Результат интеллектуальной деятельности: РАСТЯГИВАЮЩИЙСЯ ЛИСТ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к растягивающемуся листу для впитывающего изделия и способу изготовления растягивающегося листа.
Предшествующий уровень техники
[0002]
Заявитель по настоящему изобретению предложил в качестве растягивающегося листа растягивающийся лист, в котором множество эластичных элементарных нитей, которые расположены так, что они проходят в одном направлении, не перекрещиваясь друг с другом, присоединены к растяжимому листовому материалу на всей их длине в по существу не растянутом состоянии (см. патентный литературный источник 1).
Растягивающийся лист, раскрытый в патентном литературном источнике 1, изготовлен посредством выполнения этапов формования расплавленной эластичной смолы, выходящей из множества фильер, для получения множества эластичных элементарных нитей в расплавленном или размягченном состоянии, приема и вытягивания множества эластичных элементарных нитей с заданной скоростью и прикрепления эластичных элементарных нитей к листовому материалу методом сплавления перед затвердеванием эластичных элементарных нитей.
[0003]
Кроме того, в связи со способом изготовления такого растягивающегося листа заявитель по настоящему изобретению предложил способ изготовления растягивающегося листа посредством использования прядильной головки, которая имеет часть с шахматным расположением, в которой множество фильер расположены в так называемом шахматном порядке (см. патентный литературный источник 2). В патентном литературном источнике 2 утверждается, что используется прядильная головка, в которой фильеры расположены в шахматном порядке или, более конкретно, множество рядов фильер, в каждом из которых множество фильер расположены с заданными интервалами в одном направлении, расположены в направлении, которое ортогонально к направлению размещения фильер, и фильеры в соседних рядах фильер, проходящих в данном ортогональном направлении, смещены друг от друга.
Перечень ссылок
Патентная литература
[0004]
Патентный литературный источник 1: JP 2008–179128А
Патентный литературный источник 2: JP 2017–61064А
Сущность изобретения
[0005]
Согласно настоящему изобретению предложен растягивающийся лист, в котором множество эластичных элементарных нитей, которые расположены так, что они проходят в одном направлении, не перекрещиваясь друг с другом, присоединены к растяжимому листовому материалу на всей их длине в по существу не растянутом состоянии. В иллюстративных вариантах осуществления растягивающийся лист представляет собой растягивающийся лист для впитывающего изделия. В иллюстративных вариантах осуществления некоторые или все из эластичных элементарных нитей представляют собой элементарные нити с сужением, имеющие, по меньшей мере, одну узкую часть в поперечном сечении, которое ортогонально к направлению протяженности, в котором проходят эластичные элементарные нити.
[0006]
Кроме того, согласно настоящему изобретению предложен способ изготовления растягивающегося листа, при этом способ включает этап скрепления методом сплавления, заключающийся во вводе множества эластичных элементарных нитей, выходящих в расплавленном или размягченном состоянии из множества фильер, в контакт с листовым исходным материалом для листового материала перед затвердеванием эластичных элементарных нитей для прикрепления эластичных элементарных нитей к листовому исходному материалу методом сплавления посредством этого. В иллюстративных вариантах осуществления растягивающийся лист представляет собой растягивающийся лист для впитывающего изделия. В иллюстративных вариантах осуществления на этапе скрепления методом сплавления множество рядов фильер, в каждом из которых множество фильер расположены с интервалами в первом направлении, образованы во втором направлении, которое ортогонально к первому направлению. В иллюстративных вариантах осуществления используется прядильная головка, в которой места расположения фильер в тех рядах фильер, которые являются соседними друг с другом во втором направлении, смещены друг от друга в первом направлении. В иллюстративных вариантах осуществления используется приемное средство, которое принимает эластичные элементарные нити, выходящие при прядении из фильер прядильной головки. В иллюстративных вариантах осуществления эластичные элементарные нити, выходящие при прядении из фильер в расплавленном или размягченном состоянии, принимаются со скоростью приема, составляющей от 40 м/мин до 200 м/мин.
Краткое описание чертежей
[0007]
[Фиг.1] Фиг.1(а) представляет собой вид в перспективе, показывающий растянутое состояние растягивающегося листа согласно предпочтительному варианту осуществления настоящего изобретения, и фиг.1(b) представляет собой вид в перспективе, схематически показывающий состояние, в котором растягивающийся лист разделен на два листовых материала и множество эластичных элементарных нитей.
[Фиг.2] Фиг.2 представляет собой вид в разрезе, схематически показывающий сечение растягивающегося листа по представленному варианту осуществления (вид в разрезе части, соответствующей сечению А–А растягивающегося листа, показанного на фиг.1).
[Фиг.3] Фиг.3(а) представляет собой вид спереди, схематически показывающий одну элементарную нить, показанную на фиг.2, фиг.3(b) представляет собой вид спереди, схематически показывающий элементарную нить с сужением, имеющую одну узкую часть, показанную на фиг.2, и фиг.3(с) представляет собой вид спереди, схематически показывающий элементарную нить с сужением, имеющую две узкие части, показанные на фиг.2.
[Фиг.4] Фиг.4 представляет собой вид в перспективе, схематически показывающий соответствующие части прядильного устройства, которое используется для выполнения этапа скрепления методом сплавления в способе изготовления растягивающегося листа по представленному варианту осуществления.
[Фиг.5] Фиг.5 представляет собой вид в перспективе, схематически показывающий прядильную головку прядильного устройства, показанного на фиг.4, при этом сторона нижней торцевой поверхности (поверхности с размещенными фильерами) обращена вверх.
[Фиг.6] Фиг.6 представляет собой вид в плане, схематически показывающий нижнюю торцевую поверхность прядильной головки, показанной на фиг.5.
[Фиг.7] Фиг.7 представляет собой вид в перспективе, схематически показывающий соответствующие части устройства для вытягивания, которое используется для выполнения этапа придания растяжимости в способе изготовления растягивающегося листа по представленному варианту осуществления.
Описание вариантов осуществления
[0008]
Вышеописанный растягивающийся лист используется для различных применений, и может возникнуть необходимость в регулировании напряжения в зависимости от применения или тому подобного. В случае, когда напряжение в растягивающемся листе, должно быть повышено, если, например, число эластичных элементарных нитей, присоединенных к листовым материалам, увеличивается, площадь зон в растягивающемся листе, в которых эластичные элементарные нити отсутствуют, уменьшается. Поскольку вышеописанный растягивающийся лист получают посредством прикрепления эластичных элементарных нитей, полученных вытягиванием эластичной смолы в расплавленном или размягченном состоянии, к листовым материалам методом сплавления, в случае, если уменьшается площадь зон, в которых эластичные элементарные нити отсутствуют, то есть площадь зон, в которых эластичные элементарные нити не присоединены, толщина растягивающегося листа уменьшается. Следовательно, существует возможность улучшения тактильного ощущения.
[0009]
Если, например, попытаться повысить напряжение в растягивающемся листе посредством увеличения диаметра эластичных элементарных нитей, площадь контакта между эластичными элементарными нитями и листовыми материалами увеличится и, например, дыра или тому подобное могут быть образованы в листовых материалах во время обработки для придания растяжимости листовым материалам. Следовательно, существует возможность улучшения внешнего вида.
[0010]
Авторы настоящего изобретения обнаружили, что в случае, когда напряжение должно быть повышено, растягивающийся лист, в котором напряжение может быть повышено при одновременном обеспечении благоприятного тактильного ощущения и без ухудшения внешнего вида, может быть получен посредством использования эластичных элементарных нитей, имеющих, по меньшей мере, одну узкую часть в поперечном сечении, которое ортогонально к направлению протяженности, в котором проходят эластичные элементарные нити. Кроме того, авторы настоящего изобретения обнаружили, что эластичные элементарные нити, имеющие такие узкие части, могут быть эффективно получены посредством размещения фильер в шахматном порядке и задания скорости приема эластичных элементарных нитей в пределах заданного диапазона скоростей. В патентном литературном источнике 1 и патентном литературном источнике 2 отсутствует описание результата, заключающегося в том, что растягивающийся лист включает в себя такие эластичные элементарные нити, имеющие узкую часть, и в том, что скорость формования смолы и скорость приема эластичных элементарных нитей установлены в пределах заданных диапазонов скоростей.
[0011]
Следовательно, настоящее изобретение относится к растягивающемуся листу, который может обеспечить устранение вышеописанных недостатков предшествующего уровня техники, и к способу изготовления растягивающегося листа.
[0012]
В дальнейшем настоящее изобретение будет описано на основе предпочтительного варианта его осуществления со ссылкой на чертежи. Фиг.1(а), 1(b) и 2 показывают растягивающийся лист 1 согласно предпочтительному варианту осуществления настоящего изобретения, и фиг.3(а)–3(с) показывают эластичные элементарные нити 4, включенные в растягивающийся лист 1. Растягивающийся лист предпочтительно представляет собой растягивающийся лист для впитывающего изделия.
[0013]
Как показано на фиг.1(а), 1(b) и 2, растягивающийся лист 1 имеет конфигурацию, в которой множество филаментных эластичных элементарных нитей 4 присоединены к двум листовым материалам 2 и 3 и множество эластичных элементарных нитей 4 расположены так, что они проходят в одном направлении, не перекрещиваясь друг с другом. Каждая из множества эластичных элементарных нитей 4 размещена между двумя листовыми материалами 2 и 3 и в этом состоянии присоединена к двум листовым материалам 2 и 3 на всей длине в одном направлении (продольном направлении, обозначенном ссылочной позицией Y) растягивающегося листа 1 в по существу не растянутом состоянии. В контексте данного документа «эластичный» означает способность к растягиванию и стягиванию при снятии растягивающего усилия, и «по существу не растянутое состояние» означает состояние эластичных элементарных нитей, при котором эластичные элементарные нити не стягиваются при устранении внешнего усилия.
[0014]
Растягивающийся лист 1 проявляет растяжимость благодаря эластичности эластичных элементарных нитей 4. При растягивании растягивающегося листа 1 в том же направлении, что и направление, в котором проходят эластичные элементарные нити 4, эластичные элементарные нити 4 и листовые материалы 2 и 3 растягиваются. Затем, при устранении растягивания растягивающегося листа 1 эластичные элементарные нити 4 стягиваются, и в соответствии с этим стягиванием листовые материалы 2 и 3 возвращаются в состояние перед растягиванием. Поскольку в растягивающемся листе 1 отсутствуют другие эластичные элементарные нити, скрепленные с эластичными элементарными нитями 4 и проходящие ортогонально по отношению к ним, при растягивании растягивающегося листа 1 в том же направлении, что и направление, в котором проходят эластичные элементарные нити 4, растягивающийся лист 1 растягивается по существу без возникновения так называемой «усадки по ширине», то есть усадки в направлении, которое ортогонально к направлению растягивания.
[0015]
В зависимости от конкретного применения поверхностная плотность всего растягивающегося листа 1 предпочтительно составляет 10 г/м2 или более и более предпочтительно 20 г/м2 или более, предпочтительно составляет 80 г/м2 или менее и более предпочтительно 70 г/м2 или менее и, в частности, предпочтительно составляет от 10 г/м2 до 80 г/м2 и более предпочтительно от 20 г/м2 до 70 г/м2.
По соображениям, связанным с обеспечением благоприятного тактильного ощущения, толщина растягивающегося листа 1 предпочтительно составляет 0,32 мм или более, более предпочтительно 0,36 мм или более и еще более предпочтительно 0,39 мм или более, предпочтительно составляет 0,5 мм или менее и более предпочтительно 0,4 мм или менее и, в частности, предпочтительно составляет от 0,32 мм до 0,5 мм, более предпочтительно от 0,36 мм до 0,5 мм и еще более предпочтительно от 0,39 мм до 0,4 мм. Измерение толщины растягивающегося листа 1 выполняют следующим образом. Толщина листа, подлежащего измерению, может быть измерена посредством размещения листа, подлежащего измерению, между плоскими пластинами под нагрузкой 0,5 сН/см2 и измерения расстояния между плоскими пластинами. По соображениям, связанным с предотвращением образования дыры или тому подобного при придании растяжимости композиционному листу 1’ на этапе придания растяжимости, который будет описан позднее, прочность при раздире растягивающегося листа 1 (прочность при отрыве каждого из листовых материалов 2 и 3 по отношению к эластичным элементарным нитям 4) предпочтительно составляет 5 сН на элементарную нить или более и более предпочтительно 10 сН на элементарную нить или более, предпочтительно составляет 30 сН на элементарную нить или менее, более предпочтительно 20 сН на элементарную нить или менее и еще более предпочтительно 18 сН на элементарную нить или менее и, в частности, предпочтительно составляет от 5 сН на элементарную нить до 30 сН на элементарную нить, более предпочтительно от 10 сН на элементарную нить до 20 сН на элементарную нить и еще более предпочтительно от 10 сН на элементарную нить до 18 сН на элементарную нить. Измерение прочности при раздире растягивающегося листа 1 выполняют следующим образом. Каждый из двух листовых материалов 2 и 3 растягивающегося листа 1, который представляет собой лист, подлежащий измерению, удерживают в зажимном приспособлении, и листовой материал 2 из двух листовых материалов оттягивают со скоростью 300 мм/мин. Прочность растягивающегося листа 1 при раздире может быть измерена посредством измерения максимальной нагрузки в данный момент времени.
