Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ КАНАТОВ ЗАКРЫТОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к метизному производству, и может быть использовано при изготовлении канатов закрытой конструкции.
В настоящее время известны различные способы изготовления нераскручивающихся канатов закрытой конструкции и устройства для их осуществления.
Известен способ изготовления нераскручивающихся канатов закрытой конструкции, заключающейся в предварительной деформации проволок и после обжима канат подвергают дополнительному знакопеременному изгибу (SU 356327, МПК D07B 3/00, опубликовано 23.10.1972).
Данный способ не позволяет получить нераскручиваемость каната и не обеспечивает фиксацию проволок для предотвращения их разворота при свивке каната.
Известно устройство в виде распределительной шайбы, в которой каждый профилированный направляющий паз повернут в поперечном сечении относительно радиуса внутреннего кольца на угол 40-25° при кратности свивки 7-9 соответственно, при этом длина хорды сферической поверхности внутреннего кольца определяется из соотношения S=0,6ρ, где: ρ - радиус сферы (SU 579366, МПК D07B 7/02, опубликовано 11.05.1977).
Данное устройство не нашло практического применения из-за трудоемкости при заправке фасонных проволок и не обеспечивает получение нераскручиваемости каната по всей его длине.
Известен способ и устройство конструкции Магнитогорского калибровочного завода для преформации фасонной проволоки для канатов закрытой конструкции. Предварительная свивка фасонных проволок происходит в обжимных плашках канатной машины. На вращающемся синхронно с ротором машины диске расположены ролики. На этих роликах фасонная проволока получает изгиб. При совпадении направлений вращений диска и ротора канатной машины на участке между обжимными плашками и диском происходит раскрутка фасонных проволок, а в дальнейшем, во вторых обжимных плашках, установленных за диском, -повторная их свивка (В.Д. Королев Канатное производство. Учебное пособие для техникумов. М.: Металлургия. - 1980. - с. 146).
С помощью данного способа достигается удовлетворительная нейтрализация внутренних упругих напряжений в свиваемых фасонных проволоках закрытых канатов, но устройство сложно и не применимо для преформации канатов закрытой конструкции больших диаметров, а также применение данного способа не позволяет производить ремонт каната в случае обрыва проволоки при его свивке.
Известен способ и устройство для преформации фасонной проволоки для канатов закрытой конструкции. Проволока фасонная подвергается предварительному осевому закручиванию в деформаторе роликового типа. Далее она проходит через скручивающую шайбу, в которой имеются пазы с профилем, соответствующем сечению проволоки. Свиваясь в плашках, канат подвергается силовому воздействию при помощи обкатника (В.Д. Королев Канатное производство. Учебное пособие для техникумов. М.: Металлургия. - 1980. - с. 146-147).
Недостатком данного изобретения является то, что при обкатке поверхности каната возникают микротрещины в проволоках.
Известно устройство для предварительной деформации фасонных проволок при производстве канатов закрытой конструкции, состоящее из закрепленных по ходу технологического процесса на канатной машине скручивающего узла, дополнительной и основной плашек, в котором предусматривается наличие сердечника, а скручивающий узел выполнен в виде трубки с перфорированной поверхностью, перфорация которой заполнена шариками с количеством последних на единице площади не менее одного шарика на 100 мм2, огибающего ролика и втулки-делителя (RU 2090292, МПК B21F 21/00, B21F 15/04, опубликовано 20.09.1997).
Данное устройство не нашло практического применения из-за его громоздкости и трудоемкости при заправке фасонных проволок.
Наиболее близким к заявленному изобретению (принят за прототип) является способ и устройство для преформации фасонной проволоки для канатов закрытой конструкции. Проволоки, разматываясь с зарядных катушек, проходят через диск, на котором установлены розетки с роликами, скручиваясь вокруг собственной оси, и далее пропускаются через шаблон с фасонными пазами, соответствующим профилю проволок. Свивка и формирование каната производится в обжимных плашках (В.Д. Королев Канатное производство. Учебное пособие для техникумов. М.: Металлургия. - 1980. - с. 148).
Данный способ не обеспечивает получение полной нераскручиваемости каната, а также возможен разворот фасонной проволоки при свивке каната.
Настоящее изобретение направлено на обеспечении нераскручиваемости канатов закрытой конструкции, в котором преодолевались бы недостатки уровня техники.
С помощью настоящего изобретения достигается технический результат, состоящий в нейтрализации внутренних упругих напряжений, возникающих при свивке проволок фасонных, путем преформации проволок фасонных и достижением нераскручиваемости каната закрытой конструкции, увеличение срока службы канатов закрытой конструкции вследствие исключения выхода проволок фасонных из взаимного зацепления.
Для решения поставленной задачи и достижения указанного технического результата в настоящем изобретении предложен способ изготовления нераскручивающихся канатов закрытой конструкции и устройство для его осуществления.
Способ изготовления нераскручивающихся канатов закрытой конструкции, заключающийся в том, что проволока фасонная, разматываясь с зарядной катушки, протягивается через устройство для преформации фасонной проволоки, где происходит закручивание ее вокруг собственной оси на 180-360° в сторону, противоположную направлению свивки каната между двумя парами роликов преформатора, фиксация положения проволоки фасонной осуществляется роликами преформатора на расстоянии, зависящем от шага свивки и маркировочной группы каната, далее проволока самопроизвольно закручивается вокруг своей оси, и протягивается через накладки с профильными отверстиями в распределительном шаблоне, и, дополнительно скручиваясь, плавно входит в обжимные плашки.
Устройство для преформации фасонной проволоки канатов закрытой конструкции, состоящее из диска, отличающееся тем, что на диске установлены узлы крепления роликов деформатора, на которых крепятся по две пары роликов с профильной нарезкой под фасонную проволоку по рабочей поверхности, число узлов крепления равно числу свиваемых проволок в слое, а расстояние между роликами определяется формулой:
L=(0,4÷1, 10)*Тк,
где (0,4÷1,10) - эмпирический коэффициент, зависящий от маркировочной группы каната;
L - расстояние между парами роликов, мм;
Тк - шаг свивки каната, мм
Заявленное изобретение имеет ряд особенностей. Проволока фасонная в процессе свивки подвергается преформации путем одностороннего изгиба и осевого кручения, а благодаря наличию двух пар роликов с профильной нарезкой под фасонную проволоку по рабочей поверхности, достигается фиксация изгиба и равномерное натяжение проволоки фасонной. С помощью накладок с профильными отверстиями улучшается качество укладки проволок по винтовой линии, что исключает ее разворот в обжимных плашках. Применение накладок с профильными отверстиями соответствующими профильному сечению проволоки экономически эффективно, так как исключены расходы на изготовление дорогостоящей оснастки (распределительный шаблон) под каждый типоразмер фасонной проволоки, а замена накладок при переходе на другой типоразмер каната производится оперативно с применением только ручных операций.
Устройство для преформации проволок фасонных имеет простую конструкцию, отличается малой трудоемкостью в настройке и позволяет легко контролировать процесс свивки каната.
Для пояснения предлагаемого изобретения предложены чертежи, на которых одинаковые элементы снабжены одинаковыми ссылочными позициями.
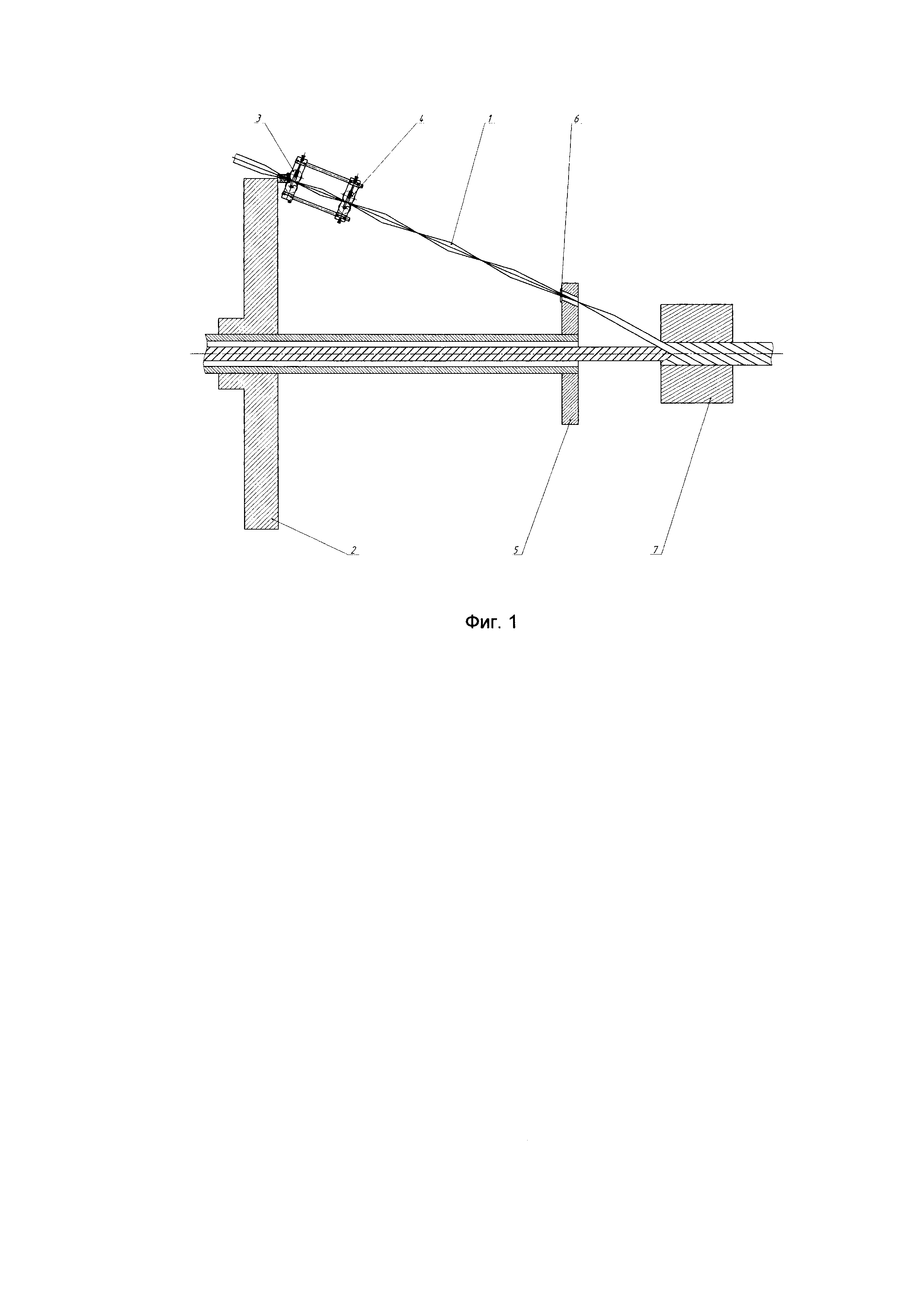
Фиг. 1 показывает схему изготовления нераскручивающихся канатов закрытой конструкции;
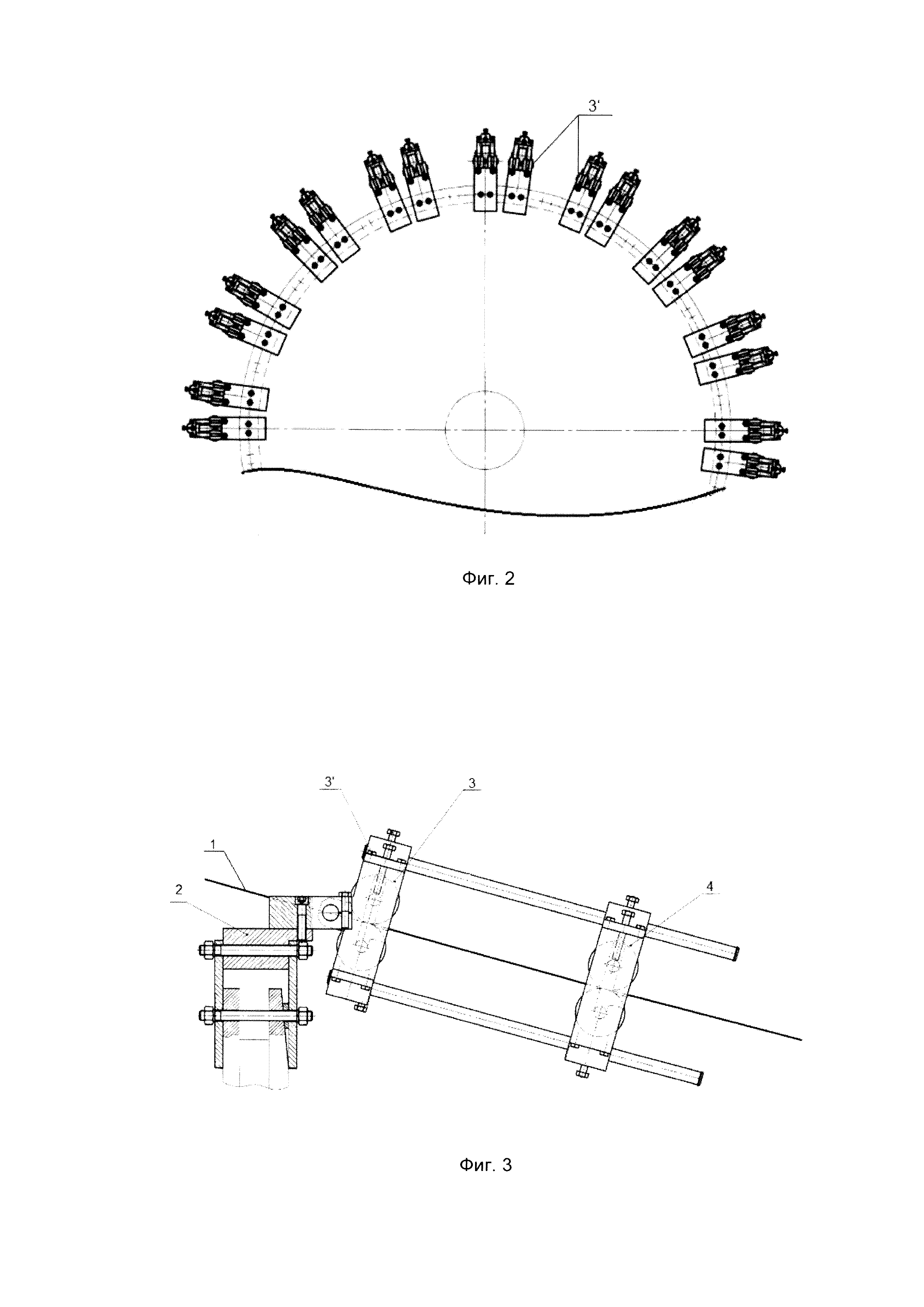
Фиг. 2 показывает фрагмент вида спереди устройства для преформации фасонной проволоки канатов закрытой конструкции;
Фиг. 3 показывает один из узлов крепления роликов деформатора на диске.
Устройство для преформации фасонной проволоки канатов закрытой конструкции состоит из диска 2, на котором расположены узлы крепления роликов деформатора 3': две пары роликов 3 и 4, количество которых равно количеству проволок в наружном слое каната.
Способ изготовления нераскручивающихся канатов закрытой конструкции осуществляется следующим образом. Проволока 1, разматываясь с зарядных катушек проходит через преформирующее устройство, состоящее из диска 2, на котором расположены узлы крепления роликов деформатора 3': две пары роликов, количество которых равно