Результат интеллектуальной деятельности: СПОСОБ ПАЙКИ ВТСП ЛЕНТ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ
Вид РИД
Изобретение
Область техники
Изобретение относится к электротехнике, к области создания сверхпроводящих магнитных систем из ленточных сверхпроводников, особенно из лент высокотемпературных сверхпроводников (ВТСП - 2G).
Уровень техники
С середины XX века интенсивно расширяется применение сверхпроводящих низкотемпературных (Т ~5°К) магнитов в медицине (МРТ томография, ЯМР спектроскопия), в промышленной электротехнике (ограничители тока, трансформаторы и др). В настоящее время в связи с освоением технологии изготовления лент из высокотемпературных сверхпроводников (ВТСП) соединений YBaCuO и др. длиною десятки и сотни метров во всем мире проводятся работы по созданию магнитов в виде соленоидов с рабочей температурой 77°К и ниже, которые являются энергосберегающими устройствами широкого применения. Более перспективным и экономичным вариантом является косвенный метод охлаждения до более низких температур с помощью криокулеров. При этом места спаев галет не возможности за пределы обмотки в отличие от погружных магнитов. В конструкциях сверхпроводящих соленоидов из ВТСП ленты часто используют двойные галеты (double pancake) из двух катушек, намотанных лентой с медным покрытием, которое является стабилизирующим фактором (Xueqing Wang, at all. Electromagnetic Design of 1.5 T No-InsulationREBCO Coil System… IEEE TRANSACTIONS ON APPLIED SUPERCONDUCTIVITY, VOL. 29, NO. 5, AUGUST 2019 4601805) и (Jeseok Banga at all. Comparison between analytic and numerical approaches to calculate screening current induced field in HTS magnet Progress in Superconductivity and Cryogenics. Vol. 21, No. 2, (2019), pp. 45~49.)
Галетная конструкция имеет ряд преимуществ перед слоевой намоткой. Ее главное преимущество - ремонтноспособность. В случае аварии с соленоидом, поврежденные галеты легко заменяются. Кроме того, галетная конструкция позволяет в наиболее ответственных местах ставить галеты с повышенным критическим током. В галетной конструкции соленоида необходимо спаивать ленты на катушках соседних галет: конец катушки одной галеты с началом катушки следующей галеты. Ленты расположены рядом на расстоянии 1-2 мм и должны быть спаяны по дуге окружности катушки.
Лента ВТСП это многослойная структура, состоящая из подложки (металлической ленты шириной 4-12 мм) толщиной 50-70 мкм, покрытой с одной (лицевой) стороны буферным слоем толщиной ~ 1-2 мкм, нанесенных на ее поверхность слоя сверхпроводника толщиной - 1-2 мкм (лицевая сторона) и шунтирующего слоя меди толщиной 20-25 мкм. Намотка галет осуществляется лицевой стороной наружу, поэтому пайкой сращивают концы лент, уложенных на катушках лицевой стороной вверх с помощью накладки из ВТСП ленты лицевой стороной вниз.
Примеры пайки прямых участков сверхпроводящих лент с низким сопротивлением спая (R<50 нОм) описаны во многих работах.
Спаиваемые поверхности концов лент и сторону накладки промывают спиртом, залуживают низкотемпературным (Т<200°K) припоем, с малым удельным электрическим сопротивлением (например, Sn 60%, Pb 40%), зажимают до давления 2-5 МПа в струбцине со встроенным нагревателем и нагревают до температуры плавления припоя. (IEEE TRANSACTIONS ON APPLIED SUPERCONDUCTIVITY, VOL. 28, NO. 4, JUNE 2018 6600204, Nadezda Bagrets and all. Correlation Between Resistances of Face-to-Face Soldered Joints and Interface Resistance Between Layers in Superconducting Tapes.)
Однако, при соединении лент соседних галет необходимо паять непосредственно на катушке, чтобы иметь качественный (малое сопротивление, достаточная механическая прочность) спай ВТСП лент по дуге окружности. В этом случае возникает проблема пайки изогнутых по дуге стыкуемых лент, поскольку трудно обеспечить необходимое сжатие концов лент и накладки с давлением ~1 МПа по всей площади спая по дуге и равномерный нагрев всех элементов спая (ленты, припой, накладка) до температуры плавления припоя.