[0016]
По соображениям, связанным с обеспечением достаточных характеристик растяжимости, предпочтительно, чтобы отношение (нагрузка при возврате на 50%/нагрузка при растягивании на 50%) нагрузки (в дальнейшем также упоминаемой как «нагрузка при возврате на 50%»), действующей на растягивающийся лист 1, когда он растянут на 100% вдоль направления, в котором проходят эластичные элементарные нити 4, и возвращен на 50% из данного состояния, к нагрузке (в дальнейшем также упоминаемой как «нагрузка при растягивании на 50%»), действующей на растягивающийся лист 1, когда он растянут на 50% вдоль направления, в котором проходят эластичные элементарные нити 4, составляло 45% или более и предпочтительно 50% или более и предпочтительно составляло 100% или менее. В частности, вышеописанное отношение предпочтительно составляет от 45% до 100% и более предпочтительно от 50% до 100%. По тем же соображениям нагрузка при возврате на 50% предпочтительно составляет 80 сН/50 мм или более и более предпочтительно 120 сН/50 мм или более, предпочтительно составляет 150 сН/50 мм или менее и более предпочтительно 135 сН/50 мм или менее и, в частности, предпочтительно составляет от 80 сН/50 мм до 150 сН/50 мм и более предпочтительно от 120 сН/50 мм до 135 сН/50 мм.
По тем же соображениям нагрузка при растягивании на 50% предпочтительно составляет 80 сН/50 мм или более, более предпочтительно 120 сН/50 мм или более и еще более предпочтительно 245 сН/50 мм или более, предпочтительно составляет 600 сН/50 мм или менее, более предпочтительно 300 сН/50 мм или менее и еще более предпочтительно 250 сН/50 мм или менее и, в частности, предпочтительно составляет от 80 сН/50 мм до 600 сН/50 мм, более предпочтительно от 120 сН/50 мм до 300 сН/50 мм и еще более предпочтительно от 245 сН/50 мм до 250 сН/50 мм.
[0017]
Метод измерения нагрузки при возврате на 50% и нагрузки при растягивании на 50%:
Циклическое испытание растягивающегося листа при удлинении на 100% выполняют, используя прибор для испытаний на растяжение (AG–IS, изготавливаемый компанией Shimadzu Corporation). В частности, сначала подготавливают образец растягивающегося листа, предназначенный для использования в циклическом испытании при удлинении на 100%, и образец прикрепляют к прибору для испытаний на растяжение так, чтобы направление растяжения совпадало с направлением протяженности, в котором проходят эластичные элементарные нити. При этом расстояние между зажимными приспособлениями задано равным 150 мм. Образец растягивают на 150 мм (расстояние между зажимными приспособлениями становится равным в целом 300 мм) со скоростью 300 мм/мин в направлении растягивания/стягивания образца, и сразу после этого образец возвращают к его исходной длине со скоростью 300 мм/мин. Следует отметить, что исходное расстояние между зажимными приспособлениями может быть изменено в зависимости от длины образца, подлежащего испытанию. При циклическом испытании с удлинением на 100% удлинение на 100% относится к состоянию, в котором образец растянут до длины, в два раза превышающей исходную длину. Растягивающую силу, возникающую в тот момент времени в процессе растягивания образца до 100%–го удлинения, когда удлинение составляет 50%, то есть растягивающую силу в тот момент времени, когда образец растянут до длины, в 1,5 раза превышающей исходную длину, называют «нагрузкой при растягивании на 50%», и растягивающую силу, возникающую в тот момент времени в процессе возврата образца к его исходной длине после растягивания образца до 100%–го удлинения, когда удлинение составляет 50%, называют «нагрузкой при возврате на 50%».
В случае, когда подлежит измерению растягивающийся лист, включенный во впитывающее изделие, такое как промышленно изготавливаемый и имеющийся на рынке подгузник, адгезив, используемый во впитывающем изделии, растворяют в органическом растворителе, и растягивающийся лист извлекают. В этом случае в качестве используемого органического растворителя применяют органический растворитель, который не растворяет эластичный элемент. Затем растягивающийся лист, который был извлечен, высушивают, и после этого растягивающийся лист подвергают измерению, используя вышеописанный метод измерения. В отношении определения других свойств, также описанных в данном описании, следует указать, что растягивающийся лист, который был извлечен так, как описано выше, подвергают измерению после высушивания.
[0018]
Оба из двух листовых материалов 2 и 3, образующих растягивающийся лист 1, являются растяжимыми. Два листовых материала 2 и 3 содержат по существу неэластичные волокна или, как правило, содержат неэластичные волокна и являются по существу неэластичными или, как правило, являются неэластичными. Каждый из листовых материалов 2 и 3 является растяжимым в том же направлении, что и направление протяженности (продольное направление, обозначенное ссылочной позицией Y на фиг.1) эластичных элементарных нитей 4. В контексте данного документе «растяжимость» охватывает (а) случай, в котором сами составляющие волокна листовых материалов 2 и 3 являются растяжимыми, и (b) случай, в котором, даже несмотря на то, что сами составляющие волокна являются нерастяжимыми, нетканый материал в целом является растяжимым в результате того, что волокна, присоединенные друг к другу в местах перекрещивания, отделяются друг от друга, при этом трехмерная структура, образованная из множества волокон посредством скрепления волокон или тому подобного, изменяется структурно, составляющие волокна разрываются или устраняется ненатянутость волокон.
[0019]
Каждая из множества эластичных элементарных нитей 4, образующих растягивающийся лист 1, проходит по существу непрерывно на всей длине растягивающегося листа 1 и, как правило, проходит непрерывно на всей его длине так, как в варианте осуществления, показанном на фиг.1. Каждая эластичная элементарная нить 4 содержит эластичную смолу. Множество эластичных элементарных нитей 4 расположены так, что они проходят в одном направлении, не перекрещиваясь друг с другом в направлении, которое ортогонально к направлению протяженности. При условии что эластичные элементарные нити 4 не перекрещиваются друг с другом, эластичные элементарные нити 4 могут проходить прямолинейно или могут проходить по извилистой траектории. Направление протяженности, которое представляет собой направление, в котором проходят эластичные элементарные нити, как правило, совпадает с продольным направлением Y, и направление, которое ортогонально к направлению протяженности, как правило, совпадает с направлением Х ширины.
[0020]
Каждая эластичная элементарная нить 4 присоединена к листовым материалам 2 и 3 в по существу не растянутом состоянии. Поскольку эластичные элементарные нити 4 присоединены к листовым материалам 2 и 3 в нерастянутом состоянии, не возникает релаксация (деформирование) растягивающегося листа 1, вызываемая (–ое) его растягиванием, и растягивающийся лист 1 имеет преимущество, заключающейся в меньшей вероятности ухудшения его растяжимости. Кроме того, растягивающийся лист 1 обладает преимуществом, заключающимся в его способности к растягиванию до длины, которая соответствует длине листовых материалов 2 и 3 при их растягивании или максимальному относительному удлинению эластичных элементарных нитей 4. Предпочтительно, чтобы каждая из эластичных элементарных нитей 4 была прикреплена методом сплавления к растяжимым листовым материалам 2 и 3 на всей их длине в по существу не растянутом состоянии. В данном случае термин «скрепление методом сплавления» не означает того, что эластичные элементарные нити 4 присоединены к листовым материалам 2 и 3 посредством третьего компонента, такого как адгезив, а, напротив, означает то, что эластичные элементарные нити 4 присоединены к листовым материалам 2 и 3 в результате расплавления, по меньшей мере, одной из смолы, образующей эластичные элементарные нити 4, и смолы, образующей листовые материалы 2 и 3.
[0021]
По соображениям, связанным с обеспечением благоприятного тактильного ощущения, расстояние Р между концами (см. фиг.2) эластичных элементарных нитей 4, соседних друг с другом в направлении Х ширины, предпочтительно составляет 0,4 мм или более и более предпочтительно 0,6 мм или более, предпочтительно составляет 1,2 мм или менее, более предпочтительно 1 мм или менее и еще более предпочтительно 0,8 мм и предпочтительно составляет от 0,4 до 1,2 мм, более предпочтительно от 0,6 до 1 мм и еще более предпочтительно от 0,6 до 0,8 мм. Расстояние Р между боковыми сторонами может быть фиксированным между всеми эластичными элементарными нитями, или, как показано на фиг.2, расстояние Р между боковыми сторонами двух эластичных элементарных нитей может отличаться от расстояния Р между боковыми сторонами эластичных элементарных нитей из другой пары. В случае, когда расстояние Р между боковыми сторонами не является фиксированным, предпочтительно, чтобы средняя величина расстояний между боковыми сторонами эластичных элементарных нитей находилась в пределах вышеописанного предпочтительного диапазона, и более предпочтительно, чтобы расстояния между боковыми сторонами всех эластичных элементарных нитей находились в пределах вышеописанного предпочтительного диапазона.
Метод измерения расстояния между боковыми сторонами соседних эластичных элементарных нитей:
Для измерения расстояния Р между боковыми сторонами эластичных элементарных нитей 4, соседних друг с другом, полученную разрезанием поверхность образца растягивающегося листа, который разрезан вдоль направления ширины, увеличивают под микроскопом. Измерение выполняют в 100 случайных точках, и полученное таким образом, среднее значение используют в качестве средней величины расстояний между боковыми сторонами. Измерение выполняют посредством образования множества поверхностей, полученных разрезанием, при разрезании в разных местах в продольном направлении и измерения расстояния между боковыми сторонами соседних эластичных элементарных нитей на каждой из множества поверхностей, полученных разрезанием.
[0022]
Некоторые эластичные элементарные нити из эластичных элементарных нитей 4, включенных в растягивающийся лист 1, представляют собой элементарные нити 40 с сужением, каждая из которых имеет, по меньшей мере, одну узкую часть 40k в поперечном сечении (в дальнейшем также упоминаемом как «поперечное сечение в направлении ширины»), которое ортогонально к направлению протяженности (продольному направлению Y), в котором проходят эластичные элементарные нити. Эластичные элементарные нити 4 включают одиночные элементарные нити 41, каждая из которых не имеет узкой части 40k, и элементарные нити 40 с сужением, каждая из которых имеет, по меньшей мере, одну узкую часть 40k. В данном случае элементарная нить, имеющая одну узкую часть в поперечном сечении, которое ортогонально к направлению протяженности, означает, что, если смотреть на поперечное сечение, которое ортогонально к направлению протяженности элементарной нити, будет видно, что имеются две вдавленные части, которые вдавлены от периферийной поверхности элементарной нити к внутренней стороне поперечного сечения. Например, наличие двух узких частей означает, что имеются две пары таких вдавленных частей. Более конкретно, в варианте осуществления, показанном на фиг.2, элементарные нити 40 с сужением включают элементарные нити 42, каждая из которых имеет одну узкую часть 40k, и элементарную нить 43, имеющую две узкие части 40k. Следует отметить, что все эластичные элементарные нити 4, включенные в растягивающийся лист для впитывающего изделия по настоящему изобретению, могут представлять собой элементарные нити 40 с сужением, каждая из которых имеет, по меньшей мере, одну узкую часть.
[0023]
Одиночные элементарные нити 41 получают вытягиванием расплавленной смолы, выходящей из фильер 12, которые будут описаны позднее, на линии прядения. Как показано на фиг.3(а), диаметр D одиночной элементарной нити 41 не ограничен особым образом, но с учетом оптимального сочетания текстуры растягивающегося листа 1 и производительности при изготовлении эластичных элементарных нитей 4, диаметр D предпочтительно составляет 40 мкм или более и более предпочтительно 80 мкм или более, предпочтительно составляет 200 мкм или менее и более предпочтительно 180 мкм или менее и составляет от 40 мкм до 200 мкм и более предпочтительно от 80 мкм до 180 мкм. Диаметр одиночных элементарных нитей 41 зависит от диаметра фильер 12, которые будут описаны позднее.
