Результат интеллектуальной деятельности: Многоклетевой стан продольной прокатки
Вид РИД
Изобретение
Изобретение относится к области прокатного производства, а точнее к конструкции многоклетевых станов продольной прокатки для производства бесшовных труб и сортового проката круглого сечения.
Известен многоклетевой стан продольной прокатки, см. Ф.А. Данилов, А.З. Глейберг, В.С. Балакин, Горячая прокатка и прессование труб, М., Металлургия, 1972, стр. 211.
Известный многоклетевой стан содержит ряд последовательно установленных на опорных V-образных направляющих рабочих клетей с грузозахватными устройствами.
Недостатком стана такой конструкции является использование при перевалке клетей грузоподъемных механизмов (кранов), снимающих и устанавливающих тяжеловесные многотонные клети непосредственно на базовые, определяющие положение оси прокатки, V-образные опорные направляющие. Манипулирование тяжеловесными конструкциями неизбежно сопровождается их динамическим воздействием на опорные направляющие, что приводит к их подбою, быстрому износу и потере положения оси прокатки. Причем характер износа опорных направляющих у каждой клети разный и изменение положения оси прокатки носит непрогнозируемый характер. Искривление оси прокатки, вследствие этого, ведет к повышенной разностенности прокатываемых труб, снижению стойкости инструмента и ухудшению качества поверхности труб.
Из известных наиболее близким по технической сущности является многоклетевой стан продольной прокатки, описанный в патенте РФ №2367532, кл. В21В 17/00, заявл. 21.01.2008 г., опубл. 20.09.2009 г., содержащий ряд последовательно расположенных трехвалковых клетей с индивидуальным приводом вращения валков, установленных на опорных направляющих постамента с возможностью перемещения от действия механизма перевалки при его контакте с захватками клетей и устройство их фиксации и удержания, включающее прижимные гидроцилиндры, расположенные на постаменте консольно под углом к направляющим. Направляющие постамента такой конструкции не испытывают динамического воздействия тяжеловесных клетей при их замене.
Недостаток такой конструкции заключается в том, что замена клетей осуществляется их перемещением по опорным направляющим постамента, с которыми клети образуют плоскостные пары скольжения. Под воздействием охлаждающей воды, абразивной суспензии из смеси окалины и смазки, закоксовавшейся от высоких температур прокатки, больших удельных нагрузок на направляющие постамента от тяжеловесных рабочих клетей, плоскостные пары скольжения быстро изнашиваются. Это приводит к потере точности установки валков клетей в очаге деформации, изменению положения оси прокатки и, как в предыдущем случае, к ухудшению качества проката.
Кроме того, устройство фиксации и удержания клетей выполнено в виде прижимных гидроцилиндров, закрепленных на постаменте под углом к опорным плоскостям и консольно корпусу клети. Такое консольно-угловое приложение усилия прижатия клетей не обеспечивает равномерного распределения этого усилия по длине опорных направляющих, что под воздействием неравномерных усилий прокатки и крутящих моментов на рабочих валках ведет к вибрациям клетей, потере точности их установки, снижению качества проката, надежности и долговечности работы оборудования стана.
Задача настоящего изобретения состоит в создании многоклетевого стана продольной прокатки, позволяющего повысить точность и качество получаемого проката, а также надежность работы и долговечность оборудования стана.
Поставленная задача достигается тем, что в многоклетевом стане продольной прокатки, содержащем ряд последовательно установленных на опорных направляющих постамента трехвалковых клетей с индивидуальным приводом вращения валков, механизм перевалки клетей и устройство фиксации и удержания клетей, включающее прижимные гидроцилиндры, согласно изобретению, трехвалковые клети снабжены транспортными катками, опорные направляющие постамента состоят из ряда последовательно установленных подъемно-опускающихся и неподвижных секций, при этом подъемно-опускающиеся секции выполнены в виде подвижных ползунов с роликами и имеющей привод от гидроцилиндра штанги с клиновыми скосами, контактирующими с роликами ползунов, а устройство для фиксации и удержания каждой клети выполнено в виде взаимодействующего с имеющейся на клети захваткой крюкового рычага с выступом и двух установленных на постаменте гидроцилиндров, один из которых соединен с крюковым рычагом, а второй шарнирно через серьгу соединен с его выступом, причем прижимные гидроцилиндры клетей расположены перпендикулярно опорным направляющим постамента.
Такое конструктивное выполнение многоклетевого стана продольной прокатки позволит повысить точность и качество получаемого проката, а также надежность работы и долговечность оборудования стана.
Это достигается за счет снабжения клетей транспортными катками, наличие которых, обеспечивая перемещение клетей с зазором относительно опорных направляющих постамента, исключает образование плоских пар скольжения между ними. При этом, трение скольжения, при перемещении клетей в рабочее положение при перевалках, заменяется трением качения, что устраняет образование и влияние абразивного износа на целостность направляющих постамента.
Базирование клетей на этих направляющих, обеспечиваемое в их рабочем положении подъемно-опускающимися секциями, позволяет достичь постоянство положения оси прокатки в вертикальной плоскости.
Точное положение оси прокатки в горизонте определяется реперными упорами, на которые базируются клети в горизонтальной плоскости. Исключение воздействия неравномерных усилий прокатки и крутящих моментов на положение оси прокатки и достижение стабильности ее положения обеспечивается устройством для фиксации и удержания, выполненным в виде крюкового рычага с выступом и двух гидроцилиндров, удерживающих клети через захватки прижатыми к реперному упору, расположенному на постаменте, и прижимными гидроцилиндрами клетей, закрепленными перпендикулярно опорным направляющим постамента.
