Результат интеллектуальной деятельности: Способ обработки цельновыкроенной внутренней застежки изделий платьево-блузочного ассортимента
Вид РИД
Изобретение
Изобретение относится к швейной промышленности, в частности, к способам обработки конструктивных узлов швейных изделий платьево-блузочного ассортимента, а именно к обработке внутренних (супатных, или потайных) застежек, и может найти применение при изготовлении изделий указанного ассортимента, преимущественно из тонких, прозрачных и сильно осыпающихся текстильных материалов.
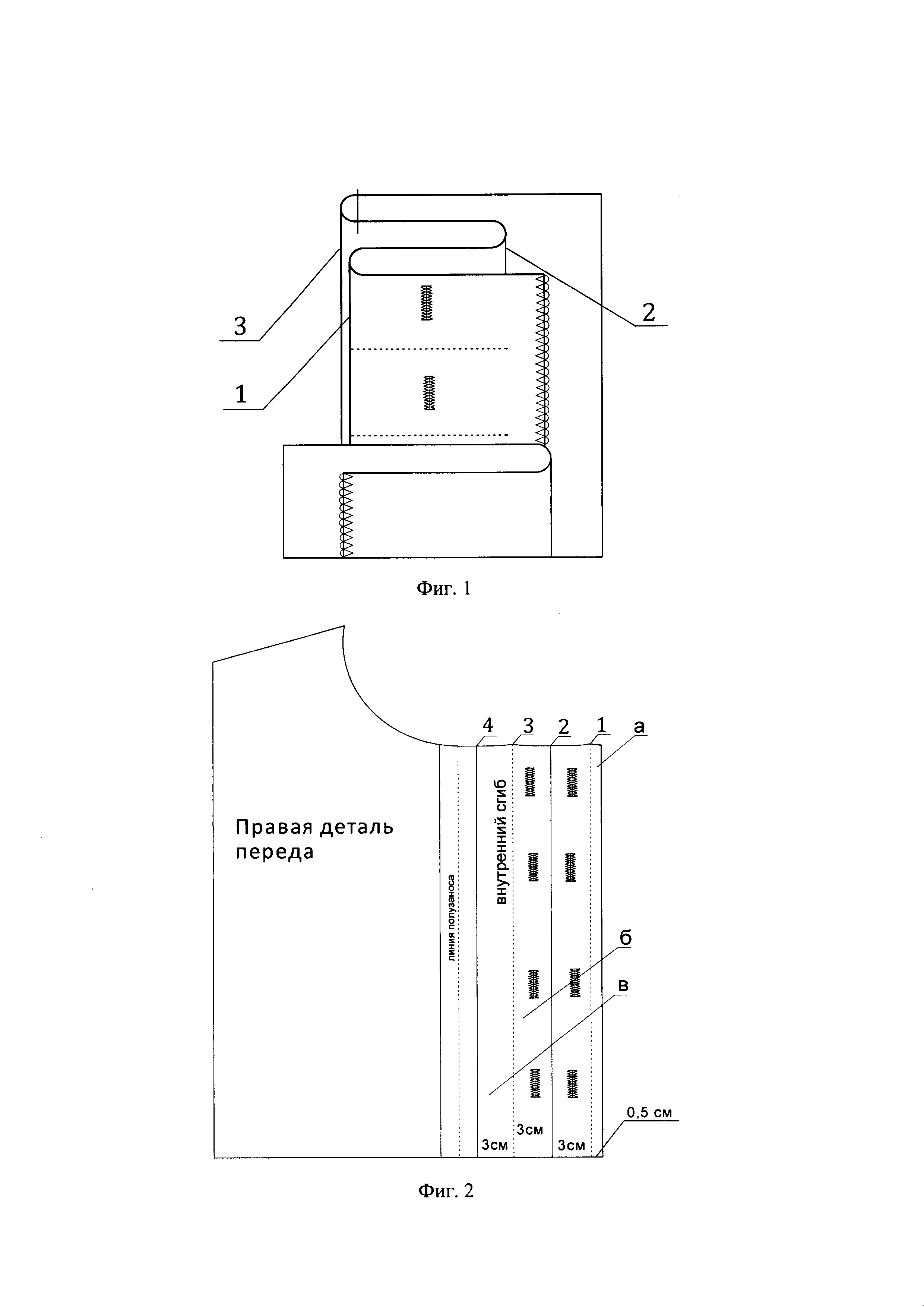
Известен способ обработки потайной цельновыкроенной застежки, описанный в методических указаниях «Прогрессивная технология изготовления одежды в Домах Моды, ателье разрядов «Люкс» и высшего по индивидуальным заказам. Женская верхняя одежда платьево-блузочного ассортимента». [М.: ЦБНТИ, 1989, с. 58-61]. Для осуществления известного способа на правой детали переда намечают три вертикальные линии: первая определяет край борта; вторая и третья, параллельные первой и расположенные со стороны бокового среза детали переда, определяют, соответственно, середину и ширину припуска на обработку застежки. По первой линии на изнаночную сторону правой детали переда перегибают цельновыкроенный подборт и обметывают петли, которые располагают в долевом направлении (фиг. 1). Затем правую деталь переда перегибают по третьей намеченной линии изнаночной стороной внутрь и застрачивают образовавшийся сгиб на расстоянии 5 мм от края. Далее упомянутую деталь отворачивают в сторону, противоположную борту, складывают ее по второй намеченной линии лицевой стороной внутрь, совмещая край борта и застроченный сгиб. Размещают ее изнаночной стороной вверх и прокладывают между петлями строчки в поперечном направлении (закрепки), в противоположную от застежки сторону (фиг. 1). Застежку приутюживают. На левой детали переда борт обрабатывают цельновыкроенным припуском равным ширине застежки в готовом виде и пришивают пуговицы. Внутренние срезы припусков левой и правой сторон застежки обметывают. Обработка внутреннего среза застежки известным способом не позволяет обработать ее внутренний край «вчистую», что снижает категорийность обработки, при этом не только ухудшается внешний вид изделия, но снижаются также его эксплуатационные свойства. Наличие строчки настрачивания на лицевой стороне изделия ограничивает модельные особенности изделия.