[0024]
Элементарные нити 40 с сужением получают, например, посредством соединения вместе/слипания двух или более одиночных элементарных нитей, выходящих из двух или более соседних фильер 12, в процессе вытягивания. Поперечное сечение элементарных нитей 40 с сужением, выполненное в направлении ширины, имеет форму, в которой множество кругов соединены вместе в направлении Х ширины в состоянии с частичным перекрытием. В частности, поперечное сечение в направлении ширины элементарных нитей 42, имеющих одну узкую часть, имеет форму, в которой, как показано на фиг.3(b), два круга с1 и с2 соединены друг с другом в направлении Х ширины в состоянии с частичным перекрытием. Поперечное сечение в направлении ширины элементарных нитей 43, имеющих две узкие части, имеет форму, в которой, как показано на фиг.3(с), три круга с3, с4 и с5 соединены вместе в направлении Х ширины в состоянии с частичным перекрытием. Перекрывающиеся части кругов, которые соединены вместе, представляют собой части, которые расположены в соединительных частях между соседними кругами и ограничены дугами окружностей, показанными пунктирными линиями на фиг.3(b) и фиг.3(с).
В результате выполнения поперечного сечения в направлении ширины с формой, в которой множество кругов соединены вместе в состоянии с частичным перекрытием, то есть выполнения, по меньшей мере, одной узкой части 40k в поперечном сечении в направлении ширины, можно повысить напряжение в растягивающемся листе 1 при одновременном подавлении уменьшения расстояния между боковыми сторонами соседних эластичных элементарных нитей 4 в отличие от случая, в котором, например, увеличено число одиночных элементарных нитей 41. То есть, существует возможность повышения напряжения в растягивающемся листе 1 при одновременном обеспечении благоприятного тактильного ощущения за счет сохранения большой толщины растягивающегося листа 1. В отличие от случая, в котором площадь поперечного сечения одиночных элементарных нитей 41 увеличена за счет увеличения их диаметра, может быть ограничено увеличение площади контакта между листовыми материалами 2 и 3 и эластичными элементарными нитями 4. То есть, при повышении напряжения в растягивающемся листе 1 за счет увеличения площади поперечного сечения эластичных элементарных нитей 4 можно сохранить благоприятный внешний вид путем подавления образования дыры или тому подобного на этапе придания растяжимости, который будет описан позднее. Как описано выше, посредством растягивающегося листа по представленному варианту осуществления можно повысить напряжение, создаваемое эластичными элементарными нитями 4, при одновременном обеспечении благоприятного тактильного ощущения от растягивающегося листа и сохранении его благоприятного внешнего вида.
[0025]
Как показано на фиг.1(b), узкая часть 40k элементарной нити 40 с сужением проходит вдоль направления протяженности (продольного направления Y) эластичных элементарных нитей 4. В результате того, что образованные с сужением, элементарные нити 40 растягивающегося листа 1 имеют узкие части 40k, проходящие вдоль направления протяженности эластичных элементарных нитей 4, можно дополнительно повысить напряжение, создаваемое эластичными элементарными нитями 4, при одновременном обеспечении благоприятного тактильного ощущения от растягивающегося листа и сохранении его благоприятного внешнего вида.
[0026]
По соображениям, связанным с обеспечением благоприятного тактильного ощущения и сохранением благоприятного внешнего вида, предпочтительно, чтобы в наружной форме выполненного в направлении ширины, поперечного сечения каждой элементарной нити 40 с сужением расстояние Р1 между центрами соседних кругов было меньше, чем сумма радиуса первого из кругов и радиуса второго из кругов, и больше, чем более короткий радиус из радиуса первого круга и радиуса второго круга. В частности, как показано на фиг.3(b), предпочтительно, чтобы в наружной форме выполненного в направлении ширины, поперечного сечения элементарной нити 42, имеющей одну узкую часть, расстояние Р1 между центрами соседних кругов с1 и с2 было меньше, чем сумма (r1+r2) радиуса r1 первого круга с1 и радиуса r2 второго круга с2, и больше, чем более короткий радиус (например, радиус r1 первого круга с1), выбранный из радиуса r1 первого круга с1 и радиуса r2 второго круга с2. Радиус r1 круга с1 и радиус r2 круга с2 предпочтительно представляют собой радиусы в направлении, которое является таким же, как направление Х ширины. Аналогичным образом, как показано на фиг.3(с), предпочтительно, чтобы в поперечном сечении в направлении ширины элементарной нити 43, имеющей две узкие части, расстояние Р2 между центрами соседних кругов с3 и с4 было меньше, чем сумма (r3+r4) радиуса r3 первого круга с3 и радиуса r4 второго круга с4, и больше, чем более короткий радиус (например, радиус r3 первого круга с3), выбранный из радиуса r3 первого круга с3 и радиуса r4 второго круга с4. Кроме того, предпочтительно, чтобы расстояние Р3 между центрами соседних кругов с4 и с5 было меньше, чем сумма (r4+r5) радиуса r4 первого круга с4 и радиуса r5 второго круга с5, и больше, чем более короткий радиус (например, радиус r4 первого круга с4), выбранный из радиуса r4 первого круга с4 и радиуса r5 второго круга с5. Предпочтительно, чтобы радиус r3 круга с3 и радиус r5 круга с5 представляли собой радиусы в направлении, которое является таким же, как направление ширины, и предпочтительно, чтобы радиус r4 круга с4 представлял собой радиус в направлении, которое является таким же, как направление Z толщины.
[0027]
В поперечном сечении в направлении ширины (поперечном сечении, которое ортогонально к направлению протяженности) элементарной нити 40 с сужением максимальная длина элементарной нити с сужением, определяемая в направлении Х ширины, предпочтительно составляет 100 мкм или более и более предпочтительно 200 мкм или более, предпочтительно составляет 800 мкм или менее, более предпочтительно 400 мкм или менее, еще более предпочтительно 500 мкм или менее и особенно предпочтительно 270 мкм или менее и, в частности, предпочтительно составляет от 100 мкм до 800 мкм, более предпочтительно от 100 мкм до 400 мкм, еще более предпочтительно от 200 мкм до 500 мкм и особенно предпочтительно от 200 мкм до 270 мкм. Максимальная длина элементарной нити с сужением, определяемая в направлении Х ширины, представляет собой определяемую в направлении ширины, максимальную длину поперечного сечения в направлении ширины элементарной нити с сужением и может быть измерена посредством использования нижеприведенного метода.
Метод измерения определяемой в направлении ширины, максимальной длины элементарной нити с сужением:
Для измерения определяемой в направлении Х ширины, максимальной длины элементарной нити 40 с сужением поверхность образца растягивающегося листа, полученную разрезанием при разрезании вдоль направления ширины, увеличивают под микроскопом. Измерение выполняют в 30 случайных точках для каждой элементарной нити с сужением, при этом данные 30 случайных точек расположены в разных местах в продольном направлении, и среднее значение для них используют в качестве определяемой в направлении ширины, максимальной длины элементарной нити 40 с сужением.
[0028]
По соображениям, связанным с обеспечением благоприятного тактильного ощущения, как показано на фиг.3(b), для элементарной нити 42, имеющей одну узкую часть, отношение ((L2/L1)Ч100) длины L2 в направлении Z толщины к длине L1 в направлении Х ширины предпочтительно составляет 10% или более и более предпочтительно 30% или более, предпочтительно составляет 60% или менее и более предпочтительно 50% или менее и, в частности, предпочтительно составляет от 10% до 60% и более предпочтительно от 30% до 50%. Следует отметить, что длина L1 в направлении Х ширины элементарной нити 42, имеющей одну узкую часть, означает максимальную длину в направлении Х ширины, и длина L2 в направлении Z толщины элементарной нити 42, имеющей одну узкую часть, означает максимальную длину, то есть диаметр, в направлении Z толщины.
По тем же соображениям для элементарной нити 42, имеющей одну узкую часть, отношение ((L3/L2)Ч100) минимальной длины L3 узкой части 40k в направлении Z толщины к длине L2 в направлении Z толщины предпочтительно составляет 5% или более и более предпочтительно 10% или более, предпочтительно составляет 50% или менее и более предпочтительно 30% или менее и, в частности, предпочтительно составляет от 5% до 50% и более предпочтительно от 10% до 30%.
[0029]
По тем же соображениям максимальная длина L1 в направлении ширины элементарной нити 42, имеющей одну узкую часть, предпочтительно составляет 100 мкм или более и более предпочтительно 200 мкм или более, предпочтительно составляет 400 мкм или менее и более предпочтительно 300 мкм или менее и, в частности, предпочтительно составляет от 100 мкм до 400 мкм и более предпочтительно от 200 мкм до 300 мкм. По тем же соображениям максимальная длина L2 в направлении толщины элементарной нити 40 с сужением предпочтительно составляет 80 мкм или более и более предпочтительно 100 мкм или более, предпочтительно составляет 200 мкм или менее и более предпочтительно 180 мкм или менее и, в частности, предпочтительно составляет от 80 мкм до 200 мкм и более предпочтительно от 100 мкм до 180 мкм.
По тем же соображениям минимальная длина L3 в направлении Z толщины узкой части 40k элементарной нити 40 с сужением предпочтительно составляет 5 мкм или более и более предпочтительно 10 мкм или более, предпочтительно составляет 60 мкм или менее и более предпочтительно 50 мкм или менее и, в частности, предпочтительно составляет от 5 мкм до 60 мкм и более предпочтительно от 10 мкм до 50 мкм.
[0030]
По соображениям, связанным с обеспечением благоприятного тактильного ощущения, как показано на фиг.3(с), для элементарной нити 43, имеющей две узкие части, отношение ((L5/L4)Ч100) длины L5 в направлении Z толщины к длине L4 в направлении Х ширины предпочтительно составляет 5% или более и более предпочтительно 10% или более, предпочтительно составляет 60% или менее и более предпочтительно 50% или менее и, в частности, предпочтительно составляет от 5% до 60% и более предпочтительно от 10% до 50%. Следует отметить, что длина L4 в направлении Х ширины элементарной нити 43, имеющей две узкие части, означает максимальную длину в направлении Х ширины, и длина L5 в направлении Z толщины элементарной нити 43, имеющей две узкие части, означает максимальную длину в направлении Z толщины. По тем же соображениям для элементарной нити 43, имеющей две узкие части, отношение ((L6/L5)Ч100) минимальной длины L6 узкой части 40k в направлении Z толщины к длине L5 в направлении Z толщины предпочтительно составляет 5% или более и более предпочтительно 10% или более, предпочтительно составляет 50% или менее и более предпочтительно 30% или менее и, в частности, предпочтительно составляет от 5% до 50% и более предпочтительно от 10% до 30%.
[0031]
По тем же соображениям максимальная длина L4 в направлении ширины элементарной нити 43, имеющей две узкие части, предпочтительно составляет 200 мкм или более и более предпочтительно 300 мкм или более, предпочтительно составляет 600 мкм или менее и более предпочтительно 500 мкм или менее и, в частности, предпочтительно составляет от 200 мкм до 600 мкм и более предпочтительно от 300 мкм до 500 мкм. По тем же соображениям максимальная длина L5 в направлении толщины элементарной нити 43, имеющей две узкие части, предпочтительно составляет 80 мкм или более и более предпочтительно 100 мкм или более, предпочтительно составляет 200 мкм или менее и более предпочтительно 180 мкм или менее и, в частности, предпочтительно составляет от 80 мкм до 200 мкм и более предпочтительно от 100 мкм до 180 мкм. По тем же соображениям минимальная длина L6 в направлении Z толщины узкой части 40k элементарной нити 43, имеющей две узкие части, предпочтительно составляет 5 мкм или более и более предпочтительно 10 мкм или более, предпочтительно составляет 60 мкм или менее и более предпочтительно 50 мкм или менее и, в частности, предпочтительно составляет от 5 мкм до 60 мкм и более предпочтительно от 10 мкм до 50 мкм.
[0032]
По соображениям, связанным с обеспечением благоприятного тактильного ощущения и подавлением ухудшения внешнего вида, в растягивающемся листе 1 отношение ((число элементарных нитей 40 с сужением/число эластичных элементарных нитей 4)Ч100) числа элементарных нитей 40 с сужением к числу эластичных элементарных нитей 4 предпочтительно составляет 5% или более, более предпочтительно 20% или более и еще более предпочтительно 50% или более, предпочтительно составляет 90% или менее, более предпочтительно 80% или менее и еще более предпочтительно 70% или менее и, в частности, предпочтительно составляет от 5% до 90%, более предпочтительно от 20% до 80% и еще более предпочтительно от 50% до 70%. Следует отметить, что каждая из элементарных нитей 40 с сужением по варианту осуществления, показанному на фиг.2, и тому подобных образована множеством элементарных нитей, прилипших друг к другу сразу после прядения, однако для подсчета «числа эластичных элементарных нитей» каждая из элементарной нити, которая включена в растягивающийся лист 1, оставаясь в состоянии непосредственно после прядения, элементарной нити 42, имеющей одну узкую часть, и элементарной нити 43, имеющей две узкие части, учитывается как «одна эластичная элементарная нить».
