Результат интеллектуальной деятельности: Способ сварки трубопроводов с внутренним антикоррозийным покрытием
Вид РИД
Изобретение
Заявляемое техническое решение относится к трубопроводному транспорту и может быть использовано при строительстве и ремонте трубопроводов с внутренним антикоррозионным покрытием в нефтяной, газовой, химической и других отраслях промышленности и в коммунальном хозяйстве.
Известна Ремонтная втулка ЦЕ ТУ 1396-003-48151375-2008 (http://www.celer.ru/about/reference-materials/), представляющая собой две втулки, вставленные одна в другую. При использовании этого устройства на трубе вырезают окно, туда вставляют втулку и раздвигают, потом сверху накладывают куски трубы и заваривают. Недостаток: трудоемкая и ненадежная операция.
Известно «Соединение труб с внутренним антикоррозионным покрытием» (RU 2194207 F16L 13/02), где внутри труб установлены соединительные втулки с внутренним антикоррозионным покрытием, имеющие на наружной поверхности кольцевую проточку, в которой размещены теплоизолирующий материал и в среднем сечении которой выполнены радиальные упорные выступы. На наружной поверхности концевого участка выполнены кольцевые канавки с уплотнительными элементами, на внутренней поверхности противоположных концов выполнены кольцевые канавки с уплотнительными элементами.
Выше описанное техническое решение очень неудобно в плане трудоемкости способа соединения. Требуется сварка оперативным швом из нескольких сегментов трубы. Сложно также обеспечить герметичность соединения центральной втулки с резиновым уплотнением.
Известен также СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ по патенту RU 2037731, при котором ремонт трубопровода с комбинированным антикоррозионным покрытием производят путем локализации удаляемого участка с последующей его вырезкой и заменой трубой-вставкой, которую подготавливают нанесением полимерного покрытия на внутреннюю поверхность и утолщенного слоя эмали на концы. Вырезку удаляемого участка производят совместно с кольцевыми сварными швами, подготовку концевых участков трубопровода производят нанесением пасты и ее подсушиванием. После этого сваривают вставку с трубопроводом с образованием защитного покрытия на внутренней поверхности сварного шва и околошовной зоны.
Недостатком данного способа является недостаточная защищенность сварного шва. Кроме того, при монтаже применяется строительная техника, которая совмещает трубы для сварки в плеть, и практически сложно совместить оси вставки и труб, так как труба подвешивается на стропы.
Наиболее близким к предлагаемому изобретению (прототипом) является узел сварного соединения трубопровода, содержащий две трубы с внутренним покрытием и установленную соосно внутри них в зоне стыка втулку с внутренним покрытием, на наружной поверхности которой расположены центральная кольцевая проточка с центрирующим разрезным кольцом и две кольцевые проточки для герметизирующих элементов, выполненные по разные стороны от центральной кольцевой проточки, причем последние заполнены вспенивающимся при нагревании эластомером, а центрирующее кольцо снабжено кольцевым выступом прямоугольной формы (патент РФ на ПМ №115861).
Недостатком прототипа является ненадежность фиксация центрирующего кольца, так как оно может сместиться относительно сварного шва. Не описан также способ сварного соединения и формирования обратной поверхности шва.
Задачей заявляемого изобретения является устранение указанных недостатков и создание способа сварки трубопровода с внутренним антикоррозийным покрытием, обеспечивающего надежную защиту внутреннего сварного шва.