Примеров пайки сверхпроводящих лент по дуге на катушках и при соединении галет не обнаружено.
Технической проблемой, на которую направлено изобретение, является возможность получения паяных контактов с низким электрическим сопротивлением (R<50 нОм) при пайке ВТСП лент по дуге окружности.
Раскрытие сущности изобретения
Техническим результатом изобретения является получение качественного спаянного соединения ВТСП лент по дуге окружности.
Для достижения этого технического результата предложен способ пайки ВТСП лент заключающийся в последовательной пайке накладки из ВТСП ленты к концам ВТСП лент непосредственно на катушке соленоида путем охвата места спая по дуге ленточным гибким нагревателем, к которому приложена прижимающая сила и источник тока.
Для достижения этого технического результата предложено устройство для пайки ВТСП лент, состоящее из станины, на которой размещены стойка и штанга с перемещающейся по ней до необходимой для пайки высоты и фиксируемой стопорным болтом неподвижной планкой, с закрепленной на ней подвижной планкой с ленточным гибким нагревателем, прижимающим место спая силой, создаваемой при закручивании натяжных болтов, и нагревающимся посредством подключения к клеммам источника тока.
Краткое описание чертежей
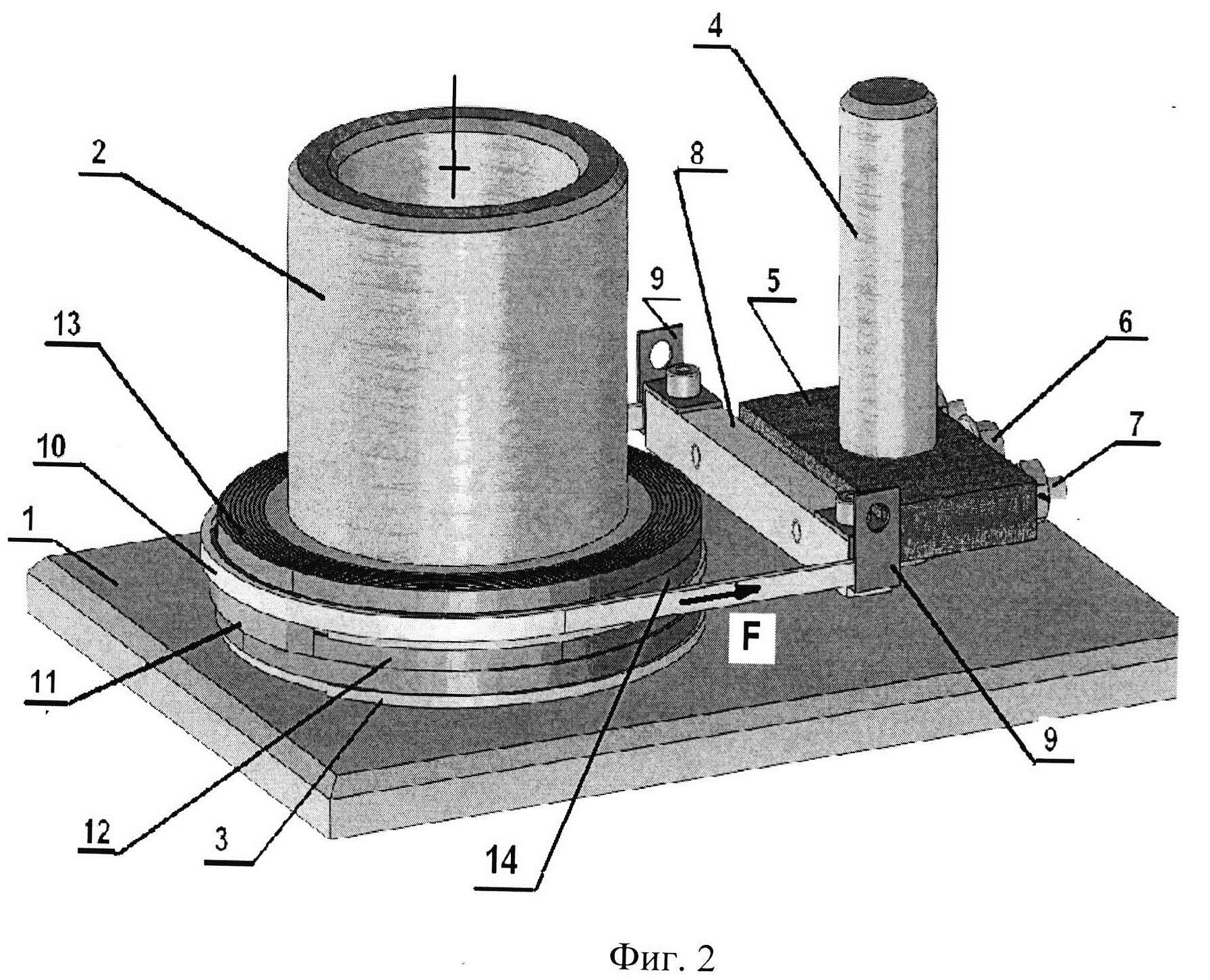
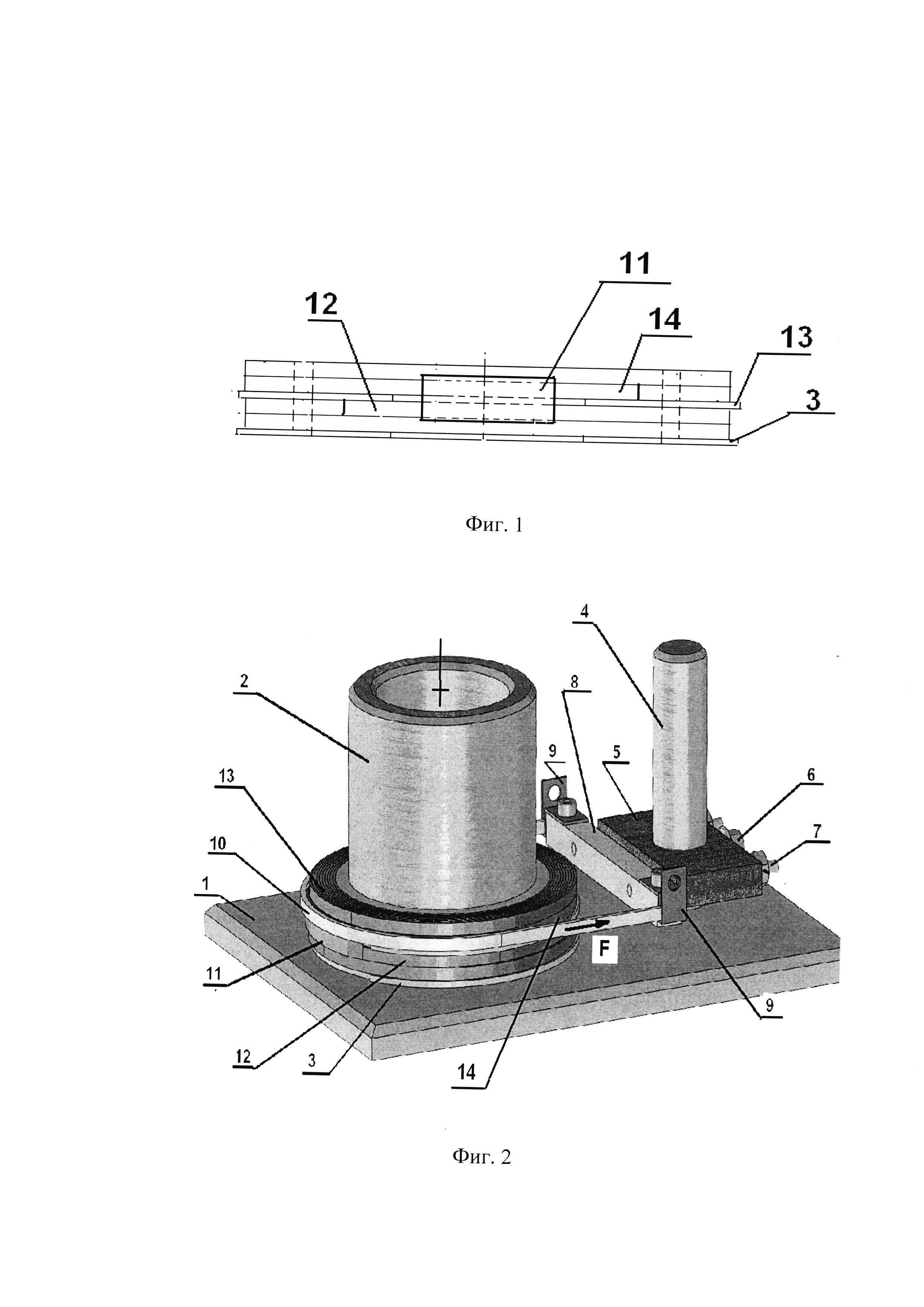
На фиг. 1 показано устройство пайки ВТСП лент, а на фиг. 2 показана схема реализации данного способа для варианта спая концов ВТСП лент соседних галет, где:
1 - станина;
2 - стойка;
3 - нижняя галета;
4 - штанга;
5 - неподвижная планка;
6 - стопорный болт;
7 - натяжные болты с гайками;
8 - подвижная планка;
9 - клеммы;
10 - ленточный, гибкий нагреватель из нержавеющей стали 310S покрытой электроизоляционным слоем;
11 - накладка из ВТСП ленты;
12 - конец ВТСП ленты верхней катушки нижней галеты 3;
13 - верхняя галета;
14 - конец ВТСП ленты нижней катушки верхней галеты 13;
F - сила натяжения.
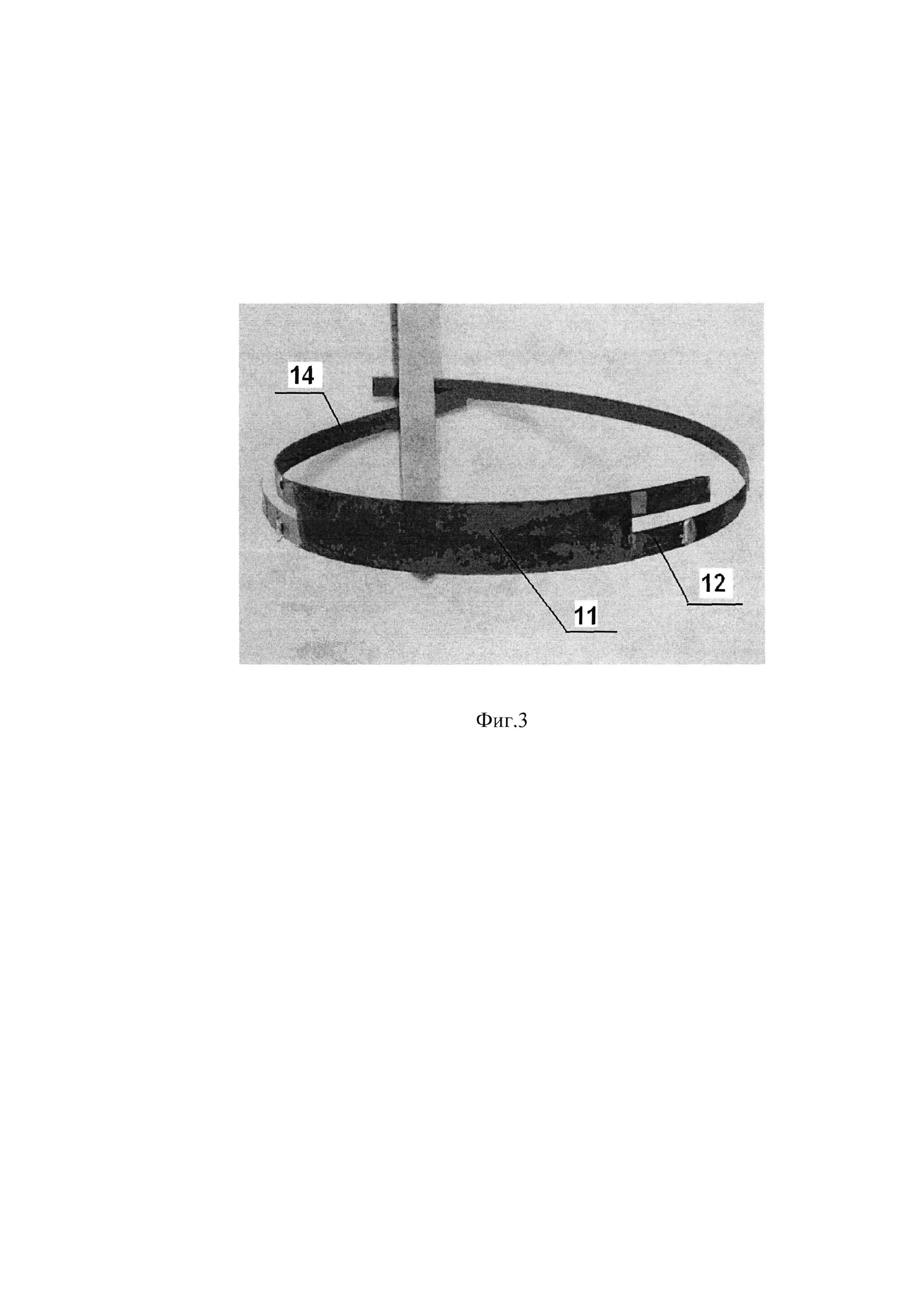
На фиг. 3 показана фотография спая по дуге двух ВТСП лент шириной 4 мм, ВТСП лентой шириной 10 мм.
Осуществление изобретения
Устройство для пайки ВТСП лент, показанное на фиг. 2, состоит из станины 1, к которой приварены стойка 2, и штанга 4.
