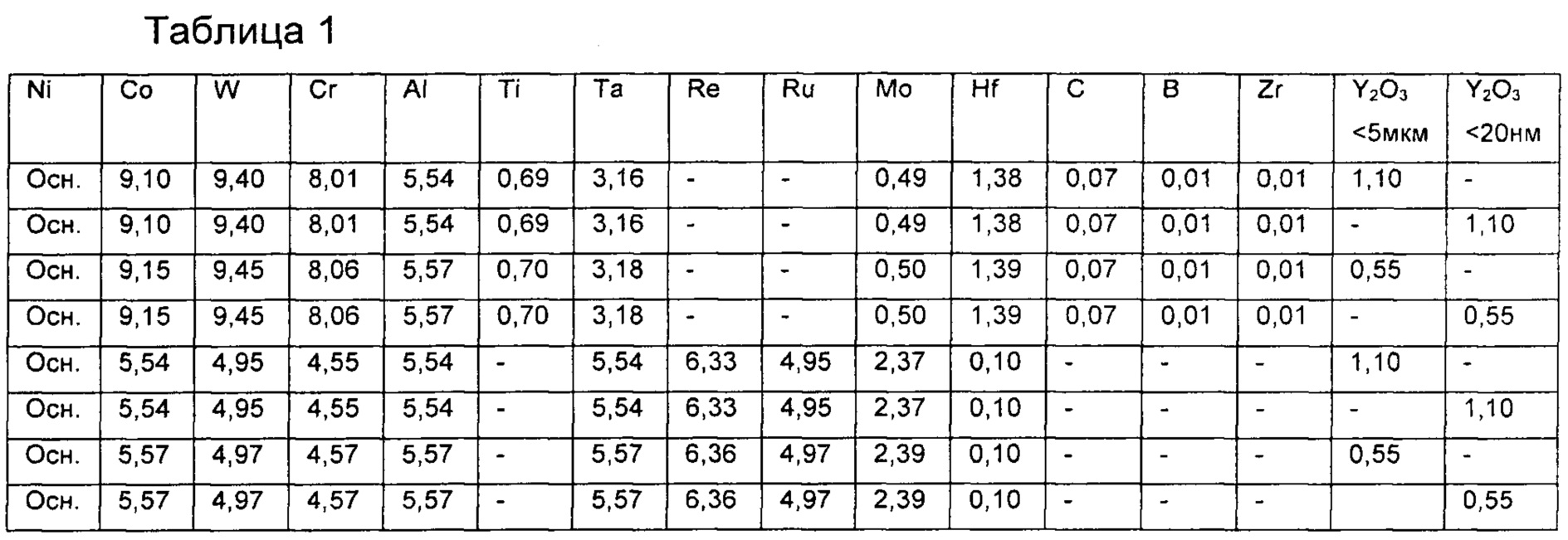
В нижеследующей Таблице 1 приведен список примерных вариантов составов подходящих порошковых смесей. В качестве металлического суперсплава в смеси использован суперсплав на основе никеля. Состав указан в весовых процентах.
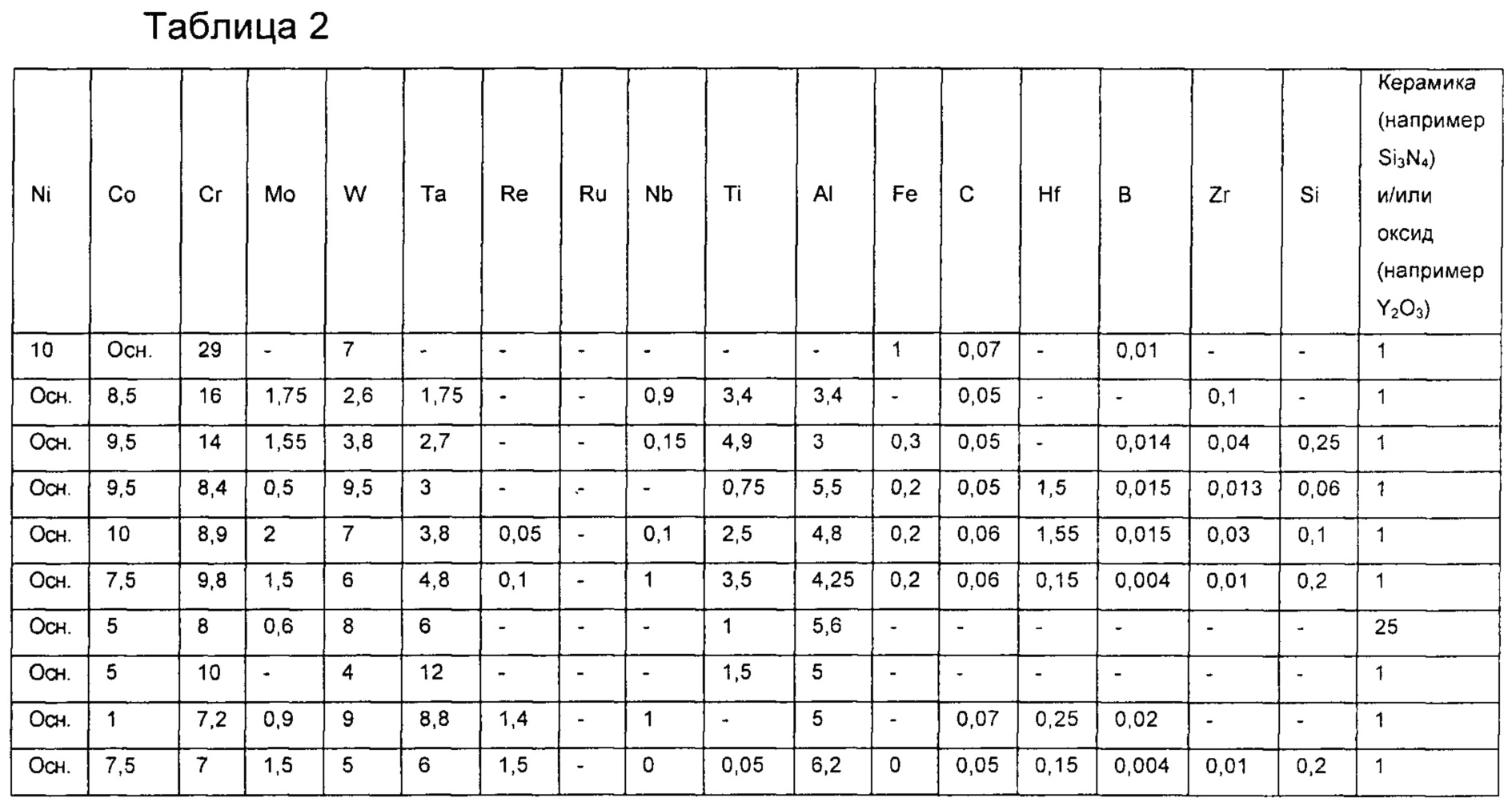
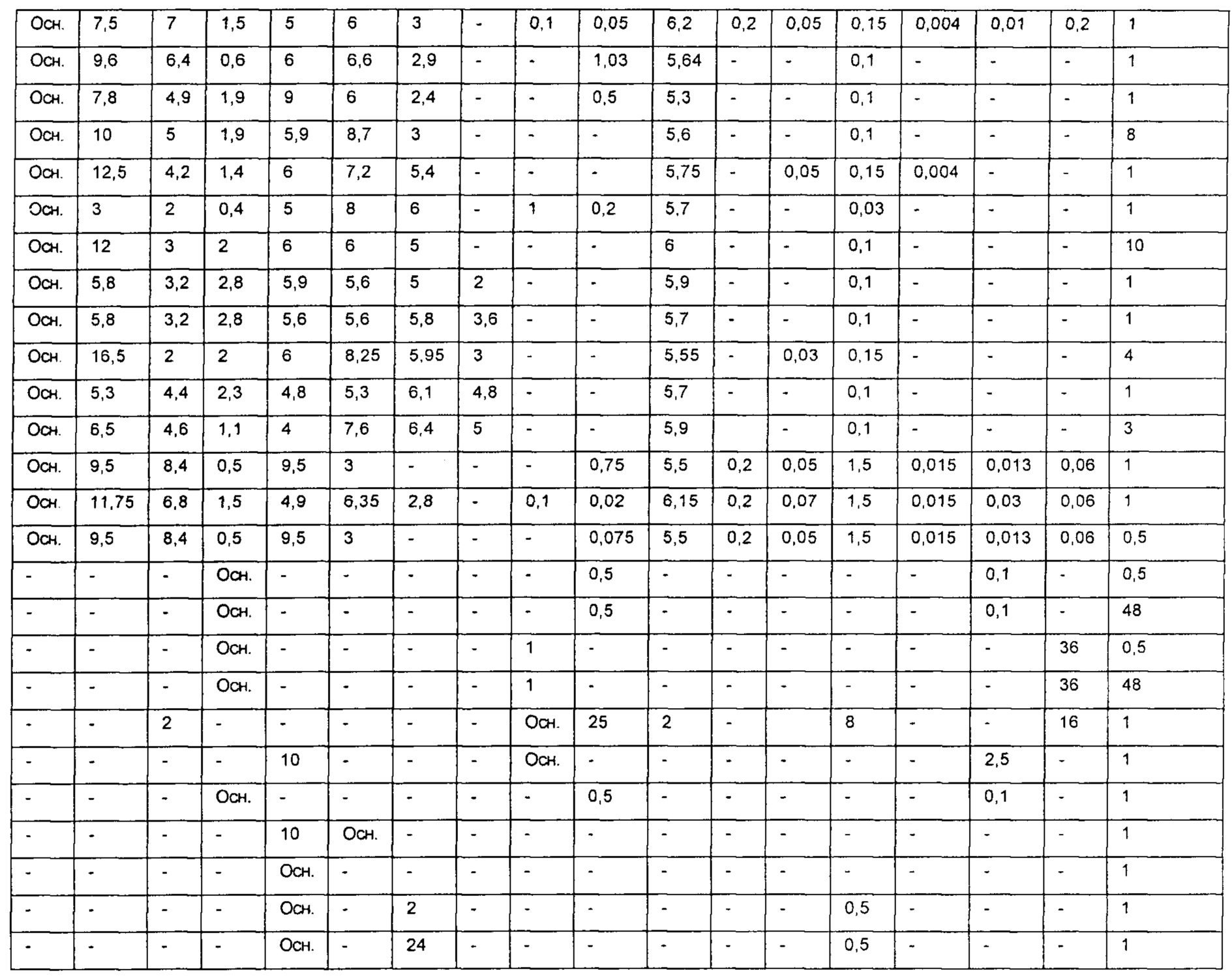
В нижеследующей Таблице 2 приведен список дополнительных примерных вариантов составов, которые могут использоваться в способе, описанном в данном документе. Эти составы содержат сплавы на основе молибдена, никеля, вольфрама, тантала и ниобия.
Компонент турбомашины, изготовленный с помощью аддитивного производства, как описано выше, может быть подвергнут одному или более дополнительным этапам обработки. Согласно некоторым вариантам выполнения может быть выполнен этап конечного горячего изостатического прессования (HIP) для устранения или уменьшения пористости внутри расплавленного и отвержденного материала. Этап горячего изостатического прессования, или обработка горячим изостатическим прессованием, может быть выполнен(а), например, в атмосфере инертного газа при давлении от примерно 80 Мпа до примерно 200 МПа.