[0033]
По тем же соображениям в случае, когда множество эластичных элементарных нитей 4 включает множество элементарных нитей 40 с сужением, отношение ((число элементарных нитей 42, имеющих одну узкую часть/число элементарных нитей 40 с сужением)Ч100) числа элементарных нитей 42, имеющих одну узкую часть, к числу элементарных нитей 40 с сужением предпочтительно составляет 50% или более, более предпочтительно 60% или более и еще более предпочтительно 90% или более, предпочтительно составляет 100% или менее и, в частности, предпочтительно составляет от 50% до 100%, более предпочтительно от 60% до 100% и еще более предпочтительно от 90% до 100%.
[0034]
Описаны материалы, которые образуют растягивающийся лист 1. В качестве листовых материалов 2 и 3 могут быть использованы, например, нетканые материалы, такие как нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал, скрепленный нагретыми валиками, нетканый материал, полученный гидроперепутыванием, фильерный нетканый материал и нетканый материал, полученный аэродинамическим способом из расплава. Эти нетканые материалы могут состоять из непрерывных волокон или штапельных волокон. Листовые материалы 2 и 3 могут представлять собой материалы одинакового типа или разных типов. В контексте данного документа «листовые материалы одинакового типа» означают листовые материалы, которые идентичны в отношении всех характеристик, включающих процесс изготовления листовых материалов, тип составляющих волокон листовых материалов, диаметр волокон и длину составляющих волокон, толщину и поверхностную плотность листовых материалов и тому подобное. Если листовые материалы различаются в отношении, по меньшей мере, одной из данных характеристик, листовые материалы представляют собой «листовые материалы разных типов». Толщина листовых материалов 2 и 3 предпочтительно составляет 0,05 мм или более, более предпочтительно 0,1 мм или более и еще более предпочтительно 0,15 мм или более, предпочтительно составляет 5 мм или менее, более предпочтительно 1 мм или менее и еще более предпочтительно 0,5 мм или менее и, в частности, предпочтительно составляет от 0,05 мм до 5 мм, более предпочтительно от 0,1 мм до 1 мм и еще более предпочтительно от 0,15 мм до 0,5 мм. Для измерения толщины поперечное сечение растягивающегося листа 1, зажатого между плоскими пластинами под нагрузкой 0,5 сН/см2, осматривают под микроскопом при увеличении в 50–200 раз, среднюю толщину получают в каждой зоне обзора, и получают среднее значение из значений средней толщины в трех зонах обзора. Толщина всего листа может быть получена посредством измерения расстояния между плоскими пластинами. С учетом текстуры, толщины, заданного качества и тому подобного поверхностная плотность каждого из листовых материалов 2 и 3 предпочтительно составляет 3 г/м2 или более и более предпочтительно 5 г/м2 или более, предпочтительно составляет 100 г/м2 или менее и более предпочтительно 30 г/м2 или менее и, в частности, предпочтительно составляет от 3 г/м2 до 100 г/м2 и более предпочтительно от 5 г/м2 до 30 г/м2.
[0035]
Например, неэластичные волокна, которые являются по существу неэластичными, могут быть использованы в качестве составляющих волокон листовых материалов 2 и 3, и в этом случае листовые материалы 2 и 3 могут образовывать растяжимые волокнистые слои, состоящие в основном из неэластичных волокон. Примеры таких неэластичных волокон включают волокна и тому подобное, изготовленные из сложных полиэфиров, таких как полиэтилен (ПЭ), полипропилен (ПП), полиэтилентерефталат (ПЭТ) и полибутилентерефталат (ПБТ), полиамидов и тому подобного. Составляющие волокна листовых материалов 2 и 3 могут представлять собой штапельные волокна или непрерывные волокна и могут быть гидрофильными или водоотталкивающими. Кроме того, также могут быть использованы многокомпонентные волокна с ядром и оболочкой или с расположением компонентов бок о бок, расщепляемые волокна, волокна с модифицированным поперечным сечением, извитые волокна, волокна, поддающиеся термоусадке, и тому подобное. Эти волокна могут быть использованы сами по себе или в комбинации из двух или более видов.
[0036]
Предпочтительным примером составляющих волокон листовых материалов 2 и 3 является волокно, образованное из, по меньшей мере, двух компонентов, включающих компонент с более низкой температурой плавления и компонент с более высокой температурой плавления. В этом случае составляющие волокна соединены вместе в местах перекрещивания волокон посредством скрепления методом термосплавления, по меньшей мере, компонента с более низкой температурой плавления. Предпочтительными многокомпонентными волокнами с ядром и оболочкой, образованными из, по меньшей мере, двух компонентов, включающих компонент с более низкой температурой плавления и компонент с более высокой температурой плавления, являются волокна, в которых ядро образовано из ПЭТ или ПП с высокой температурой плавления и оболочка образована из ПЭТ, ПП или ПЭ с более низкой температурой плавления. Использование данных многокомпонентных волокон обеспечивает повышение прочности прикрепления эластичных элементарных нитей 4 к листовым материалам методом сплавления и уменьшает вероятность возникновения расслаивания, и, следовательно, является предпочтительным.
[0037]
Исходным материалом эластичных элементарных нитей 4 является эластичная смола, например, такая как термопластичный эластомер или каучук. Когда в качестве исходного материала используется термопластичный эластомер, прядение из расплава с использованием экструдера может выполняться так же, как в случае обычной термопластичной смолы, и эластичные элементарные нити, полученные таким образом, могут быть легко прикреплены методом сплавления и, следовательно, пригодны для растягивающегося листа 1. Примеры термопластичного эластомера включают эластомеры на основе стирола, такие как эластомеры SBS (блок–сополимер стирола и бутадиена с чередованием блоков), SIS (блок–сополимер стирола и изопрена с чередованием блоков), SEBS (блок–сополимер стирола и этилена–бутадиена с чередованием блоков) и SEPS (блок–сополимер стирола и этилена–пропилена с чередованием блоков), эластомеры на основе олефинов (б–олефиновые эластомеры на основе этилена и эластомеры на основе пропилена, в которых этилен, бутен, октен и тому подобное подвергнуты сополимеризации), эластомеры на основе сложных полиэфиров, эластомеры на основе полиуретанов и тому подобное, и данные термопластичные эластомеры могут быть использованы сами по себе или в комбинации из двух или более.
[0038]
Способ изготовления растягивающегося листа 1 по настоящему изобретению описан со ссылкой на фиг.4–7 при использовании способа изготовления растягивающегося листа 1 по вышеописанному варианту осуществления в качестве примера. Фиг.4–7 показывают прядильное устройство 10 и устройство для вытягивания, которые используются в способе изготовления растягивающегося листа 1 согласно предпочтительному варианту осуществления.
[0039]
Как показано на фиг.4, прядильное устройство 10 включает в себя прядильную головку 11, которая при прядении обеспечивает выпуск расплавленной смолы из фильер для получения эластичных элементарных нитей 4 в расплавленном или размягченном состоянии, и два прижимных валика 15, служащих в качестве приемного средства, которое принимает множество эластичных элементарных нитей 4, выходящих из прядильной головки 11. Как правило, два прижимных валика 15 представляют собой валики, имеющие гладкую поверхность. Это прядильное устройство 10 представляет собой устройство, которое осуществляет прядение/формование элементарных нитей посредством так называемого аэродинамического распыления расплава и включает в себя помимо прядильной головки 11 экструдер с подачей расплава (непоказанный), который обеспечивает расплавление крошки из эластичной смолы и подачу расплавленной смолы к прядильной головке 11, и тому подобное. Базовая конфигурация прядильного устройства 10 такая же, как конфигурация известного устройства для прядения/формования с аэродинамическим распылением расплава. Кроме того, прядильная головка 11 и два прижимных валика 15 электрически соединены с блоком управления, который не показан, так что блок управления может регулировать скорость выхода смолы из прядильной головки 11 и скорость приема двумя прижимными валиками 15.
[0040]
Как показано на фиг.5, прядильная головка 11 включает в себя часть 11L, которая образует нижнюю стенку, образует нижнюю торцевую поверхность 11а головки 11 и имеет прямоугольную форму на виде в плане, и части 11S, которые образуют боковые стенки и соединены с периферийными краями части 11L, образующей нижнюю стенку, и внутреннее пространство прядильной головки 11, которое ограниченно данными частями 11L и 11S, образующими стенки, образует часть 13 для удерживания расплавленной смолы, подаваемой из экструдера с подачей расплава. Множество фильер 12 образованы на нижней торцевой поверхности 11а прядильной головки 11, и удерживающая часть 13 прядильной головки 11 сообщается с наружным пространством посредством отдельных фильер 12. Материал прядильной головки 11 может представлять собой материал, аналогичный материалу известной прядильной головки, и обычно представляет собой металл.
[0041]
Как показано на фиг.5 и 6, часть 12А с шахматным расположением, в которой множество фильер 12 расположены в шахматном порядке, предусмотрена на нижней торцевой поверхности 11а прядильной головки 11, которая служит в качестве поверхности для размещения фильер. В части 12А с шахматным расположением множество рядов (в представленном варианте осуществления два ряда) 12L фильер (на фиг.6 части, окруженные пунктирными линиями), в каждом из которых множество фильер 12 расположены с интервалами в первом направлении х1 нижней торцевой поверхности 11а, образованы во втором направлении y1, которое ортогонально к первому направлению х1, то есть в направлении ширины нижней торцевой поверхности 11а, и места расположения фильер 12 в соседних рядах 12L, 12L фильер смещены друг от друга на полшага в первом направлении х1. В контексте данного документа «расположение в шахматном порядке» включает не только конфигурацию, в которой множество фильер 12 расположены точно, как описано выше, но и также конфигурацию, в которой имеет место непреднамеренное незначительное отклонение в расположении, такое как отклонение, которое неизбежно при изготовлении.
[0042]
Фильеры 12 прядильной головки 11 имеют круглую форму на виде в плане, однако в настоящем изобретении форма фильер на виде в плане не ограничена особым образом и может представлять собой любую форму, такую как прямоугольная форма. Диаметр фильер 12, которые имеют круглую форму на виде в плане, влияет на диаметр и коэффициент вытягивания эластичных элементарных нитей 4. Исходя из этих соображений, диаметр фильер 12 предпочтительно составляет 0,1 мм или более и более предпочтительно 0,2 мм или более, предпочтительно составляет 2 мм или менее и более предпочтительно 0,6 мм или менее и, в частности предпочтительно составляет от 0,1 мм до 2 мм и более предпочтительно от 0,2 мм до 0,6 мм.
[0043]
В случае, когда диаметр фильер 12 находится в пределах вышеописанного диапазона, расстояние (шаг р1) в первом направлении х1 между центрами соседних фильер 12, 12 в каждом ряде 12L фильер в части 12А с шахматным расположением предпочтительно составляет 0,5 мм или более и более предпочтительно 0,8 мм или более, предпочтительно составляет 2 мм или менее и более предпочтительно 1,5 мм или менее и, в частности предпочтительно составляет от 0,5 мм до 2 мм и более предпочтительно от 0,8 мм до 1,5 мм по соображениям, связанным с созданием напряжения. В каждом из рядов 12L фильер все фильеры 12 расположены с одинаковым шагом.
[0044]
В случае, когда диаметр фильер 12 находится в пределах вышеописанного диапазона, расстояние (шаг р2) в первом направлении х1 между центрами любой одной фильеры 12 (в дальнейшем упоминаемой как определенная фильера 12), находящейся в одном ряду 12L фильер из тех рядов 12L, 12L фильер, которые являются соседними во втором направлении y1, и фильеры 12 в другом ряду 12L фильер, которая является ближайшей к данной определенной фильере 12, предпочтительно составляет 0,3 мм или более и более предпочтительно 0,5 мм или более, предпочтительно составляет 1 мм или менее и более предпочтительно 0,8 мм или менее и, в частности, предпочтительно составляет от 0,3 мм до 1 мм и более предпочтительно от 0,5 мм до 0,8 мм по соображениям, связанным с тактильным ощущением.
[0045]
Как показано на фиг.4, способ изготовления растягивающегося листа 1 по представленному варианту осуществления включает этап скрепления методом сплавления, заключающийся в приеме и вытягивании множества эластичных элементарных нитей 4, выходящих в расплавленном или размягченном состоянии из множества фильер 12, и прикрепления эластичных элементарных нитей 4 методом сплавления к листовым исходным материалам 2’ и 3’ для листовых материалов 2 и 3 перед затвердеванием эластичных элементарных нитей 4. Как показано на фиг.7, способ изготовления включает этап придания растяжимости, заключающийся в подвергании композиционного листа 1’, полученного посредством этапа скрепления методом сплавления, обработке для вытягивания.