Категорийность изготовления застежки известным способом снижена из-за невозможности обработки среза внутреннего припуска застежки «вчистую», что ухудшает внешний вид изделия, особенно при использовании тонких прозрачных тканей. Снижение эстетического восприятия внешнего вида изделия усугубляется наличием строчки застрачивания на лицевой стороне изделия и закрепок между петлями. Помимо этого, закрепки затрудняют доступ к петлям, снижая эксплуатационные характеристики, а их изготовление, с учетом сложности ткани, увеличивает трудоемкость способа.
Наиболее близким к предлагаемому является способ обработки потайной застежки «супат-складка» (обнаружено 2019.02.25 в Интернете по ссылке: https://www.liveinternet.ru/users/4084628/post143023830/). При осуществлении известного способа для формирования потайной застежки, содержащей цельновыкроенную вдвое сложенную планку, на заготовке правой детали переда со стороны среза борта делают припуск с разметкой вертикальными линиями, размещенными параллельно срезу борта на одинаковом расстоянии друг от друга, равном ширине застежки в готовом виде, и добавляют 0,5 см на шов (фиг. 2-3, линии 1-4 и полоса припуска а).Отгибают на изнаночную сторону крайнюю правую полосу припуска вместе с припуском на шов с внешним сгибом по линии 2 и крайнюю левую полосу, ближнюю к линии полузаноса, с внешним сгибом по линии 4. Приутюживают образовавшуюся цельновыкроенную вдвое сложенную планку и располагают ее в одной плоскости. По линии 3, которая делит припуск застежки между линиями 2 и 4 на две равные части (фиг. 3, полосы припуска б и в), прокладывают лицевую строчку (фиг. 3, строчка 1), одновременно настрачивая припуск 0,5 см таким образом, что он оказывается скрытым между двумя цельновыкроенными деталями. На нижней части планки размечают и обметывают вертикальные петли. Перегибают застежку по линии 3 таким образом, чтобы части цельновыкроенной вдвое сложенной планки сложились вместе и образовали складку, при этом верхняя часть планки закрывала застежку. Срез борта левой детали переда обрабатывают обычным способом, настрачивая цельновыкроенный припуск с закрытым срезом (фиг. 3, строчка 2) и пришивая пуговицы.
