Результат интеллектуальной деятельности: АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Вид РИД
Изобретение
Предлагаемое устройство относится к области неразрушающего контроля и может быть использовано в машиностроении для ультразвукового контроля сварных кольцевых швов, сварных кольцевых швов фланцев и фланцев картеров задних мостов автомобилей.
Известны устройства для ультразвукового контроля изделий (патенты РФ №№2.570.353, 2047174, 2.629.687, 119.118, №160.809, 164.509, 177.780, 178.358, патенты WO №№2016/134.005, 2006/021.167).
Из известных устройств для ультразвукового контроля изделий наиболее близким к предлагаемому является «Устройство для автоматизированного ультразвукового контроля сварных кольцевых швов» (патент РФ №2.047.174, G01N 29/26, 1995 г.), которое и выбрано в качестве прототипа.
Данное устройство состоит из сканера, устанавливаемого при контроле на изделии и дистанционного оборудования ультразвуковых приборов, аппаратуры управления и системы обработки и регистрации информации. Сканер включает в себя разъемные направляющие и каретку, содержащую приводы перемещения, механизм перемещения, держатели с искательными головками и систему подачи контактной жидкости (емкость с электронасосом).
Недостатком данного устройства является невысокая достоверность и производительность контроля сварных кольцевых швов вследствие высокого уровня акустических помех, недостаточной стабильности акустического контакта и необходимость зачистки поверхностей околошовной зоны.
Технической задачей изобретения является повышение достоверности и производительности контроля сварных кольцевых швов путем снижения уровня акустических помех, стабилизации акустического контакта, устранения ошибок, связанных с субъективной оценкой дефектоскопистом результатов контроля, отсутствия требований зачистки наружной и внутренней поверхностей околошовной зоны.
Поставленная задача решается тем, что устройство для автоматизированного ультразвукового контроля сварных кольцевых швов, содержащее, в соответствии с ближайшим аналогом, прижимы для его крепления на контролируемом изделии, искательную головку, механизм перемещения искательной головки, систему подачи контактной жидкости, включающей емкость с контактной жидкостью, насос и трубку, дистанционное дефектоскопическое оборудование, и оборудование питания, управления, обработки и регистрации информации, соединенное с искательной головкой, насосом и электродвигателями механизма перемещения электрическими кабелями, отличающееся от ближайшего аналога тем, что оно снабжено корпусом цилиндрической формы с уплотнительным кольцом на торцевой поверхности, в верхней части цилиндрической поверхности корпуса выполнено вентиляционное отверстие, в верхней и нижней частях цилиндрической поверхности корпуса установлены датчики наличия контактной жидкости, механизм перемещения искательной головки выполнен в виде вала проходящего в осевом отверстии плоской части корпуса через подшипник скольжения с магнитожидкостным уплотнением, с наружной стороны корпуса вал жестко соединен с редуктором, а электродвигатель, управляющий редуктором, выполнен реверсивным и содержит датчик угла поворота, с внутренней стороны корпуса на валу установлен рычаг, на конце которого укреплена искательная головка в виде раздельно-совмещенного пьезоэлектрического преобразователя с удлиненным акустическим экраном, соединенная электрическим кабелем, проходящим через полые каналы рычага и вала с дистанционным дефектоскопическим оборудованием и оборудованием питания, управления, обработки и регистрации информации, за рычагом на валу последовательно расположены: утолщение вала, упругий элемент и подшипник скольжения, на котором с возможностью вращения и перемещения в осевом направлении расположена пробка с магнитожидкостным уплотнением, пробка выполнена в виде жесткого фигурного диска с эластичным уплотнительным кольцом по его периметру, на торце вала со стороны пробки выполнена фиксирующая гайка, трубка для подачи контактной жидкости соединяет насос с нижней частью корпуса, насос дополнительно выполнен с возможностью перекачивания контактной жидкости из емкости с контактной жидкостью в корпус и обратно. Корпус устанавливается на торцевой поверхности фланца, приваренного сварным кольцевым швом к трубе или к картеру заднего моста автомобиля. Отверстие фланца закрывается пробкой в виде жесткого фигурного диска с эластичным уплотнительным кольцом. Это предотвращает вытекание контактной жидкости (например, воды) в отверстие фланца. Контактная жидкость под действием насоса заполняет корпус устройства, после чего искательная головка осуществляет сканирование, работая в иммерсионном режиме. Это создает наилучшие условия для стабильности акустического контакта. Совместно с действием удлиненного акустического экрана искателя, предотвращающего переотражение ультразвуковых импульсов от торцевой поверхности фланца, это повышает достоверность контроля. Сканирование и обработка результатов контроля выполняется автоматически, исключая субъективную оценку результатов контроля дефектоскопистом. Производительность контроля повышается, так как не требуется зачистка поверхности околошовной зоны и траектория перемещения искательной головки (по кругу) занимает минимальное время. За счет этого продолжительность контроля одного сварного кольцевого шва снижается до 2 минут.