[0046]
Сначала крошку из эластичной смолы, которая представляет собой исходный материал для эластичных элементарных нитей 4, расплавляют и перемешивают, используя непоказанный экструдер с подачей расплава, соединенный с прядильной головкой 11, и эластичную смолу в расплавленном состоянии подают в удерживающую часть 13 (см. фиг.5) прядильной головки 11. Как показано на фиг.4, поданную таким образом, эластичную смолу в расплавленном состоянии выпускают из множества фильер 12, которые образованы на нижней торцевой поверхности прядильной головки 11, в виде эластичных элементарных нитей 4 в расплавленном или размягченном состоянии с определенной скоростью V1 выхода смолы. Поскольку множество фильер 12 расположены в шахматном порядке, как описано выше, множество эластичных элементарных нитей 4, выходящих при прядении из соответствующих фильер 12, проходят, по–прежнему сохраняя форму одиночных эластичных элементарных нитей 4 и не перекрещиваясь друг с другом, и после этого некоторые соседние одиночные эластичные элементарные нити 4 слипаются друг с другом на пути к месту, в котором эластичные элементарные нити 4 соединяются с листовыми исходными материалами 2’ и 3’ для листовых материалов 2 и 3. Соседние одиночные эластичные элементарные нити 4 охлаждаются в определенной степени с входной стороны и затем соединяются друг с другом при их охлаждении на выходной стороне.
[0047]
Как показано на фиг.4, множество эластичных элементарных нитей 4, выходящих в расплавленном или размягченном состоянии, соединяются с листовыми исходными материалами 2’ и 3’, которые разматываются из рулонов исходных материалов с одинаковой скоростью, и зажимаются между двумя листовыми исходными материалами 2’ и 3’ и принимаются двумя прижимными валиками 15, 15 с определенной скоростью V2 приема.
[0048]
Скорость V1 выхода смолы и скорость V2 приема эластичных элементарных нитей 4 влияют на диаметр и коэффициент вытягивания эластичных элементарных нитей 4, а также на способность соседних одиночных эластичных элементарных нитей 4 к слипанию. Для эффективного получения элементарных нитей 40 с сужением, показанных на фиг.2 и 3, само собой разумеется, необходимо использовать вышеописанную прядильную головку 11, и помимо этого целесообразно регулировать скорость V1 выхода смолы и скорость V2 приема эластичных элементарных нитей 4. Если множество фильер 12 прядильной головки 11 расположены линейно в виде одного ряда подобно обычной конфигурации, существуют ситуации, в которых соседние одиночные эластичные элементарные нити 4 прилипают друг к другу на входной стороне, то есть в сильно расплавленном состоянии сразу после выхода из фильер, и образуют эластичные элементарные нити, имеющие большой диаметр. В таких случаях площадь контакта между эластичными элементарными нитями и листовыми исходными материалами 2’ и 3’ увеличивается, и следовательно, существует возможность усовершенствования в отношении предотвращения образования дыры или тому подобного. Если используется только прядильная головка 11, в которой фильеры 12 расположены в шахматном порядке, эластичные элементарные нити 4 будут проходить, по–прежнему сохраняя форму одиночных эластичных элементарных нитей 4, и во многих случаях не будут образованы никакие элементарные нити 40 с сужением. Однако при использовании прядильной головки 11, в которой множество фильер 12 расположены в шахматном порядке, и доведении скорости V2 приема, в частности, скорости V1 выхода смолы и скорости V2 приема до нижеуказанных скоростей, как в представленном варианте осуществления, могут быть эффективно получены элементарные нити 40 с сужением.
[0049]
По соображениям, связанным с эффективным получением элементарных нитей 40 с сужением, отношение ((V2/V1)Ч100) скорости V2 приема двумя прижимными валиками 15, 15 к скорости V1 выхода смолы из прядильной головки 11 предпочтительно составляет 500% или более и более предпочтительно 1000% или более и предпочтительно составляет 2500% или менее и более предпочтительно 2000% или менее. По тем же соображениям скорость V1 выхода смолы из прядильной головки 11 предпочтительно составляет 5 м/мин или более и более предпочтительно 8 м/мин или более, предпочтительно составляет 30 м/мин или менее и более предпочтительно 25 м/мин или менее и, в частности, предпочтительно составляет от 5 м/мин до 30 м/мин и более предпочтительно от 8 м/мин до 25 м/мин.
По тем же соображениям скорость V2 приема двумя прижимными валиками 15, 15 предпочтительно составляет 40 м/мин или более и более предпочтительно 70 м/мин или более, предпочтительно составляет 200 м/мин или менее и более предпочтительно 180 м/мин или менее и, в частности, предпочтительно составляет от 40 м/мин до 200 м/мин и более предпочтительно от 70 м/мин до 180 м/мин.
Для эффективного получения элементарных нитей 42, имеющих одну узкую часть, скорость V2 приема двумя прижимными валиками 15, 15 предпочтительно составляет 50 м/мин или более и более предпочтительно 70 м/мин или более, предпочтительно составляет 180 м/мин или менее и более предпочтительно 150 м/мин или менее и, в частности, предпочтительно составляет от 50 м/мин до 180 м/мин и более предпочтительно от 70 м/мин до 150 м/мин.
[0050]
Эластичные элементарные нити 4 в расплавленном или размягченном состоянии соединяются с листовыми исходными материалами 2’ и 3’ перед затвердеванием, то есть в состоянии, в котором они могут быть прикреплены методом сплавления. В результате эластичные элементарные нити 4 прикрепляются к данным листовым исходным материалам 2’ и 3’ методом сплавления в состоянии, в котором эластичные элементарные нити 4 зажаты между листовыми исходными материалами 2’ и 3’. То есть, эластичные элементарные нити 4 перед затвердеванием прикрепляются методом сплавления к перемещаемым листовым исходным материалам 2’ и 3’, и поэтому эластичные элементарные нити 4 принимаются и вытягиваются. Во время прикрепления эластичных элементарных нитей 4 методом сплавления внешнее тепло не подводится к листовым исходным материалам 2’ и 3’. То есть, только теплота плавления, обеспечиваемая эластичными элементарными нитями 4 в состоянии, в котором они могут быть прикреплены методом сплавления, обеспечивает возможность прикрепления эластичных элементарных нитей 4 методом сплавления к двумя листовым исходным материалам 2’ и 3’. В результате только те волокна из составляющих волокон двух листовых исходных материалов 2’ и 3’, которые имеются вокруг эластичных элементарных нитей 4, прикрепляются к эластичным элементарным нитям 4 методом сплавления, и волокна, которые расположены дальше от эластичных элементарных нитей 4, чем данные волокна, не прикрепляются к эластичным элементарным нитям 4 методом сплавления. В результате тепло, которое подводится к двум листовым исходным материалам 2’ и 3’, может быть минимизировано, и, следовательно, если два листовых исходных материала 2’ и 3’ представляют собой, например, нетканые материалы, может сохраняться благоприятная текстура, которая присуща самим нетканым материалам. Таким образом, получающийся в результате, растягивающийся лист 1 имеет благоприятную текстуру.
[0051]
Пока спряденные эластичные элементарные нити 4 в расплавленном или размягченном состоянии не соединятся с листовыми исходными материалами 2’ и 3’, эластичные элементарные нити 4 подвергаются вытягиванию, и молекулы эластичных элементарных нитей 4 ориентируются в направлении вытягивания. Диаметр эластичных элементарных нитей 4 уменьшается. По соображениям, связанным с достаточным вытягиванием эластичных элементарных нитей 4, а также с предотвращением разрыва эластичных элементарных нитей 4, температура эластичных элементарных нитей 4 может регулироваться посредством вдувания воздуха (горячего воздуха или холодного воздуха) с заданной температурой на спряденные эластичные элементарные нити 4. Вытягивание эластичных элементарных нитей 4 не ограничено вытягиванием (вытягиванием в расплавленном состоянии) смоляной композиции (эластичной смолы), образующей эластичные элементарные волокна 4, в расплавленном состоянии и также может представлять собой вытягивание (вытягивание в размягченном состоянии) смоляной композиции в размягченном состоянии во время процесса охлаждения.
[0052]
Температура эластичных элементарных нитей 4 при соединении эластичных элементарных нитей 4 с листовыми исходными материалами 2’ и 3’ предпочтительно составляет 100°С или более и более предпочтительно 120°С или более для гарантирования того, что волокна будут скреплены методом сплавления. Кроме того, по соображениям, связанным с сохранением формы эластичных элементарных нитей 4 и получения, тем самым, растягивающегося листа 1 с благоприятными характеристиками растягивания, температура эластичных элементарных нитей 4 во время соединения предпочтительно составляет 180°С или менее и более предпочтительно 160°С или менее. В частности, температура эластичных элементарных нитей 4 во время соединения предпочтительно составляет от 100°С до 180°С и более предпочтительно от 120°С до 160°С. Температура во время соединения, то есть во время соединения эластичных элементарных нитей 4 с листовыми исходными материалами 2’ и 3’, может быть измерена посредством использования пленки, изготовленной из модифицированного полиэтилена, модифицированного полипропилена или тому подобного и имеющей температуру плавления, отличающуюся от температуры плавления смоляной композиции, образующей эластичные элементарные нити 4, в качестве того базового материала ламината, к которому эластичные элементарные нити 4 должны быть присоединены, и наблюдения за состоянием соединения. Если при этом эластичные элементарные нити 4 прикрепляются методом сплавления к базовому материалу ламината, это означает, что температура при соединении равна или выше температуры плавления базового материала ламината.
[0053]
Когда эластичные элементарные нити 4 объединяются с листовыми исходными материалами 2’ и 3’ (присоединяются к ним), эластичные элементарные нити 4 находятся в по существу не растянутом состоянии (состоянии, при котором эластичные элементарные нити 4 не стягиваются при устранении внешнего усилия). Более предпочтительно, чтобы в состоянии, в котором эластичные элементарные нити 4 присоединены к листовым исходным материалам 2’ и 3’, по меньшей мере, некоторые из составляющих волокон листовых исходных материалов 2’ и 3’ были прикреплены к эластичным элементарным нитям 4 методом сплавления или, кроме того, как эластичные элементарные нити 4, так и, по меньшей мере, некоторые из составляющих волокон листовых исходных материалов 2’ и 3’ были скреплены методом сплавления. Причина этого состоит в том, что может быть достигнута достаточная прочность соединения. На характеристики растягивания получающегося в результате, растягивающегося листа 1 влияет плотность расположения мест соединения, в которых эластичные элементарные нити 4 присоединены к листовым исходным материалам 2’ и 3’. Характеристики растягивания могут быть отрегулированы не только посредством использования температуры при соединении и давления при соединении, но и также могут быть отрегулированы посредством вытягивания (см. фиг.7) листовых исходных материалов 2’ и 3’ посредством обработки для обеспечения эластичности, которая будет описана позднее. В результате прикрепления составляющих волокон листовых исходных материалов 2’ и 3’ к эластичным элементарным нитям 4 методом сплавления прочность соединения в каждом месте соединения повышается. Предпочтительно уменьшить плотность расположения мест соединения, поскольку это может уменьшить «сдерживание» растяжимости, вызываемое листовыми исходными материалами 2’ и 3’, и может быть получен растягивающийся лист 1, имеющий достаточную прочность соединения.
[0054]
Когда множество эластичных элементарных нитей 4 соединяются с листовыми исходными материалами 2’ и 3’, эластичные элементарные нити 4 (одиночные элементарные нити 41 и элементарные нити 40 с сужением) размещаются в одном направлении, не перекрещиваясь друг с другом. При этом в состоянии, в котором эластичные элементарные нити 4 соединены с листовыми исходными материалами 2’ и 3’ и эластичные элементарные нити 4 размещены между двумя листовыми исходными материалами 2’ и 3’, три элемента сжимаются двумя прижимными валиками 15, 15. Режим сжатия влияет на текстуру получающегося в результате, растягивающегося листа 1. Если сжимающее усилие большое, существует вероятность «врезания» эластичных элементарных нитей 4 в оба листовых исходных материала 2’ и 3’. По этой причине с учетом текстуры достаточно того, чтобы сжимающее усилие, приложенное двумя прижимными валиками 15, 15, было таким, чтобы эластичные элементарные нити 4 были введены в контакт с двумя листовыми исходными материалами 2’ и 3’, и чрезмерно большое сжимающее усилие не требуется. В результате вышеописанного этапа скрепления методом сплавления получают композиционный лист 1’, в котором эластичные элементарные нити 4 размещены и закреплены между двумя листовыми исходными материалами 2’ и 3’.
[0055]
Фиг.7 иллюстрирует, как реализуется вариант осуществления этапа придания растяжимости (обработки для обеспечения эластичности). Этап придания растяжимости представляет собой этап, на котором после прикрепления эластичных элементарных нитей 4 к листовым исходным материалам 2’ и 3’ методом сплавления листовые исходные материалы 2’ и 3’ вытягиваются в направлении, в котором проходят эластичные элементарные нити 4, и в результате данного этапа растяжимость придается листовым исходным материалам 2’ и 3’, которые исходно не обладают растяжимостью. Объектом, подлежащим обработке на этапе придания растяжимости, является композиционный лист 1’, который был получен посредством этапа скрепления методом сплавления, показанного на фиг.4, и в котором эластичные элементарные нити 4 прикреплены к листовым исходным материалам 2’ и 3’ методом сплавления.
