Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ВАЛОВ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ И СТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к способам и устройствам для обработки металлов с целью получения деталей типа полых валов из жаропрочных сплавов и сталей.
Известен способ изготовления полых валов из жаропрочных сплавов и сталей, включающий фиксацию полой заготовки вала с возможностью ее вращения и продольного перемещения, локальное формообразование периферийной части заготовки, посредством раскатных инструментов, контроль и регулирование параметров процесса изготовления вала с помощью контрольно-измерительной аппаратуры и блока управления, с возможностью измерения и передачи в блок управления сигналов о геометрических характеристиках заготовки и сравнения их с введенными в блок управления заданными геометрическими характеристиками готового изделия для автоматического регулирования параметров вращения и перемещения заготовки и раскатных инструментов.
Для осуществления этого способа служит устройство, содержащее установленные на станине каретки для перемещения раскатных роликов приводы вращения роликов и перемещения этих кареток, шпиндель и упор с гидроцилиндром для фиксации в рабочем положении заготовки, установленные на ее противоположных торцах и кинематически соединенные с приводами вращения заготовки, средства нагрева заготовки, контрольно-измерительную аппаратуру и блок управления с введенными в него заданными геометрическими характеристиками готового изделия
(см. Патент №159169, В21Н 1/100, 2015 г.).
Согласно известному способу локальное формообразование периферийной части заготовки осуществляется на раскатном стане раскатными инструментами, при этом получают полуфабрикат изделия, которое требует дополнительной финишной обработки. В известном устройстве заготовка вращается, а раскатные головки, с установленными в них раскатными роликами, помещены на каретках, кинематически соединенными с приводами их перемещения перпендикулярно оси заготовки, при этом точность изготовления вала обеспечивается блоком управления по сигналам от установленной на стане контрольно-измерительной аппаратуры.
Недостатком этого способа и устройства для его осуществления является низкая чистота поверхности готового изделия, что требует дополнительной финишной обработки изделия на другом средстве механической обработки, например, на токарном станке. Однако, при смене одного средства обработки на другое, нарушается соосность коаксиальных поверхностей полого вала, что ухудшает качество изделия.
Техническим результатом предложения является улучшение качества изделия.
Указанный технический результат достигается благодаря способу изготовления полых валов из жаропрочных сплавов и сталей, включающему фиксацию полой заготовки вала с возможностью ее вращения и продольного перемещения, локальное формообразование периферийной части заготовки, посредством раскатных инструментов, контроль и регулирование параметров процесса изготовления вала с помощью контрольно-измерительной аппаратуры и блока управления, с возможностью измерения и передачи в блок управления сигналов о геометрических характеристиках заготовки и сравнения их с введенными в блок управления заданными геометрическими характеристиками готового изделия для автоматического регулирования параметров вращения и перемещения заготовки и раскатных инструментов, при этом локальное формообразование периферийной части заготовки, включает финишную обработку поверхности вала путем ее расточки и шлифовки, при этом измерение и контроль геометрических параметров заготовки производится контрольно-измерительной аппаратурой одновременно с контролем перемещения заготовки, с возможностью автоматического регулирования параметров перемещения режущего и шлифовального инструментов до достижения заданных геометрических характеристик готового изделия.
Для осуществления этого способа предложено устройство, содержащее, установленные на станине каретки для перемещения раскатных роликов, приводы вращения роликов и перемещения этих кареток, шпиндель и упор с гидроцилиндром для фиксации в рабочем положении заготовки, установленные на ее противоположных торцах и кинематически соединенные с приводами вращения заготовки, средства нагрева заготовки, контрольно-измерительную аппаратуру и блок управления с введенными в него заданными геометрическими характеристиками готового изделия, при этом станина оснащена дополнительными каретками на одной из которых закреплен резец, а на другой шлифовальный круг, каждая из кареток снабжена приводами их перемещения в направлении оси заготовки, а контрольно-измерительная аппаратура позволяет регистрировать глубину внедрения резца и роликов в тело заготовки, с возможностью передачи сигналов в блок управления, а от него одновременно на приводы вращения и перемещения заготовки, раскатных роликов, резца и шлифовального круга до достижения заданных геометрических характеристик готового изделия.
