Результат интеллектуальной деятельности: Способ электрохимического удаления покрытия
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для удаления нерастворимого в электролитах твердого алмазоподобного материала антифрикционного покрытия стальных деталей, например, деталей топливной аппаратуры современных дизельных двигателей.
Иногда при осуществлении твердого антифрикционного покрытия таких деталей появляется брак в виде недостаточно равномерного слоя покрытия, несоответствующего внешнего вида, недостаточной толщины покрытия, наличия непокрытых участков, слабой адгезии покрытия к подложке и других погрешностей. В этом случае покрытия стремятся удалить, чтобы восстановить первоначальное состояние подложки и подготовить ее к повторному нанесению покрытия. Особенно это касается высокоточных деталей, например, деталей топливной аппаратуры дизельных двигателей, изготовление которых связано с большими материальными и трудовыми затратами.
Известен способ электрохимического удаления никелевого покрытия со стальных изделий, включающий обработку в нитратоаммонийном электролите переменным током с наложением постоянного тока в соотношении (2-10):1, при плотности переменного тока 2-15 А/кв.дм и рН электролита 7-9 (SU 1807099 A1 C25F 5/00, опубл. 07.04.93). Недостатком данного способа являются его ограниченные возможности, так как он предназначен только для удаления никелевых покрытий.
Известен способ электрохимического удаления напыленных покрытий, включающий обработку в электролите, содержащем азотнокислый натрий, отличающийся тем, что, с целью расширения технологических возможностей электролита путем обработки многослойных покрытий, включающих медь, никель, хром и ванадий, с нержавеющей стали, обработку ведут при (20±5)°С при анодной плотности тока 1-3 А/дм2 с катодами из нержавеющей стали в электролите, содержащем 125-150 г/л азотнокислого натрия (RU 2058440 С1 МПК C25F 5/00, опубл. 20.04.1996 г).
Недостатком данного способа является ограниченные технологические возможности, так как он предназначен только для удаления только металлических покрытий.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ электрохимического удаления покрытия, включающем электрохимическую обработку изделия в электролите, содержащем неорганическую кислоту из группы азотная, серная или фосфорная (RU 2211261 С2, МПК C25F 5/00, опубл. 27.08.2003 - прототип). Способ предназначен для удаления с поверхности изделия алюминидного покрытия на основе никеля, электрохимическую обработку ведут в режиме микродугового оксидирования и растворения при плотности тока 50-100 А/дм2 при концентрации раствора неорганической кислоты в воде в пределах от 1% до 12%, а нерастворимые в электролите продукты электрохимической обработки удаляют с поверхности изделия путем механической обработки.
Недостатком данного способа являются его ограниченные технологические возможности, так как он не обеспечивает удаление с поверхности детали покрытия, не растворимого в неорганической кислоте, типа твердого алмазоподобного износостойкого покрытия, а высокая концентрация раствора неорганической кислоты вызывает образование на поверхности стальной детали темной окисной пленки.
Задачей изобретения является обеспечение возможности удаления с поверхности стальной детали дефектных слоев твердого алмазоподобного износостойкого покрытия без образования на поверхности детали темной окисной пленки.
Техническим результатом изобретения является подготовка детали к повторному нанесению покрытия.
Поставленная задача достигается тем, что в известном способе электрохимического удаления покрытия, включающем электрохимическую обработку изделия в электролите, содержащем неорганическую кислоту из группы азотная, серная или фосфорная, обработку ведут при объемной концентрации раствора неорганической кислоты в воде не выше 0,2% при электрическом напряжении до 12 В.
Так как концентрация раствора неорганической кислоты в воде не превышает 0,2%, а электрическое напряжение составляет до 12 В, то электролит в процессе обработки проникает через поры покрытия к стальной подложке и осуществляет травление ее металлической поверхности. В результате этого адгезионные связи покрытия с подложкой ослабляются и материал покрытия осыпается. Более высокие значения концентрация раствора неорганической кислоты в воде и электрического напряжения вызывают образование в зоне адгезии покрытия с металлической подложкой окисной пленки, которая препятствует дальнейшему проникновению электролита в зону адгезии, в результате чего процесс удаления покрытия останавливается, а деталь покрывается темной окисной пленкой, препятствующей повторному нанесению покрытия.
