Результат интеллектуальной деятельности: ЗАГОТОВКА ДЛЯ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ, ВЫПОЛНЕННАЯ ИЗ ДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение.
Настоящее изобретение в целом относится к области цветной металлургии, в частности к материалам из титанового сплава с заданными механическими свойствами для изготовления крепежных изделий авиационной техники.
Предшествующий уровень техники.
Производство летательных аппаратов является одним из наиболее сложных производств современного наукоемкого машиностроения и обладает специфическими особенностями. Специфика проектирования, конструирования, производства определена огромным количеством выполняемых различных технологических процессов изготовления деталей из разнообразных материалов в конструкции планера самолета. Самолет как транспортное средство должен обеспечивать безопасность полета, надежность, а также соответствовать определенным показателям летно-технических характеристик. Качество и эффективность являются основополагающими свойствами летательного аппарата. Конструкция самолета - это совокупность блоков и механизмов, скрепленных воедино крепежом. Число крепежных деталей в современных широкофюзеляжных пассажирских лайнерах может достигать нескольких сотен тысяч. От качества и служебных характеристик крепежных элементов конструкции зависит безопасность полета. Именно по этой причине к изготовлению крепежных элементов требуется особый подход.
Для достижения максимальных летных характеристик и прочности изготавливаются болты, винты, шпильки, заклепки, гайки из специально разработанных материалов. Материал крепежных деталей в конструкции самолетов выбирается в зависимости от назначения и условий работы узлов. Традиционно для изготовления крепежа используются материалы, стойкие к перепадам температур и ударным нагрузкам. Большую роль в производстве крепежных элементов играют титановые сплавы. Важнейшими преимуществами титанового крепежа перед другими видами крепежных изделий являются его высокая удельная прочность и жаропрочность в сочетании с высокой коррозионной стойкостью. Перечисленные качества титанового крепежа открывают большие перспективы его применения в авиастроении.
В обстоятельствах рыночной экономики разработка и изготовление конкурентоспособных высокоресурсных материалов для крепежных изделий приобретают особую важность и актуальность. В условиях крупносерийного и массового производства необходимо уделять повышенное внимание обеспечению высоких характеристик качества заготовок для крепежных элементов при возможности их изготовления с высокой производительностью и минимальными затратами.
Известны крепежные изделия и способ их производства, выполненные из альфа/бета титанового сплава, включающие подвергнутый горячей прокатке, обработке на твердый раствор и старению альфа/бета титановый сплав, содержащий, мас. %:
алюминий от 3,9 до 4,5;
ванадий от 2,2 до 3,0;
железо от 1,2 до 1,8;
кислород от 0,24 до 0,3;
углерод до 0,08;
азот до 0,05;
другие элементы не более чем 0,3 в сумме,
при этом другие элементы представляют собой, по существу, по меньшей мере один из: бор, иттрий с содержанием каждого менее чем 0,005 и олово, цирконий, молибден, хром, никель, кремний, медь, ниобий, тантал, марганец и кобальт с содержанием каждого 0,1 или менее, остальное - титан и случайные примеси, горячую прокатку титанового сплава в области альфа/бета фаз с получением заготовки; отжиг полученной заготовки при температуре от 1200°F (648,9°С) до 1400°F (760°С) в течение времени от 1 часа до 2 часов; охлаждение на воздухе; механическую обработку до заранее определенного размера изделия; обработку на твердый раствор при температуре от 1500°F (815,6°С) до 1700°F (926,7°С) в течение времени от 0,5 часа до 2 часов; охлаждение со скоростью, по меньшей мере, эквивалентной охлаждению на воздухе; старение при температуре от 800°F (426,7°С) до 1000°F (537,8°С) в течение времени от 4 часов до 16 часов; и охлаждение на воздухе (Патент РФ на изобретение №2581332, МПК С22С 14/00, C22F 1/18, публ. 20.04.2016).
Использование известного решения позволяет получать крепежные изделия и заготовки к ним с уровнем прочности на растяжение свыше 190 KSi (1310 МПа), а также достигать уровня сопротивления двойному срезу более 120 KSi (827 МПа). Однако указанные значения механических свойств возможно получить в состоянии только после обработки на твердый раствор и последующего искусственного старения (STA), которая позволяет достигать максимальных прочностных значений при определенном снижении пластичности. При этом прочность данных изделий и заготовок в состоянии STA свыше 160 KSi (1103 МПа) достижима только до толщины 2,5-3 дюйма (63,5-76,2 мм). Кроме того, состояние STA вызывает в материале заготовок крепежных элементов увеличение внутренних остаточных напряжений, что приводит к необходимости операции правки удлиненных деталей крепежа. Внутренние остаточные напряжения свыше расчетных значений приводят к искажению формы и размеров изделия при его изготовлении либо эксплуатации. При этом остаточные напряжения материала детали могут представлять определенную угрозу, так как складываются с действующими на деталь рабочими напряжениями, что может вызвать уменьшение срока службы детали и преждевременное разрушение конструкции.
Известен способ изготовления титанового сплава и крепежных изделий для летательного аппарата, включающий: обеспечение наличия титанового сплава, полученного с использованием, по меньшей мере, 50% титанового скрапа; отжиг титанового сплава; причем титановый сплав содержит от 5,50 до 6,75 мас. % алюминия, от 3,50 до 4,50 мас. % ванадия, от 0,25 до 0,50 мас. % кислорода и от 0,40 до 0,80 мас. % железа; и изготовление крепежного изделия для летательного аппарата из титанового сплава (Патент РФ на изобретение №2618016, МПК С22С 14/00, C22F 1/18, публ. 02.05.2017) - прототип.
Применение прототипа позволяет получить на отожженном металле уровень прочности на растяжение до 160 ksi (1103 МПа) и предел прочности на двойной срез до 95 ksi (655 МПа) при толщине крепежного изделия не более 1 дюйма (25,4 мм). Однако крепежные изделия большей толщины характеризуются снижением максимального предела прочности на растяжение до 150 ksi (1034 МПа) и предела прочности на двойной срез 90 ksi (621 МПа).
