Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ
Вид РИД
Изобретение
Изобретение относится к устройству для обработки металлической полосы после того, как она выходит из резервуара для нанесения покрытия с жидким покровным материалом, например, цинком.
Подобные устройства в принципе известны в уровне техники, так, например, из WO 2012/172648 A1, и из DE 10 2009 051 932 A1, DE 10 2007 045 202 A1 и DE 10 2008 039 244 A1, а также из доклада на конференции «Electromagnetic Strip Stabilizer for Hot Dip Galvanizing Lines» («Электромагнитный стабилизатор полосы для линий горячего погружного цинкования»), авторов Peter Lofgren и др., представленного/раскрытого на 97-ом собрании общества «Galvanizers Assoziation», Лексингтон, Кентукки, 16-19 октября 2005 года. Конкретно эти публикации раскрывают резервуар для нанесения покрытия, который заполнен жидким покровным материалом. Для нанесения покрытия металлическая полоса пропускается через резервуар с покровным материалом. После выхода из резервуара для нанесения покрытия металлическая полоса проходит через размещенное над резервуаром для нанесения покрытия обдувочное устройство, соответственно, сопло для сдувания избыточных частей еще жидкого покровного материала, который налипает на поверхность металлической полосы. Выше обдувочного устройства размещается поддерживаемое обдувочным устройством электромагнитное стабилизирующее устройство, называемое также Динамическим Электромагнитным Оптимизатором Покрытия DEMCO, для стабилизации полосы после выхода из резервуара для нанесения покрытия и обдувочного устройства. Электромагнитное стабилизирующее устройство генерирует электромагнитные силы, с помощью которых металлическая полоса удерживается посередине в средней плоскости всего устройства; тем самым по меньшей мере сокращается колебание металлической полосы во время прохода, в частности, через обдувочное устройство.
Однако, в случае этих описанных конструкциях в действительности имеется тот недостаток, что электромагнитное стабилизирующее устройство размещено довольно далеко над обдувочным устройством. Это оказывается неудачным в том отношении, что производимое стабилизирующим устройством стабилизирующее действие на металлическую полосу только ограниченно достигает обдувочного устройства. Кроме того, создаваемые стабилизирующим устройством силы, которые необходимы для того, чтобы стабилизировать металлическую полосу в области отдаленного обдувочного устройства, согласно уровню техники сравнительно велики. Соответственно этому, также оказывается сравнительно высоким расход энергии для эксплуатации стабилизирующего устройства. Наконец, недостатком является то, что стабилизирующее устройство размещается над держателем сопла или траверсой, так как вследствие этого доступ к металлической полосе в области держателя сопла значительно затрудняется.
Устранение затруднений здесь предлагают публикации DE 102015216721 B3 и DE 202015104823 U1, которые предусматривают размещение электромагнитного стабилизирующего устройства соответственно между траверсой и обдувочным устройством, и тем самым еще ближе к обдувочному устройству.
Из DE 21 37 850 C3 известно применение электромагнита горшкового типа для аксиально стабилизированного опирания вращающегося вала.
В основу изобретения положена задача усовершенствования известного устройства для обработки металлической полосы в том отношении, чтобы еще дополнительно повысить производительность машины.
Эта задача решается посредством предмета пункта 1 формулы изобретения. В случае описанного вначале устройства это осуществляется соответственно изобретению тем, что по меньшей мере отдельные из магнитов стабилизирующего устройства выполнены как цилиндрические электромагниты с цилиндрическими катушками (катушки с цилиндрическим сердечником).
В отличие от обычных магнитов с подковообразным железным сердечником, цилиндрические магниты обеспечивают то преимущество, что они сформированы значительно компактнее. То есть, их наружные размеры в сравнении с другими магнитами с железным сердечником при конструктивном исполнении для создания равновеликой магнитной силы являются явно меньшими. Это опять же обеспечивает то преимущество, что еще больше сокращается расстояние по вертикали между стабилизирующим устройством и обдувочным устройством, и тем самым может быть еще больше повышена эффективность машины. Но, тем не менее, катушки электромагнита не оказывают или оказывают лишь очень незначительное влияние на характеристики сдувания, соответственно, потоки воздуха из обдувочного устройства.
Тем самым, согласно первому примеру исполнения, является благоприятным, когда все магниты стабилизирующего устройства выполнены как цилиндрические магниты.
Согласно дополнительному примеру исполнения, горизонтальная траверса, также называемая держателем сопла, монтируется между двумя вертикальными колоннами. На траверсе закрепляется обдувочное устройство, предпочтительно под траверсой, будучи подвешенным на ней. Стабилизирующее устройство также предпочтительно подвешивается под траверсой, будучи закрепленным на ней, правда, между траверсой и обдувочным устройством. Крепление стабилизирующего устройства на траверсе производится независимо от крепления обдувочного устройства на траверсе.
Размещение как стабилизирующего устройства, так и обдувочного устройства под траверсой обеспечивает то преимущество, что область выше траверсы, и тем самым также устанавливаемый траверсой щелевой проем для проведения металлической полосы, очень просто доступны для обслуживающего персонала.