Информация о времени прихода отраженного от дефекта импульса при таком расположении искательной головки позволяет отличать дефекты несплавления на передней поверхности от дефектов на задней поверхности сварного кольцевого шва и от непроваров в корне сварного кольцевого шва. Чаще всего фланцы приваривают полуавтоматическим оборудованием, поэтому информация о том, по какой поверхности (либо в корне) сварного кольцевого шва происходит несплавление очень важна для настройки сварочного оборудования.
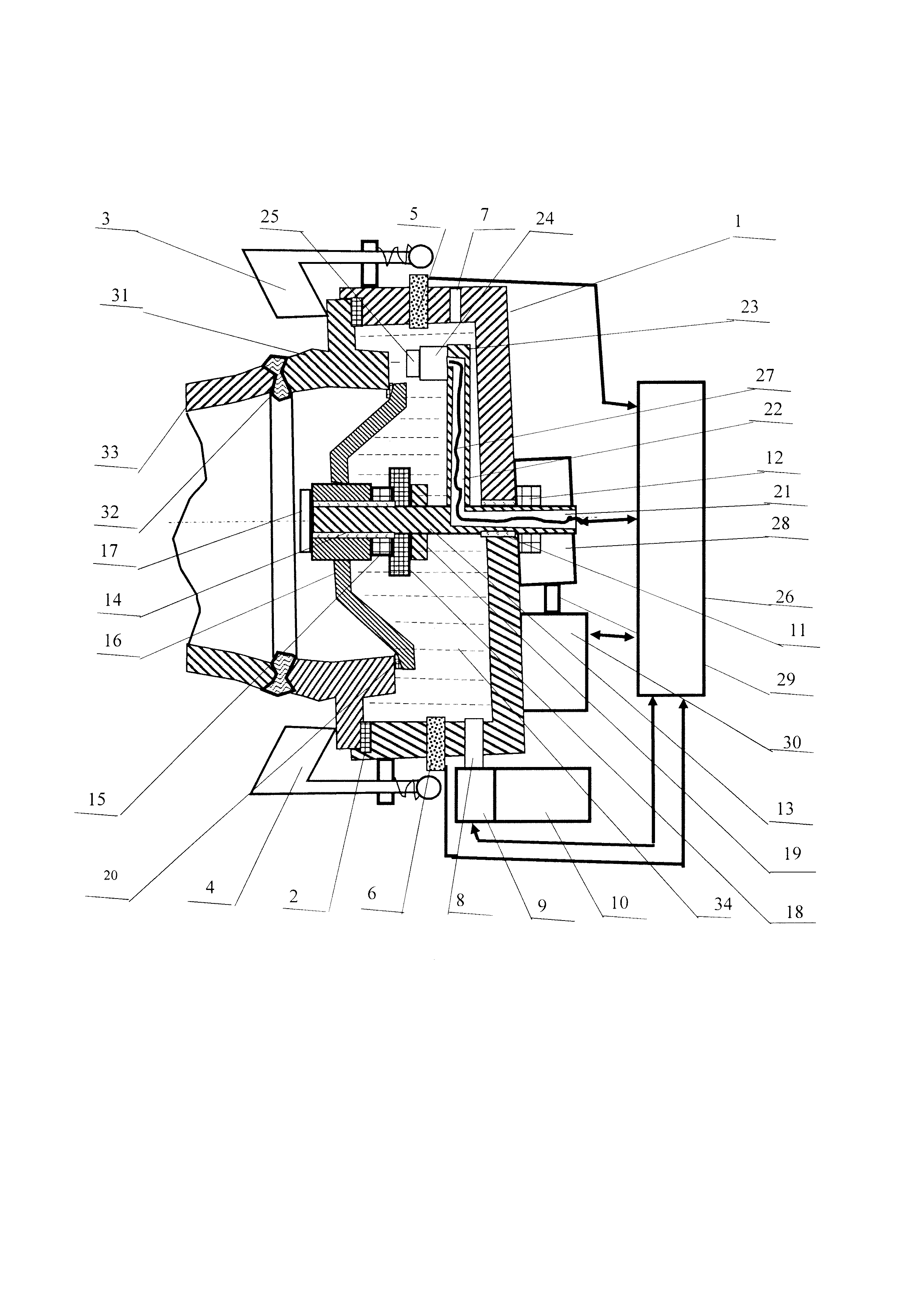
Предлагаемое устройство представлено на чертеже, где введены следующие обозначения: корпус 1 с уплотнительным кольцом 2 и двумя прижимами 3 и 4 для крепления корпуса 1 на контролируемом изделии. В верхней и в нижней цилиндрических частях корпуса 1 расположены датчики 5 и 6 наличия контактной жидкости. В верхней цилиндрической части корпуса 1 выполнено вентиляционное отверстие 7. В нижней части корпуса 1 вставлена трубка 8 для подачи контактной жидкости, соединенная с насосом 9 для перекачки контактной жидкости из емкости 10 для контактной жидкости и обратно. Через подшипник скольжения 11, выполненный в осевом отверстии в плоской части корпуса 1 с магнитожидкостным уплотнением 12, проходит вал 13. С внутренней стороны корпуса 1 конечная часть вала 13 соединена посредством подшипника скольжения 14, содержащим магнитожидкостное уплотнение 15 с пробкой 16. Пробка 16 прижимается к ограничительной гайке 17, расположенной на наружном конце вала 13 упругим элементом 18, который упирается в утолщение 19 вала 13. По периметру наружной поверхности пробки 16 со стороны, противоположной корпусу 1, выполнено эластичное уплотнительное кольцо 20. С наружной стороны корпуса 1 вал 13 содержит полый канал 21, соединенный с полым каналом 22 рычага 23, прикрепленного к валу 13. На удаленном от вала 13 конце рычага 23 установлена искательная головка 24 в виде раздельно-совмещенного пьезоэлектрического преобразователя с удлиненным акустическим экраном 25, соединенная с блоком дистанционного дефектоскопического оборудования, оборудования питания, управления, обработки и регистрации информации 26 электрическим кабелем 27. Часть вала 13, находящаяся с наружной стороны корпуса 1, соединена с редуктором 28, расположенным на наружной поверхности корпуса 1. Вращение на редуктор 28 передается через вал 29 от реверсивного двигателя 30 (содержащего датчик угла поворота), укрепленного на наружной поверхности корпуса 1. Электрические соединения дистанционного дефектоскопического оборудования, оборудования питания, управления, обработки и регистрации информации 26 с датчиками 5 и 6 наличия контактной жидкости, насосом 9 для перекачки контактной жидкости и реверсивным двигателем 30 (содержащим датчик угла поворота) показаны стрелками.
Устройство работает следующим образом.
Корпус 1 устанавливается на фланец 31, приваренный сварным кольцевым швом 32 к картеру заднего моста автомобиля 33. Затем корпус 1 прижимается и фиксируется на фланце 31 двумя прижимами 3 и 4. В результате уплотнительное кольцо 2 плотно прижимается к фланцу 31. Одновременно с этим пробка 16 отходит от ограничительной гайки 17, упирается во внутреннюю кромку отверстия фланца 31 и немного сдвигается вдоль вала 13 в сторону рычага 23 за счет подшипника скольжения 14 (подшипник скольжения 14 позволяет осуществлять пробке 16 с магнитожидкостным уплотнением 15 как вращение, так и перемещение в осевом направлении). При этом упругий элемент 18 сжимается между пробкой 16 и утолщением вала 19 вала 13 и оказывает давление на пробку 16 с магнитожидкостным уплотнением 15, обеспечивая усилие, прижимающее эластичное уплотнительное кольцо 20 к внутренней кромке отверстия фланца 31. Таким образом, создается замкнутая емкость, ограниченная корпусом 1, пробкой 16 и свободной поверхностью фланца 31. После этого дефектоскопист включает электропитание блока дистанционного дефектоскопического оборудования, оборудования питания, управления, обработки и регистрации информации 26 и, тот начинает обрабатывать информацию от датчиков 5 и 6 наличия контактной жидкости. Если верхний датчик 5 наличия контактной жидкости не выдает информацию о наличии на его поверхности контактной жидкости на блок дистанционного дефектоскопического оборудования, оборудование питания, управления, обработки и регистрации информации 26, то блок дистанционного дефектоскопического оборудования, оборудование питания, управления, обработки и регистрации информации 26 подает команду насосу 9 на подачу контактной жидкости 34 из емкости 10 в замкнутую емкость, ограниченную корпусом 1, пробкой 16 и свободной поверхностью фланца 31. При этом воздух вытесняется из замкнутой емкости, ограниченной корпусом 1, пробкой 16 и свободной поверхностью фланца 31 через вентиляционное отверстие 7, а магнитожидкостные уплотнения 12 и 16 препятствуют вытеканию контактной жидкости 34. Когда контактная жидкость достигает верхнего датчика 5 наличия контактный жидкости, он подает сигнал на блок дистанционного дефектоскопического оборудования, оборудования питания, управления, обработки и регистрации информации 26 и тот останавливает работу насоса 9 для перекачки контактной жидкости. Таким образом, в замкнутой емкости ограниченной корпусом 1, пробкой 16 и свободной поверхностью фланца 31 создается иммерсионная ванна, обеспечивающая высококачественный иммерсионный акустический контакт между искательной головкой 24 в виде раздельно-совмещенного пьезоэлектрического преобразователя с удлиненным акустическим экраном 25 и свободной частью торцевой поверхности фланца 31. Удлиненный акустический экран предотвращает переотражения ультразвуковых импульсов от торцевой поверхности фланца, которые могут маскировать отражения ультразвуковых импульсов от дефектов сварного кольцевого шва. После остановки работы насоса 9 для перекачки контактной жидкости блок дистанционного дефектоскопического оборудования, оборудования питания, управления, обработки и регистрации информации 26 подает команду реверсивному двигателю 30 (содержащему датчик угла поворота) и тот через вал 29, редуктор 28, вал 13 и рычаг 23 перемещает искательную головку 24 в виде раздельно-совмещенного пьезоэлектрического преобразователя с удлиненным акустическим экраном 25 по кругу вдоль торцевой поверхности фланца 31. Во время вращения вала 13 корпус 1 и пробка 16 не поворачиваются относительно фланца 31, потому что они прижаты в фланце 31, а вал 13 соединен с ними подшипниками скольжения 11 и 14, обеспечивающими малый коэффициент трения. Во время кругового вращения искательной головки 24 блок дистанционного дефектоскопического оборудования, оборудования питания, управления, обработки и регистрации информации 26 подает по электрическому кабелю 27 электрические импульсы на искательную головку 24 в виде раздельно-совмещенного пьезоэлектрического преобразователя с удлиненным акустическим экраном 25, которая трансформирует их в ультразвуковые импульсы с частотой 5 МГц. Ультразвуковые импульсы через контактную жидкость 34 и фланец 31 проходят через сварной кольцевой шов 32 и далее в стенку картера заднего моста автомобиля 33. При наличии в области сварного кольцевого шва 32 дефектов акустические импульсы отражаются от их поверхности и через фланец 31 и контактную жидкость 34 попадают на искательную головку 24 в виде раздельно-совмещенного пьезоэлектрического преобразователя с удлиненным акустическим экраном 25, которая трансформирует их в электрические импульсы и передает по электрическому кабелю 27, проходящему внутри полых каналов 21 и 22, в блок дистанционного дефектоскопического оборудования, оборудования питания, управления, обработки и регистрации информации 26, который формирует двумерную картину состояния сварного кольцевого шва, поскольку кроме угловой координаты, определяемой реверсивным двигателем 30 (содержащим датчик угла поворота), получает информацию о времени прихода отраженного от дефекта импульса. Это позволяет отличать дефекты несплавления на передней поверхности от дефектов несплавления на задней поверхности сварного кольцевого шва и от непроваров в корне сварного кольцевого шва. После получения блоком дистанционного дефектоскопического оборудования, оборудования питания, управления, обработки и регистрации информации 26 от реверсивного двигателя 30 (содержащего датчик угла поворота) о том, что рычаг 23 с искательной головкой 24 в виде раздельно-совмещенного пьезоэлектрического преобразователя с удлиненным акустическим экраном 25 совершил оборот на 360°, блок дистанционного дефектоскопического оборудования, оборудования питания, управления, обработки и регистрации информации 26 дает команду двигателю 30 (содержащему датчик угла поворота) на остановку, после чего производит обработку результатов контроля и выдает результат для оператора. После этого блок дистанционного дефектоскопического оборудования, оборудования питания, управления, обработки и регистрации информации 26 подает команду насосу 9 на перекачивание контактной жидкости 34 через трубку 8, в емкость 10 для контактной жидкости. После получения сигнала об отсутствии на датчике 6 наличия контактной жидкости, насос 9 для перекачки контактной жидкости останавливается. После этого устройство можно снять и пробка 16 прижимается к ограничительной гайке 17 под действием упругого элемента 18. При каждом следующем сканировании реверсивный двигатель 30 (содержащий датчик угла поворота) осуществляет вращение в противоположную сторону по сравнению с предыдущим для предотвращения скручивания кабеля 27.
Таким образом, предлагаемое устройство по сравнению с прототипом и другими техническими решениями аналогичного назначения, обеспечивает повышение достоверности и производительности контроля сварных кольцевых швов. Это достигается за счет снижения уровня акустических помех, стабилизации акустического контакта, устранения ошибок связанных с субъективной оценкой дефектоскопистом результатов контроля, отсутствия требований зачистки наружной и внутренней поверхностей околошовной зоны.
Автоматизированный комплекс контроля качества сварных соединений, содержащий прижимы для его крепления на контролируемом изделии, искательную головку, механизм перемещения искательной головки, систему подачи контактной жидкости, включающей емкость с контактной жидкостью, насос и трубку, дистанционное дефектоскопическое оборудование, и оборудование питания, управления, обработки и регистрации информации, соединенное с искательной головкой, насосом и электродвигателями механизма перемещения электрическими кабелями, отличающийся тем, что он снабжен корпусом цилиндрической формы с уплотнительным кольцом на торцевой поверхности, в верхней части цилиндрической поверхности корпуса выполнено вентиляционное отверстие, в верхней и нижней частях цилиндрической поверхности корпуса установлены датчики наличия контактной жидкости, механизм перемещения искательной головки выполнен в виде вала проходящего в осевом отверстии плоской части корпуса через подшипник скольжения с магнитожидкостным уплотнением, с наружной стороны корпуса вал жестко соединен с редуктором, а электродвигатель, управляющий редуктором, выполнен реверсивным и содержит датчик угла поворота, с внутренней стороны корпуса на валу установлен рычаг, на конце которого укреплена искательная головка в виде раздельно-совмещенного пьезоэлектрического преобразователя с удлиненным акустическим экраном, соединенная электрическим кабелем, проходящим через полые каналы рычага и вала с дистанционным