Однако при изготовлении швейных изделий из тонких, прозрачных и сильно осыпающихся материалов известный способ не обеспечивает достаточно высокого качества потайной застежки, прочность обметанных петель и застежки в целом является недостаточной и может снижаться в процессе эксплуатации, при этом закрытый припуск шва настрачивания 0,5 см образует утолщение, которое продавливается на лицевую сторону и выступает с лицевой стороны. Использование прокладки из материала с односторонним клеевым покрытием не подходит для швейных изделий из таких тканей, поскольку делают застежку более жесткой, плотной и приводит к ухудшению внешнего вида, при этом требует дополнительных операций. Кроме того, вход в застежку слева, в большинстве случаев, неудобен для пользователей с активной правой рукой.
Задачей изобретения является разработка способа обработки внутренней застежки швейных изделий платьево-блузочного ассортимента, изготавливаемых из тонких, прозрачных и сильно осыпающихся текстильных материалов, обеспечивающего высокие эксплуатационные и эстетические характеристики застежки и изделия в целом.
Технический результат предлагаемого способа заключается в улучшении эксплуатационных показателей изготавливаемых швейных изделий платьево-блузочного ассортимента за счет увеличения прочности и износостойкости обрабатываемой внутренней застежки и повышения удобства пользования этой застежкой, благодаря оформлению входа в нее с правой стороны, при одновременном улучшении эстетического восприятия получаемых изделий.
Указанный технический результат достигают способом обработки цельновыкроенной внутренней застежки изделий платьево-блузочного ассортимента, при осуществлении которого на правой детали переда со стороны среза борта делают припуск с разметкой вертикальными линиями, размещенными параллельно срезу на одинаковом расстоянии друг от друга, равном ширине застежки в готовом виде, складывают изнаночной стороной две крайние справа и две ближние к линии полузаноса размеченные полосы припуска, перегибая их по соответствующим линиям разметки и заутюживают с получением цельновыкроенной вдвое сложенной планки, на нижней части которой обметывают вертикальные петли, в котором, в отличие от известного, разметку припуска выполняют с помощью пяти вертикальных линий, при этом первую вертикальную линию разметки намечают слева от линии полузаноса на расстоянии, равном половине ширины застежки в готовом виде, по ближней справа к линии полузаноса линии разметки припуска настрачивают по внешнему сгибу цельновыкроенной вдвое сложенной планки, сформированную из двух крайних справа полос припуска, а цельновыкроенную вдвое сложенную планку, сформированную из двух ближних к линии полузаноса полос припуска, настрачивают по ее основанию, а верхнюю часть после изготовления петель отгибают вправо и приутюживают, при этом на левой детали переда со стороны среза борта делают припуск с разметкой вертикальными линиями, первую из которых наносят с левой стороны от линии полузаноса на расстоянии, равном половине ширины застежки в готовом виде, параллельно срезу борта, остальные три линии наносят справа от первой на одинаковом расстоянии друг от друга, равном ширине застежки в готовом виде, отгибают крайнюю правую полосу припуска по линии разметки на изнаночную сторону и приутюживают, после этого настрачивают внутренний сгиб полученного цельновыкроенного припуска на левую часть переда и пришивают пуговицы.
Для обеспечения высокого качества и эстетичного внешнего вида застежки при настрачивании отступают от настрачиваемого края к середине планки на 1-2 мм.
Разнообразие модельных особенностей швейного изделия обеспечивают с помощью отделочной строчки по одному краю либо по двум краям верхней планки, либо с помощью вышивки, которую выполняют непосредственно после разметки припуска.