Способ сварки трубопроводов с внутренним антикоррозийным покрытием содержит подготовку под сварку кромок и внутренних поверхностей соединяемых концов труб путем очистки от пыли и загрязнений и обезжиривания ацетоном внутренних полостей труб в зоне торцов на глубину 100-200 мм, затем помещают внутрь одной из соединяемых труб втулку внутренней защиты сварного соединения трубопроводов с внутренним антикоррозийным покрытием, содержащую цилиндрический корпус с развальцованными торцами и с внутренним антикоррозионным покрытием, с выполненными около торцов корпуса радиальными упорами в виде кольцевых выступов, наружный диаметр которых равен внутреннему диаметру соединяемых труб, на наружной поверхности указанного корпуса размещен теплоизолирующий материал, в середине выполнены внешние упоры, а между радиальными упорами поверх теплоизолирующего материала нанесен слой термоактивного материала, который распределен равномерно по всему радиусу слоем вровень с высотой радиальных упоров, между указанными упорами и развальцованными концами втулки установлены эластичные манжеты, наружный диаметр которых превышает внутренний диаметр трубопровода, в качестве термоактивного материала использована композиция, состоящая из эпоксидно полиэфирной смеси, которая при нагревании полимеризуется, и газообразователя, позволяющего окрашивать внутреннюю поверхность труб за счет термического воздействия, после чего трубы сводят до упора торцов труб во внешние упоры и выравнивают, затем производят прихватку соединяемых труб и удаляют внешние упоры, потом сваривают корневой шов, избегая при этом прожогов металла и продавливания электрода или сварочной проволоки в полость трубы, оставляют незаваренным участок сварного шва в 10-15 мм сверху полуокружности для выхода термоактивного материала при его термическом расширении и выделяемых газов, заполнение шва производят сразу после прохождения корневого шва до момента выхода термоактивного материала через незаваренный участок, в момент выхода термоактивного материала процесс сварки приостанавливают, дожидаются прекращения выхода термоактивного материала и газов, вышедший материал удаляют из незаваренного участка и продолжают сварку заполняющего шва, после окончания выхода выделяемых газов заваривают корневой шов и заканчивают сварку заполняющего шва, а в случае невыхода термоактивного материала из незаваренной части шва трубы равномерно прогревают в зоне установленной втулки на 200-240 мм газовой горелкой по всей поверхности трубы снизу вверх до момента выхода термоактивного материала из незаваренного участка сварного шва, после чего зачищают и заваривают его.
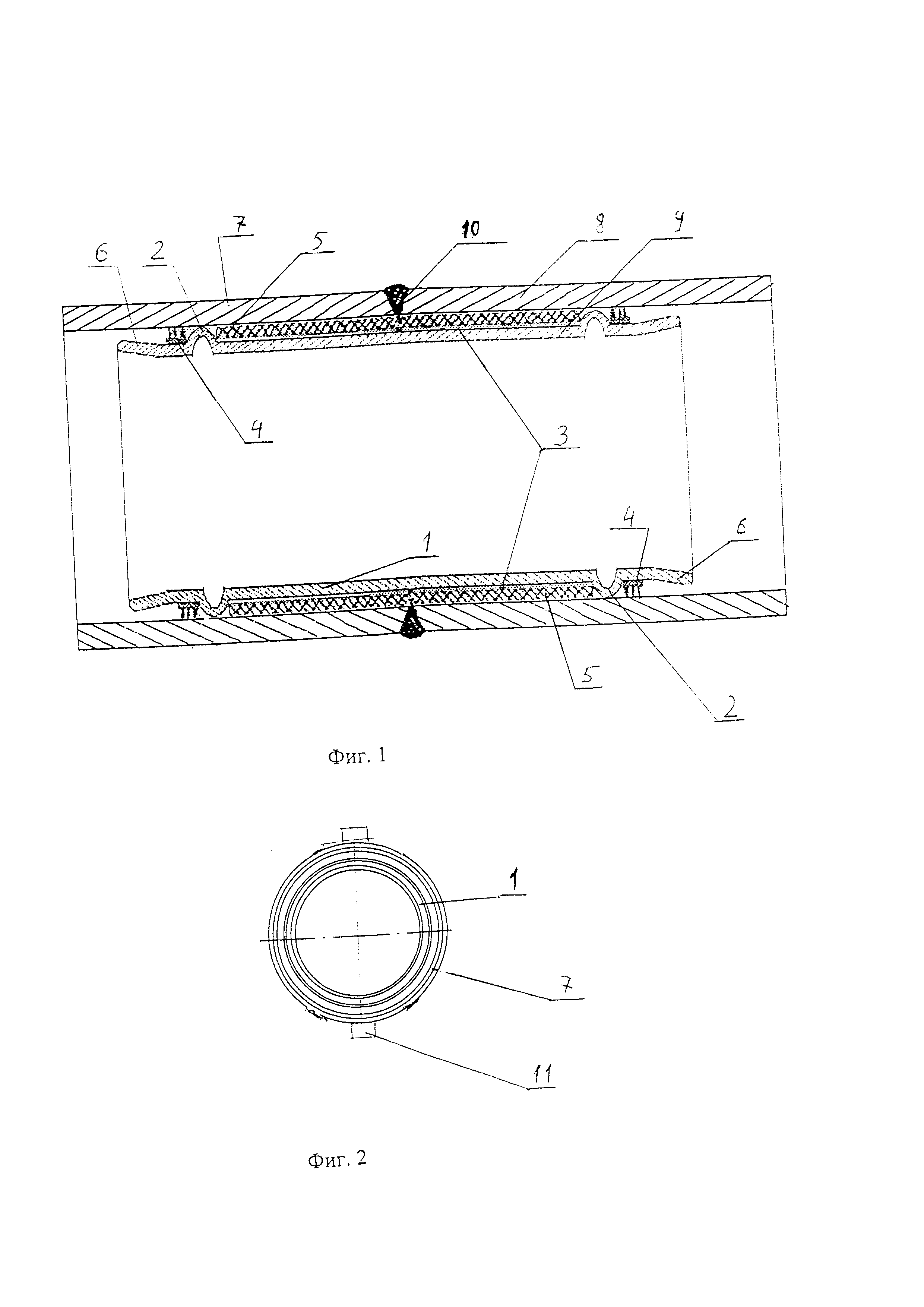
Изобретение иллюстрируется чертежами, где на фиг. 1 - втулка в трубопроводе в разрезе, на фиг. 2 - вид сбоку.