Благодаря сохранению целостности направляющих постамента, надежного и точного базирования клетей, их фиксации и удержания относительно заданного положения оси прокатки, достигается улучшение точности и качества проката, повышается надежность работы и долговечность оборудования.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
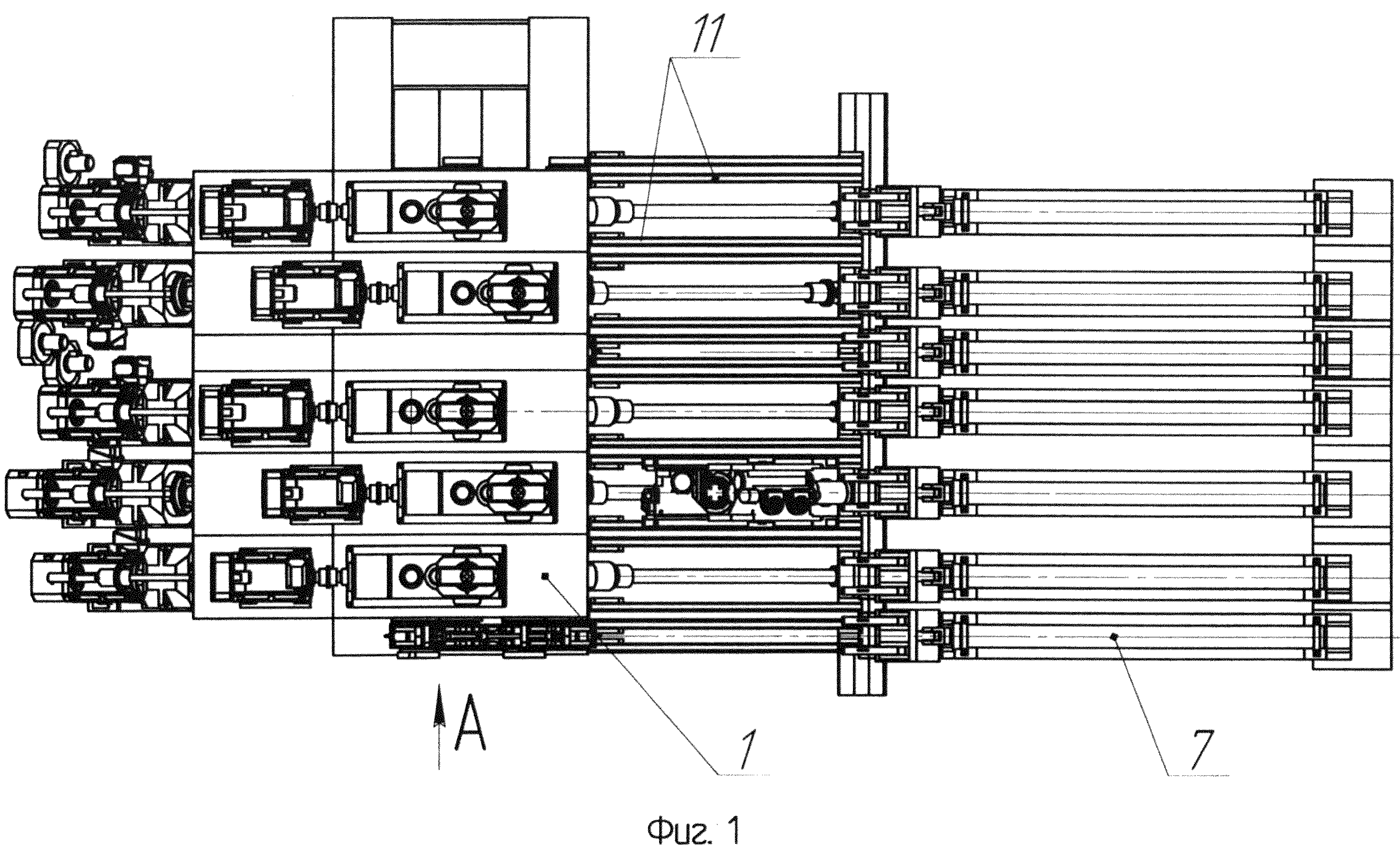
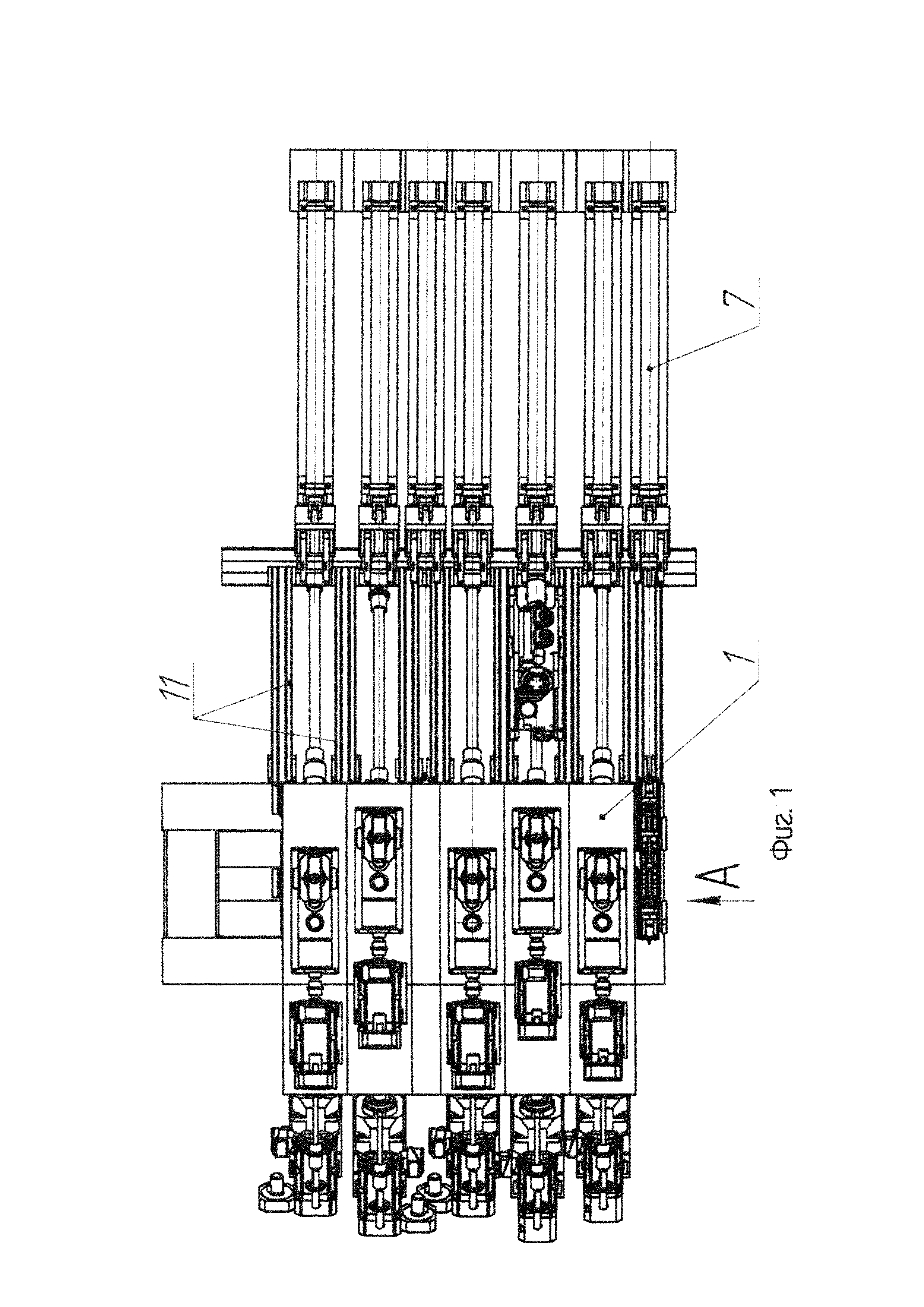
на фиг. 1 - изображен общий вид многоклетевого стана продольной прокатки в плане;