Использование продольного перемещения заготовки относительно неподвижных раскатных роликов, режущего и шлифовального инструмента, расположенных нормально к раскатываемой детали, на одном устройстве с единой системой одновременного контроля и автоматического управления всеми параметрами процесса до достижения заданных геометрических характеристик готового изделия, позволяет не только значительно уменьшить упругие скачки средств обработки вала, но и обеспечить соосность наружной и внутренней его цилиндрических поверхностей, что позволяет улучшить качество изделия.
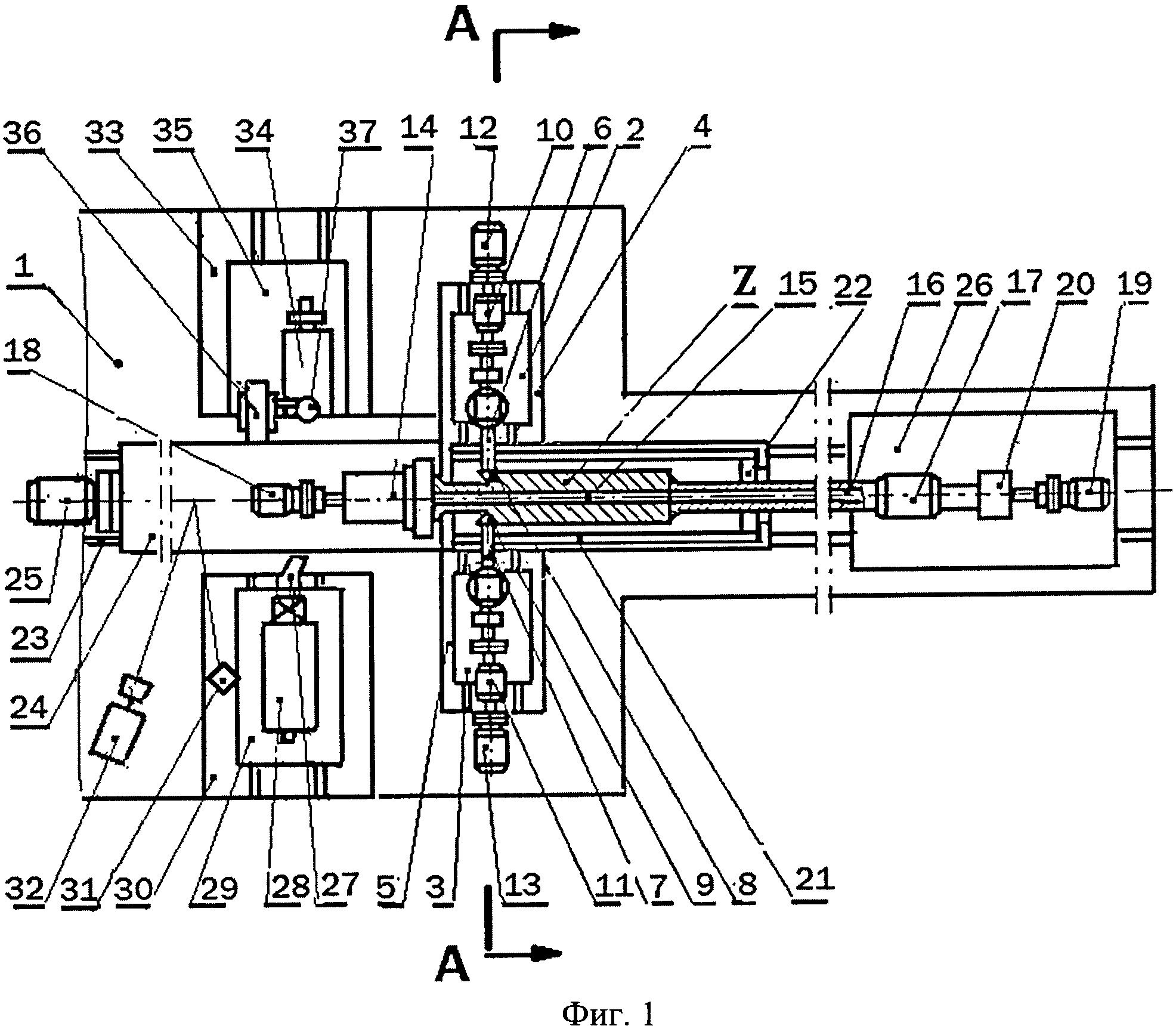
На фиг. 1 показан вид в плане устройства для изготовления полого вала.