Сущность изобретения поясняется рисунком. На фиг. изображена схема осуществления способа электрохимического удаления покрытия
На фиг. используются следующие обозначения:
1. Ванна. 2. Электролит. 3. Металлическая пластина. 4. Деталь.
В ванну 1, заполненную электролитом 2 опускают металлическую пластину 3, используемую в качестве катода, и деталь 4, используемую в качестве анода. Деталь 1 изготовлена из конструкционной стали и имеет на одной из поверхностей твердое антифрикционное покрытие толщиной 1-2 мкм, выполненное из алмазоподобного материала на основе графита. Покрытие следует удалить в виду наличия недопустимых дефектов. Металлическую пластину 3 изготавливают из свинца, меди или стали. В качестве электролита используют раствор неорганической кислоты из группы азотная, серная или фосфорная в объемной концентрации до 0,2%. К металлической пластине 3 и детали 4 подключают электрическое напряжение величиной до 12 В.
В процессе электрохимической обработки электролит 2 проникает через поры покрытия к металлической подложке детали 4 и растворяет ее. В результате этого адгезионные связи между покрытием и подложкой детали 4 ослабевают, и покрытие осыпается. Процесс обработки прекращается после полного удаления покрытия с поверхности детали 4. Так как концентрация электролита 2 не превышает 0,2 %, а электрическое напряжение, подаваемое на металлическую пластину 3 и деталь 4, не превышает 12 В, то на детали 4 после обработки отсутствуют следы окислов и она готова к повторному нанесению покрытия.
Пример практического использования предлагаемого способа. На рабочую поверхность деталей "Корпус клапана", изготовленных из стали ШХ 15 ГОСТ 801-78, нанесено алмазоподобное твердое антифрикционное покрытие, которое имело дефекты в виде отдельных непокрытых участков. Требовалось удалить покрытие для его повторного нанесения. Для удаления покрытия использовали раствор азотной кислоты в воде, концентрация которой по объему изменялась от 0,1% до 0,5%. В качестве катода использовали свинцовую пластину. Для осуществления процесса электрохимического удаления покрытия с детали использовании источник постоянного тока, напряжение которого изменялось от 6 В до 20 В.
В результате испытания было установлено, что при увеличении электрического напряжения выше 12 В и повышении концентрации раствора азотной кислоты в воде выше 0,2 % время, необходимое для удаления покрытия, резко возрастало, а при концентрации раствора выше 0,4-0,5 % процентов процесс удаления покрытия полностью останавливался. К тому же на деталях появлялся серый налет окисной пленки, который делал деталь непригодной к дальнейшему использованию. На качество обработки, определяемое степенью удаления покрытия и отсутствием на детали темной окисной пленки, наибольшее влияние оказывало время обработки. Электрическое напряжение в пределах от 6 В до 12 В и концентрация раствора азотной кислоты в пределах от 0,1% до 0,2% оказывали на качество обработки значительно меньшее влияние. При электрическом напряжении 12 В и концентрации раствора азотной кислоты в воде 0,1% максимальное потребное время обработки для всех испытываемых деталей составило 2 мин.
Таким образом, предлагаемый способ решает поставленную задачу обеспечение возможности удаления с поверхности стальной детали дефектных слоев твердого алмазоподобного износостойкого покрытия без образования на поверхности детали темной окисной пленки. Тем самым обеспечивается подготовка детали к повторному нанесению покрытия.