[0056]
На этапе придания растяжимости, проиллюстрированном на фиг.7, используется устройство для вытягивания, снабженное двумя зубчатыми валиками 17, 17, на каждом из которых зубья и донья впадин образованы попеременно в направлении вдоль окружности. Данный этап выполняют посредством ввода композиционного листа 1’ между двумя валиками 17, 17 и перемещения композиционного листа 1’. Таким образом, композиционный лист 1’ вытягивается в направлении перемещения, то есть в направлении, в котором проходят эластичные элементарные нити 4, и посредством этого преобразуется в растягивающийся лист 1, который должен быть получен. Это устройство для вытягивания включает в себя в качестве средств для обеспечения возможности прохождения композиционного листа 1’ между зубчатыми валиками 17, 17 два прижимных валика 16, 16, которые расположены со стороны зубчатых валиков 17, входной по отношению к направлению перемещения композиционного листа 1’, и два прижимных валика 18, 18, которые расположены со стороны зубчатых валиков 17, выходной по отношению к направлению перемещения, и выполнено с такой конфигурацией, что степень, до которой вытягивается композиционный лист 1’, может регулироваться посредством соответствующего регулирования скорости перемещения композиционного листа 1’ при использовании валиков 16 и 18.
[0057]
Устройство для вытягивания имеет известный механизм подъема и опускания (непоказанный), который обеспечивает смещение поворотной части одного или обоих из двух зубчатых валиков 17, 17 вверх и вниз, и, следовательно, выполнено с возможностью регулирования расстояния между двумя валиками 17, 17. Например, два зубчатых валика 17, 17 введены в зацепление друг с другом так, что зубья первого из валиков 17 вставлены в пространства между зубьями второго из валиков 17 с зазором и зубья второго валика 17 вставлены в пространства между зубьями первого валика 17 с зазором, и композиционный лист 1’ вводится между двумя зубчатыми валиками 17, 17 в этом состоянии и подвергается обработке для придания растяжимости посредством этого. Может быть выбрана конфигурация, в которой оба из двух зубчатых валиков 17, 17 приводятся в движение посредством источника приводного усилия (конфигурация с двумя приводными валиками), или может быть выбрана конфигурация, в которой только один из двух зубчатых валиков 17 приводится в движение посредством источника приводного усилия (конфигурация с ведущим и ведомым валиками). Что касается профиля зубьев зубчатых валиков 17, то могут быть использованы обычно используемые профиль зубьев с эвольвентным зацеплением или профиль зубьев с циклоидным зацеплением. Предпочтителен профиль зубьев с эвольвентным зацеплением или профиль зубьев с циклоидным зацеплением, имеющие уменьшенную ширину зубьев. Что касается обработки для обеспечения эластичности, то соответствующим образом может быть использована обработка для обеспечения эластичности, раскрытая в патентном литературном источнике 1.
[0058]
В результате этапа придания растяжимости толщина растягивающегося листа 1 увеличивается предпочтительно в 1,1 раза или более и более предпочтительно в 1,3 раза или более, предпочтительно в 4 раза или менее и более предпочтительно в 3 раза или менее и, в частности, увеличивается предпочтительно в 1,1 раза – 4 раза и более предпочтительно в 1,3 раза – 3 раза по отношению к толщине композиционного листа 1’ перед этапом придания растяжимости. Таким образом, составляющие волокна обоих листовых материалов 2 и 3 подвергаются пластической деформации и удлиняются, и, следовательно, волокна становятся тонкими. В то же время оба листовых материала 2 и 3 становятся еще более объемными и, следовательно, создают благоприятное тактильное ощущение и имеют благоприятные характеристики пружинения.
[0059]
Несмотря на то, что настоящее изобретение было описано на основе предпочтительного варианта его осуществления, настоящее изобретение не ограничено данным вариантом осуществления. Например, схема расположения фильер прядильной головки согласно настоящему изобретению не ограничена схемой расположения по вышеприведенному варианту осуществления и может быть изменена соответствующим образом без отхода от сущности настоящего изобретения. Например, число рядов 12L фильер, образующих часть 12А с шахматным расположением, не ограничено особым образом и может составлять два, как показано на фиг.5, или может составлять три или более. Форма фильер 12 на виде в плане и тому подобные характеристики могут быть скорректированы соответствующим образом в зависимости от применения растягивающегося листа, который является объектом подлежащим изготовлению, и тому подобного и не ограничены особым образом.
[0060]
Растягивающийся лист для впитывающего изделия, который изготовлен посредством выполнения способа изготовления по настоящему изобретению, может соответственно использоваться, например, в качестве наружного покрывающего элемента натягиваемого одноразового подгузника. Применение не ограничено данным применением, и растягивающийся лист также может успешно использоваться в качестве составляющего материала впитывающего изделия, такого как гигиеническая прокладка или одноразовый подгузник. Примеры составляющего материала впитывающего изделия включают лист, проницаемый для жидкостей, (включая верхний лист, подслой или тому подобное) который расположен ближе к стороне кожи, чем впитывающий элемент, лист, образующий наружную поверхность одноразового подгузника, и лист, предназначенный для придания эластичности и растяжимости части, расположенной ниже пояса, поясной части, части, окружающей ногу, и тому подобному. Растягивающийся лист может быть использован в качестве листа, который образует крылышко прокладки, и тому подобного. Растягивающийся лист может быть использован для части, которой желательно придать эластичность, и тому подобного из частей, отличных от вышеописанных частей. В случае, когда растягивающийся лист для впитывающего изделия, который изготовлен посредством выполнения способа изготовления по настоящему изобретению, подлежит использованию в качестве составляющего материала впитывающего изделия, требуется только добавить этап включения растягивающегося листа во впитывающее изделие посредством присоединения растягивающегося листа к другому составляющему материалу (например, впитывающему элементу) после этапа придания растяжимости.
[0061]
В данном описании в случае, когда заданы верхний предел или нижний предел, или верхний и нижний пределы числовой величины, также включены сами значения верхнего предела и нижнего предела. Кроме того, даже если это не утверждается явным образом, подразумевается, что представлены все числовые величины или диапазоны числовых величин, которые равны или меньше, чем верхний предел данной числовой величины, или равны или больше, чем ее нижний предел, или находятся в интервале между ее верхним и нижним пределами. В контексте данного документа артикли “a”, “an” и тому подобное подразумеваются как означающие один или более. С учетом вышеприведенного раскрытия данного описания следует понимать, что различные модификации и изменения могут быть выполнены для настоящего изобретения. Соответственно, следует понимать, что настоящее изобретение также может быть реализовано в варианте осуществления, который не приведен явным образом в данном описании, без отхода от технического объема, базирующегося на представлении формулы изобретения. Все раскрытие патентных литературных источников, указанных выше, включено в данное описание в качестве части содержания данного описания. Эта заявка представляет собой подаваемую на национальной фазе заявку, соответствующую международной заявке, поданной 1 апреля 2019, которая базируется на заявке на патент Японии № 2018–147827, поданной 6 августа 2018, и притязает на преимущества приоритета по данной заявке, и все содержание обеих заявок включено в данное описание в качестве части данного описания.
Примеры
[0062]
В дальнейшем настоящее изобретение будет описано более подробно с использованием примеров. Однако настоящее изобретение ни в каких аспектах не ограничено нижеприведенными примерами.
[0063]
Пример 1:
Растягивающийся лист, имеющий конфигурацию, аналогичную конфигурации растягивающегося листа, показанного на фиг.1(а), 1(b) и 2, и содержащий множество эластичных элементарных нитей, включая элементарные нити с сужением, изготавливали, используя устройство, имеющее конфигурацию, аналогичную прядильному устройству, показанному на фиг.4–6, и устройство, имеющее конфигурацию, аналогичную устройству для вытягивания, показанному на фиг.7. В частности, композиционный лист получали, используя прядильное устройство, включающее в себя прядильную головку, в которой все фильеры были расположены в шахматном порядке подобно прядильной головке 11, и обеспечивали прохождение композиционного листа через устройство для вытягивания, включающее в себя два зубчатых валика, на каждом из которых зубья и донья впадин были образованы попеременно в направлении вдоль окружности подобно двум зубчатым валикам 17, показанным на фиг.7. Таким образом, композиционному листу была придана растяжимость, и был изготовлен растягивающийся лист, эластичные элементарные нити которого включали элементарные нити, имеющие одну узкую часть. Шаг фильер, скорость выхода смолы и скорость приема в устройстве, которое было использовано, были такими, как показанные ниже в Таблице 1. Конфигурация элементарных нитей, имеющих одну узкую часть и включенных в эластичные элементарные нити изготовленного растягивающегося листа, была такой, как показанная ниже в Таблице 1. Были использованы нижеуказанные материалы и тому подобное:
– эластичные элементарные нити: термопластичный эластомер на основе стирола;
– листовые материалы: нетканый материал, скрепленный пропусканием воздуха насквозь, имеющий поверхностную плотность 20 г/м2 и состоящий из многокомпонентных волокон (неэластичных волокон с толщиной волокна, соответствующей 3,3 дтекс), в которых ядро образовано из ПЭТ и оболочка образована из ПЭ; и
– поверхностная плотность растягивающегося листа: 56 г/м2.
Примеры 2–4:
Растягивающийся лист изготавливали так же, как растягивающийся лист по Примеру 1, за исключением того, что скорость выхода смолы и скорость приема были изменены.
Сравнительный пример 1:
Растягивающийся лист изготавливали так же, как растягивающийся лист по Примеру 1, за исключением того, что скорость выхода смолы и скорость приема были изменены.
Сравнительный пример 2:
Растягивающийся лист изготавливали так же, как растягивающийся лист по Примеру 1, за исключением того, что была использована прядильная головка, в которой все фильеры были расположены линейно в виде одного ряда.
Сравнительный пример 3: Растягивающийся лист изготавливали так же, как растягивающийся лист по Примеру 1, за исключением того, что скорость выхода смолы была изменена и была использована прядильная головка, в которой все фильеры были расположены линейно в виде одного ряда с шагом 1 мм.
[0064]
Оценочные испытания:
Для растягивающихся листов, которые были изготовлены в Примерах 1–4, и растягивающихся листов, которые были изготовлены в Сравнительных примерах 1–3, толщину каждого растягивающегося листа измеряли посредством размещения растягивающегося листа между плоскими пластинами под нагрузкой 0,5 сН/см2 и измерения расстояния между плоскими пластинами с использованием лазерного толщиномера, изготовленного компанией Keyence Corporation. После фиксации каждого листового материала растягивающегося листа в зажимном приспособлении листовой материал оттягивали со скоростью 300 мм/мин, и максимальную нагрузку в это время измеряли, используя прибор для испытаний на растяжение, изготовленный компанией Shimadzu Corporation, для измерения посредством этого прочности растягивающегося листа при раздире. Способность растягивающегося листа к растягиванию и стягиванию в циклическом испытании с удлинением на 100% определяли, используя вышеописанный метод, для измерения нагрузки на растягивающийся лист при возврате на 50% и нагрузки на растягивающийся лист при растягивании на 50%. Внешний вид оценивали визуально, используя приведенные ниже критерии оценки. Результаты показаны в Таблице 1. Внешний вид растягивающегося листа оценивали посредством визуального осмотра растягивающегося листа, подлежащего оценке. Растягивающийся лист, в котором при осмотре не было замечено никакой дыры или тому подобного, оценивали как А, растягивающийся лист, в котором при осмотре были замечены небольшая дыра или тому подобное, оценивали как В, и растягивающийся лист, в котором были замечены дыра или тому подобное, оценивали как С. Что касается отношения числа элементарных нитей с сужением к числу эластичных элементарных нитей, то поверхность растягивающегося листа, полученную разрезанием при разрезании растягивающегося листа вдоль направления ширины, увеличивали под микроскопом, изготовленным компанией Keyence Corporation, осматривали 100 эластичных элементарных нитей в направлении сечения, подсчитывали число элементарных нитей, имеющих узкую часть, из 100 эластичных элементарных нитей, и подсчитанное число принимали в качестве числа элементарных нитей с сужением. Подсчитывали число элементарных нитей с сужением, имеющих одну узкую часть, из вышеописанных элементарных нитей с сужением, подсчитанное число использовали в качестве числа элементарных нитей, имеющих одну узкую часть, и рассчитывали отношение числа элементарных нитей, имеющих одну узкую часть, к числу элементарных нитей с сужением. Что касается расстояния между боковыми сторонами соседних эластичных элементарных нитей, то поверхность растягивающегося листа, полученную разрезанием при разрезании растягивающегося листа вдоль направления ширины, увеличивали под микроскопом, изготовленным компанией Keyence Corporation, и расстояние между боковыми сторонами измеряли в 100 случайных точках, и среднее значение из измеренных значений использовали в качестве расстояния между боковыми сторонами.