Соответствующим изобретению применением цилиндрических магнитов обеспечивается возможность более близкого размещения стабилизирующего устройства к обдувочному устройству на расстоянии 100-800 мм, предпочтительно на расстоянии в диапазоне 100-550 мм, или более предпочтительно на расстоянии в диапазоне 100-450 мм. Благодаря меньшему расстоянию стабилизирующим устройством должна генерироваться меньшая сила, чтобы стабилизировать металлическую полосу в области обдувочного устройства, соответственно, сопла. Тем самым также сокращается расход энергии стабилизирующим устройством, и устройство в целом становится более эффективным.
Согласно дополнительному примеру исполнения, каждому из магнитов предпочтительно придается собственный датчик расстояния, предпочтительно для непрерывного определения расстояния данного магнита от металлической полосы. Этот датчик расстояния благоприятным образом в каждом случае размещается в середине не содержащей сердечник полой цилиндрической катушки. Этим обеспечивается то преимущество, что датчики расстояния не требуют дополнительного пространства около магнитов внутри электромагнитного стабилизирующего устройства, благодаря чему все электромагнитное стабилизирующее устройство опять же может быть сформировано значительно более компактным. Кроме того, датчик расстояния термически и механически защищен в отверстии цилиндрической катушки. Термическая защита обеспечивается тем, что датчик расстояния там не подвергается прямому воздействию теплового излучения из ванны с цинком. Датчик расстояния может быть выполнен как датчик вихревых токов или как оптический датчик.
Кроме того, устройство включает регулировочное устройство для регулирования положения металлической полосы в щелевом проеме электромагнитного стабилизирующего устройства в предварительно заданном номинальном срединном положении, также называемом линией прохода. Регулирование проводится сообразно определяемым датчиками расстояния расстояниям между магнитами и металлической полосой путем подходящей вариации токов, пропускаемых через катушки магнитов. В этом отношении датчики расстояния в соединении с регулировочным устройством содействуют тому, что металлическая полоса может удерживаться в щелевом проеме электромагнитного стабилизирующего устройства в номинальном срединном положении, что в свою очередь благоприятным образом способствует получению на металлической полосе покрытия с однородной толщиной.
Индивидуальное в каждом случае крепление обдувочного устройства и стабилизирующего устройства на траверсе производится посредством независимых смещающих устройств. Конкретно обдувочное устройство крепится на траверсе посредством устройства для смещения обдувочного устройства, но может перемещаться относительно траверсы. Кроме того, стабилизирующее устройство закрепляется на траверсе посредством устройства для смещения стабилизирующего устройства, но с возможностью перемещения относительно траверсы. Согласно настоящему изобретению, стабилизирующее устройство не только может целиком перемещаться относительно траверсы, но и, более того, каждый отдельный магнит электромагнитного стабилизирующего устройства предпочтительно может быть согласован с индивидуальным в каждом случае смещающим устройством. Тем самым возможно, что каждый отдельный магнит закреплен на траверсе и может быть размещен с возможностью перемещения относительно траверсы. Смещающие устройства в каждом случае обеспечивают различные степени свободы для перемещения обдувочного устройства и стабилизирующего устройства относительно средней плоскости устройства и также относительно металлической полосы. В частности, перемещения позволяют обеспечить смещение обдувочного устройства и стабилизирующего устройства относительно друг друга. Смещающие устройства, в частности, позволяют смещение обувочного устройства, стабилизирующего устройства целиком или же - в виде опции - также отдельных магнитов стабилизирующего устройства друг относительно друга. Кроме того, в частности, смещающие устройства позволяют в каждом случае выполнять индивидуальное перемещение отдельных магнитов относительно друг друга в направлении ширины металлической полосы, то есть, в продольном направлении траверсы.
Наряду с тем, что устройство для смещения обдувочного устройства и устройство для смещения стабилизирующего устройства обеспечивают для данных устройств индивидуальные степени свободы, является благоприятным, что траверса вместе с подвешенными на ней обдувочным и стабилизирующим устройствами размещается с возможностью вертикального перемещения на вертикальных колоннах. Вертикальные колонны могут смещаться вместе с траверсой параллельно друг другу в горизонтальной плоскости. Поскольку траверса на одной из вертикальных колонн размещается с возможностью поворота вокруг неподвижной точки вращения (зафиксированная сторона) в горизонтальной плоскости, и траверса на другой вертикальной колонне размещена незакрепленно/свободно (свободная сторона), также возможны повороты траверсы в горизонтальной плоскости. Эти степени свободы траверсы в равной мере присущи обдувочному устройству и стабилизирующему устройству, поскольку оба указанных устройства удерживаются на траверсе.
Посредством отдельных магнитов в каждом случае на полосу могут воздействовать всегда только тяговые силы для вытягивания металлической полосы в направлении магнитов. Чтобы тем не менее удерживать металлическую полосу в желательном номинальном срединном положении, поэтому требуется, чтобы магниты электромагнитного стабилизирующего устройства были размещены с обеих сторон металлической полосы. Тогда прилагаемые магнитами к полосе в каждом случае тяговые силы могут быть индивидуально отрегулированы в каждом случае так, что они частично взаимно компенсируются и, соответственно, удерживают полосу в среднем (срединном) положении. Обеспечиваемая соответствующим изобретению устройством для смещения стабилизирующего устройства возможность смещения отдельных магнитов, в частности, также параллельно плоскости металлической полосы, создает возможность того, что даже могут сглаживаться неровности в металлической полосе. Для этого предусматривается собственное управляющее устройство, которое перемещает магниты параллельно плоскости металлической полосы, но возможно также по обе стороны металлической полосы относительно друг друга, так, что создаваемые смещенными магнитами тяговые силы возбуждают в металлической полосе изгибающие моменты, которые образованы так, что впадины и гребни волн в металлической полосе по возможности выравниваются. Тем самым металлическая полоса становится плоской.