Задачей, на решение которой направлено изобретение, является получение заготовки для крепежных изделий диаметром до 4 дюймов (101,6 мм), обладающей высокими показателями механических свойств при минимизации затрат на ее изготовление.
Техническим результатом, достигаемым при осуществлении изобретения, является получение заготовки для крепежных изделий из титанового сплава, в котором химический состав оптимально сбалансирован с возможностями производства материала в отожженном состоянии с высокими значениями прочности на растяжение и прочности на двойной срез при сохранении высоких показателей пластических свойств.
Раскрытие изобретения.
Указанный технический результат достигается тем, что заготовка для изготовления крепежных изделий выполнена из деформируемого титанового сплава, содержащего масс. %: 5.5-6,5 Al, 3.0-4,5 V, 1,0-2,0 Мо, 0,3-1,5 Fe, 0,3-1,5 Cr, 0,05-0,5 Zr, 0,2-0,3 О, не более 0,05 N, не более 0,08 С, не более 0,25 Si, остальное титан и неизбежные примеси, в котором величина структурного алюминиевого эквивалента [Al]экв=7,5-9,5, а величина структурного молибденового эквивалента [Мо]экв=6,0-8,5, при этом эквиваленты определены по следующим выражениям:
[Al]экв=[Al]+[О]×10+[Zr]/6;
[Мо]экв=[Mo]+[V]/l,5+[Cr]×1,25+[Fe]×2,5.
Заготовка для изготовления крепежных изделий выполнена в виде катаного прутка круглого сечения диаметром от 8 до 31,75 мм (0,315-1,25 дюйма) и имеет в отожженном состоянии предел прочности на растяжение не менее 165 KSi (1138 МПа) и предел прочности на двойной срез не менее 100 KSi (689 МПа). Заготовка для изготовления крепежных изделий может быть выполнена в виде катаного прутка круглого сечения диаметром свыше 32 до 101,6 мм (1,25-4 дюйма) и имеет в отожженном состоянии предел прочности на растяжение не менее 160 KSi (1103 МПа) и предел прочности на двойной срез не менее 95 KSi (655 МПа). Также заготовка для изготовления крепежных изделий может быть выполнена в виде проволоки круглого сечения диаметром до 10 мм (0,394 дюйма), полученной посредством волочения, и имеет в отожженном состоянии предел прочности на растяжение не менее 168 KSi (1158 МПа) и предел прочности на двойной срез не менее 103 KSi (710 МПа).
Также указанный технический результат достигается тем, что способ изготовления заготовки для крепежных элементов, выполненной в виде катаного прутка круглого сечения диаметром от 8 до 101,6 мм (0,315-4,0 дюйма), включает выплавку слитка из титанового сплава, содержащего масс. %: 5,5-6,5 Al, 3,0-4,5 V, 1,0-2,0 Мо, 0,3-1,5 Fe, 0,3-1,5 Cr, 0,05-0,5 Zr, 0,2-0,3 О, не более 0,05 N, не более 0,08 С, не более 0,25 Si, остальное титан и неизбежные примеси, в котором величина структурного алюминиевого эквивалента [Al]экв=7,5-9,0, а величина структурного молибденового эквивалента [Мо]экв=6,0-8,5, при этом эквиваленты определены по следующим выражениям:
[Al]экв=[Al]+[О]×10+[Zr]/6;
[Мо]экв=[Mo]+[V]/l,5+[Cr]×l,25+[Fe]×2,5;
изготовление из слитка кованой заготовки при температурах β- и/или (α+β)-области, механическая обработка кованой заготовки, горячая прокатка при температуре нагрева металла β- и/или (α+β)-области для получением катаной заготовки, последующий отжиг катаной заготовки при температуре 550-705°С (1022-1300°F) в течение не менее 0,5 часа. При этом способ изготовления заготовки для крепежных элементов, выполненной в виде проволоки круглого сечения диаметром до 10 мм (0,394 дюйма), полученной посредством волочения, включает выплавку слитка из титанового сплава, содержащего масс. %: 5,5-6,5 Al, 3,0-4,5 V, 1,0-2,0 Мо, 0,3-1,5 Fe, 0,3-1,5 Cr, 0,05-0,5 Zr, 0,2-0,3 О, не более 0,05 N, не более 0,08 С, не более 0,25 Si, остальное титан и неизбежные примеси, в котором величина структурного алюминиевого эквивалента [Al]экв=7,5-9,0, а величина структурного молибденового эквивалента [Мо]экв=6,0-8,5, при этом эквиваленты определены по следующим выражениям:
[Al]экв=[Al]+[О]×10+[Zr]/6;
[Мо]экв=[Mo]+[V]/l,5+[Cr]×1,25+[Fe]×2,5,
изготовление из слитка кованой заготовки при температурах β- и/или (α+β)-области, механическая обработка кованой заготовки, горячая прокатка при температуре нагрева β- и/или (α+β)-области для получения катаной заготовки диаметром 6,5-12 мм (0,256-0,472 дюйма), последующий отжиг катаной заготовки при температуре 550-705°С (1022-1300°F) в течение не менее 0,5 часа, дальнейшее волочение с получением проволоки и последующим проведением отжига проволоки при температуре 550-705°С (1022-1300°F) в течение не менее 0,5 часа.
Предложенная заготовка для крепежных элементов обладает комплексом высоких технологических и конструкционных свойств, который достигается за счет оптимального подбора легирующих элементов, их соотношений в титановом сплаве, а также за счет разработки оптимальных термомеханических режимов, позволяющих получить заготовки высокого качества.
Заготовка для крепежных элементов выполнена из (α+β)-титанового сплава, в составе которого содержатся α-стабилизаторы, нейтральные упрочнители, β-стабилизаторы.
Группа α-стабилизаторов содержит такие элементы, как алюминий и кислород. Введение α-стабилизаторов в титановые сплавы расширяет область твердых растворов на основе титана, снижает плотность и повышает модуль упругости сплава. Алюминий является наиболее эффективным упрочнителем, повышает удельную прочность сплава, при этом улучшая прочностные и жаропрочные свойства титана. При содержании алюминия в сплаве менее 5,5% не достигается необходимая прочность сплава, при содержании свыше 6,5%, происходит нежелательное снижение пластичности при значительном повышении Тпп. Кислород повышает температуру аллотропического превращения титана. Присутствие кислорода в пределах 0,2-0,3% повышает прочность без снижения пластичности. Наличие в сплаве азота не более 0,05% и углерода не более 0,08% не оказывает заметного влияния на снижение пластичности при комнатной температуре.