[0065]
Таблица 1
|
[0066]
Как показано в Таблице 1, растягивающиеся листы по Примерам 1–4 содержали элементарные нити с сужением и имели нагрузку при возврате на 50%, эквивалентную соответствующей нагрузке или превышающую соответствующую нагрузку для растягивающегося листа по Сравнительному примеру 1, но, тем не менее, имели больше расстояние (шаг) между боковыми сторонами соседних эластичных элементарных нитей и бульшую толщину по сравнению с растягивающимся листом по Сравнительному примеру 1. Растягивающиеся листы по Примерам 1–4 имели нагрузку при возврате на 50%, эквивалентную соответствующей нагрузке или превышающую соответствующую нагрузку для растягивающегося листа по Сравнительному примеру 2, но, тем не менее, их внешний вид оставался благоприятным по сравнению с растягивающимся листом по Сравнительному примеру 2. Несмотря на то, что растягивающиеся листы по Примерам 1–4 сохраняли благоприятный внешний вид, как и в случае растягивающегося листа по Сравнительному примеру 3, эти растягивающиеся листы имели значительно бульшую нагрузку при возврате на 50%. Из этих результатов можно видеть, что в случае растягивающегося листа по настоящему изобретению можно повысить напряжение при одновременном сохранении благоприятных тактильного ощущения и внешнего вида, поскольку в данном листе содержатся элементарные нити с сужением. Из режимов при изготовлении, которые были использованы в Примерах 1–4, можно видеть, что растягивающийся лист, содержащий элементарные нити с сужением, создающий очень