Благоприятным образом, в особенности в случае нанесения покрытия на обе стороны металлической полосы, обдувочное устройство имеет воздушный зазор в каждом случае по обе стороны металлической полосы.
Наконец, соответствующее изобретению устройство отличается устройством для защиты от столкновений для отведения электромагнитного стабилизирующего устройства, в частности, отдельных магнитов, предпочтительно вместе с их корпусами, и предпочтительно также для отведения обдувочного устройства в случае неполадок. Отведение стабилизирующего устройства и/или обдувочного устройства тогда выполняется прочь от металлической полосы, в частности, в направлении поперек плоскости металлической полосы, так, что металлическая полоса по возможности не сталкивается с магнитами или датчиками. Неполадка представляет собой, например, обрыв полосы или выявление неправильного нанесения покрытия на полосу.
К описанию прилагаются четыре фигуры, причем
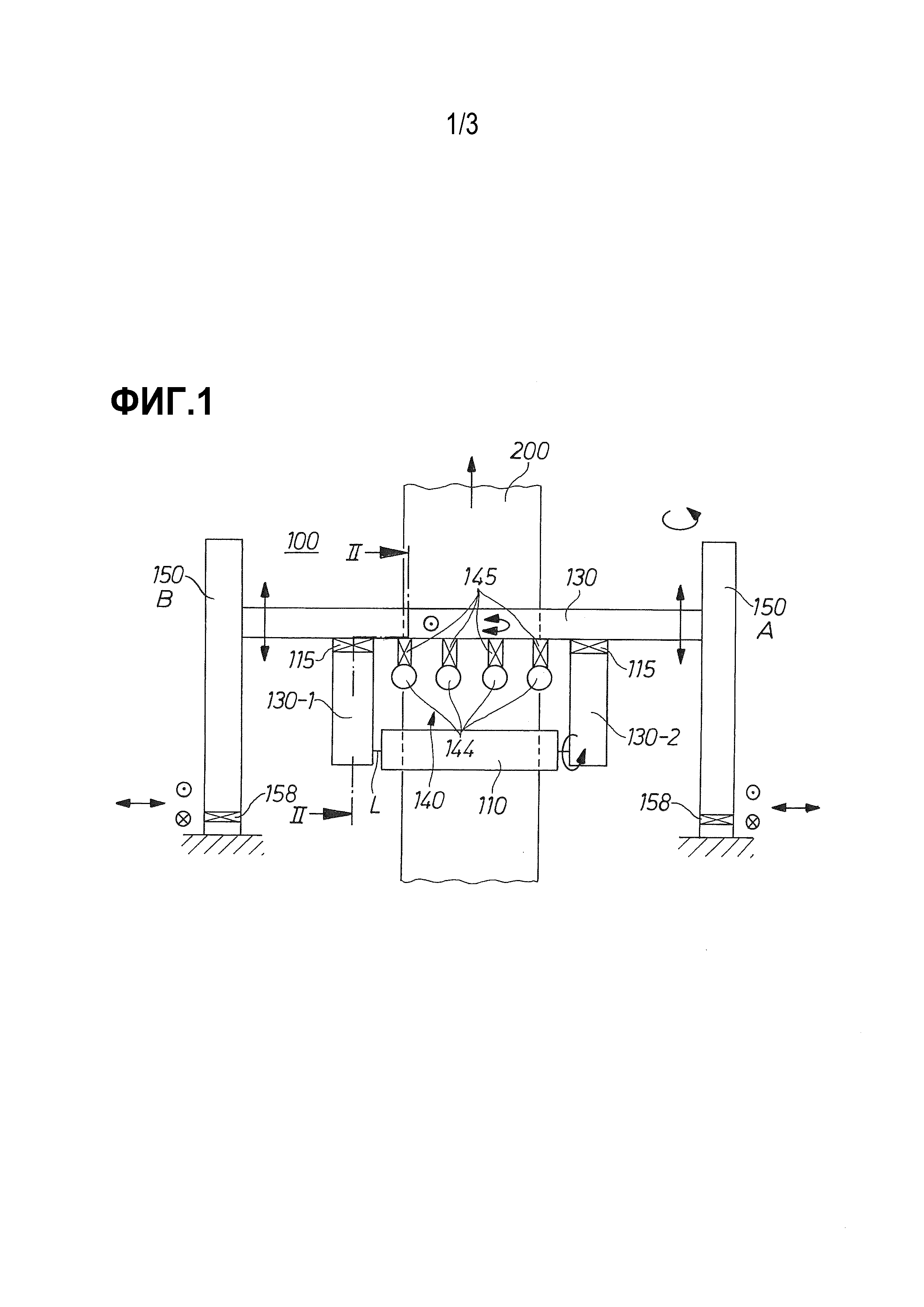
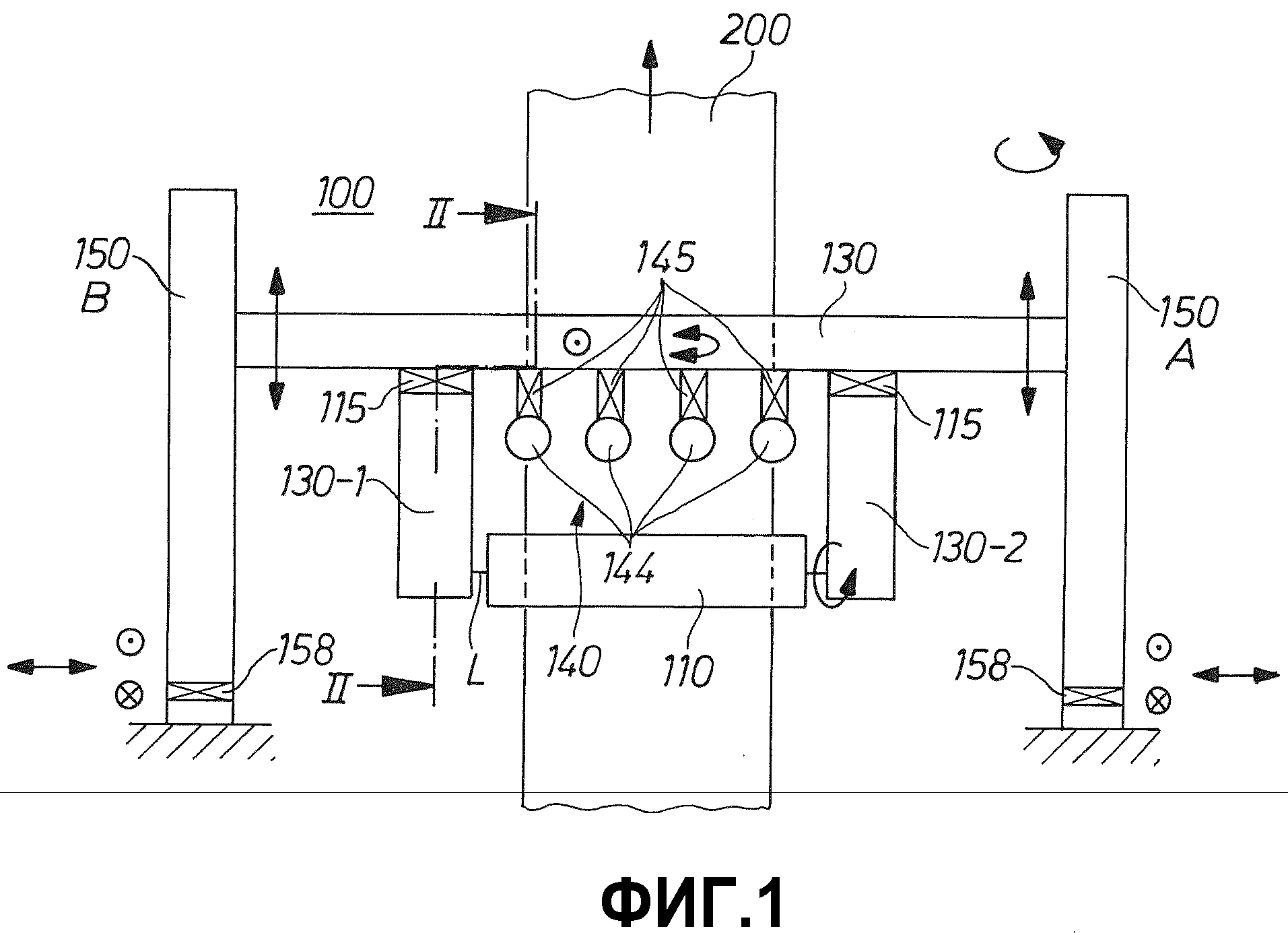