дефектоскопическим оборудованием и оборудованием питания, управления, обработки и регистрации информации, за рычагом на валу последовательно расположены: утолщение вала, упругий элемент и подшипник скольжения, на котором с возможностью вращения и перемещения в осевом направлении расположена пробка с магнитожидкостным уплотнением, пробка выполнена в виде жесткого фигурного диска с эластичным уплотнительным кольцом по его периметру, на торце вала со стороны пробки выполнена фиксирующая гайка, трубка для подачи контактной жидкости соединяет насос с нижней частью корпуса, насос дополнительно выполнен с возможностью перекачивания контактной жидкости из емкости с контактной жидкостью в корпус и обратно.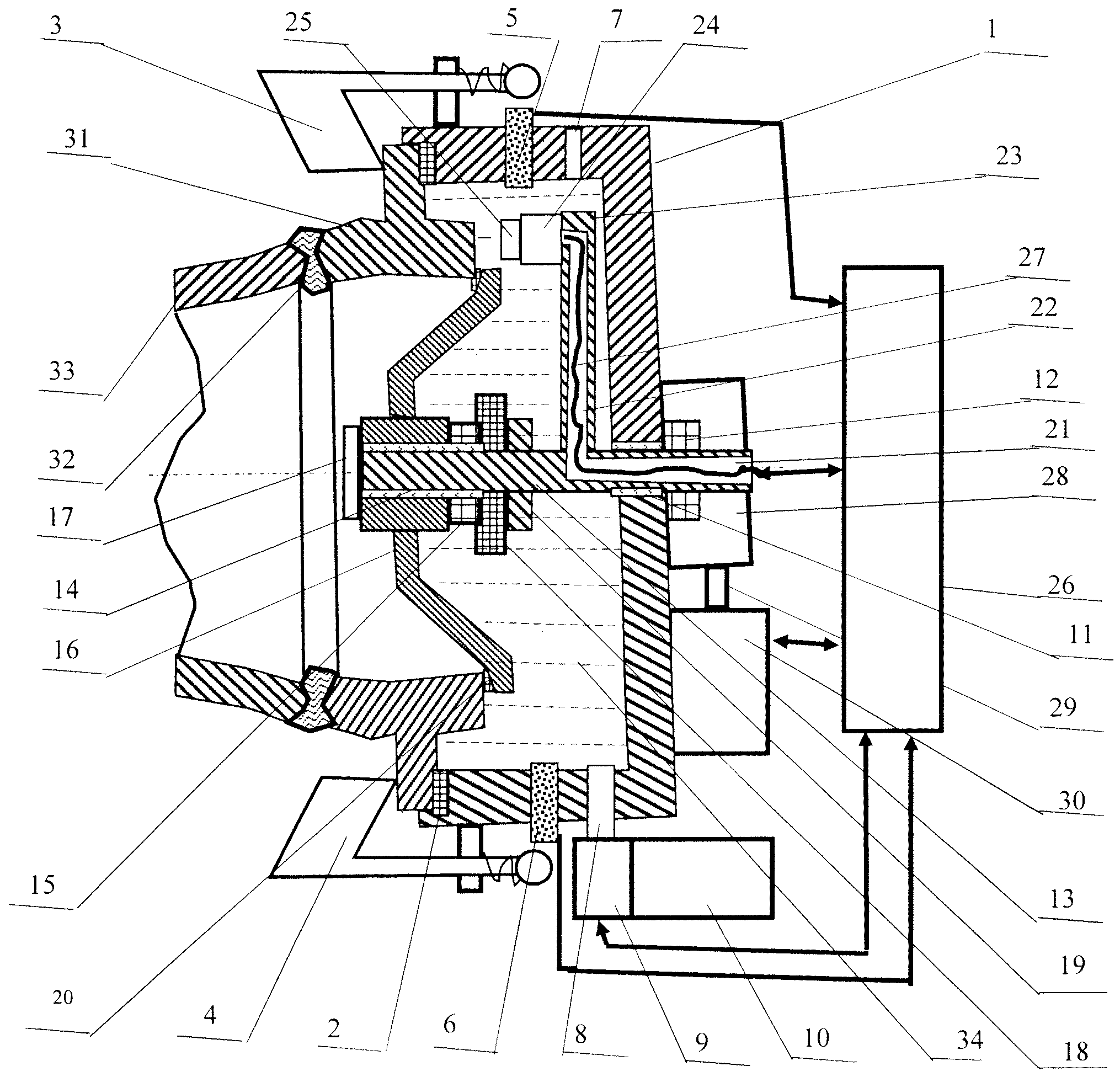
Способ получения микросфер для радиотерапии
Способ получения огнебиозащитного состава
Способ получения фотокаталитически активного диоксида титана
Способ получения целлюлозы для санитарно-гигиенических видов бумаги
Преобразователь частоты
Противопригарная термостойкая краска для песчаных и металлических форм (варианты)
Способ преобразования напряжения гребного электропривода и гребной электропривод для его осуществления
Надводное однокорпусное водоизмещающее быстроходное судно
Танкер ледового класса
Способ обработки овчин
Способ лазерно-ультразвукового контроля качества паяных соединений
Система измерений и долговременного контроля состояния конструкции здания или инженерно-строительного сооружения
Способ раннего обнаружения пожара и устройство для его реализации
Устройство зондирования строительных конструкций
Способ измерений и долговременного контроля конструкции стартового сооружения ракет-носителей и система для его осуществления
Способ измерения изменения скорости распространения головной ультразвуковой волны и устройство для его реализации
Проволока для сварки среднеуглеродистых среднелегированных броневых сталей
Автоматизированный контроль температур при сварке