хорошее тактильное ощущение и имеющий очень хорошие внешний вид и нагрузку при возврате на 50%, может быть эффективно изготовлен при использовании прядильной головки, в которой фильеры расположены в шахматном порядке, и при задании скорости приема или скорости выхода смолы и скорости приема так, чтобы они находились в пределах заданного диапазона скоростей.
Промышленная применимость
[0067]
Согласно результатам для растягивающегося листа по настоящему изобретению можно предложить растягивающийся лист, в котором напряжение может быть повышено при одновременном сохранении благоприятных тактильного ощущения и внешнего вида. Согласно результатам для способа изготовления растягивающегося листа по настоящему изобретению можно предложить способ изготовления растягивающегося листа, посредством которого такой растягивающийся лист может быть изготовлен эффективно.
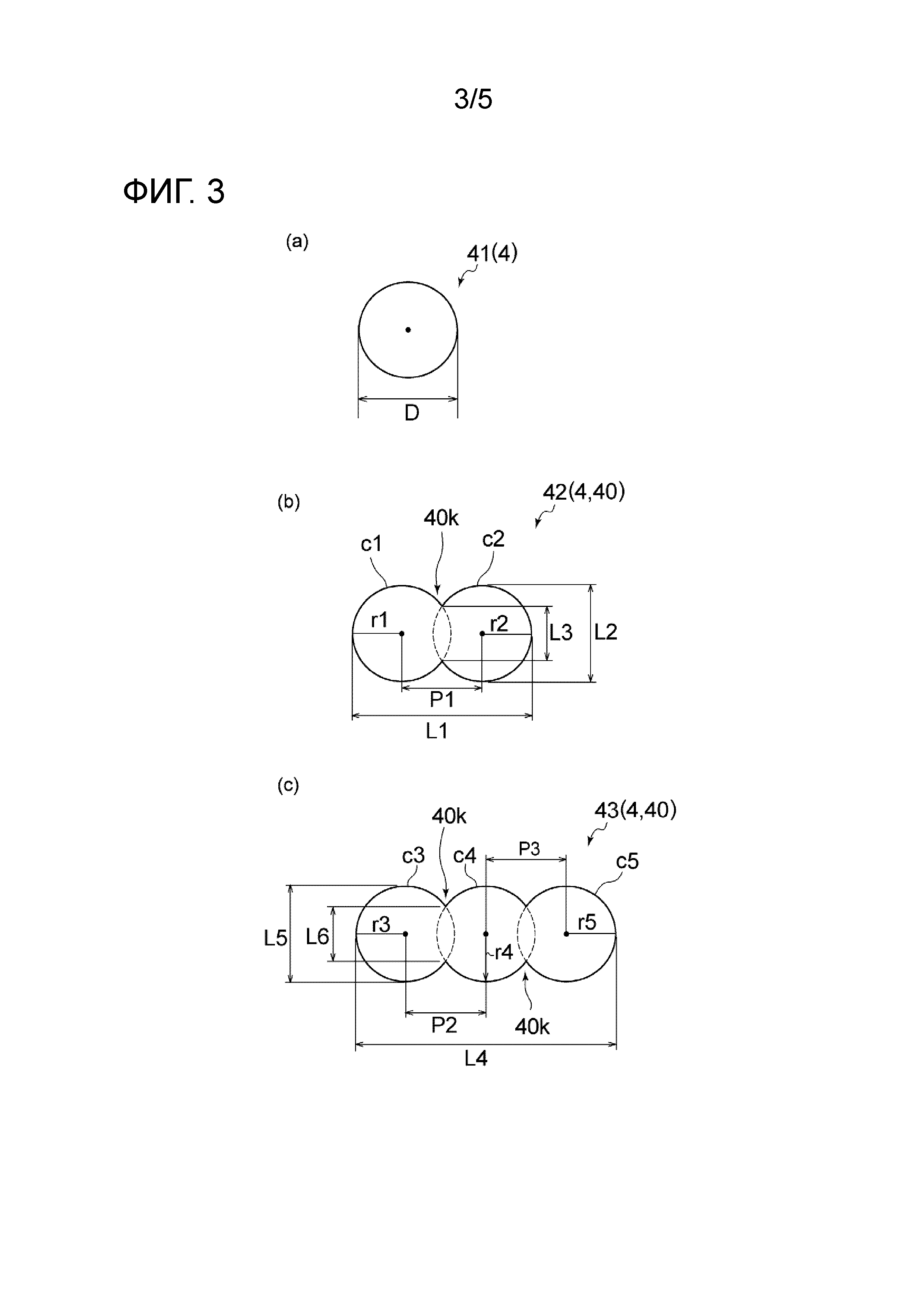
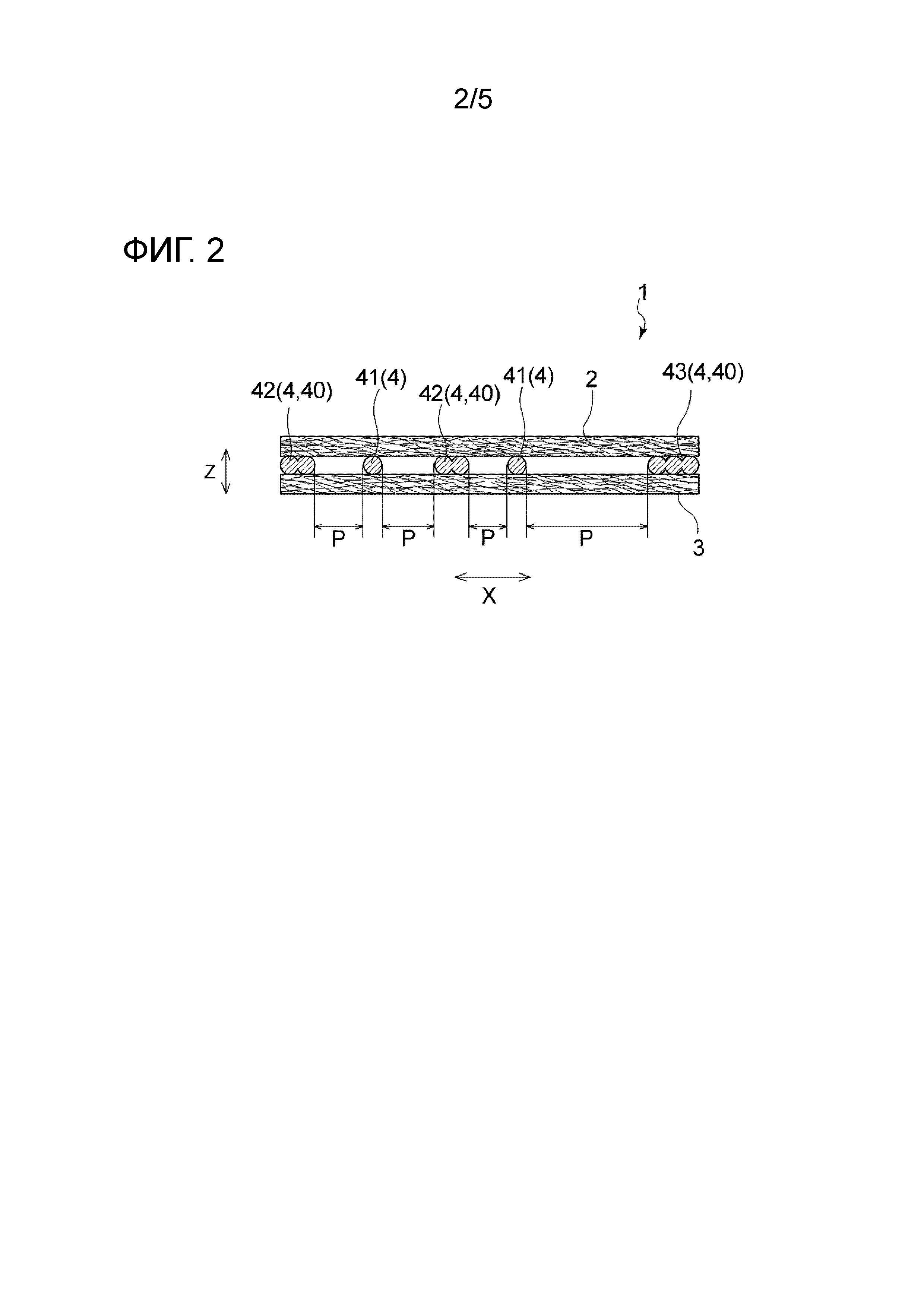
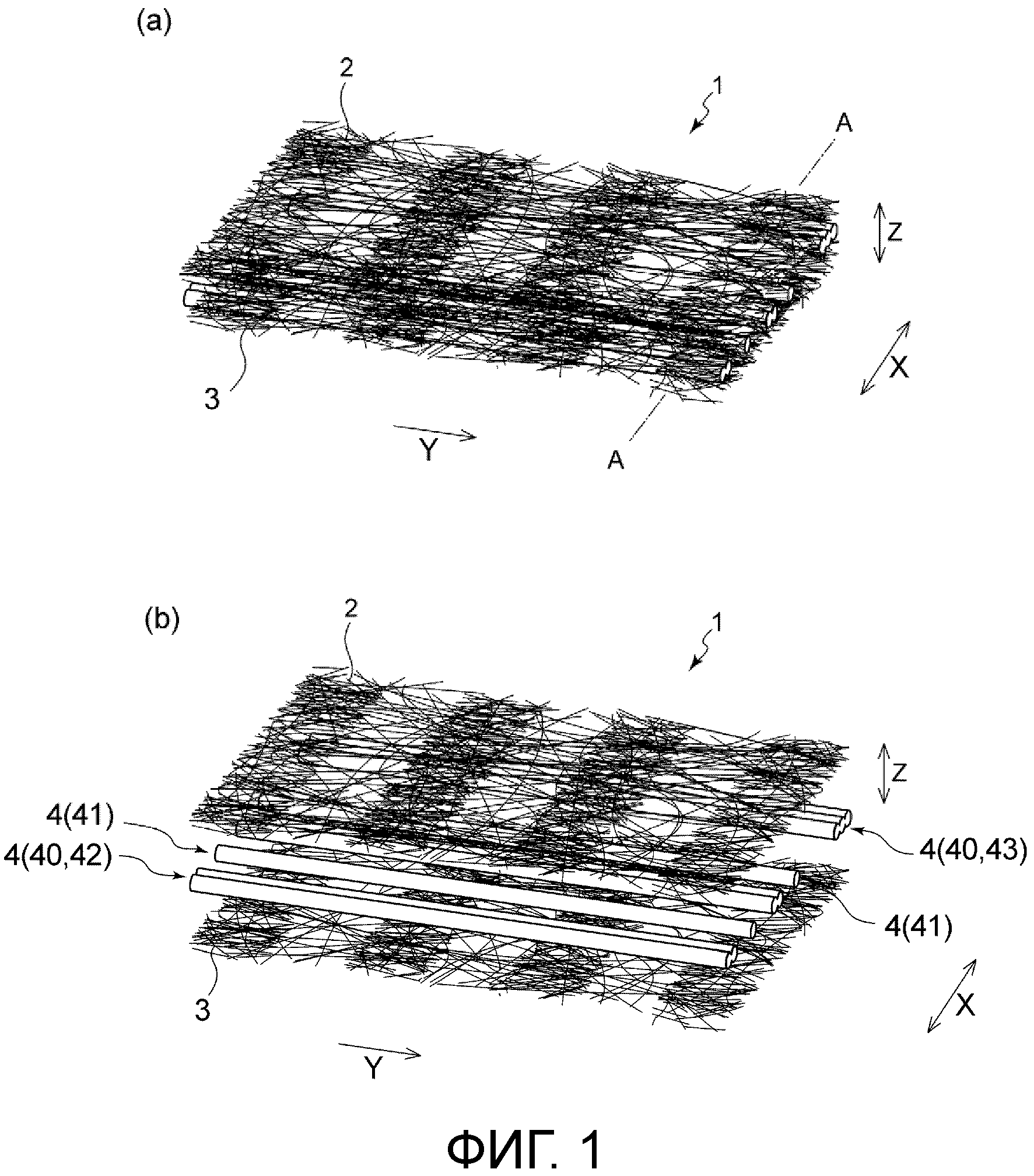
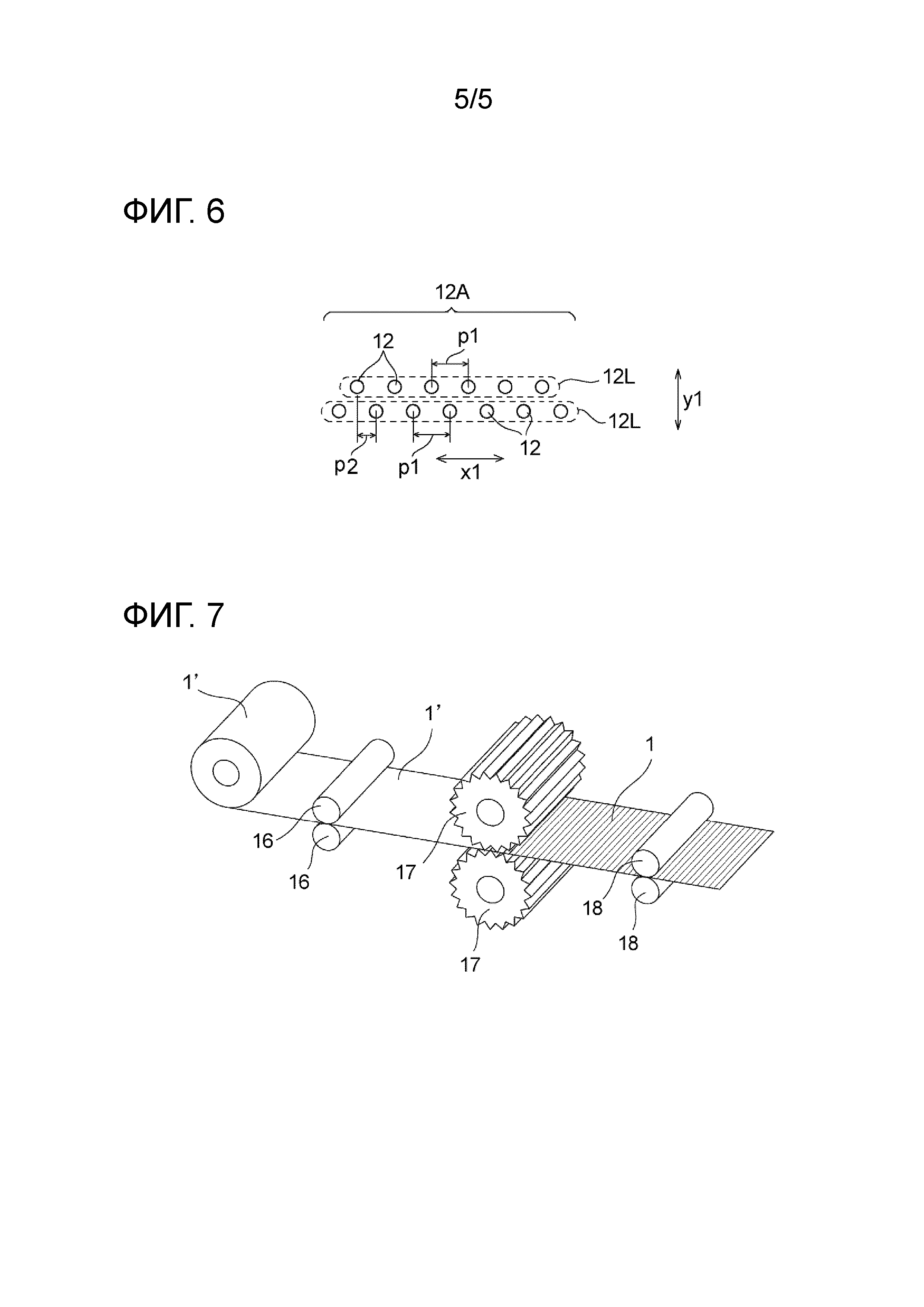
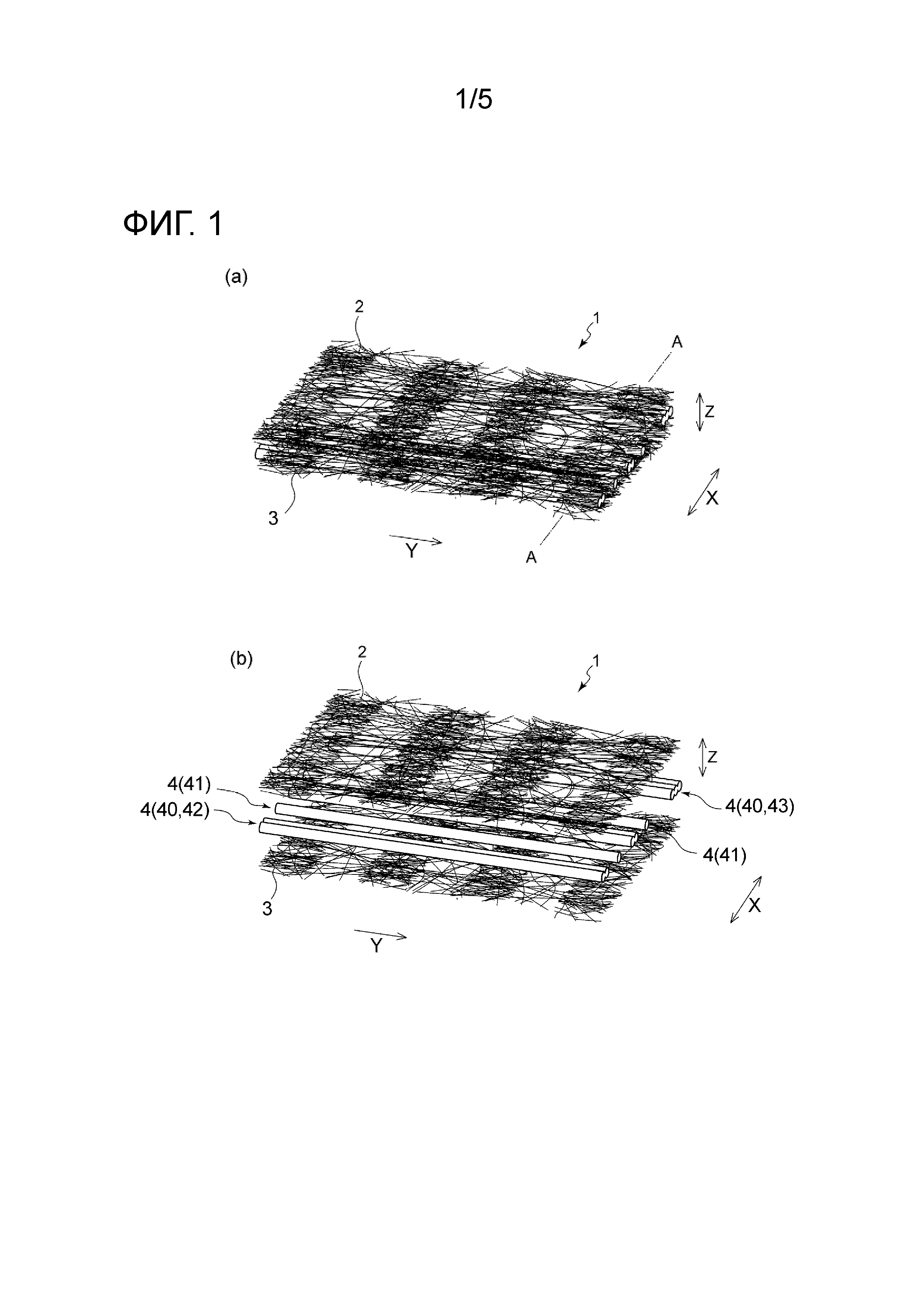
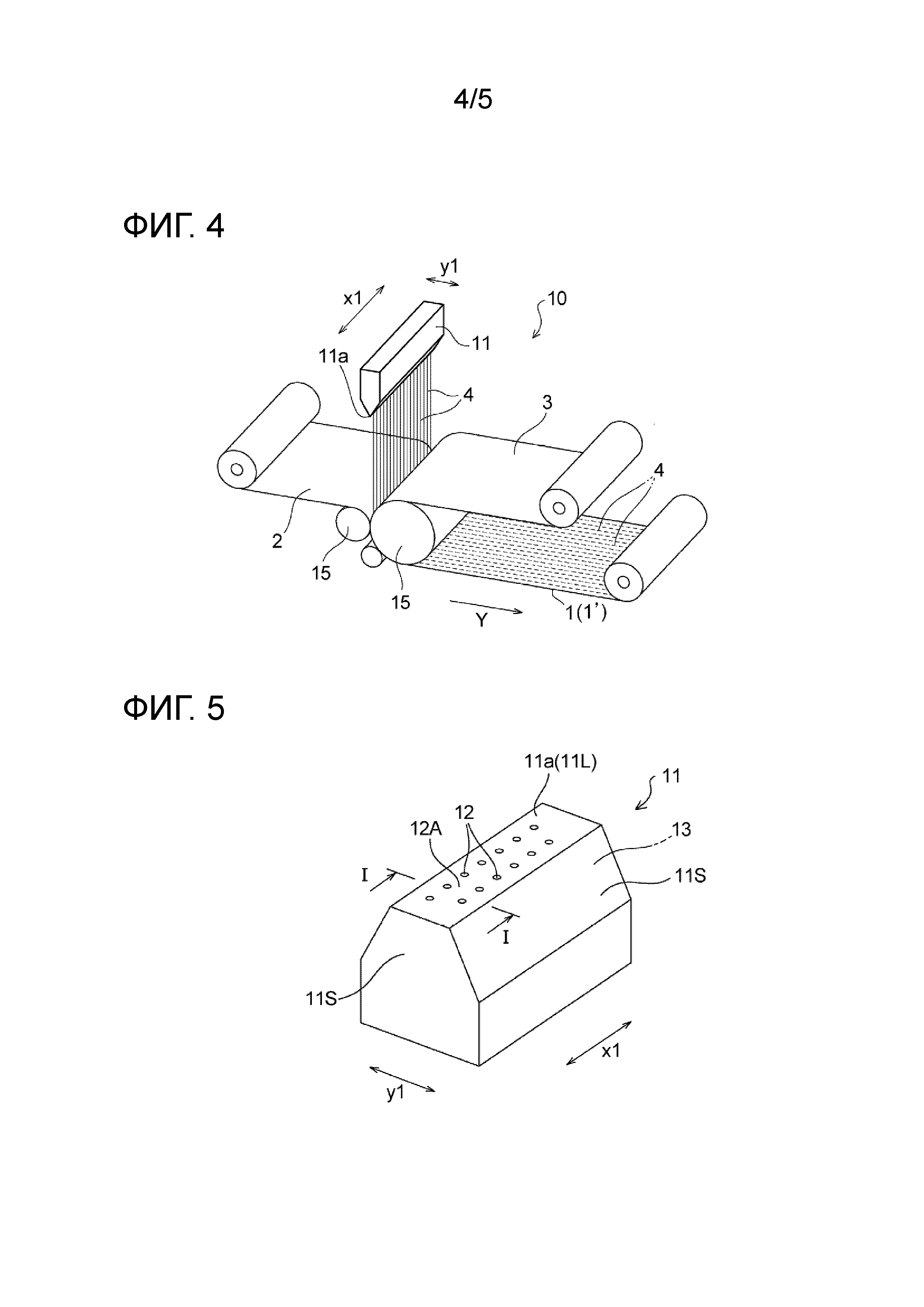
Органополисилоксан
Натягиваемое поглощающее изделие
Способ окраски или обесцвечивания волос
Способ получения затвердевающего в воде порошка
Тряпка для уборки
Косметическая композиция для ухода за волосами
Двухкомпонентная пенообразующая краска для волос
Двухкомпонентная композиция для окрашивания или обесцвечивания волос
Двухкомпонентный краситель для волос
Нетканая ткань и способ ее получения