Втулка внутренней защиты сварного соединения трубопроводов с внутренним антикоррозийным покрытием (фиг. 1-2) выполнена в виде корпуса 1 с развальцованными торцами 6, расположенными по ее периметру, а вдоль поперечной оси симметрии втулки выполнены радиальные упоры 2 в виде кольцевых выступов, формирующие ребра жесткости, которые позволяют фиксировать втулку при монтаже. Диаметр радиальных упоров 2 равен внутреннему диаметру труб 7 и 8. В средней части поверхность втулки 1 покрыта термоизолирующим материалом 3, который позволяет защитить от термической деструкции антикоррозийное покрытие корпуса втулки, и препятствует развитию коррозии основного металла. Симметрично по обе стороны от упоров 2 расположены две манжеты 4 из эластичного материала, диаметр манжет больше внутреннего диаметра труб 7 и 8, тем самым защищая радиальные упоры от воздействия перекачиваемой среды, что сводит к минимуму развитие коррозионных процессов. Между радиальными упорами 2 поверх теплоизолирующего материала 3 нанесен слой термоактивного материала 5, который распределяется равномерно по всему радиусу слоем вровень с высотой радиальных упорных выступов 2. Дополнительно, при сварке и расширении термоактивного материала 5 эластичные манжеты 4, выполненные, например, из резины, препятствуют свободному его выходу за границы втулки, тем самым уплотняя его, что приводит к более надежной защите сварного шва от контакта с агрессивной перекачиваемой средой. В центральной части втулки 1 выполнены внешние упоры 11, выполняющие роль центраторов и определяющие место сварного шва 10.
Способ сварки трубопроводов с внутренним антикоррозийным покрытием используется следующим образом.
Сначала проводят подготовку под сварку кромок и внутренних поверхностей соединяемых концов труб 7 и 8 путем очистки от пыли и загрязнений и обезжиривания ацетоном внутренних полостей труб в зоне торцов на глубину 100-200 мм, затем помещают внутрь одной из соединяемых труб втулку 1 внутренней защиты сварного соединения трубопроводов с внутренним антикоррозийным покрытием 9, содержащую цилиндрический корпус с развальцованными торцами бис внутренним антикоррозионным покрытием 9, с выполненными около торцов корпуса радиальными упорами 2 в виде кольцевых выступов, наружный диаметр которых равен внутреннему диаметру соединяемых труб 7 и 8, на наружной поверхности указанного корпуса размещен теплоизолирующий материал 3, в середине выполнены внешние упоры 11, а между радиальными упорами 2 поверх теплоизолирующего материала нанесен слой термоактивного материала 5, который распределен равномерно по всему радиусу слоем вровень с высотой радиальных упоров, между указанными упорами и развальцованными концами втулки установлены эластичные манжеты 4, наружный диаметр которых превышает внутренний диаметр трубопровода, в качестве термоактивного материала использована композиция, состоящая из эпоксидно-полиэфирной смеси, которая при нагревании полимеризуется, и газообразователя, позволяющего окрашивать внутреннюю поверхность труб за счет термического воздействия, затем трубы 7 и 8 сводят до упора торцов труб во внешние упоры 11 и выравнивают, после чего производят прихватку соединяемых труб и удаляют внешние упоры, затем сваривают корневой шов 10, избегая при этом прожогов металла и продавливания электрода или сварочной проволоки в полость трубы, под действием высокой температуры при сварке термоактивный материал 5 вспенивается и перекрывает неизолированные концы труб с антикоррозийным покрытием, тем самым защищая их и сварной шов 10 от воздействия перекачиваемой среды. При этом оставляют незаваренным участок сварного шва в 10-15 см сверху полуокружности для выхода термоактивного материала при его термическом расширении и выделяемых газов, заполнение шва производят сразу после прохождения корневого шва до момента выхода термоактивного материала через незаваренный участок, в момент выхода термоактивного материала процесс сварки приостанавливают, дожидаются прекращения выхода термоактивного материала и газов, вышедший материал удаляют из незаваренного участка и продолжают сварку заполняющего шва, после окончания выхода выделяемых газов заваривают корневой шов и заканчивают сварку заполняющего шва, а в случае невыхода термоактивного материала из незаваренной части шва трубы равномерно прогревают в зоне установленной втулки на 200-240 мм газовой горелкой по всей поверхности снизу вверх до момента выхода термоактивного материала из незаваренного участка сварного шва 10, после чего зачищают и заваривают его. Критерием качества окрашивания внутренней поверхности и надежности защиты узла в целом, является выход термоактивного материала через зазор не заваренного участка сварного шва трубопровода.