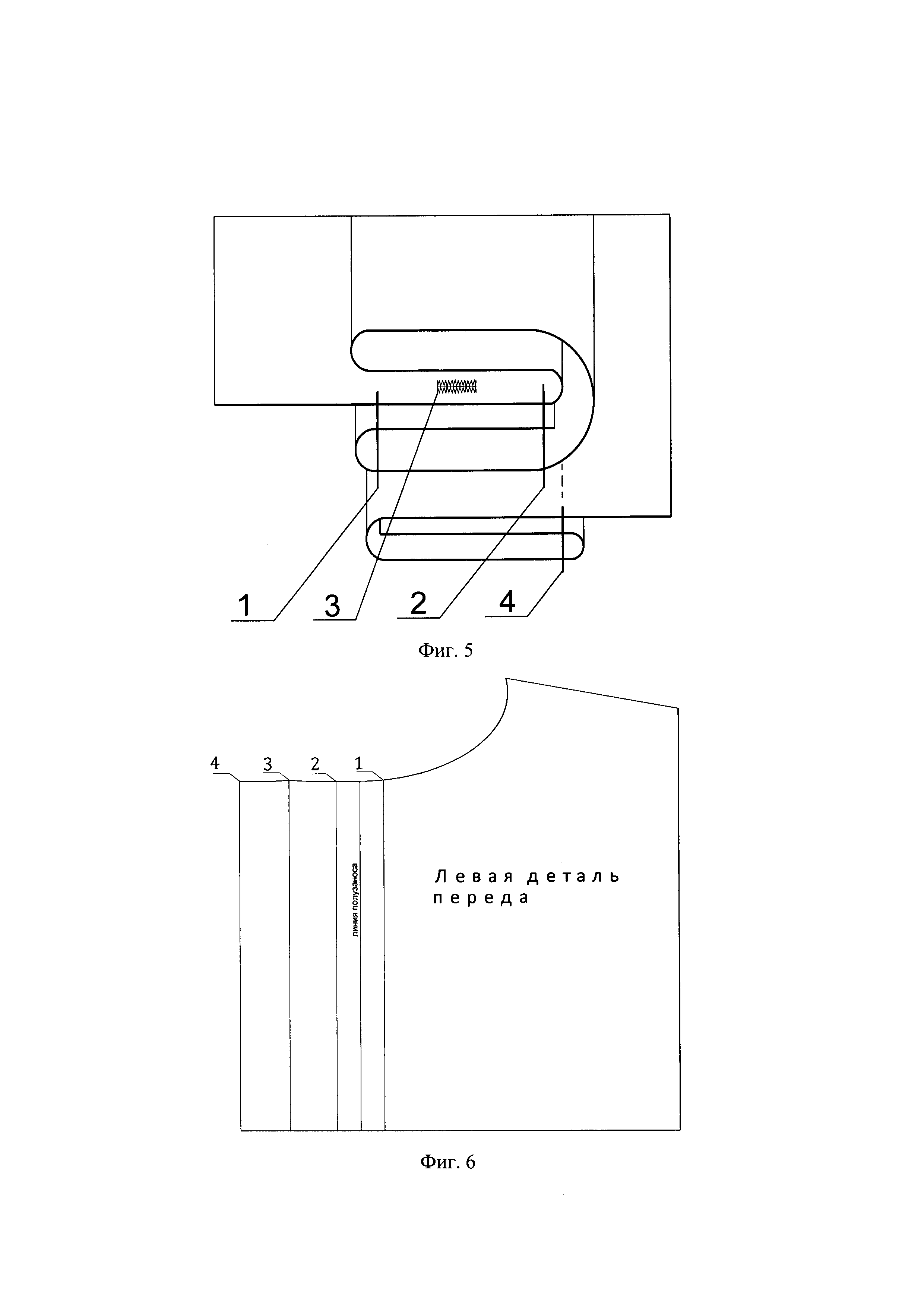
На чертежах (фиг. 4-7) в условных обозначениях представлена последовательность технологических операций, выполняемых при осуществлении предлагаемого способа, а также схема разметки припусков деталей переда для изготовления потайной застежки.
Согласно предлагаемому способу, прежде всего, выполняют разметку припуска правой детали переда, преимущественно одновременно с основной разметкой детали перед раскроем.