Согласно некоторым вариантам выполнения компонент турбомашины подвергают последующим операциям тепловой обработки в вакууме для получения желаемых свойств материала, например для гомогенизации микроструктуры и последующего старения материала с обеспечением упрочнения при дисперсионном твердении для дисперсионно-твердеющих суперсплавов (то есть элемента, образующего гамма-фазу). Локализованная (в конкретных областях компонента) гомогенизация и тепловая обработка могут использоваться для локального увеличения размера зерен для максимизации свойств крупной фракции в конкретных областях (как правило, в аэродинамических областях рабочих лопаток газовой турбины).
На фиг. 2 изображена итоговая блок-схема иллюстративных вариантов выполнения способа, описанного выше.
Несмотря на то, что раскрытые в данном документе варианты выполнения изобретения изображены на чертежах и полностью обстоятельно и подробно описаны выше в отношении нескольких иллюстративных вариантов выполнения, специалистам в данной области техники должно быть понятно, что возможно выполнение множества модификаций, изменений и опущений без существенного отклонения от новых идей, принципов и концепций, изложенных в данном документе, и преимуществ изобретения, перечисленных в прилагаемой формуле изобретения. Соответственно, надлежащий объем раскрытых нововведений должен определяться только самым широким толкованием прилагаемой формулы изобретения с охватом всех таких модификаций, изменений и опущений. Кроме того, порядок или последовательность любых этапов процесса или способа может изменяться или переупорядочиваться в соответствии с альтернативными вариантами выполнения.
Установка с турбодетандером и приводной турбомашиной
Способ восстановления детали турбомашины
Электрическая машина с вентиляторным охлаждением и с компенсацией осевой нагрузки
Заключенный в кожух магнитный подшипник и ротационная установка, содержащая такой подшипник
Магнитный подшипник, ротационная установка, содержащая упомянутый подшипник, и способ изготовления такого подшипника
Способ присоединения рабочего колеса к валу, соединительное устройство и ротационная машина
Встроенная система промывки для газотурбинного двигателя
Газовая турбина в установках с механическим приводом и способы ее работы
Способы и системы для предотвращения протечки смазочного масла в газовых турбинах
Промывочное сопло и газотурбинный двигатель
Способ изготовления компонента турбомашины, компонент турбомашины и турбомашина
Сплав с высокой стойкостью к окислению и применения для газовых турбин с использованием этого сплава
Способ получения компонента турбомашины, компонент, полученный этим способом, и турбомашина, содержащая этот компонент