количеству проволок в наружном слое каната. Проволока протягивается через первую пару роликов 3 от ротора машины, закручивается вокруг собственной оси на 180-360° в сторону, противоположную направлению свивки каната. Затем фиксируется второй парой роликов 4. Расстояние между парами роликов зависит от шага свивки и маркировочной группы каната, рассчитывается по формуле L=(0,4÷1,10)*Тк, (где (0,4÷1,10) -эмпирический коэффициент, зависящий от маркировочной группы каната; L -расстояние между парами роликов, мм; Тк - шаг свивки каната, мм). Далее проволока самопроизвольно закручивается вокруг своей оси, и протягивается через накладки 6 с профильными отверстиями в распределительном шаблоне 5, и, дополнительно скручиваясь, плавно входит в обжимные плашки 7.
Для получения равномерной деформации проволок при протягивании последующих проволок количество закручиваний проволоки вокруг своей оси на всех участках выставляется по первой проволоке. Свивка и формирование каната производится в обжимных плашках.
Данный способ преформации фасонной проволоки реализован при изготовлении несущих и подъемных канатов закрытой конструкции, который обеспечил нераскручиваемость канатов и нейтрализацию внутренних упругих напряжений на 60-70%, увеличение службы канатов закрытой конструкции вследствие исключения выхода проволок фасонных из взаимного зацепления.
Способ производства горячекатаных листов из низколегированной стали
Способ производства низкоуглеродистой стали
Способ выработки электроэнергии с использованием тепла отходящих конвертерных газов
Способ производства горячеоцинкованного проката для холодной штамповки
Способ производства холоднокатаного горячеоцинкованного проката с полиуретановым покрытием
Способ термической обработки горячекатаного рулонного проката из легированных доэвтектоидных сталей
Способ перемешивания стали в металлургическом агрегате
Маломагнитная сталь и изделие, выполненное из нее
Способ переработки огненно-жидкого доменного шлака
Способ загрузки доменной печи