Фиг. 1 показывает вид по ширине соответствующего изобретению устройства,
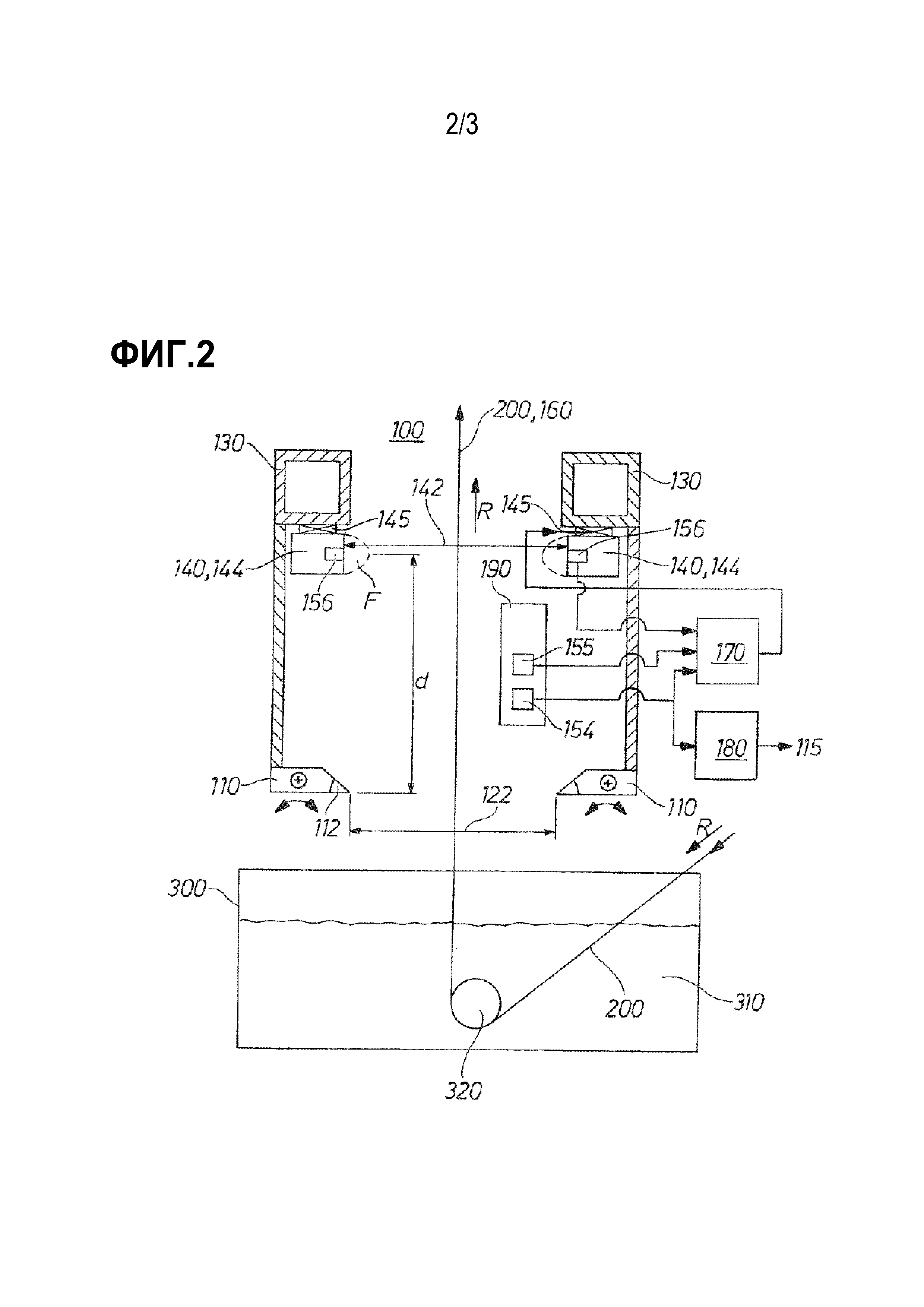
Фиг. 2 представляет поперечное сечение соответствующего изобретению устройства, и
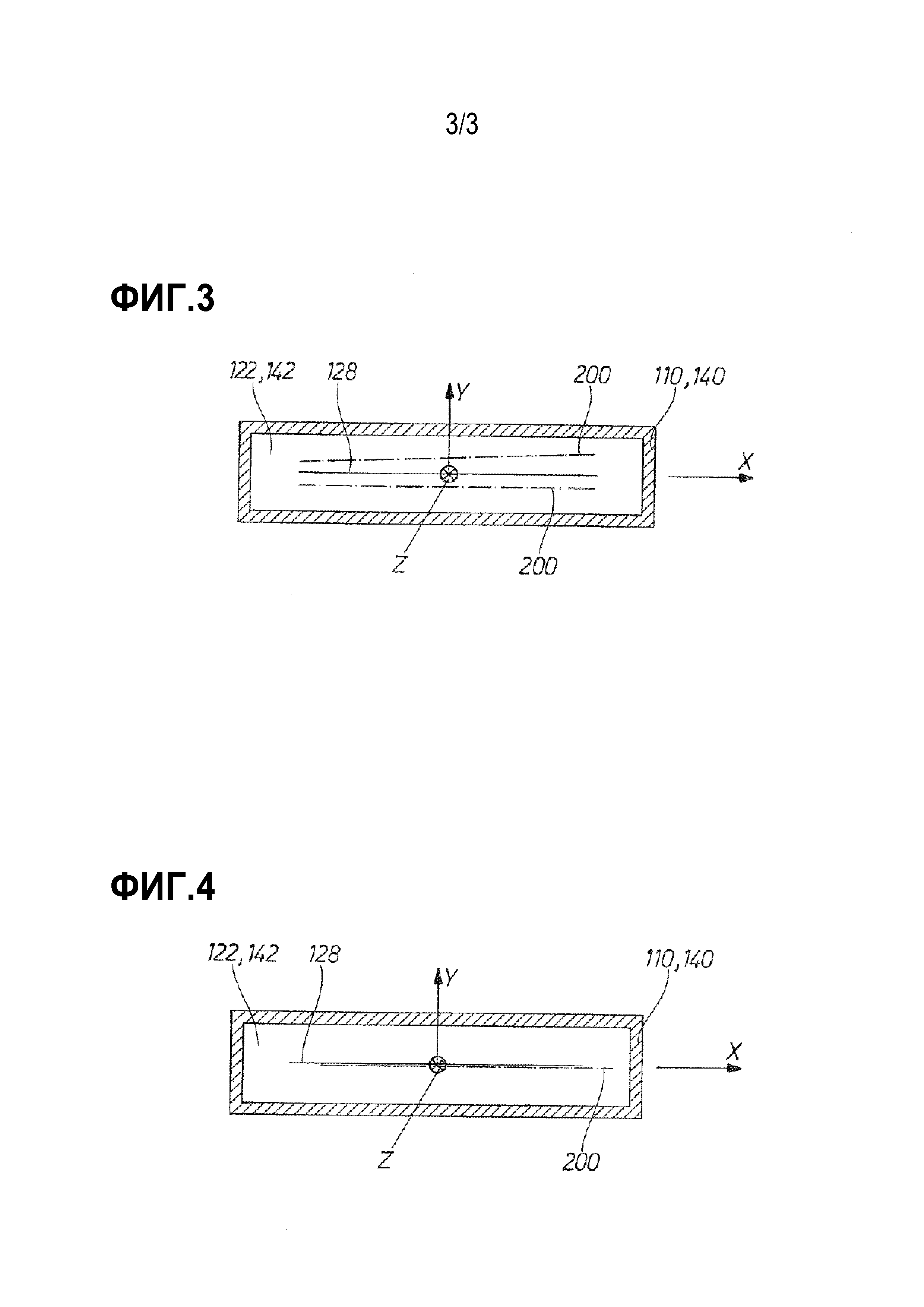
Фиг. 3 и 4 представляют виды сверху щелевых проемов соответствующего изобретению обдувочного устройства или соответствующего изобретению электромагнитного стабилизирующего устройства, в каждом случае с обозначением номинального срединного положения и различных нежелательных фактических положений металлической полосы.
Далее изобретение подробно описывается в форме примеров осуществления со ссылкой на указанные фигуры. На всех фигурах одинаковые технические элементы обозначены одинаковыми ссылочными позициями.
Фиг. 1 показывает соответствующее изобретению устройство 100. Оно включает в себя две размещенных по бокам, вертикально протяженные колонны 150, на которых траверса 130, называемая также держателем сопла, размещена с возможностью вертикального перемещения, смотри двунаправленные стрелки на Фиг. 1. Кроме того, устройство 100 может поворачиваться в горизонтальной плоскости. Для этой цели одна из обеих колонн 150 выполнена в виде зафиксированной (неподвижной) стороны A, на которой траверса установлена с возможностью поворота вокруг вертикальной оси вращения. Противоположная колонна, наоборот, выполнена в виде свободной стороны B, и поддерживает траверсу только в вертикальном направлении. Благодаря этому исполнению колонн в виде зафиксированной и свободной стороны устройство 100 и, в частности, траверса 130, при проходящей наклонно металлической полосе 200 может посредством поворота в горизонтальной плоскости симметрично выравниваться относительно нее. В результате широкие стороны траверсы должны быть всегда выровнены параллельно металлической полосе и иметь одинаковое расстояние от обеих из них до нее.
На траверсе 130 подвешено обдувочное устройство 110, соответственно, сопло. Присоединение обдувочного устройства 110 к траверсе 130 не делается жестким, а выполняется через устройство 115 для смещения обдувочного устройства, которое сформировано так, чтобы смещать обдувочное устройство 110 относительно траверсы 130 в горизонтальной плоскости, то есть, в частности, перпендикулярно средней плоскости 160 устройства. Кроме того, устройство 115 для смещения обдувочного устройства выполнено так, чтобы поворачивать обдувочное устройство 110 вокруг его собственной продольной оси L, и тем самым соответствующим образом устанавливать относительно металлической полосы 200.
Между траверсой 130 и обдувочным устройством 110 на траверсе посредством устройства 145 для смещения стабилизирующего устройства закреплено стабилизирующее устройство 140, называемое также Динамическим Электромагнитным Оптимизатором Покрытия (Dynamic Electro Magnetic Coating Optimizer, DEMCO). Стабилизирующее устройство 140 включает в себя многочисленные отдельные магниты 144 на каждой стороне металлической полосы. Все эти магниты предпочтительно выполнены как цилиндрические магниты. Каждый из этих магнитов предпочтительно индивидуально закреплен на траверсе посредством устройства 145 для смещения стабилизирующего устройства. Эти устройства 145 для смещения стабилизирующего устройства обеспечивают возможность индивидуального поступательного перемещения каждого отдельного магнита в горизонтальной плоскости относительно траверсы, то есть, перпендикулярно и параллельно средней плоскости 160 устройства 100, в частности, в продольном направлении траверсы. В дополнение, устройство 145 для смещения стабилизирующего устройства также может быть выполнено так, что стабилизирующее устройство 140 может поворачиваться в горизонтальной плоскости относительно траверсы 130 и относительно обдувочного устройства 110 вокруг вертикальной оси вращения.
Применение цилиндрических магнитов не ограничивается размещением между траверсой и обдувочным устройством. Более того, цилиндрические магниты также могут быть размещены над траверсов.
Фиг. 2 показывает поперечное сечение соответствующего изобретению устройства из Фиг. 1. Ссылочная позиция 170 обозначает управляющее устройство для управления устройствами 145 для смещения стабилизирующего устройства. Можно видеть резервуар 300 для нанесения покрытия, который в принципе размещен под устройством 100. Подлежащая покрытию металлическая полоса 200 вводится в направлении R подачи в резервуар 300 для нанесения покрытия с жидким покровным материалом 310, и там при помощи направляющего ролика 320 отклоняется в вертикальное направление. Затем она проходит снизу вверх сначала через обдувочное устройство 110, а также затем через стабилизирующее устройство 140. В одном предпочтительном варианте осуществления настоящего изобретения предусматривается, что расстояние d между линией действия максимальной силы F стабилизирующего устройства на металлическую полосу 200 и щелью 112 для выхода воздуха находится в диапазоне 100-800 мм, предпочтительно в диапазоне 100-550 мм, или более предпочтительно в диапазоне 100-450 мм.
Обдувочное устройство 110 задает щелевой проем 122, через который проводится металлическая полоса 200. С помощью обдувочного устройства с поверхности металлической полосы 200 сдувается избыточный покровный материал.
С тем, чтобы сдувание на верхней и нижней стороне металлической полосы 200 осуществлялось равномерно, важно, чтобы металлическая полоса 200 проходила через щелевой проем 122 обдувочного устройства 110 в предварительно заданном номинальном срединном положении, также называемым средней плоскостью 160 или контрольным положением линии прохода, как это символически обозначено в фиг. 3 в форме сплошной линии в X-направлении. В частности, это номинальном срединное положение характеризуется симметрично одинаковыми расстояниями, соответственно, распределениями расстояний до внутренних краев щелевого проема 122 обдувочного устройства 110. Наряду с желательным предварительно заданным номинальным срединным положением 128 на фиг. 3 также обозначены возможные нежелательные фактические положения металлической полосы в виде пунктирных линий. Так, нежелательные фактические положения металлической полосы 200 заключаются, например, в том, что она повернута относительно номинального срединного положения или параллельно смещена в Y-направлении.
Фиг. 4 показывает третье возможное нежелательное фактическое положение, в котором металлическая полоса 200 параллельно сдвинута относительно номинального срединного положения в X-направлении, то есть в направлении ширины.
Электромагнитное стабилизирующее устройство 140, со своей стороны, имеет щелевой проем 142, через который также проводится металлическая полоса 200. Здесь также действительно то, что металлическая полоса 200 проходит через щелевой проем 142 предпочтительно в предварительно заданном номинальном срединном положении 160, как показано на фиг. 3 и 4. Это достигается тем, что создаваемые магнитами электромагнитного стабилизирующего устройства 140 силы воздействуют на металлическую полосу надлежащим образом. Для щелевого проема 142 и также для требуемого там номинального срединного положения справедливо то же самое, что было ранее высказано со ссылкой на фиг. 3 и 4 для щелевого проема 122 обдувочного устройства 110.
Кроме того, между стабилизирующим устройством 140 и обдувочным устройством 110 расположено первое регистрирующее устройство 154 для регистрации отклонения фактического положения металлической полосы 200 от предварительно заданного номинального срединного положения в щелевом проеме 122 обдувочного устройства 110. В альтернативном варианте, первое регистрационное устройство 154 может быть также предназначено только для регистрации фактического положения металлической полосы. Кроме того, предусмотрено регулирующее устройство 180 для регулирования фактического положения металлической полосы 200 на предварительно заданное номинальное срединное положение 128 в щелевом проеме 122 обдувочного устройства, как разъяснено выше со ссылкой на фиг. 3 и 4. Это регулирование может выполняться а) посредством смещения обдувочного устройства 110 при помощи устройства 115 для смещения обдувочного устройства, и/или b) смещением траверсы 130, на которой подвешено обдувочное устройство 110, посредством устройства 158 для смещения колонны. Регулирование осуществляется в ответ на зарегистрированное отклонение от фактического к номинальному положению. Если обнаружение отклонения фактического положения от номинального срединного положения происходит не в первом регистрирующем устройстве 154, то оно может происходить, например, также внутри регулировочного устройства 180. Смещение обдувочного устройства 110 происходит в горизонтальной плоскости поперек направления R подачи металлической полосы в соответствии с зарегистрированным отклонением фактического положения металлической полосы от предварительно заданного номинального срединного положения в щелевом проеме 122 обдувочного устройства. Другими словами: если обнаруживается, что металлическая полоса 200 проходит через щелевой проем 122 не в номинальном срединном положении 128, то обдувочное устройство 110 смещается при помощи устройства 115 для смещения обдувочного устройства таким образом, что металлическая полоса проходит через щелевой проем 122 обдувочного устройства снова в предварительно заданном номинальном срединном положении 128. Первое регистрирующее устройство 154 выполнено для этой цели таким образом, что оно предпочтительно может регистрировать все три описанных выше со ссылкой на фиг. 3 и 4, отличных от номинального срединного центрального положения 128 фактических положений металлической полосы 200.
Указанное смещение обдувочного устройства 110 не должно сказываться на электромагнитном стабилизирующем устройстве 140. Для этой цели управляющее устройство 170 выполнено для того, чтобы управлять устройством 145 для смещения стабилизирующего устройства таким образом, что электромагнитное стабилизирующее устройство 140 в случае смещения обдувочного устройства 110 относительно контрольного положения линий прохода не смещается вместе с ним, а может оставаться на своем изначальном месте. Стабилизирующее устройство 140 и обдувочное устройство 110 развязаны друг с другом. То есть, они могут перемещаться с помощью их соответственных устройств 145, 115 для смещения независимо друг от друга и относительно друг друга. Контрольное положение 160 линий прохода обозначает четко определенную среднюю плоскость устройства. В противоположность этому, номинальные срединные положения 128 относятся к щелевым проемам 122, 142. В соответствии с этим управляющее устройство 170 воздействует на устройства 145 для смещения стабилизирующего устройства таким образом, что в случае смещения обдувочного устройства 110 электрические стабилизирующие устройства 140 предпочтительно совершают движение, прямо противоположное движению обдувочного устройства 110, то есть, в результате предпочтительно остается на своем исходном месте.
Чтобы осуществить этот конкретный тип управление устройством 145 для смещения стабилизирующего устройства, управляющее устройство 170 может оценивать различные ситуации. С одной стороны, управляющее устройство 170 может быть выполнено так, чтобы производить смещение электромагнитного стабилизирующего устройства 140, соответственно, отдельных магнитов 144 в соответствии с зарегистрированным первым регистрирующим устройством 154 отклонением фактического положения металлической полосы от предварительно заданного номинального срединного положения металлической полосы в щелевом проеме 122 обдувочного устройства 110.
Альтернативно или дополнительно, управляющее устройство 170 может быть выполнено так, чтобы производить смещение электромагнитного стабилизирующего устройства 140, соответственно, отдельных магнитов 144, сообразно и в противоположном направлении относительно зарегистрированного вторым регистрирующим устройством 155 смещения обдувочного устройства 110. Второе регистрирующее устройство 155 служит для регистрации смещения обдувочного устройства 110 относительно контрольного положения 160 линий прохода устройства 100.
Наконец, согласно еще одной альтернативе или в дополнение, управляющее устройство 170 может быть выполнено так, чтобы вызывать смещение электромагнитного стабилизирующего устройства 140, соответственно, отдельных магнитов 144, в соответствии с зарегистрированным отклонением фактического положения металлической полосы от предварительно заданного номинального срединного положения в щелевом проеме 142 электромагнитного стабилизирующего устройства. Условием осуществления этого является то, что имеется третье регистрирующее устройство 156 для регистрации указанного отклонения фактического положения металлической полосы от предварительно заданного номинального срединного положения в щелевом проеме 142 электромагнитного стабилизирующего устройства 140. Каждому магниту 144 предпочтительно придается такое третье регистрирующее устройство 156 в качестве датчика расстояния. Эти датчики предпочтительно размещаются в цилиндрических магнитах. Они действуют, например, оптически или с помощью индуцированных вихревых токов.
Первое, второе и третье регистрирующее устройство 154, 155, 156 в каждом случае выполнены так, чтобы выявлять предпочтительно все возможные отклонения фактического положения металлической полосы от желательного номинального срединного положения. Для этого считываются, в частности, (параллельное) смещение металлической полосы в x- или y-направлении или поворот, как было разъяснено выше со ссылкой на фиг. 3 и 4. Соответственно этому, устройство 145, 115 для смещения стабилизирующего и обдувочного устройства - при надлежащем управлении регулировочным устройством 180 или управляющим устройством 170 - выполнены так, чтобы перемещать обдувочное устройство 110 и электромагнитное стабилизирующее устройство 140 произвольным образом в горизонтальной плоскости поперек направления R подачи металлической полосы, в частности, (параллельно) смещать или поворачивать вокруг вертикальной оси поворота, чтобы обеспечивать прохождение металлической полосы в расчетном центральном положении.
Первое и третье регистрирующее устройство 154, 156, а также, необязательно, дополнительно также второе регистрирующее устройство 155, могут быть выполнены в виде одного или нескольких оптических сенсорных устройств 190. В этом отношении сенсорное устройство образует единый конструктивный блок для указанных регистрирующих устройств. Сенсорное устройство 190 предпочтительно предусматривается для каждой катушки электромагнитного стабилизирующего устройства 140. Измеренные значения всех сенсорных устройств усредняются обычным образом. Сенсорное устройство 190 также может в общем обозначаться как устройство регистрации расстояния.
При выявлении отклонения фактического положения от номинального положения металлической полосы внутри электромагнитного стабилизирующего устройства 140, в частности, с помощью третьего регистрирующего устройства 156, с помощью управляющего устройства 170 выполняется регулирование фактического положения на номинальное положение, соответственно, на линию прохода путем надлежащей индивидуальной вариации токов, пропускаемых через катушки магнитов 144.
Список ссылочных позиций
100 устройство
110 обдувочное устройство
112 щель для выхода воздуха
115 устройство для смещения обдувочного устройства
122 щелевой проем обдувочного устройства
128 номинальное срединное положение
130 траверса
140 стабилизирующее устройство
142 щелевой проем стабилизирующего устройства
144 магнит
145 устройство для смещения стабилизирующего устройства
150 боковая колонна
154 первое регистрирующее устройство
155 второе регистрирующее устройство
156 третье регистрирующее устройство (=датчик расстояния)
158 устройство для смещения колонны
160 контрольное положение линий прохода устройства
170 управляющее устройство
180 регулировочное устройство
190 сенсорное устройство
200 металлическая полоса
300 резервуар для нанесения покрытия
310 покровный материал
A зафиксированная сторона
B свободная сторона
D расстояние
F сила
L продольная ось обдувочного устройства
R направление продвижения металлической полосы
X направление ширины металлической полосы в номинальном срединном положении
Y направление поперек образуемой металлической полосой плоскости
Способ и устройство для нанесения покрытия на металлическую полосу
Способ и устройство для нанесения на металлическую полосу покрытия, материал которого сначала находится еще в жидком состоянии
Установка для нанесения покрытия
Устройство для обработки металлической полосы
Способ и устройство нанесения покрытия для нанесения покрытия на металлическую полосу
Способ и устройство для нанесения покрытия на металлическую полосу
Способ и устройство для нанесения на металлическую полосу покрытия, материал которого сначала находится еще в жидком состоянии
Устройство для обработки металлической полосы
Способ и устройство нанесения покрытия для нанесения покрытия на металлическую полосу
Способ эксплуатации отжигательной печи