Способ электрохимического удаления алмазоподобного покрытия, включающий электрохимическую обработку изделия в электролите, содержащем неорганическую кислоту из группы, включающей азотную, серную или фосфорную кислоту, и воду, отличающийся тем, что обработку ведут при объемной концентрации раствора неорганической кислоты в воде не выше 0,2 % при электрическом напряжении до 12 В.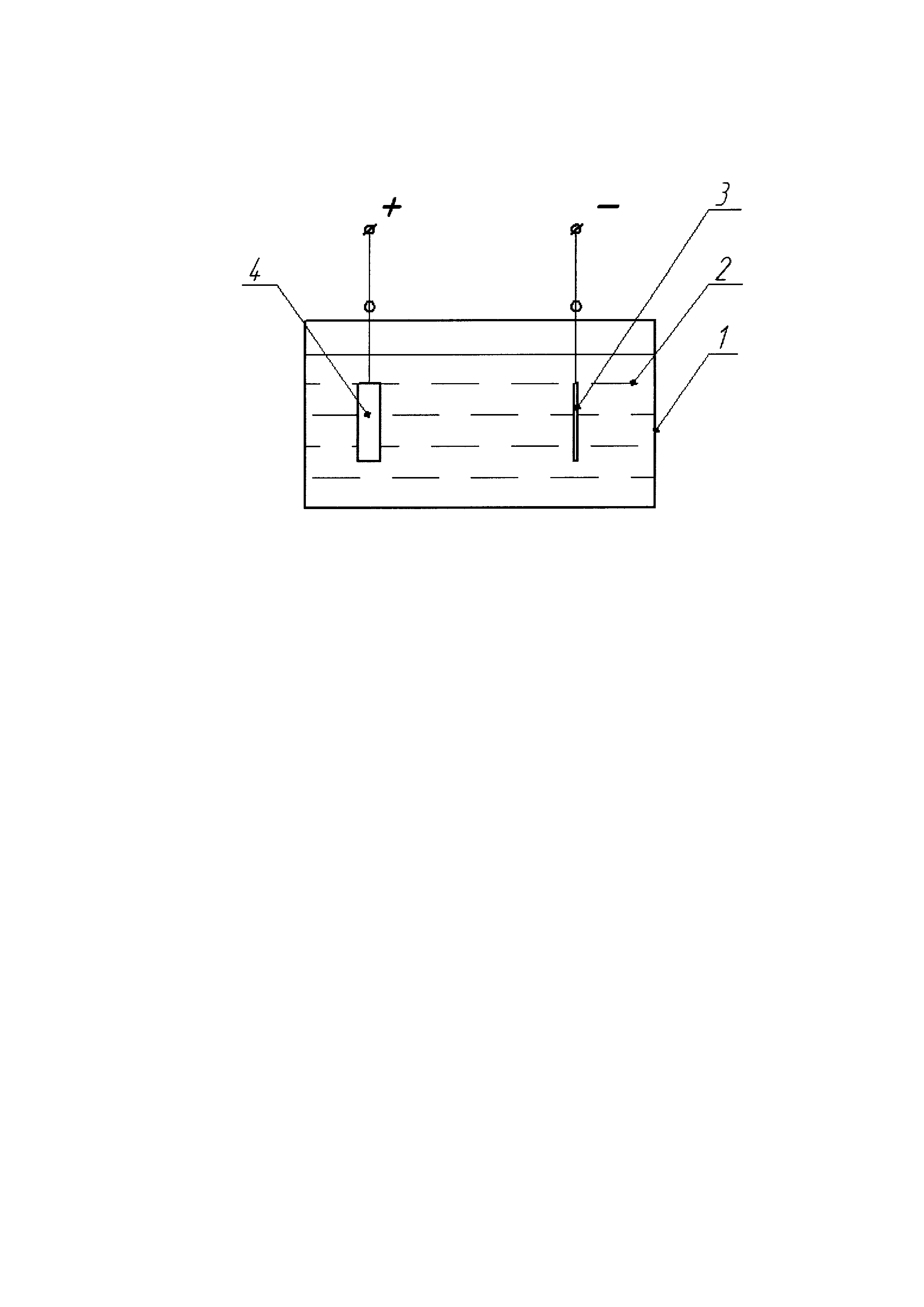
Способ релаксации остаточных напряжений
Шариковый упорно-радиальный подшипник
Способ растачивания цилиндрических отверстий деталей
Способ шлифования
Способ повышения маслоемкости шарикоподшипника
Устройство для абразивной обработки
Способ нанесения покрытия
Упорно-радиальный подшипник качения
Шариковый подшипник
Способ стабилизации параметров шарикоподшипника
Способ релаксации остаточных напряжений
Шариковый упорно-радиальный подшипник
Способ растачивания цилиндрических отверстий деталей
Способ шлифования
Способ повышения маслоемкости шарикоподшипника
Устройство для абразивной обработки
Способ нанесения покрытия
Упорно-радиальный подшипник качения
Шариковый подшипник
Способ стабилизации параметров шарикоподшипника