Термоизолирующий материал 3 защищает антикоррозийное покрытие втулки от воздействия высокой температуры сварочной дуги. Резиновые манжеты 4 и радиальные упоры 2 препятствуют свободному выходу термоактивного материала 5 за границы устройства для защиты и его уплотнению. В качестве термоактивного материала 5 использована композиция, состоящая из эпоксидно-полиэфирной смеси, которая при нагревании полимеризуется, и газообразователя, позволяющего окрашивать внутреннюю поверхность труб за счет термического воздействия, что обеспечивает дополнительную защиту внутреннего сварного шва 10 и внутренней поверхности свариваемых труб 7 и 8.
Таким образом, повышается защита от коррозии при эксплуатации, что приводит к увеличению срока службы трубопровода.
Предлагаемый способ сварки трубопроводов характеризуется простотой и скоростью сварки стыка труб, отсутствием влияния человеческого фактора при герметизации межтрубного пространства, отсутствием ограничений на монтаж при отрицательных температурах окружающей среды, большим сроком гарантийного хранения и отсутствием реакции установленной втулки на перепады давления в трубопроводе. Защита сварного шва от развития коррозионных процессов обеспечивается отсутствием свободного поступления перекачиваемой в трубопроводе агрессивной среды в зону сварного шва и, как следствие, замедлением общей и локальной коррозии зоны сварного шва.
Способ сварки трубопроводов с внутренним антикоррозийным покрытием, содержащий подготовку под сварку кромок и внутренних поверхностей соединяемых концов труб путем очистки от пыли и загрязнений и обезжиривания ацетоном внутренних полостей труб в зоне торцов на глубину 100-200 мм, помещение внутрь одной из соединяемых труб втулки внутренней защиты сварного соединения трубопроводов с внутренним антикоррозийным покрытием, содержащей цилиндрический корпус с развальцованными торцами и с внутренним антикоррозионным покрытием, отличающийся тем, что около торцов корпуса втулки выполнены радиальные упоры в виде кольцевых выступов, наружный диаметр которых равен внутреннему диаметру