Стойка 2 предназначена для размещения на ней нижней 3 и верхней 13 галет с 2-мя катушками из ВТСП лент каждая с предварительно залуженными на них концами 12 и 14 ВТСП лент.
Штанга 4 предназначена для закрепления на ней, на определенной высоте неподвижной планки 5, с помощью стопорного болта 6.
Натяжные болты с гайками 7 предназначены для создания натяжения F ленточного гибкого нагревателя 10, который закреплен на подвижной планке 8, имеющей с боков две клеммы 9 для подключения к ним источника тока (на фиг. 2 не показан) нагревающего ленточный гибкий нагреватель 10 до необходимой температуры. Температура может контролироваться с помощью термопары (на фиг. 2 не показана) или по сопротивлению ленточного гибкого нагревателя 10 омметром (на фиг. 2 не показан).
Ширина ленточного гибкого нагревателя 10 подбирается в зависимости от ширины ВТСП ленты. Он изготавливается толщиной 100 мкм из нержавеющей стали 310S покрытой электроизоляционным слоем с хорошей теплопроводностью со стороны прилегания к спаю для исключения возможности замыкания тока нагревателя через ВТСП ленты.
Электроизоляционный слой выполнен из оксида циркония YSZ слоем толщиной 2 мкм.
Пайка ВТСП лент может осуществляться для случаев:
- спая концов ВТСП лент соседних галет;
- спая соседних катушек ВТСП лент одной галеты;
- спая концов ВТСП ленты одной катушки для получения более длинномерного куска.
Пайка ВТСП лент соседних галет состоит в поочередной пайке предварительно залуженной накладки из ВТСП ленты 11 к концу 12 ВТСП ленты верхней катушки нижней галеты 3 и к предварительно залуженному концу 14 ВТСП ленты нижней катушки верхней галеты 13.
Для этого, устанавливают нижнюю галету 3 и верхнюю галету 13 на стойке 2. Спаиваемые концы 12 и 14 ВТСП лент на длине спая 5-6 см зачищают от окисной пленки мелкой шлифовальной бумагой, протирают 95% спиртом и лудят низкотемпературным припоем, например, Sn60%, Pb40%.
Спаиваемые концы ВТСП лент 12 и 14 закрепляют на своих катушках кусочками липкой ленты (скотчем) и кладут на них заранее вырезанную по ширине обоих концов ВТСП ленты накладку длиной 5-6 см из ВТСП ленты 11 лицевой стороной вниз на место спая.
