Результат интеллектуальной деятельности: Устройство для штамповки полых изделий с наружным фланцем
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к получению полых деталей закрытой объемной штамповкой, изотермической штамповкой.
Известен «Способ штамповки полых изделий с наружным фланцем» по А.С. SU №1669630, МПК8 В21К 21/08, опубл. 15.08.91, бюл. №30, в котором используется устройство для комбинированного выдавливания заготовки, содержащее неподвижную и подвижную матрицы, которые при смыкании в процессе штамповки образуют полость штампа, включающую фланцевую полость. В устройстве предварительно поперечным выдавливанием набирают металл во фланец с постоянным увеличением его толщины и одновременно деформируют центральную часть заготовки, а затем производят окончательное формообразование фланца изделия закрытой осадкой с одновременным обратным выдавливанием центральной полости изделия.
Недостатком данного устройства является то, что в процессе формоизменения заготовки комбинированным выдавливанием внутри полости изделия образуется перемычка, которую необходимо удалять на последующих операциях. В результате этого увеличивается трудоемкость и отход металла.
Известно устройство по патенту RU №2660472, МПК8 В21К 21/00; B21J 13/02, опубл. 06.07.2018, бюл. №19 «Способ выдавливания деталей типа стакан и устройство для его осуществления», принятый за прототип, которое для выдавливания детали типа стакан содержит нижнюю плиту, на которой закреплен корпус и контрпуансон, смонтированную в корпусе с возможностью перемещения матрицу, выполненную со ступенчатой полостью, и установленные с возможностью перемещения верхнюю плиту с пуансоном и подпружиненную траверсу с упором, имеющим возможность контакта с матрицей, при этом ступенчатая полость матрицы выполнена расширяющейся в направлении пуансона, причем устройство снабжено матрицедержателем с основанием, расположенным в корпусе под матрицей на пружинах, и второй матрицей, установленной на основании в матрицедержателе с возможностью бокового перемещения и фиксации в рабочем положении и подпружиненной относительно корпуса, при этом корпус выполнен с окном для перемещения второй матрицы, размер поперечного сечения ступенчатой полости матрицы со стороны пуансона превышает размер поперечного сечения со стороны контрпуансона в 1,2÷2 раза, а расстояние от меньшего поперечного сечения ступенчатой полости матрицы до рабочего торца пуансона в момент соприкосновения упора с матрицей равно (0,5÷2) от диаметра цилиндрической заготовки.
Недостатком устройства является то, что в нем нельзя получать полые детали с фланцем на наружной поверхности.
Задачей предлагаемого изобретения является расширение технологических возможностей при получении полых изделий с наружным фланцем, уменьшение отхода металла и снижение трудоемкости.
Для решения поставленной задачи предлагается устройство для штамповки полых деталей с наружным фланцем содержащее установленную на стойках подпружиненную траверсу с упором, верхнюю плиту с пуансонодержателем и пуансоном, нижнюю плиту, пуансонодержатель, контрпуансон, для одновременного деформирования двух заготовок выдвижную матрицу и матрицу, выполненную со ступенчатой полостью с коническим участком расширяющемся в направлении пуансона, вторую матрицу с возможностью бокового перемещения и фиксации в рабочем положении, при этом размер поперечного сечения ступенчатой полости матрицы со стороны пуансона превышает размер поперечного сечения со стороны контрпуансона в 1,2÷2 раза, а расстояние от меньшего поперечного сечения ступенчатой полости матрицы до рабочего торца пуансона в момент соприкосновения матриц равно (0,5÷2) от диаметра цилиндрической заготовки, в котором на нижней плите запрессованы направляющие колонки с упорами, на которых установлена подпружиненная промежуточная плита с возможностью перемещения до упоров, с закрепленными на ней соосно выдвижной матрицей и матрицей со ступенчатой полостью и конусным участком, при чем на направляющих колонках установлены специальные винты с подпружиненной траверсой, на которой имеется верхняя матрица с рабочей полостью ориентированной в направлении матриц, расположенных на промежуточной плите, кроме того при изотермической штамповке в устройстве отдельно на промежуточной плите и траверсе установлены теплоизолирующие прокладки, теплоизолирующие кожухи и нагревательные элементы.