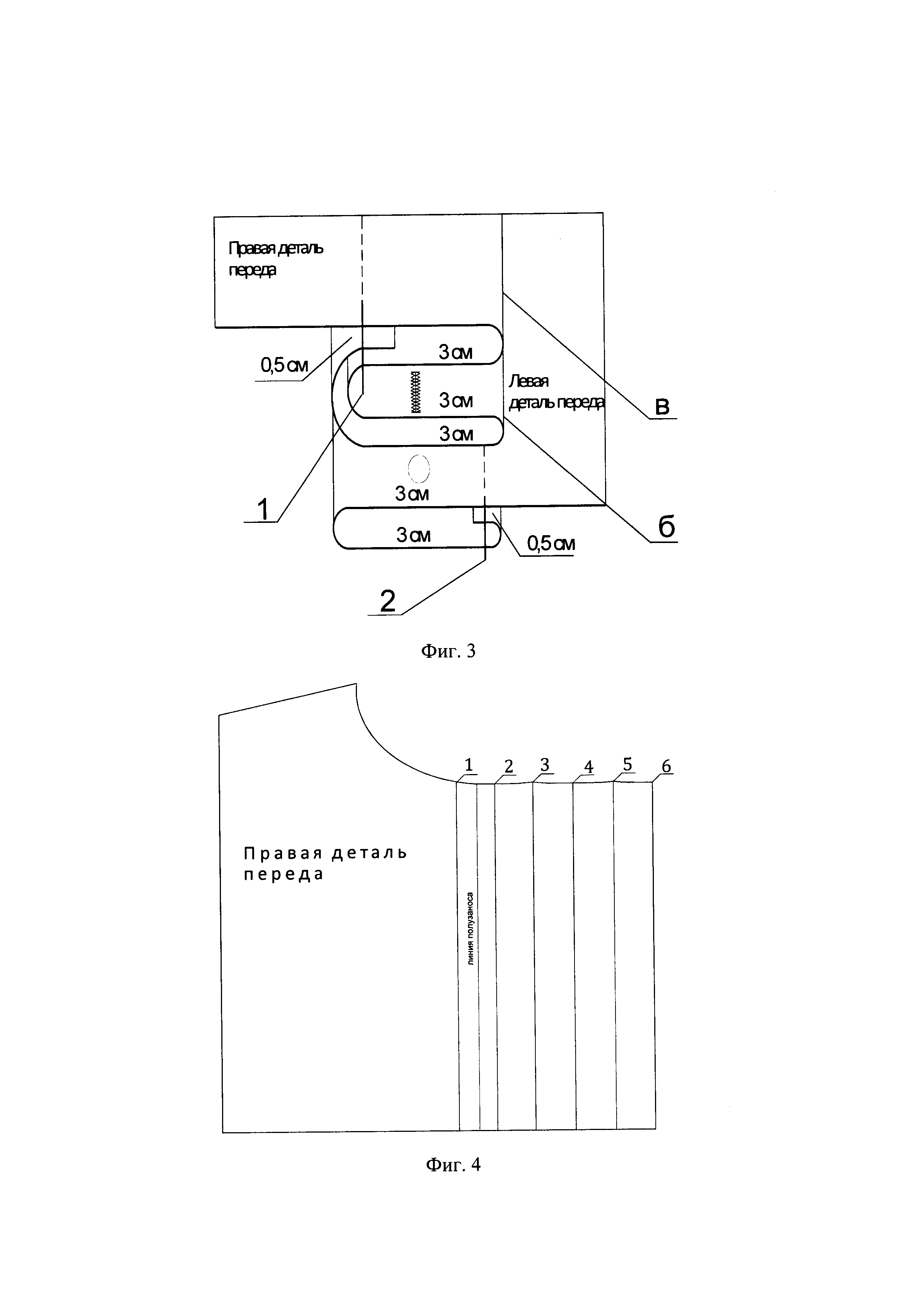
Как показано на фиг. 4, слева от линии полузаноса на расстоянии, равном половине ширины застежки в готовом виде, отмечают вертикальную линию параллельно срезу борта (линия разметки 1).
В общем случае шириной полузаноса называется расстояние от линии центра переда до края борта. Стандартно для блузки линии полузаноса размечают на расстоянии 1,5 см с двух сторон от линии центра переда.
Далее вправо от линии 1 наносят пять вертикальных параллельных линий на одинаковом расстоянии друг от друга, равном ширине застежки в готовом виде, обычно 2,5-3,5 см, преимущественно 3,0 см (фиг. 4, линии разметки 2, 3, 4, 5, 6), оформляя при этом конфигурацию верхнего среза припуска цельновыкроенной внутренней застежки в соответствии с конфигурацией горловины изделия. Затем перегибают крайнюю правую полосу припуска по линии 5 на изнаночную сторону и заутюживают, формируя цельновыкроенную вдвое сложенную планку. Перегибают на изнаночную сторону припуск на застежку по линии 3 и заутюживают, также формируя из двух полос припуска (слева и справа от этой линии) цельновыкроенную вдвое сложенную планку, примыкающую к крайней левой полосе припуска.
Затем настрачивают внешний сгиб нижней части сформированной планки, отступив 1-2 мм к ее середине, т.е. вправо от линии 5 (фиг. 4, строчка 1), и приутюживают полученное соединение.
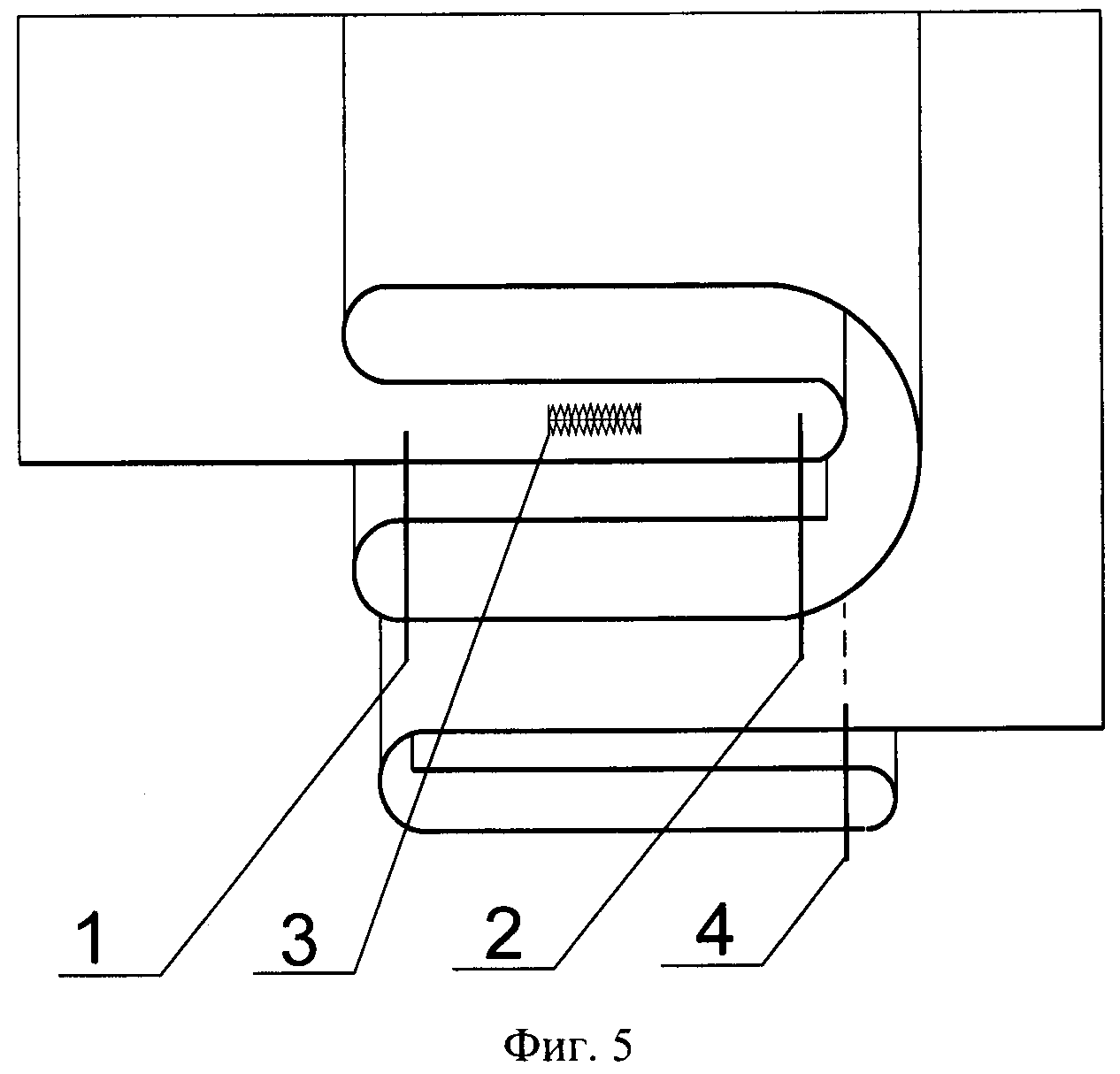
После этого прокладывают скрепляющую строчку вдоль линии 4, отступая влево, к середине планки, на 1-2 мм (фиг. 5, строчка 2) и одновременно закрепляя свободный край крайней правой полосы припуска, которая образует внутреннюю полосу застежки, выполняющую роль прокладки.