К нейтральным упрочнителям химического состава заготовки для крепежных элементов относится цирконий. Цирконий образует с α-титаном широкий ряд твердых растворов, относительно близок к нему по температуре плавления и плотности, повышает коррозионную стойкость. Содержание циркония, принятое в интервале 0,05-0,5%, позволяет усилить тенденцию повышения прочности за счет повышения прочности α-фазы и за счет эффективности влияния на сохранение метастабильного состояния при охлаждении заготовки более массивного сечения.
Группа β-стабилизаторов, которые представлены в предлагаемом изобретении и широко применяются в промышленных сплавах, содержит изоморфные β-стабилизаторы и эвтектоидные β-стабилизаторы.
В химическом составе заготовки для крепежных элементов присутствуют такие изоморфные β-стабилизаторы, как ванадий и молибден. Ванадий в количестве 3,0-4,5% обеспечивает стабилизацию β-фазы в части затруднения образования α2-сверхструктуры в α-фазе и способствует повышению не только прочностных свойств, но и пластичности. Содержание молибдена в интервале 1,0-2,0% обеспечивает полную растворимость его в α-фазе, что позволяет получать высокие прочностные характеристики без снижения пластических свойств. При содержании молибдена свыше 2,0% увеличивается удельный вес сплава, соответственно, уменьшается удельная прочность материала заготовки, а пластические свойства снижаются.
Также в химическом составе заготовки для крепежных элементов присутствуют эвтектоидные β-стабилизаторы (Cr, Fe, Si).
Введение железа в интервале 0,3-1,5% увеличивает объемную долю β-фазы, снижая сопротивление деформации при горячей обработке сплава, что помогает избежать образования деформационных дефектов. Содержание железа более 1,5% приводит к ликвационным процессам с образованием «бета-флеков» при плавлении и кристаллизации сплава, что приводит к неоднородности структуры и, соответственно, механических свойств, а также снижению коррозионной стойкости.
Установленное в интервале 0,3-1,5% содержание хрома обусловлено тем, что этот элемент хорошо упрочняет титановые сплавы и является сильным β-стабилизатором. Однако при легировании сплава хромом больше установленного максимального предела велика вероятность получения при длительных изотермических выдержках охрупчивающих интерметаллидов, а при выплавке слитков велика вероятность образования химических неоднородностей.
Содержание кремния принято не более 0,25%, т.к. кремний в заявленных пределах полностью растворяется в α-фазе, обеспечивая упрочнение α-твердого раствора и образование небольшого количества β-фазы в сплаве. Кроме того, добавка кремния в сплав повышает его жаропрочность. Содержание кремния более вышеуказанного приводит к образованию силицидов, вызывающих снижение предела ползучести и образование трещин в материале.
Изобретение основано на возможности разделения эффектов упрочнения титановых сплавов от легирования α-стабилизаторами и нейтральными упрочнителями и от введения β-стабилизаторов. Эта возможность оправдана следующими соображениями. Элементы, эквивалентные алюминию, упрочняют титановые сплавы в основном в результате растворного упрочнения, а β-стабилизаторы - в основном вследствие увеличения количества более прочной β-фазы. Поэтому с целью стабилизации прочностных свойств заготовки для крепежных элементов установлено ограничение на интервалы содержания легирующих элементов в сплаве. Для решения этой задачи определен механизм регулирования их соотношения в интервале заявленного состава материала заготовки.
Для сплава, из которого выполнена заготовка для крепежных элементов, рассчитаны структурные алюминиевый [Al]экв и молибденовый [Мо]экв эквиваленты, которые определяются экономическими, прочностными и технологическими свойствами.
Структурный алюминиевый эквивалент [Al]экв установлен в пределах 7,5-9,0. Это ограничение связано с тем, что величина [Al]экв ниже 7,5 не позволяет стабильно получить заданный уровень механических свойств, а при увеличении [Al]экв свыше 9,0 возрастает твердорастворное упрочнение, приводящее к снижению технологической пластичности и созданию предпосылок для образования трещин в процессе деформации.
Величина структурного молибденового эквивалента [Мо]экв принята в интервале 6,0-8,5, что обеспечивает стабилизацию требуемого количества β-фазы, прохождение фазовых превращений при термическом воздействии с получением высоких прочностных свойств сплава.
В предлагаемом изобретении [Al]экв и [Мо]экв являются базовыми категориями, которые задаются, учитываются и эффективно управляют технологическим процессом получения качественной заготовки для крепежных элементов с точно назначенными потребителем конструкционными и технологическими свойствами. Предложенные в изобретении принципы позволяют компенсировать недостаток более дорогостоящих химических элементов эквивалентными количествами имеющихся в наличии менее дорогих легирующих элементов в рамках назначенных прочностных эквивалентов и химического состава сплава, в том числе и находящихся в составе определенного количества отходов при их вовлечении в шихту. При этом стоимость сплава может сократиться до 30% при стабильном сохранении высоких конструкционных и эксплуатационных свойств заготовки для крепежных элементов.
Сущность предлагаемого способа изготовления заготовки для крепежных элементов заключается в следующем.
Для изготовления заготовки для крепежных элементов в вакуумной дуговой печи выплавляют слиток следующего химического состава: 5,5-6,5 Al, 3,0-4,5 V, 1,0-2,0 Мо, 0,3-1,5 Fe, 0,3-1,5 Cr, 0,05-0,5 Zr, 0,2-0,3 О, не более 0,05 N, не более 0,08 С, не более 0,25 Si, остальное титан и неизбежные примеси, в котором величина структурного алюминиевого эквивалента [Al]экв=7,5-9,5 а величина структурного молибденового эквивалента [Мо]экв=6,0-8,5, при этом эквиваленты определены по следующим выражениям:
[Al]экв=[Al]+[O]×10+[Zr]/6;
[Мо]экв=[Mo]+[V]/l,5+[Cr]×1,25+[Fe]×2,5.