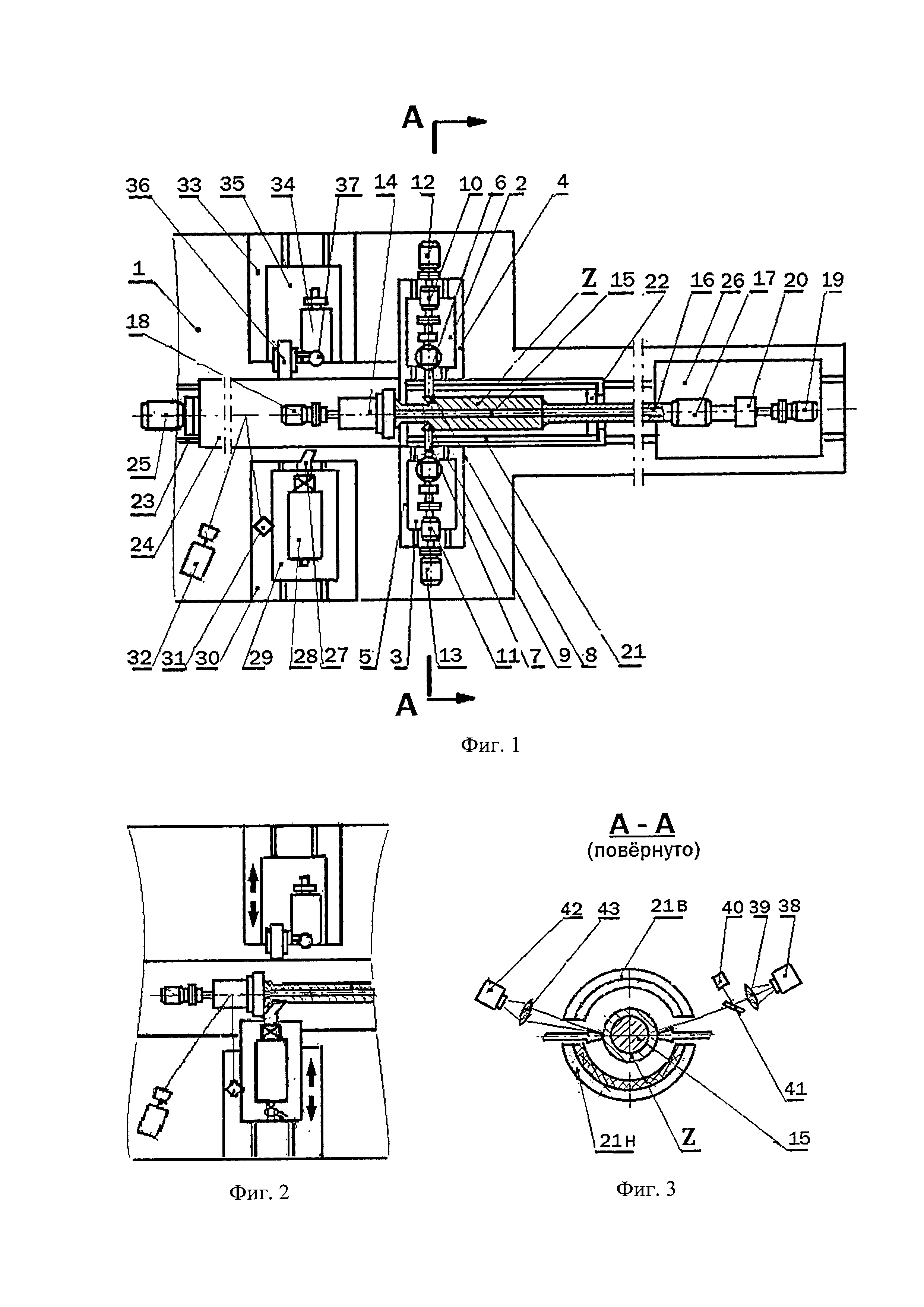
На фиг. 2 фрагмент устройства в процессе механической обработки наружной поверхности вала режущим и шлифовальным инструментами.