На следующем этапе обметывают петли (фиг. 5, показана одна петля 3), достаточно высокое качество выполнения которых обеспечивается наличием дополнительного припуска, равного ширине застежки в готовом виде и являющегося одновременно прокладкой. Использование прокладки является технологически необходимым для изготовления прочных петель хорошего качества, при этом прокладка из основного материала не нарушает визуального восприятия изделия в целом, иными словами, не ухудшает его внешний вид.
Далее перегибают налево и заутюживают планку застежки, находящуюся справа от строчки настрачивания 2 (фиг. 5), закрывая с ее помощью планку с обметанными петлями. Необходимое положение верхней планки фиксируется при обработке горловины и низа блузки или лифа платья. Отделку этой планки (декоративную строчку, вышивку и т.п.) выполняют непосредственно после раскроя и разметки деталей переда.
Разметка левой детали переда включает нанесение первой линии разметки справа от линии полузаноса на расстоянии, равном половине ширины застежки в готовом виде (фиг. 6, линия 1). Влево от этой линии откладывают еще три параллельные линии на равном расстоянии друг от друга, равном ширине застежки в готовом виде (фиг. 6, линии 2, 3, 4), при этом оформляют конфигурацию верхнего среза припуска цельновыкроенной внутренней застежки в соответствии с конфигурацией горловины изделия.
Затем отгибают крайнюю правую полосу припуска по линии 3 на изнаночную сторону и приутюживают. После этого настрачивают (фиг. 5, строчка 4) внутренний сгиб сформированного цельновыкроенного припуска на левую часть переда и пришивают пуговицы, отступая 1-2 мм от края, вправо от линии 3 (фиг. 6), и одновременно закрепляя свободный край крайней правой полосы припуска, образующей внутренний припуск застежки, который выполняет роль прокладки. Приутюживают полученное соединение.
Обработку цельновыкроенной внутренней застежки завершают пришиванием пуговиц на левой части застежки.
Таким образом, предлагаемый способ обеспечивает повышение качества цельновыкроенной внутренней застежки швейных изделий платьево-блузочного ассортимента из тонких, прозрачных и сильно осыпающихся тканей за счет дополнительного припуска, являющегося одновременно прокладкой. Использование прокладки из основного материала позволяет придать застежке необходимую прочность и долговечность, не нарушая визуального восприятия изделия в целом.