На фиг. 1 приведено устройство в исходном положении (фиг. 1);
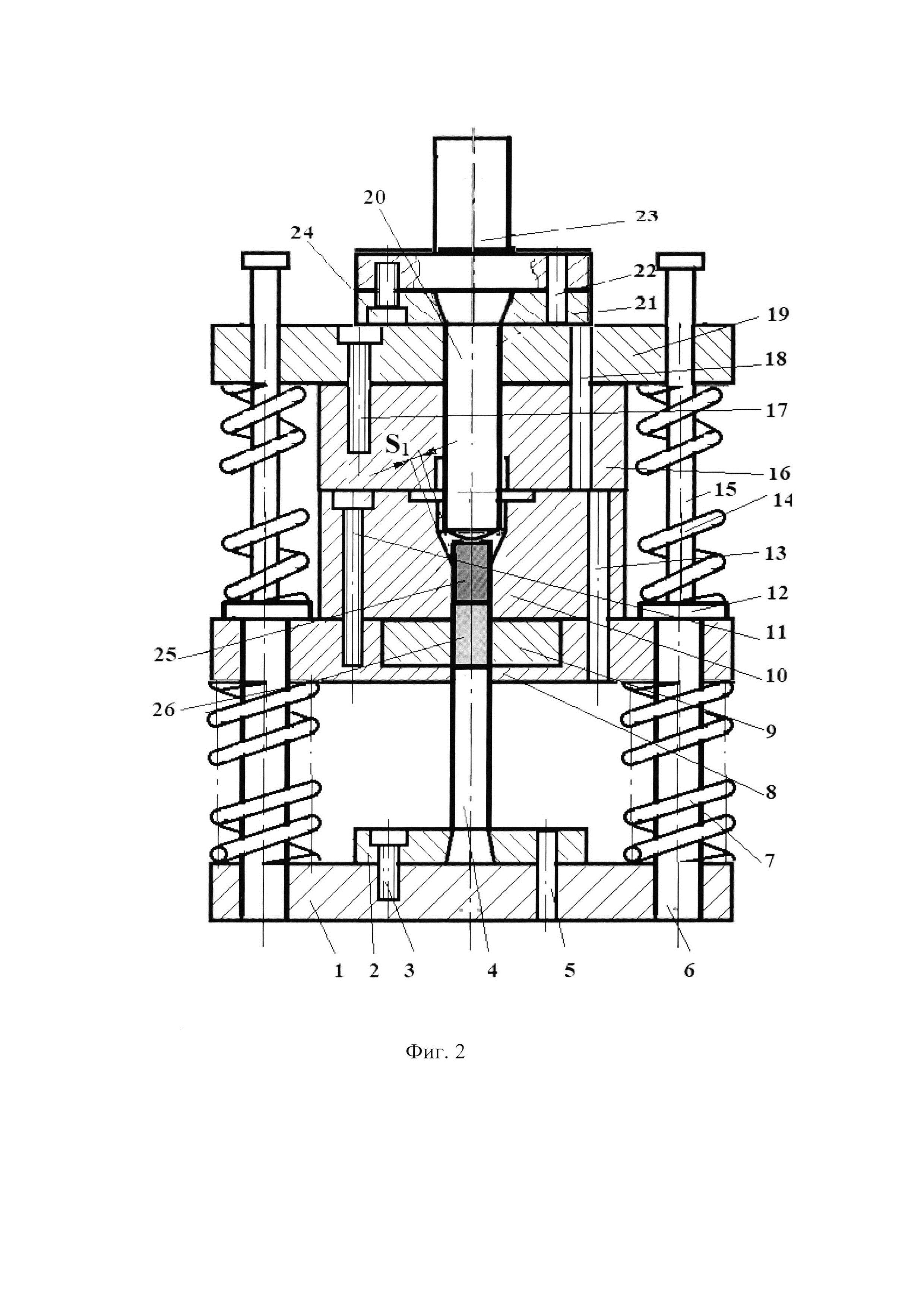
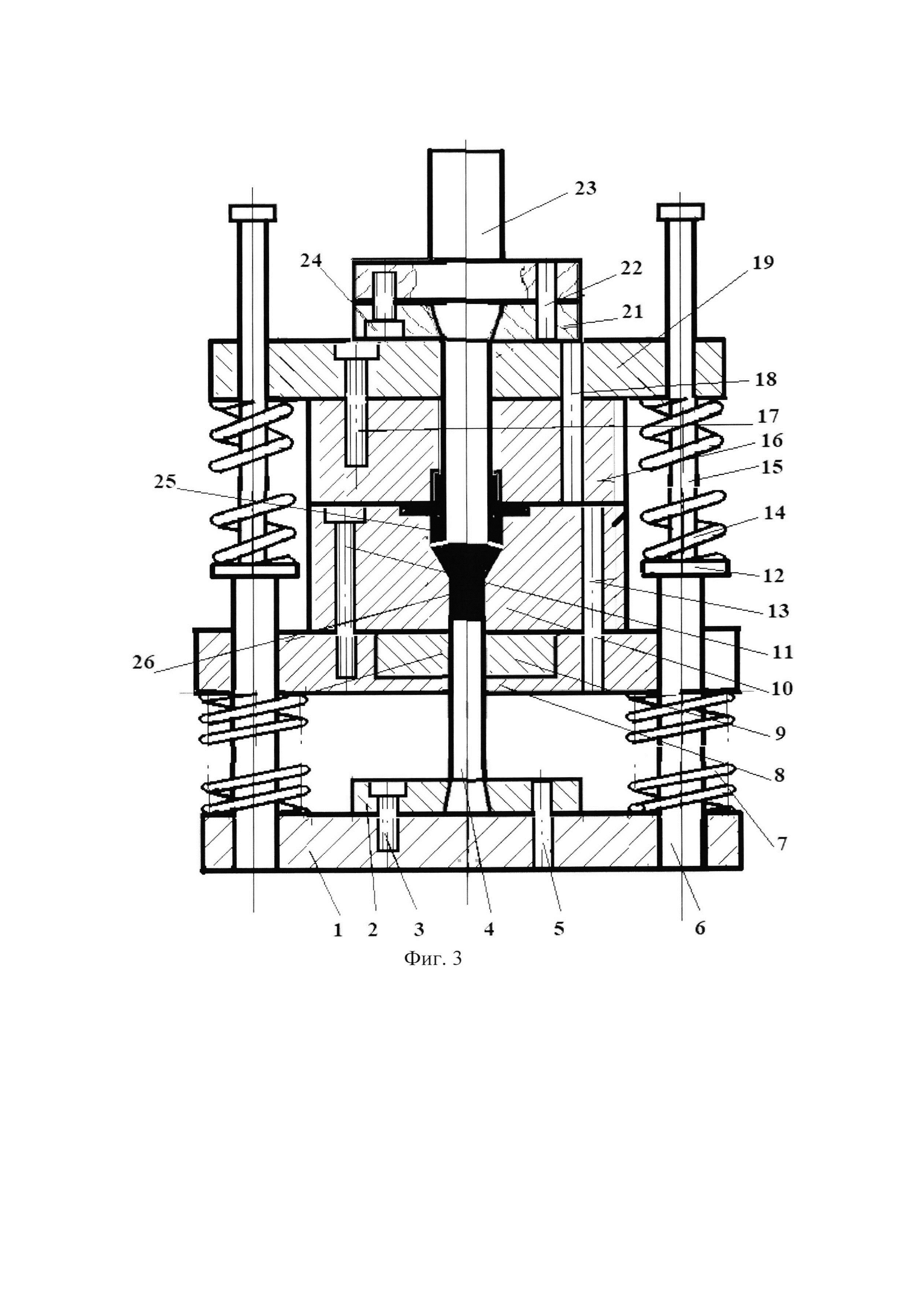
На фиг. 2 - устройство в момент образования замкнутой рабочей полости; На фиг. 3 - устройство в момент закрытой осадки и радиального выдавливания при получении наружного фланца; На фиг. 4 приведена схема перемещения выдвижной матрицы устройства; На фиг. 5 приведено устройство для изотермической штамповки в исходном положении (фиг. 5, а) и в момент начала формоизменения заготовок (фиг. 5, б).
Устройство для осуществления способа выдавливания деталей типа стакан состоит из (фиг. 1) нижней плиты 1, на которой закреплен винтами 3 и штифтами 5 пуансонодержатель 2, контрпуансон 4. На нижней поите 1 запрессованы направляющие колонки 6, на которых установлены пружины 7 и промежуточная плита 8, на которой базируется выдвижная матрица 9, а также матрица 10, закрепленная винтами 11 и штифтами 13. На направляющих колонках 6 расположены упоры 12, а также специальные винты 15, с пружинами 14. Специальные винты 15 являются направляющими, по которым перемещается траверса 19. На траверсе 19 винтами 17 и штифтами 18 закреплена верхняя матрица 16. На хвостовике 23 закреплен винтами 24 и штифтами 22 пуансонодержатель 21 с пуансоном 20. