Результат интеллектуальной деятельности: СПОСОБ ЦЕМЕНТАЦИИ
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности, к химико-термической обработке стальных деталей, например, корпусов распылителей топливных форсунок.
Корпуса распылителей представляют собой полые стаканообразные детали ступенчатой формы, в которых должны быть упрочнены несколько наружных и внутренних поверхностей. Традиционным способом упрочнения является химико-термическая обработка -цементация.
Известен способ цементации, осуществляемый в твердом карбюризаторе [Справочник металлиста. В 5-и т.Т. 2. Под ред. А.Г. Рахштадта и В.А. Брострема. - М.: Машиностроение, 1976. С. 328]. По известному способу, детали, подлежащие цементации упаковывают в ящики. В ящик засыпают слой карбюризатора, толщиной 30-40 мм. На него укладывают первый ряд деталей, выдерживая расстояние 10-15 мм между деталями и до боковых стенок ящика. Между рядами деталей по высоте ящика толщина карбюризатора также должна быть 10-15 мм. Последний (верхний ряд) деталей засыпают слоем карбюризатора 35-40 мм. Зазоры между крышкой и стенками ящика замазывают огнеупорной глиной и просушивают. К недостаткам цементации твердым карбюризатором относится необходимость прогрева ящиков, необходимость больших производственных площадей, большой расход карбюризатора.
Известен способ газовой цементации полых стаканообразных изделий, включающий установку цементируемой детали на подставку отверстием вниз с последующей струйной подачей газа внутрь детали [А.с. СССР №64847, опубл. 31.07.1945]. Газ под давлением омывает внутренние поверхности и, после выхода - наружные поверхности детали. Качество цементации, оцениваемое по равномерности глубины цементированного слоя, определяется эффективностью циркуляции газа. Для обеспечения эффективной циркуляции, по известному решению, предлагается установка на газораспределительной трубе патрубков, окруженных подставками с отверстиями. К недостаткам известного решения относится усложнение конструкции печи для цементации за счет введения дополнительных конструктивных элементов - патрубков с подставками. Одновременная цементация большого количества изделий требует размещения в пространстве печи соответствующего количества подставок с проставками, что усложняет конструкцию печи и уменьшает ее эффективность, так как значительная часть объема печи будет использована для размещения не обрабатываемых изделий, а элементов технологического оборудования.
Общим недостатком известных способов химико-термической обработки - газовой цементации является образование окалины на поверхностях деталей. Это требует дополнительных операций по очистке поверхностей, не требующих механической обработки.
Наиболее близким по совокупности существенных признаков - прототипом заявляемого изобретения - является способ химико-термической обработки стальных деталей, включающий операции термодиффузионного насыщения при использовании твердого карбюризатора и цементацию в газовом карбюризаторе с последующей термообработкой [А.с. СССР №144865, опубл. в 1962 г. Бюл. №4]. К недостаткам известного решения относится необходимость последовательного выполнения обработки в твердом и газовом карбюризаторе, что увеличивает общую продолжительность процесса.
Технической задачей, на решение которой направлено предлагаемое изобретение, является повышение эффективности процесса цементации за счет сокращения общей продолжительности процесса, сокращения расходов материалов, увеличения количества одновременно обрабатываемых деталей при обеспечении заданных требований к цементированному слою.
Решение поставленной технической задачи достигается за счет совмещения этапов обработки деталей в твердом и газовом карбюризаторах, причем твердый карбюризатор подводится к поверхностям, которые требуется защитить от образования окалины, а газовый карбюризатор подается в рабочее пространство печи и омывает наружные поверхности, подвергаемые в дальнейшем механической обработке.
Новизной в предлагаемом способе цементации является место совмещение процессов цементации деталей в твердом и газовом карбюризаторе с раздельной обработкой поверхностей в зависимости от типа карбюризатора.
Указанные признаки являются новыми, существенными, неочевидными и промышленно выполнимыми и направлены на решение поставленной изобретением технической задачи.
Предлагаемый способ цементации осуществляется следующим образом.
Детали, подлежащие цементации, размещают в открытых ящиках или на технологических подставках.
Во внутренние полости деталей, подлежащих цементации, засыпают твердый карбюризатор до их полного заполнения. После этого детали загружают в печь, где нагревают в атмосфере газов, содержащих углерод.
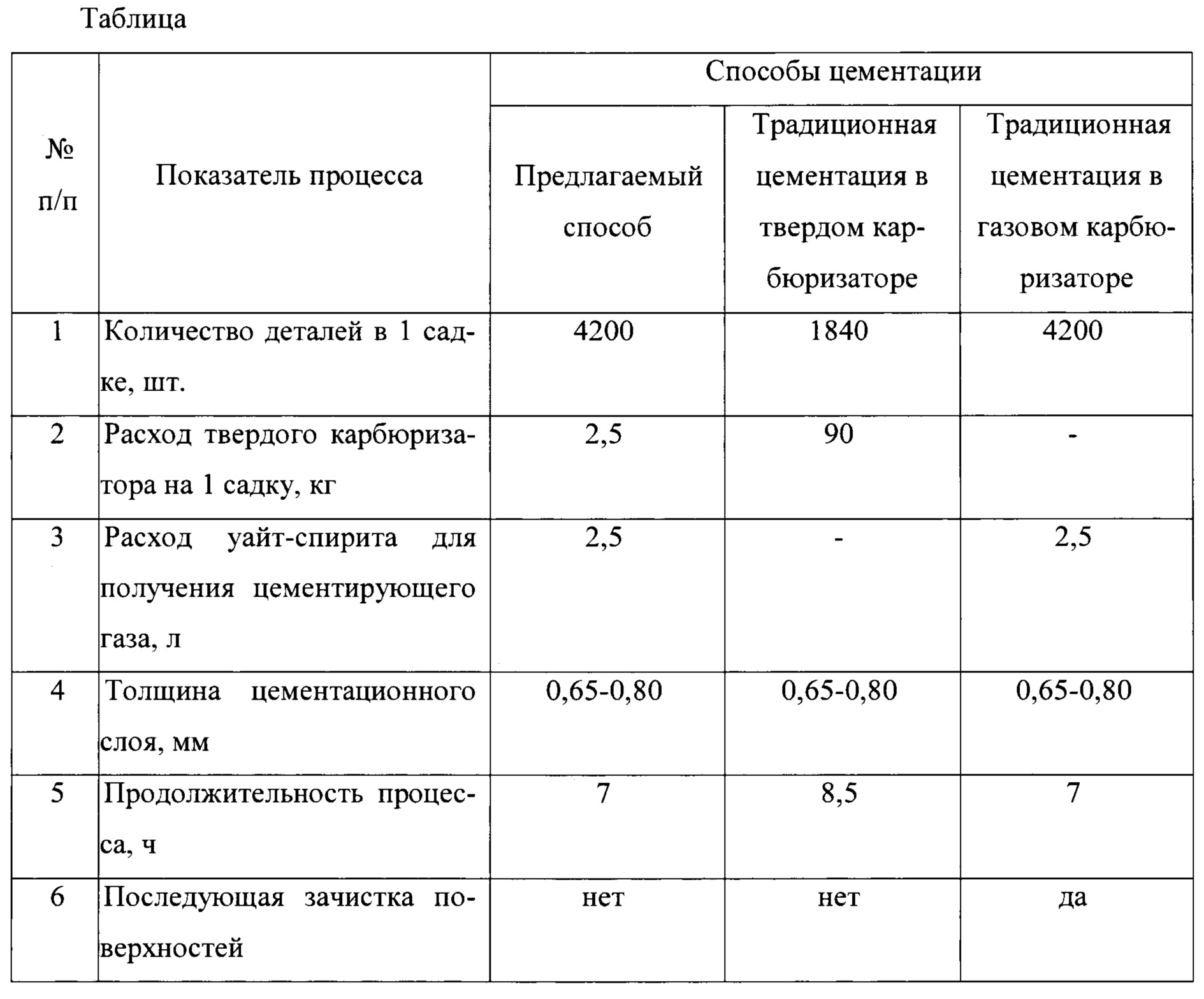
Пример осуществления предлагаемого способа цементации.
Выполняли цементацию корпусов распылителей в печи СЩЦМ6.6./9И5. Цементирующий газ получали разложением уайт-спирита ГОСТ 3134-78 непосредственно в рабочем пространстве печи. В качестве твердого карбюризатора применяли древесноугольный карбюризатор ГОСТ 2407-83. Сравнительные результаты представлены в таблице.
Предлагаемый способ цементации применяется в серийном производстве распылителей на Алтайском заводе прецизионных изделий.
Трубогибочный станок
Способ лазерной сварки прецизионных деталей осесимметричной формы
Способ очистки корпусов распылителей после электрохимической обработки и устройство для его осуществления
Способ контроля конических отверстий и устройство для его осуществления
Способ диагностирования двигателя внутреннего сгорания
Способ прошивки сопловых отверстий
Способ оценки межцикловой неравномерности подачи топлива электроуправляемыми форсунками
Способ закрепления детали на станке и устройство для его осуществления
Способ навивки винтовых пружин преимущественно с малым индексом
Способ вакуумной цементации стальных деталей с резьбовыми отверстиями с обеспечением защиты внутренней резьбы
Способ упрочнения деталей из конструкционных и инструментальных сталей
Способ вакуумной цементации стальных деталей с резьбовыми отверстиями с обеспечением защиты внутренней резьбы