Сначала проводят пайку накладки из ВТСП ленты 11 к залуженному концу 12 ВТСП ленты верхней катушки нижней галеты 3, для этого устанавливают неподвижную планку 5 вместе с подвижной планкой 8 и ленточным гибким нагревателем 10 на штанге 4 по уровню этой катушки так, чтобы ленточный нагреватель 10 охватывал элементы спая, и закрепляют неподвижную планку 5 стопорным болтом 6. Закручивая гайки болтов 7 подтягивают подвижную планку 8 к штанге 4, при этом ленточный гибкий нагреватель 10 прижимает элементы спая (конец 12 ВТСП ленты и накладку из ВТСП ленты 11) к самой катушке с давлением 1-2 МПа. Подключают источник тока (на фиг. 2 не показан) к клеммам 9, включают его и подогревают место спая до температуры Т<(Тпл-10°К) в течении 1-2 мин, затем ток поднимают до разогрева спая выше температуры плавления припоя (Тпл+10°К), на 10-15 сек.
После завершения процесса пайки, место спая охлаждают, ослабляют натяжение ленточного гибкого нагревателя 10 откручивая гайки натяжных болтов 7 и ослабляют стопорный болт 6.
Далее поднимают подвижную планку 8 с гибким ленточным нагревателем 10 на высоту размещения предварительно залуженного конца 14 ВТСП ленты нижней катушки верхней галеты 13 и закрепляют ее стопорным болтом 6. Закручивая гайки болтов 7 подтягивают подвижную планку 8 к штанге 4, при этом ленточный гибкий нагреватель 10 прижимает элементы спая (конец 14 ВТСП ленты и накладку из ВТСП ленты 11) к самой катушке с давлением 1-2 МПа. Подключают источник тока (на фиг. 2 не показан) к клеммам 9, включают его и подогревают место спая до температуры Т<(Тпл-10°К) в течении 1-2 мин, затем ток поднимают до разогрева спая выше температуры плавления припоя (Тпл+10°К), на 10-15 сек.
После завершения пайки устанавливают на стойку 2 следующую галету и осуществляют пайку концов ВТСП ленты следующих галет.
Пайка соседних катушек ВТСП лент состоит в поочередной пайке накладки из ВТСП ленты 11 к предварительно залуженному концу нижней катушки ВТСП ленты к предварительно залуженному концу ВТСП ленты верхней катушки одной галеты 3 или 13. Пайку проводят по описанной выше последовательности.
По участкам ВТСП ленты за пределами контактной области более тугоплавким припоем чем для пайки ВТСП лент припаиваются куски лент из медной фольги толщиной 0,2-0,Змм для предотвращения разогрева катушки с боков.
Под спай на время пайки подкладывают ленточку из теплоизоляционного материала, например, полоску из бумаги толщиной ~0,1 мм для снижения тепловых потерь в нижележащие слои лент.
Преимуществами заявляемого устройства являются:
- получение низкооммных паяных контактов с сопротивлением R<50 нОм при пайке ВТСП лент по дуге окружности, что позволяет соединять последовательно галеты при сборке соленоида;
- спай дугообразных концов ВТСП лент соседних галет;
- спай дугообразных соседних катушек ВТСП лент одной галеты;
- спай дугообразных концов двух ВТСП лент на одной катушке для получения более длинномерного куска.
На фиг. 3 показан спай соседних лент шириной 4 мм, сверхпроводящей полосой 10 мм, длиной по 6 см, обладающий сопротивлением ~40-50 нОм при температуре 77 К.
Способ разложения карбонатов
Реактор конверсии метана
Термоэлектрическая батарея
Способ изготовления защитного диэлектрического слоя
Способ изготовления наноструктурированной мишени для производства радиоизотопа молибдена-99
Микротвэл ядерного реактора
Способ защиты от окисления биполярных пластин и коллекторов тока электролизеров и топливных элементов с твердым полимерным электролитом
Способ изготовления сверхпроводящих многосекционных оптических детекторов
Структура полупроводник-на-изоляторе и способ ее получения
Способ измерения профиля стационарных мегаваттных пучков ионов и атомов в инжекторах
Актюатор, система актюаторов и способ его изготовления
Коаксиальный электромагнитный ускоритель
Ротационная магнитная холодильная машина