На фиг. 3 - сечение А-А на фиг. 1 со схемой установки контрольно-измерительной аппаратуры.
Устройство для изготовления полых валов из жаропрочных сплавов и сталей по предложенному способу содержит, установленные на станине 1 (фиг. 1) каретки перемещения раскатных головок 2, 3 по направляющим 4, 5, раскатные головки 6, 7 с установленными в них раскатными роликами 8, 9, приводы вращения роликов 10, 11 и приводы перемещения этих кареток 12, 13, шпиндель 14 для зажима заготовки Z, в осевое отверстие которой запрессована оправа 15, и упор 16 с гидроцилиндром 17 для фиксации в рабочем положении заготовки, установленные на противоположных ее торцах и кинематически соединенные с приводами вращения 18, 19 и редуктором 20 для синхронизации их скоростей, цилиндрической электронагревательной печи 21, которая выполнена разборной в виде двух полуцилиндров - верхнего и нижнего 21в, 21н, (фиг. 3) и устанавливается коаксиально по отношению к заготовке при раскатке вала, а с торца изолируется от окружающей среды теплоизоляционной втулкой 22. Температура нагрева контролируется термопарами (на чертежах не показаны) вдоль длины заготовки. Для продольного перемещения заготовки станина снабжена направляющими 23, на которых установлены основная каретка 24, оснащенная двигателем ее продольного перемещения 25 и дополнительная каретка 26, жестко соединенные между собой. Финишную обработку наружной поверхности вала осуществляют с помощью режущего инструмента 27, закрепленного в суппорте 28, расположенного на каретке 29, установленной на платформе 30. Глубина резания определяется устройством, измеряющим шероховатость поверхности и состоящим из лазерного осветителя 31 и измерителя сигналов 32 от поверхности вала. После резки поверхность шлифуется расположенным на платформе 33 шлифовальным устройством 34, установленном на каретке 35, и содержащем шлифовальный круг 36, скорость вращения которого регулируется двигателем вращения 37. Возвратно-поступательные перемещения кареток (по стрелкам на фиг. 2), на которых установлены режущий и шлифовальные элементы, по соответствующим платформам, осуществляется двигателями продольного перемещения (на чертеже не показаны). Контрольно-измерительная аппаратура (фиг. 3) включает блок управления (на чертеже не показан), тепловизионную камеру, состоящую из тепловизора 38 с оптической системой 39, абсолютно-черного тела 40, светоделителя 41, ПЗС (прибор с зарядовой связью) камеры 42 с оптической системой 43.
Устройство работает следующим образом.
Раскатные головки 6, 7 монтируются на каретках перемещения раскатных головок 2, 3 для внедрения раскатных роликов 8, 9 в тело заготовки. В осевое отверстие заготовки Z устанавливается оправа 15. Заготовка крепится в зажиме шпинделя 14. Шпиндель устанавливается на основной каретке 24, предназначенной для продольного перемещения по направляющим 23 на станине 1. Устанавливается камера нагрева 21 цилиндрической формы, состоящая из верхней части 21в и нижней части 21н и теплоизоляционной втулки 22. На выбранные на установке места устанавливается контрольно-измерительная аппаратура. Устройство точной установки заготовки и расположения роликов перед раскаткой и режущего и шлифовального инструментов при финишной обработке поверхности вала представляет ПЗС (прибор с зарядовой связью) камеры 42 оптической системой 43 (фиг. 3). Камера воспроизводит идеальное изображение заготовки с заданными геометрическими характеристиками готового изделия, при этом положения роликов, резца и шлифовального круга сравнивается с идеальным изображением, чтобы при изготовлении изделия исключить все неточности, которые могут привести к дефектам и даже к браку. В это время ПЗС камерой 42 формируется реальное изображение заготовки в масштабе заданного ее идеального изображения при точной установке раскатных роликов. Убираются все отклонения от идеальной установки. Стан готов к работе. После этого заготовка зажимается, установленными на дополнительной каретке 26, упором 16 и приводится в движение гидроцилиндром 17 при включении приводов вращения 18 и 19. Синхронизация вращения шпинделя и упора обеспечивается регулировкой скорости вращения упора с помощью редуктора 20. Затем, включаются обе части камеры нагрева заготовки. Ролики вводятся