соединяемых труб, на наружной поверхности указанного корпуса размещен теплоизолирующий материал, в середине корпуса втулки выполнены внешние упоры, а между радиальными упорами поверх теплоизолирующего материала нанесен слой термоактивного материала, который распределен равномерно по всему радиусу слоем вровень с высотой радиальных упоров, между указанными упорами и развальцованными концами втулки установлены эластичные манжеты, наружный диаметр которых превышает внутренний диаметр трубопровода, в качестве термоактивного материала использована композиция, состоящая из эпоксидно-полиэфирной смеси, которая при нагревании полимеризуется, и газообразователя, позволяющего окрашивать внутреннюю поверхность труб за счет термического воздействия, после чего трубы сводят до упора торцов труб во внешние упоры и выравнивают, затем производят прихватку соединяемых труб и удаляют внешние упоры, сваривают корневой шов, избегая при этом прожогов металла и продавливания электрода или сварочной проволоки в полость трубы, оставляют незаваренным участок сварного шва в 10-15 мм сверху полуокружности для выхода термоактивного материала при его термическом расширении и выделяемых газов, заполнение шва производят сразу после прохождения корневого шва до момента выхода термоактивного материала через незаваренный участок, в момент выхода термоактивного материала процесс сварки приостанавливают, дожидаются прекращения выхода термоактивного материала и газов, вышедший материал удаляют из незаваренного участка и продолжают сварку заполняющего шва, после окончания выхода выделяемых газов заваривают корневой шов и заканчивают сварку заполняющего шва, а в случае невыхода термоактивного материала из незаваренной части шва трубы равномерно прогревают в зоне установленной втулки на 200-240 мм газовой горелкой по всей поверхности снизу вверх до момента выхода термоактивного материала из незаваренного участка сварного шва, после чего зачищают и заваривают его.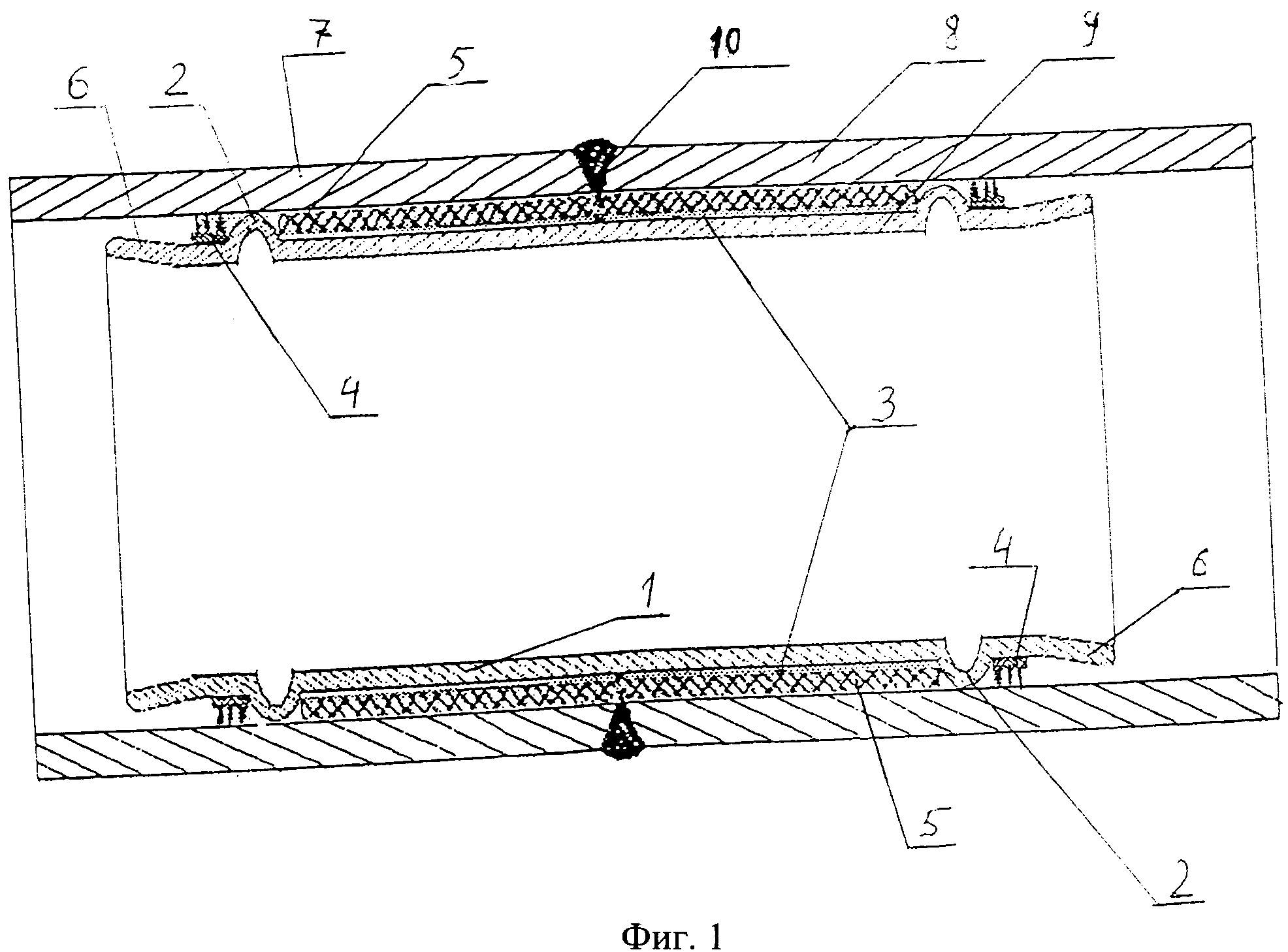
Способ изготовления детали и деталь из гибридного композиционного материала