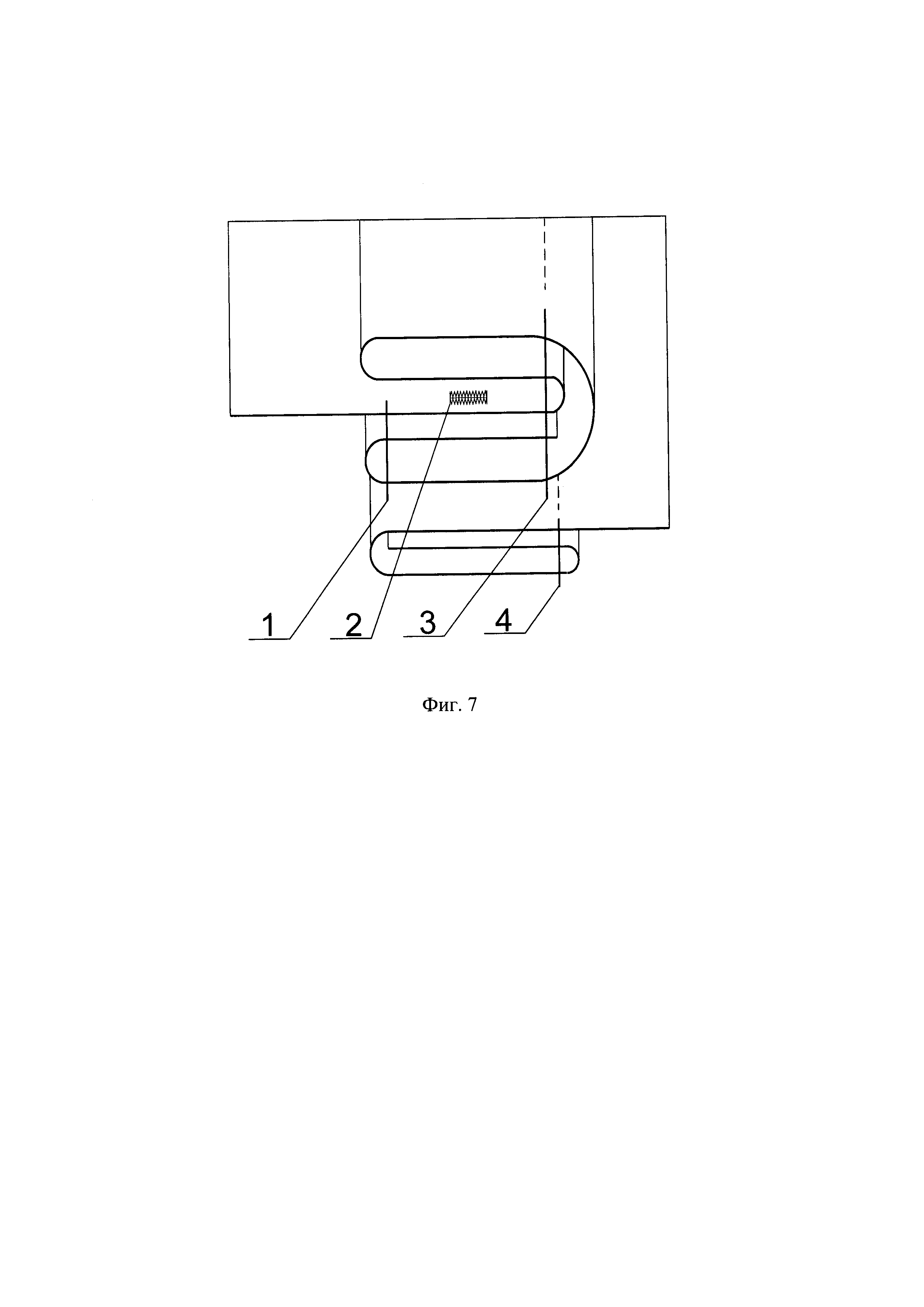
В зависимости от композиционного решения проектируемой модели возможно выполнение настрачиваемой строчки как отделочной (фиг. 7, строчка 3), что позволяет достичь разнообразия изготавливаемых моделей без существенного увеличения трудоемкости и материалоемкости способа.
Способ передачи информации с помощью широкополосных сигналов
Устройство радиосвязи
Сотовый телефон
Бетонная смесь
Смесительная установка струйного типа с кольцевым соплом
Способ обработки низа рукава в изделиях пальтово-костюмного ассортимента из плащевых и курточных материалов (варианты)
Система сотовой связи
Способ измерения длины полотен легкодеформируемых рулонных материалов и устройство для его осуществления
Способ получения чипсов из гидробионтов
Способ проведения исследования клеевых соединений многослойной втулки несущего винта вертолета