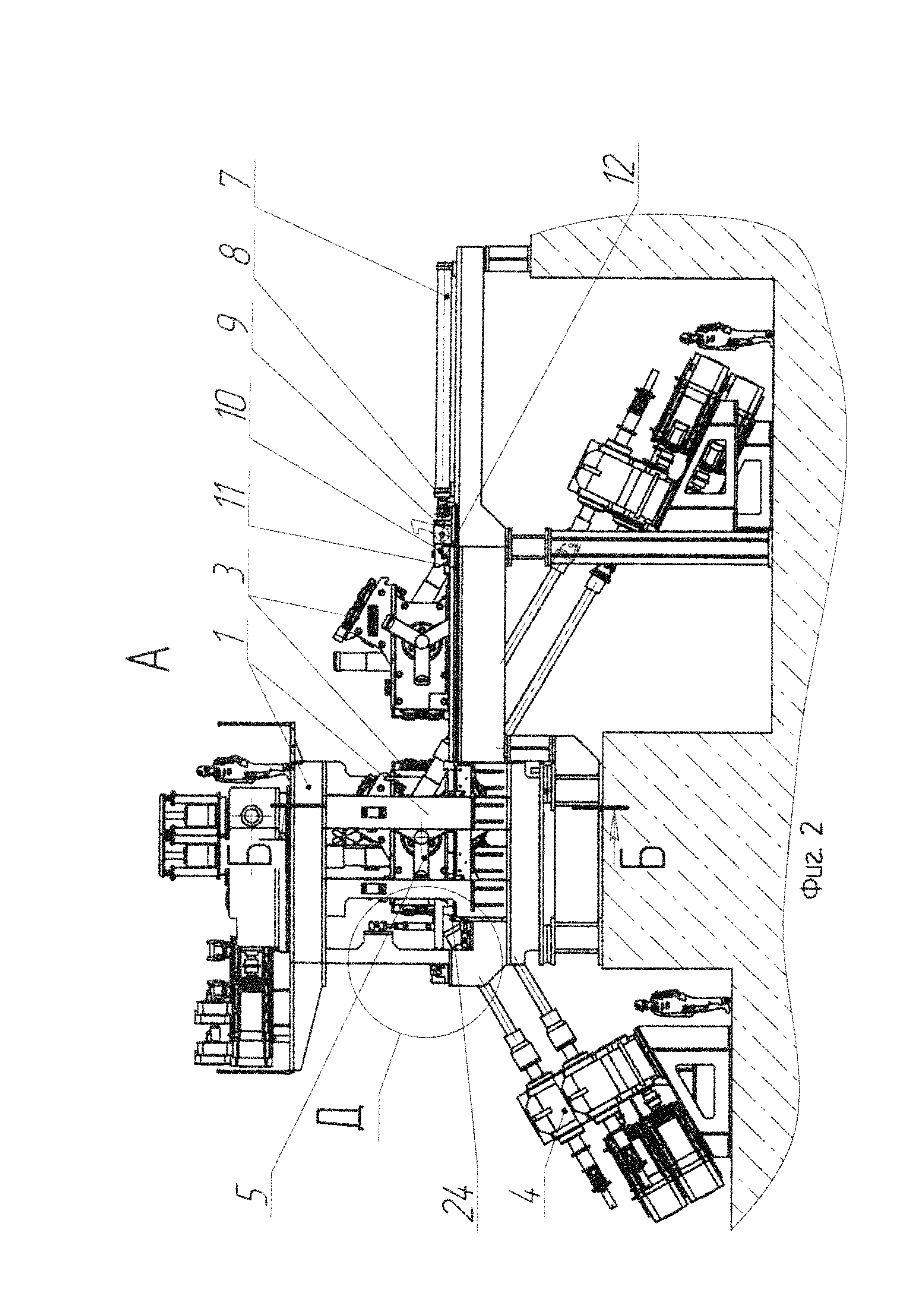
на фиг. 2 - то же, вид по стрелке А на фиг. 1;
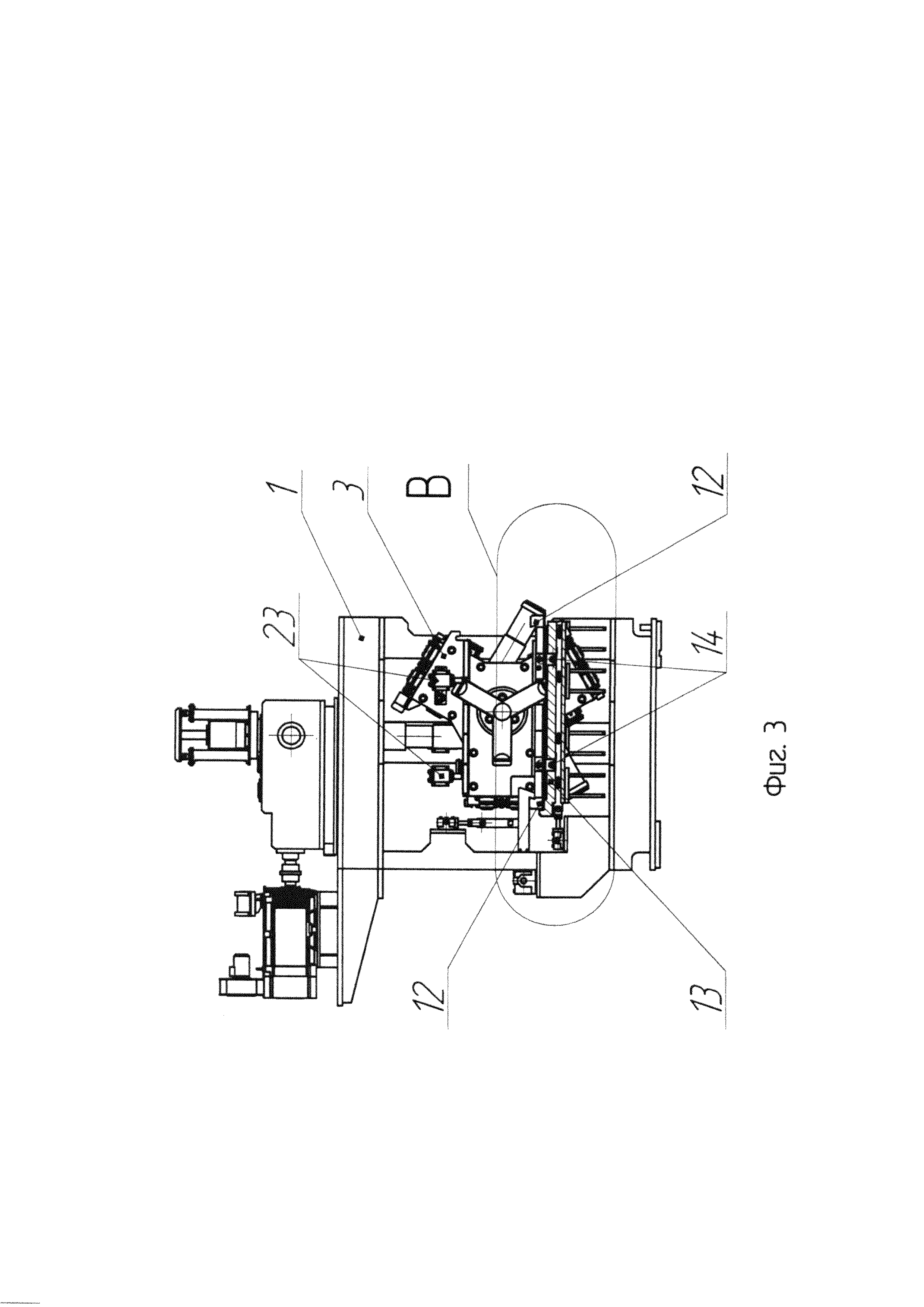
на фиг. 3 - то же, без привода валков и устройства перевалки;
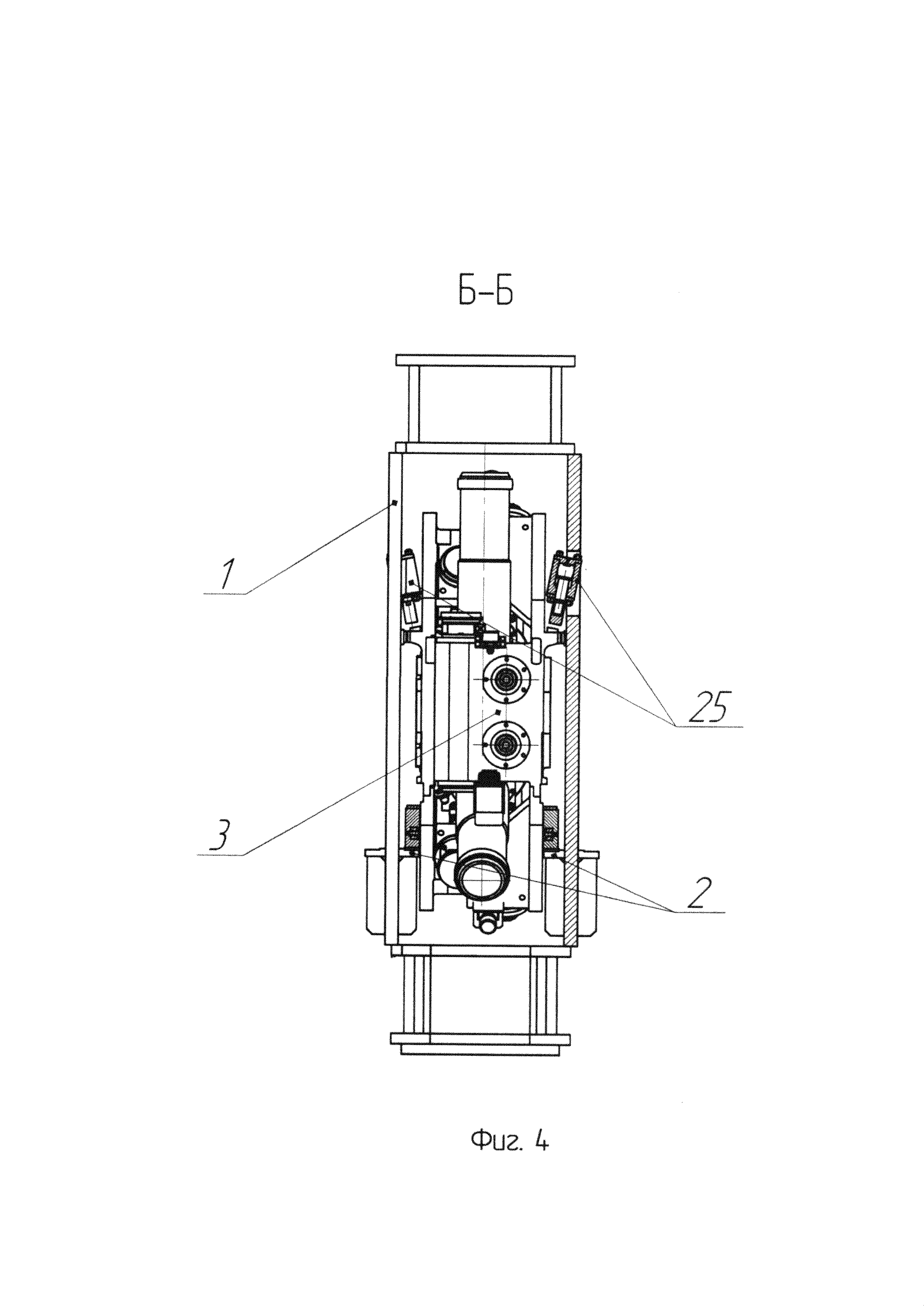
на фиг. 4 - то же, разрез Б-Б на фиг. 2;
на фиг. 5 - то же, место В на фиг. 3;
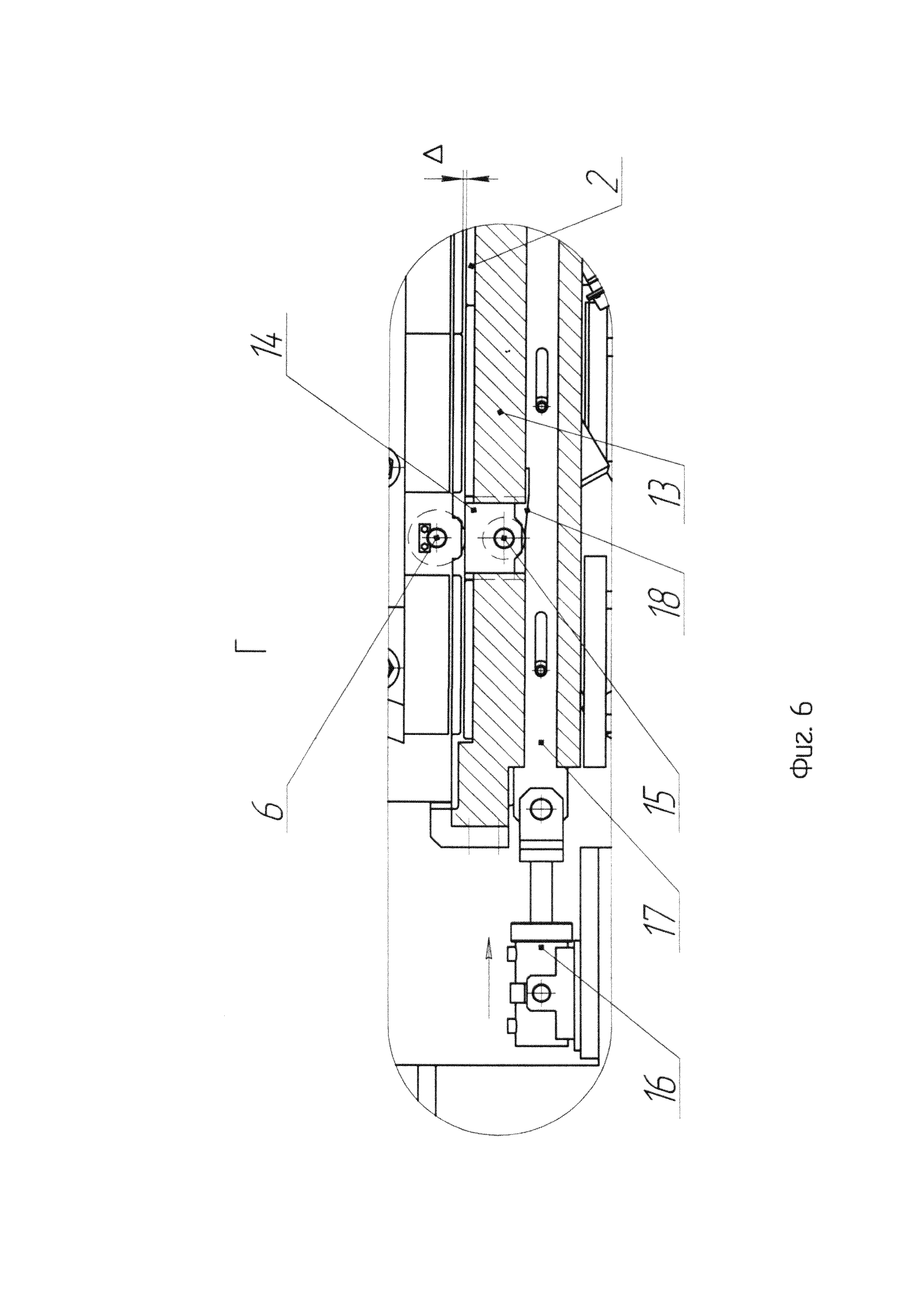
на фиг. 6 -то же, место Г на фиг. 5 в положении перемещения клетей при перевалке;
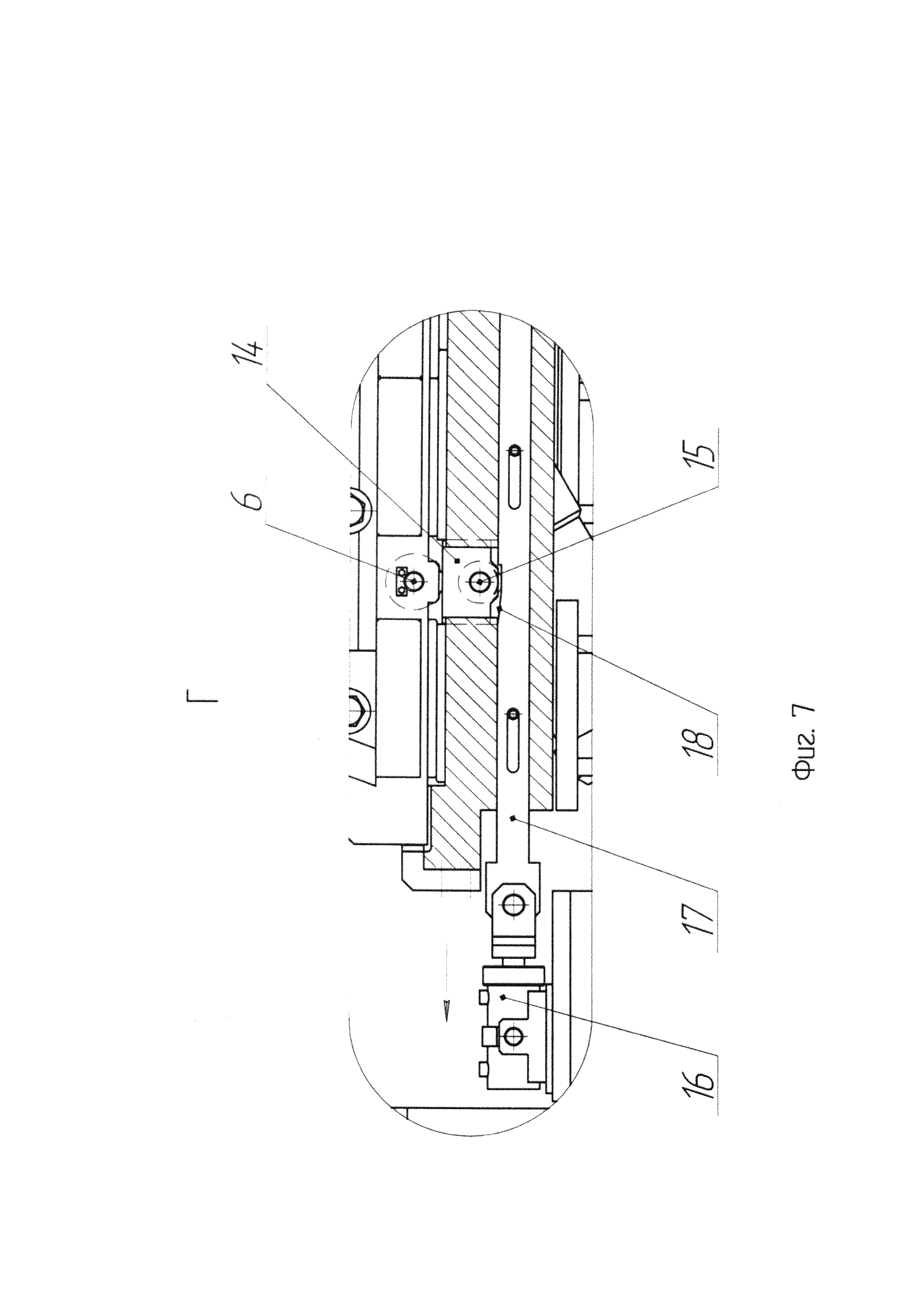
на фиг. 7 - то же, место Г на фиг. 5 в рабочем положении клетей;
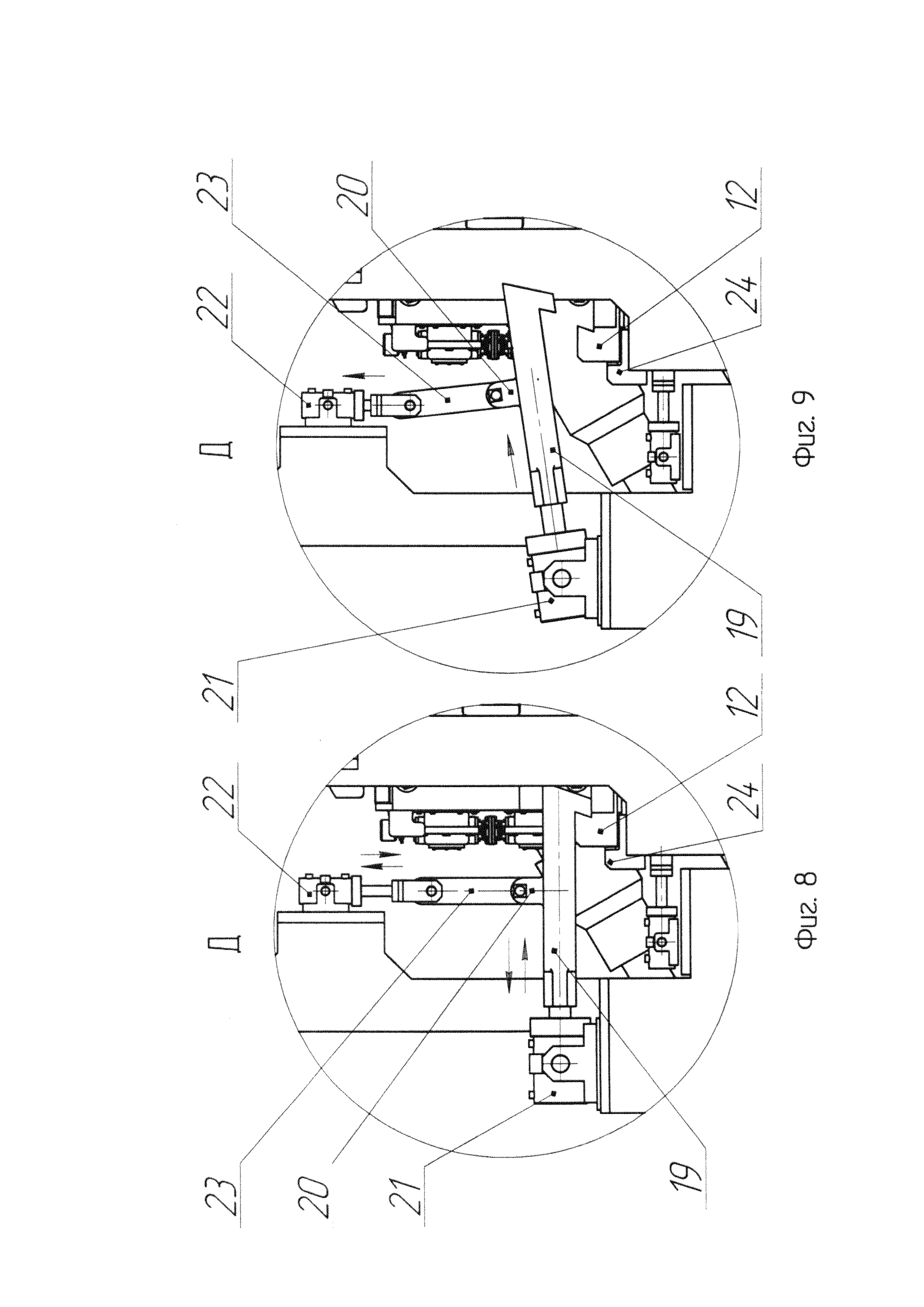
на фиг. 8 - то же, место Д на фиг. 2 в положении перемещения клетей при перевалке;
на фиг. 9 - то же, место Д на фиг. 2 в рабочем положении клетей.
Многоклетевой стан продольной прокатки содержит постамент 1, в котором на опорных направляющих 2 смонтирован ряд последовательно расположенных трехвалковых клетей 3 с индивидуальным приводом 4 вращения валков 5, и имеющих возможность перемещаться на транспортных катках 6 за габарит постамента 1 при помощи механизма перевалки. Механизм перевалки каждой клети выполнен в виде длинноходового гидроцилиндра 7, на штоке 8 которого закреплена каретка 9 с крюковым рычагом 10, и с помощью которого каретка 9 с крюковым рычагом 10 в процессе перевалки перемещается по направляющим 11 механизма перевалки. При этом гидроцилиндр 7 выполняет роль толкателя при установке клети 3 на постамент 1, ас помощью тянущего усилия гидроцилиндра 7 при контакте крюкового рычага 10 с захваткой 12 клети 3 последняя перемещается за габарит постамента 1. Поскольку клети в стане размещены с поворотом на 180°, захватки 12 имеются по обе стороны клетей.
Опорные направляющие 2 постамента 1 состоят из ряда последовательно установленных подъемно-опускающихся и неподвижных секций 13. Подъемно-опускающиеся секции выполнены в виде подвижных ползунов 14 с роликами 15 и имеющей привод от гидроцилиндра 16 штанги 17 с клиновыми скосами 18, контактирующими с роликами 15 ползунов 14.
Устройство фиксации и удержания каждой трехвалковой клети 3 выполнено в виде взаимодействующего с имеющейся на клети 3 захваткой 12 крюкового рычага 19 с выступом 20 и двух установленных на постаменте 1 гидроцилиндров 21, 22. Гидроцилиндр 21 соединен с крюковым рычагом 19, а гидроцилиндр 22 шарнирно через серьгу 23 соединен с выступом 20 крюкового рычага 19, осуществляющим прижим клети к реперным упорам 24. Кроме того устройство для фиксации и удержания клети содержит прижимные гидроцилиндры 25, которые расположены перпендикулярно опорным направляющим 2 постамента 1.
Работа на многоклетевом стане продольной прокатки осуществляется следующим образом.
Подготовленные к установке в стан трехвалковые клети 3, расположенные на направляющих 11 механизма перевалки, толкающим действием гидроцилиндров 7 начинают перемещаться по опорным направляющим 2 постамента 1. Смонтированные на транспортных катках 6 клети 3 приподняты над опорными направляющими 2 на величину зазора Δ, это перемещение носит характер качения. Для обеспечения плавности и равномерности движения клетей 3 по опорным направляющим 2 постамента 1 ползуны 14 подъемно-опускающихся секций подняты приводом их движения от гидроцилиндра 16 через штангу 17 с клиновыми скосами 18 в крайнее верхнее положение и образуют с неподвижными секциями 13 ровную поверхность. Крюковые рычаги 19 с выступом 20 устройства фиксации и удержания клетей 3 находятся в верхнем и выдвинутом положении, а штоки прижимных гидроцилиндров 25 втянуты.
При достижении в процессе движения клетей 3 реперных упоров 24, гидроцилиндры 7 механизма перевалки отводятся в исходное положение. Ползуны 14 с роликами 15 подъемно-опускающихся секций действием гидроцилиндров 16 через штанги 17 с клиновыми скосами 18 перемещаются в крайнее нижнее положение, опуская на опорные направляющие 2 контактирующие с ними через транспортные катки 6 клети 3 в рабочее положение. Далее действием гидроцилиндров 22 крюковые рычаги 19 с выступом 20 устройства фиксации и удержания опускаются. Перемещением от гидроцилиндров 21 крюковые рычаги 19 с выступом 20 вводятся в контакт с захватками 12 клетей 3 и прижимают их к реперным упорам 24. Прижатие клетей 3 к опорным направляющим 2 обеспечивается действием прижимных гидроцилиндров 25. Затем подключаются индивидуальные приводы 4 вращения валков 5 трехвалковых клетей 3.
После выполнения обозначенного перечня действий стан готов к работе.
Перевод стана из рабочего положения в положение готовности к замене клетей (перевалке) осуществляется в обратной последовательности. Индивидуальные приводы 4 вращения валков 5 трехвалковых клетей 3 отключаются. Прижимные гидроцилиндры 25 выводятся из контакта с клетями 3. Крюковые рычаги 19 с выступом 20 освобождают захватки 12 клетей от удержания. Ползуны 14 с роликами 15 подъемно-опускающихся секций поднимают клети 3 над опорными направляющими 2. Гидроцилиндры 7 механизма перевалки крюковыми рычагами 10 вводятся в контакт с захватками 12 клетей 3 и тянущим действием перемещают их за габарит постамента 1. Стан готов к перевалке.
Предложенный многоклетевой стан продольной прокатки по сравнению с известными позволит повысить точность и качество получаемого проката, надежность работы и долговечность оборудования.
Многоклетевой стан продольной прокатки, содержащий ряд последовательно установленных на опорных направляющих постамента трехвалковых клетей с индивидуальным приводом вращения валков, механизм перевалки клетей и устройство фиксации и удержания клетей, включающее прижимные гидроцилиндры, отличающийся тем, что трехвалковые клети снабжены транспортными катками, опорные направляющие постамента состоят из ряда последовательно установленных подъемно-опускающихся и неподвижных секций, при этом подъемно-опускающиеся секции выполнены в виде подвижных ползунов с роликами и приводной от гидроцилиндра штанги с клиновыми скосами, контактирующими с роликами ползунов, при этом устройство для фиксации и удержания каждой клети выполнено в виде взаимодействующего с имеющейся на клети захваткой крюкового рычага с выступом и двух установленных на постаменте гидроцилиндров, один из которых соединен с крюковым рычагом, а второй шарнирно через серьгу соединен с его выступом, причем прижимные гидроцилиндры клетей расположены перпендикулярно опорным направляющим постамента.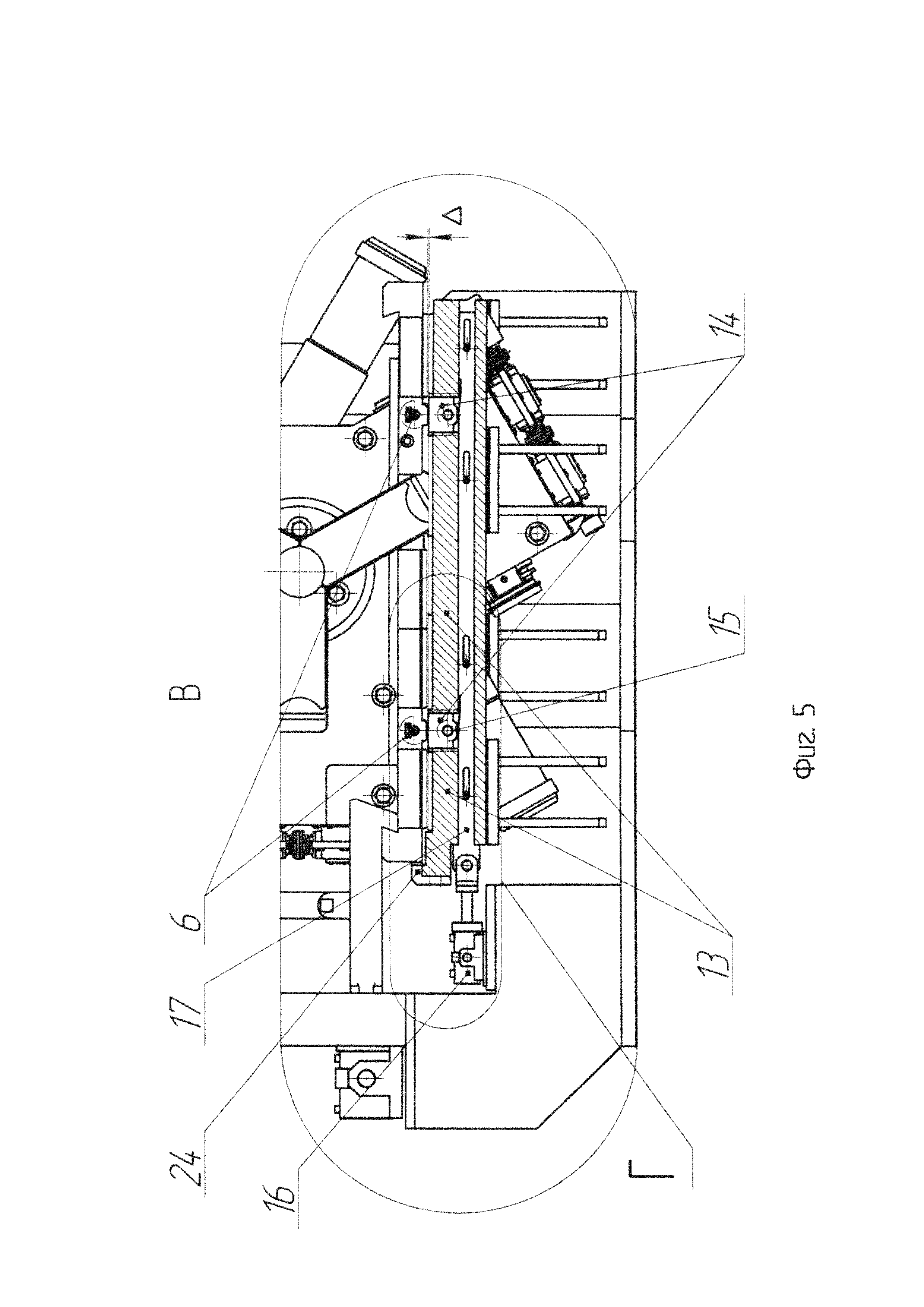
Стан холодной прокатки труб
Трехвалковая клеть стана холодной прокатки труб
Рабочая клеть стана холодной прокатки труб
Стан холодной прокатки труб
Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки
Стан для сборки и сварки прямошовных труб из двух полуцилиндров
Устройство для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб
Технологический инструмент трехвалкового стана поперечно-винтовой прокатки
Способ раскатки гильзы в трубу