в камеру нагрева спустя несколько минут после начала нагрева камеры, но не соприкасаются с заготовкой. Температура нагрева заготовки контролируется термопарами. При достижении температуры заготовки, близкой к температуре раскатки, ролики вводятся до соприкосновения с телом заготовки, включается их вращение двигателями 10, 11 и производится поперечное перемещение кареток по направляющим 4, 5, двигателями 12, 13 до внедрения роликов на заданную глубину в тело заготовки. По достижении заданной глубины внедрения включается поступательное перемещение основной каретки с помощью двигателя продольного перемещения 25. При многократной раскатке шпиндель возвращается в исходное положение и вновь выполняется раскатка. После завершения раскатки, когда заготовка выходит из камеры нагрева, не прекращая ее вращения и дальнейшего продольного перемещения, производится измерение шероховатости поверхности вала лазерным осветителем 31 и измерителем ответных сигналов 32, значения которых передаются в блок управления для регулирования глубины проникновения, закрепленного в шпинделе 28, резца 27 в тело заготовки, путем продольного перемещения с помощью двигателя (на чертеже не показан) каретки 29 по платформе 30, как показано стрелками на фиг. 2. По достижении заданного уровня микронеровностей поверхности с помощью двигателя (на чертеже не показан) осуществляют продольное перемещение по платформе 33 каретки 35 с установленным на ней шлифовальным устройством 34 до сопряжения с поверхностью заготовки шлифовального круга 36, скорость вращения которого регулируют двигателем вращения 37 по сигналам от блока управления по показаниям измерителя ответных сигналов 32. В процессе изготовления полого вала регистрация распределения температуры в зоне раскатки обеспечивается тепловизором 38 с оптической системой 39, калибровка которой производится через светоделитель 41 от абсолютно-черного тела 40. Сигналы от тепловизора передаются в блок управления для точного поддержания температуры раскатки (±5°). Глубина внедрения раскатного ролика и резца в тело заготовки определяется с помощью ПЗС камеры 42 с оптической системой 43. Сигналы от датчиков поступают в блок управления (на чертеже не показан), а от него на исполнительные механизмы вращения и перемещения заготовки, раскатных роликов, режущего и шлифовального инструментов. По достижении заданных геометрических характеристик готового изделия вал снимается со стана. Таким образом изготовление полого вала происходит при контроле и регулировании параметров процесса от начала раскатки вала до его шлифовки с помощью контрольно-измерительной аппаратуры, соединенной с блоком управления всеми стадиями процесса по единой программе, что позволяет повысить точность достижения заданных геометрических параметров изделия.
Использование предложенных способа и устройства для его осуществления позволяет улучшить качество деталей типа полых валов из жаропрочных сплавов и сталей.
Способ измерения реакции потовых желез человека на психофизиологические воздействия
Устройство для установки обсадных фильтров в глубоких перфорационных каналах-волноводах
Устройство для балансировки
Способ очистки природных водоемов от сероводорода
Переливной клапан бурильной колонны
Пространственный механизм для микропозиционирования
Способ финишной обработки заготовки лопатки газотурбинного двигателя и устройство для его осуществления
Способ деформационной обработки длинномерных полуфабрикатов тонкого сечения из сплавов tini с эффектом памяти формы
Стан для раскатки осесимметричных деталей газотурбинного двигателя
Манипулятор для субмикронных перемещений
Модульная робототехническая технологическая установка
Способ завяливания чайного листа
Установка для бестрассовой проверки лазерного дальномера
Способ изготовления осесимметричных деталей типа дисков
Способ изготовления осесимметричной детали типа диска
Способ изготовления ротационным выдавливанием с утонением стенки полой осесимметричной детали из труднодеформируемого многофазного сплава
Стан для раскатки колец из жаропрочных сплавов
Стан для раскатки осесимметричных деталей газотурбинного двигателя
Стан для раскатки деталей типа тел вращения
Способ изготовления составной заготовки типа "диск-вал" из жаропрочных сплавов