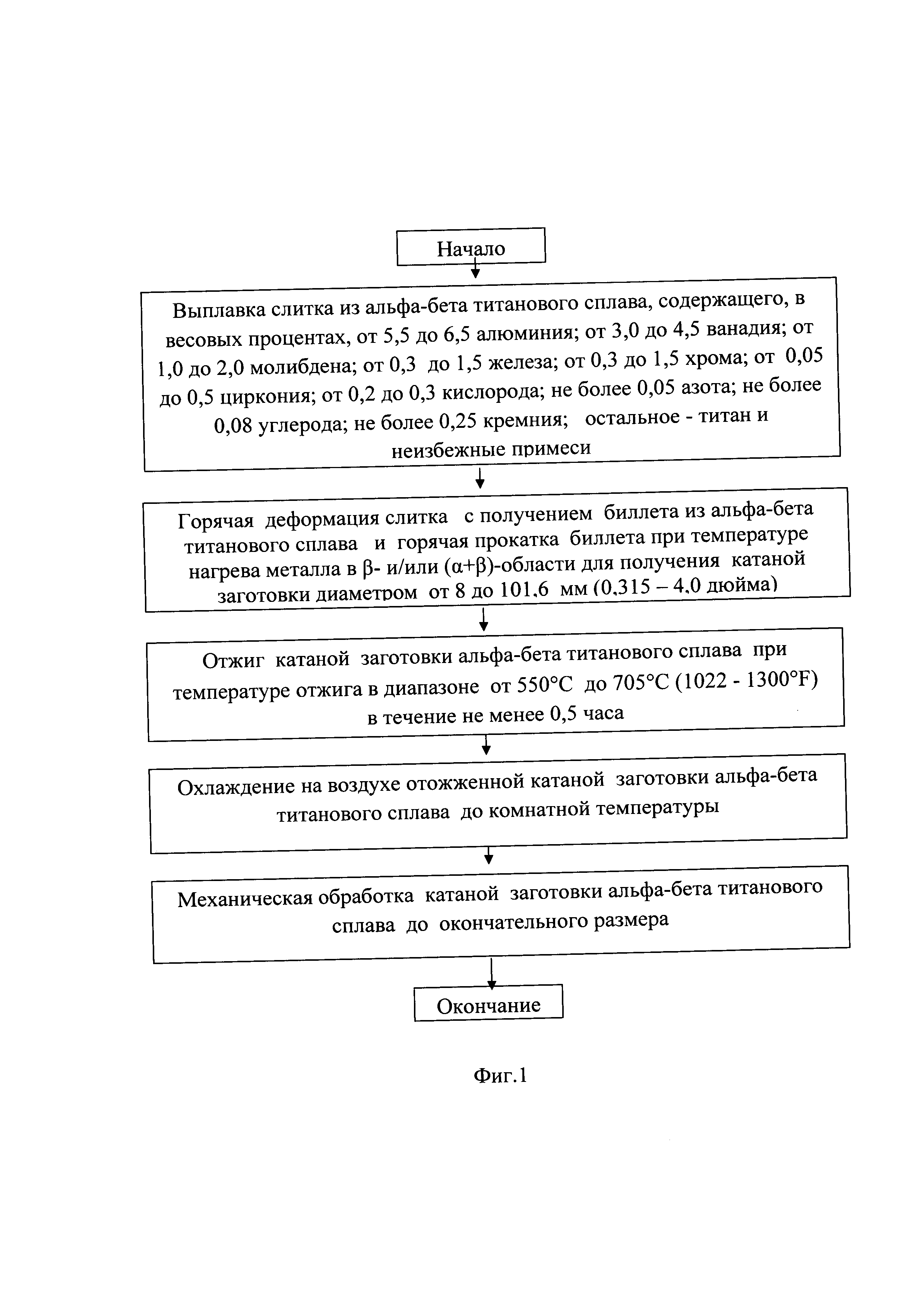
Далее слиток деформируют в кованую заготовку (биллет) при температурах β- и/или (α+β)-области, что позволяет устранить литую структуру и осуществить подготовку структуры металла для последующей прокатки в части получения в биллете равноосного макрозерна. С целью полного удаления газонасыщенного слоя и поверхностных деформационных дефектов и кованую заготовку механически обрабатывают. Горячую прокатку механически обработанной заготовки осуществляют при температуре нагрева в β- и/или (α+β)-области. Последующий отжиг катаной заготовки при температуре 550-705°С (1022-1300°F) в течение не менее 0,5 часа с охлаждением до комнатной температуры осуществляют для получения более равновесной структуры и снижения внутренних напряжений. Для удаления окалины и газонасыщенного слоя катаные заготовки подвергают механической обработке. Блок-схема получения заготовки для крепежных элементов, выполненной в виде катаного прутка, представлена на фиг. 1.
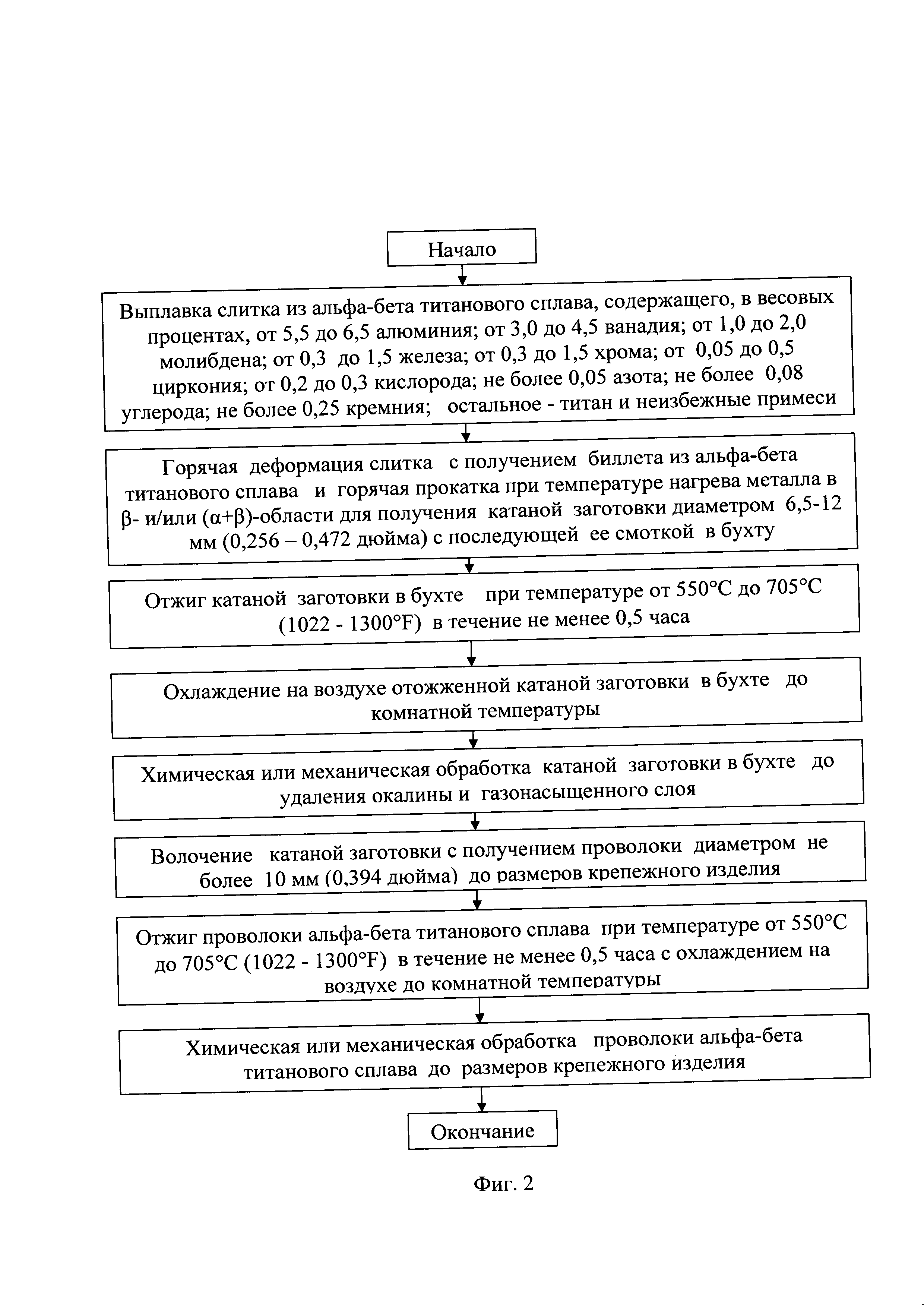
На фиг. 2. представлена блок-схема получения заготовки для крепежных элементов, выполненной в виде проволоки. Способ изготовления проволоки также, как и способ изготовления заготовки для крепежных элементов, выполненной в виде катаного прутка, включает выплавку слитка посредством вакуумного дугового переплава, изготовление кованой заготовки - биллета, прокатку механически обработанного биллета при температуре нагрева металла в β- и/или (α+β)-области. Прокатку осуществляют с получением катаной заготовки диаметром 6,5-12 мм (0,256-0,472 дюйма), и последующим сматыванием ее в бухты. Для снятия внутренних напряжений бухты отжигают при температуре 550-705°С (1022-1300°F) с последующим охлаждением до комнатной температуры.
Для удаления окалины и газонасыщенного слоя бухты с катаной заготовкой подвергают химической или механической обработке. После чего осуществляют волочение катаной заготовки с получением проволоки диаметром до 10 мм (0,394 дюйма).
Для снятия внутренних напряжений и повышения равновесности структуры, а также увеличения пластических свойств, полученную проволоку подвергают отжигу при температуре 550-705°С (1022-1300°F) с последующим охлаждением на воздухе. Отожженную проволоку подвергают химической либо механической обработке до размеров крепежного изделия.
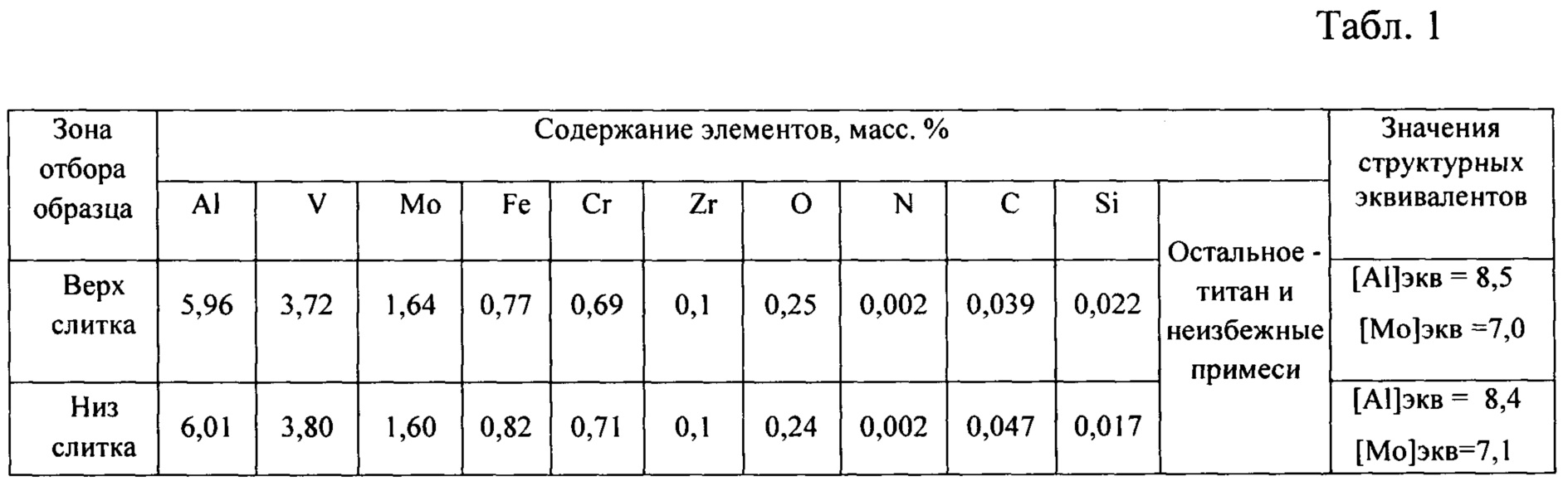
Пример 1. Для опробования промышленной применимости изобретения был выплавлен слиток с химическим составом, указанным в табл. 1. Температура полиморфного превращения составила 998°С (1828°F).
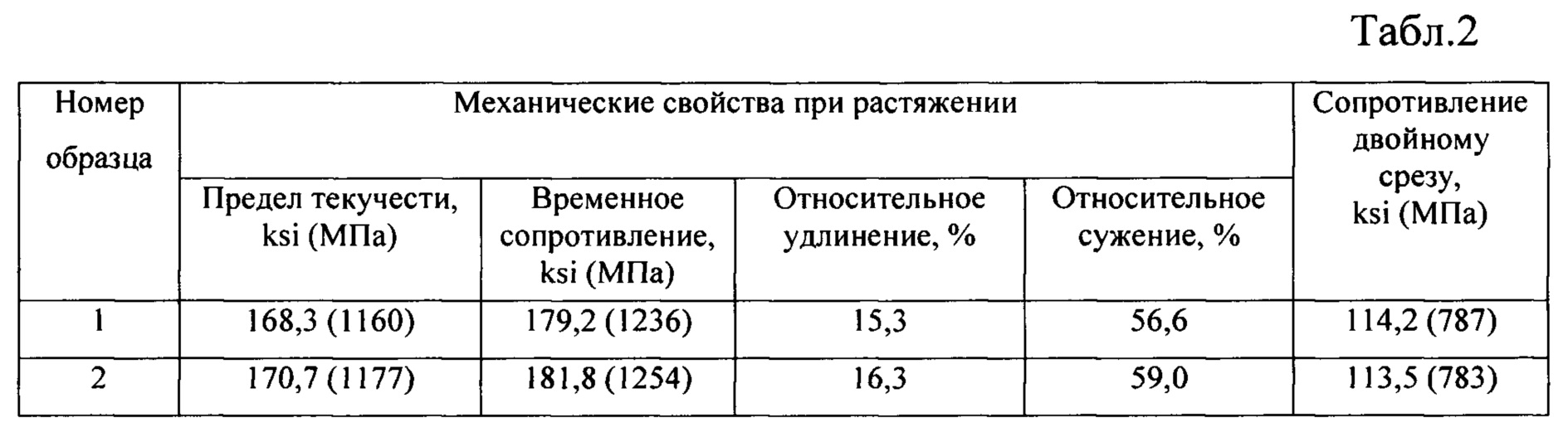
Слиток деформировали при температурах β- и (α+β) области с получением кованых биллетов, из которых при температуре на окончательных операциях прокатки 915°С (1679°F) были прокатаны заготовки для крепежных элементов диаметром 12,7 мм (0,5 дюйма). Прокатанные заготовки подвергали отжигу при температуре 600°С (1112°F) в течение 60 минут с охлаждением на воздухе до комнатной температуры. Далее осуществляли испытания механических свойств и контроль структуры. Результаты испытаний механических свойств заготовки диаметром 12,7 мм (0,5 дюйма) после термической обработки приведены в табл. 2, а изображение микроструктуры заготовки после термической обработки при 200-кратном увеличении представлено на фиг. 3.
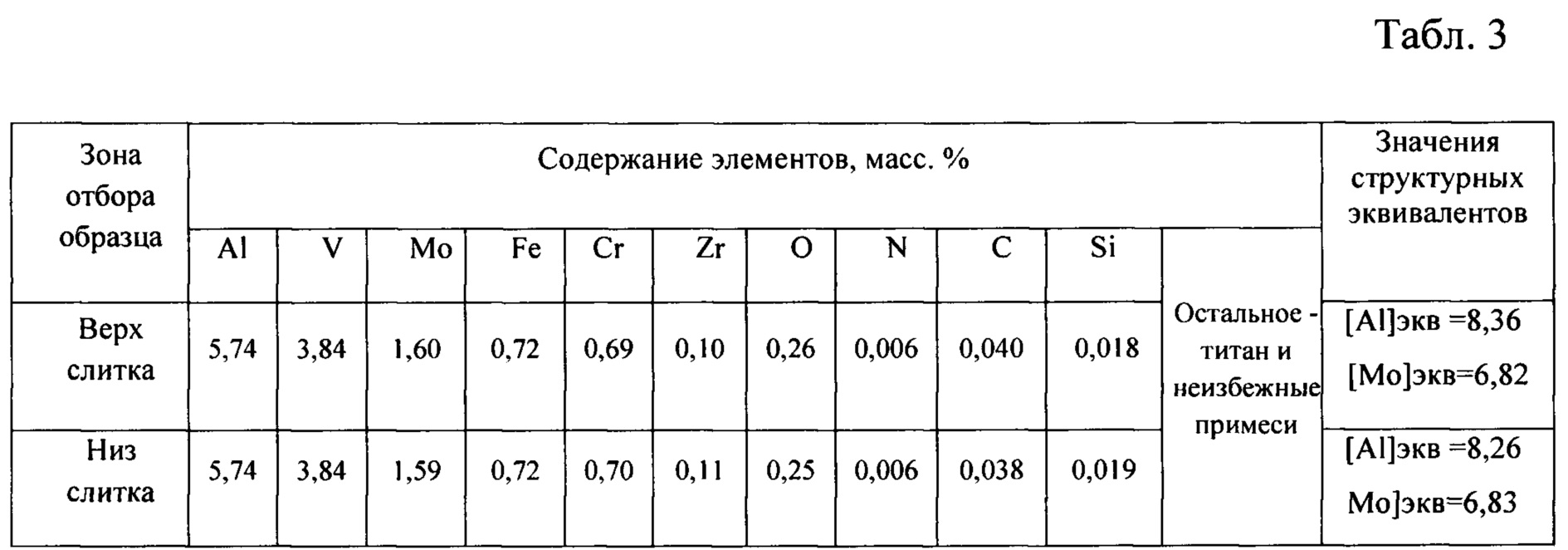
Пример 2. Для изготовления заготовки для крепежных элементов диаметром 101,6 мм (4 дюйма) был выплавлен слиток с химическим составом, приведенным в таблице 3. Температура полиморфного превращения сплава (Тпп), определенная металлографическим способом, составила 988°С (1810°F).
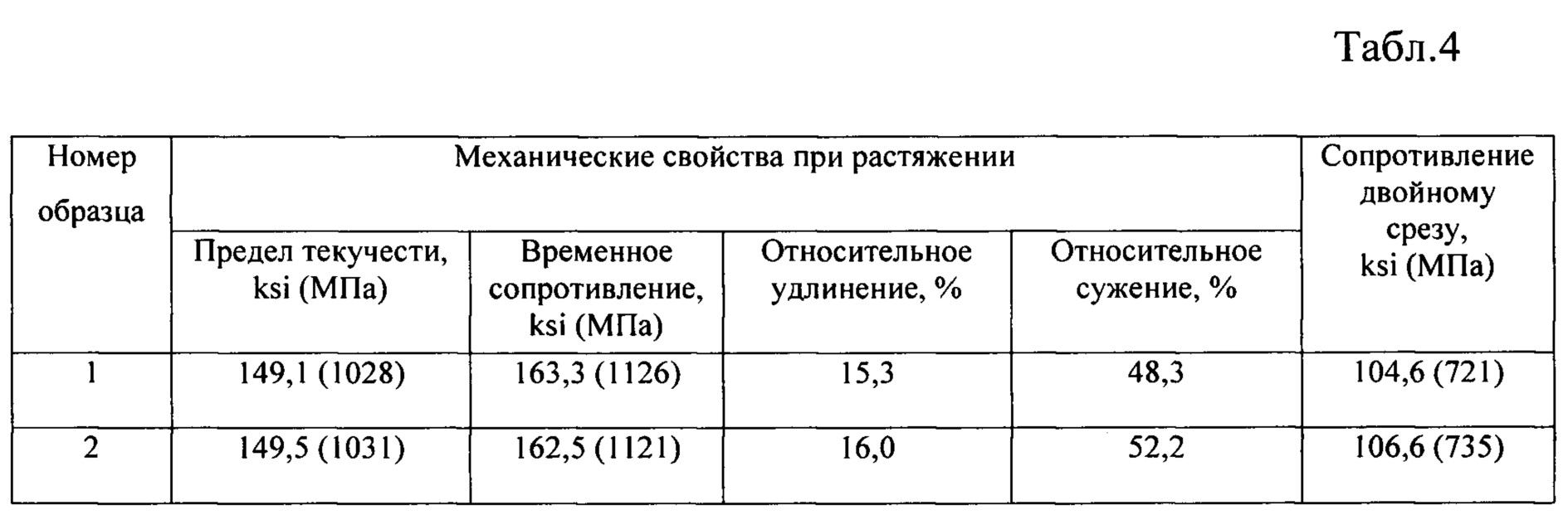
Слиток деформировали при температурах β- и (α+β) области с получением кованых биллетов. Биллеты прокатывали при температуре 918°С (1685°F) с получением заготовок для крепежных элементов диаметром 101,6 мм (4 дюйма). Темплеты от прокатанных заготовок диаметром 101,6 мм (4 дюйма) и длиной 101,6 мм (4 дюйма) подвергали отжигу при температуре 600°С (1112°F) в течение 60 минут. После чего осуществляли испытания механических свойств в продольном направлении и контроль структуры. Результаты испытаний механических свойств катаной заготовки диаметром 101,6 мм (4 дюйма) после термической обработки приведены в табл. 4, а изображение микроструктуры заготовки при 200-кратном увеличении представлено на фиг. 4.
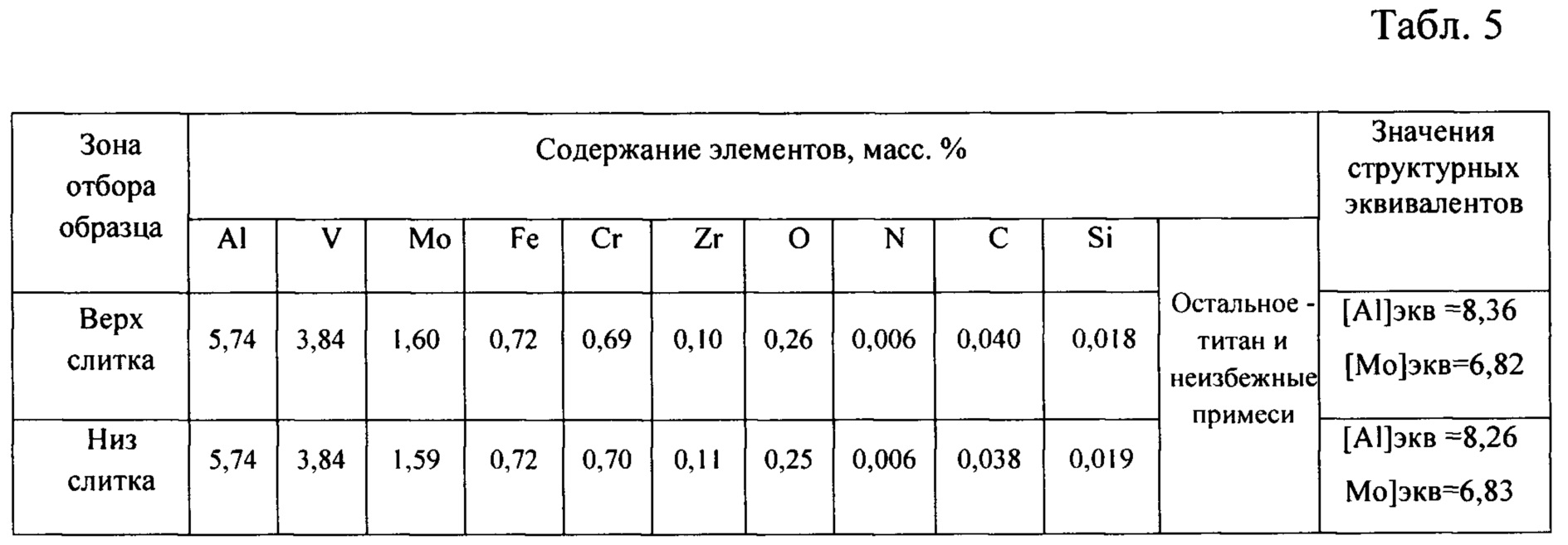
Пример 3. Для изготовления заготовки для крепежных элементов в виде проволоки диаметром 5,18 мм (0,204 дюйма) был выплавлен слиток с химическим составом, приведенным в таблице 5. Температура полиморфного превращения сплава (Тпп), определенная металлографическим способом, составила 988°С (1810°F)
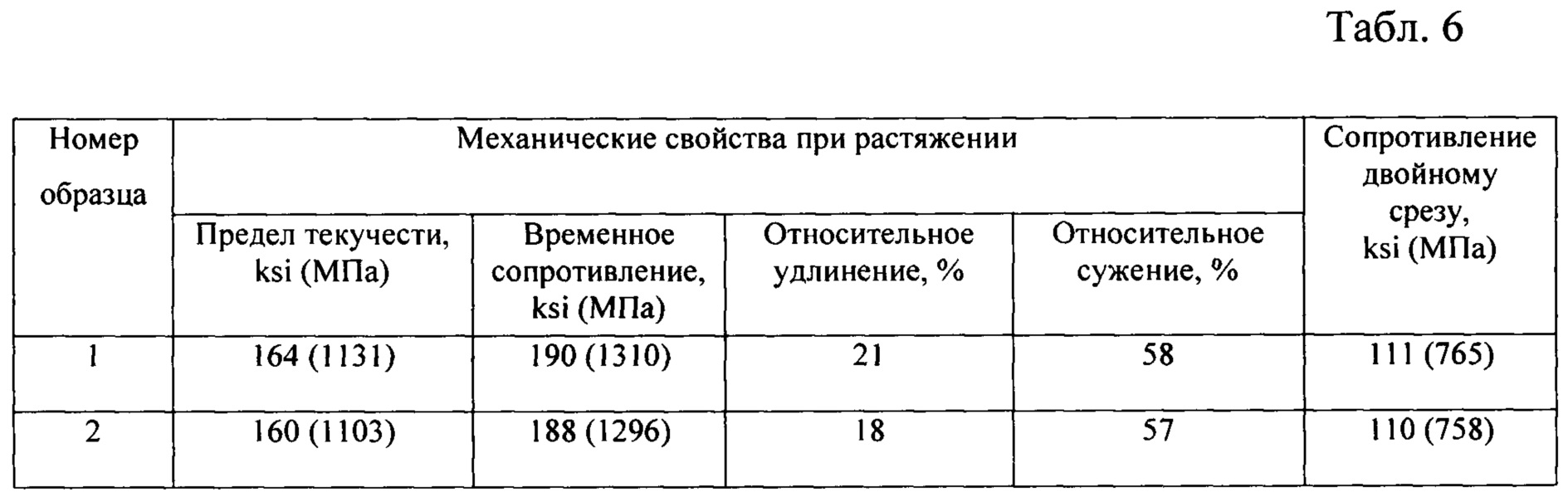
Слиток деформировали при температурах в β- и (α+β) области с получением кованых биллетов. Биллеты прокатывали при температуре 918°С (1685°F) с получением заготовок диаметром 101,6 мм (4 дюйма). Из заготовок диаметром 101,6 мм (4 дюйма) прокаткой получали катаную заготовку диаметром 7,92 мм (0,312 дюйма) с окончанием деформации в (α+β) области. Катаную заготовку диаметром 7,92 мм (0,312 дюйма) после дегазации в вакуумной печи подвергали волочению за несколько переходов с получением проволоки диаметром 6,07 мм (0,239 дюйма). Проволоку отжигали по режиму: нагрев до температуры 705°С (1300°F), выдержка 1 час, охлаждение на воздухе. После зачистки и полировки осуществляли процесс струйной очистки и травления проволоки. Далее, после нанесения смазки проволоку калибровали на диаметр 5,18 мм (0,204 дюйма). Результаты испытаний механических свойств проволоки диаметром 5,18 мм (0,204 дюйма) после отжига представлены в таблице 6. Изображение микроструктуры проволоки при 800-кратном увеличении приведено на фиг. 5.
Таким образом, заявленное изобретение позволяет получать заготовки для крепежных изделий толщиной до 101,6 мм (4 дюймов), а также позволяет использовать заготовку в виде проволоки для аддитивных технологий, с высокими показателями прочностных свойств и сопротивления двойному срезу при сохранении высоких показателей пластичности.
Способ изготовления плит из высоколегированного титанового сплава
Экономнолегированный титановый сплав
Способ получения листов из псевдо-альфа титановых сплавов
Способ изготовления флюса
Способ изготовления тонколистового проката из сплава ti - 10, 0-15, 0 al - 17, 0-25, 0 nb - 2, 0-4, 0 v - 1, 0-3, 0 mo - 0, 1-1, 0 fe - 1, 0-2, 0 zr - 0,3-0,6 si
Способ изготовления листов из сплава ti - 6al - 2sn - 4zr - 2mo с регламентированной текстурой
Способ диагностики структуры тонкостенных труб из алюминиевых сплавов
Способ изготовления сварных прямошовных труб из титановых сплавов
Способ изготовления стандартных образцов лигатур на основе алюминия
Способ обезвреживания пульпы гипохлорита кальция
Сплав на основе титана
Вакуумная дуговая гарнисажная печь
Способ получения слитков-электродов и устройство для его осуществления
Способ изготовления тонких листов
Способ управления электрической дугой при вакуумном дуговом переплаве
Способ изготовления тонких листов из двухфазного титанового сплава и изделие из этих листов
Рецептурная композиция для производства вареных колбас с использованием растительных экстрактов
Способ изготовления холоднодеформированных бесшовных труб из титанового сплава ti-3al-2,5v
Экономнолегированный титановый сплав
Способ изготовления тонколистового проката из сплава ti - 10, 0-15, 0 al - 17, 0-25, 0 nb - 2, 0-4, 0 v - 1, 0-3, 0 mo - 0, 1-1, 0 fe - 1, 0-2, 0 zr - 0,3-0,6 si

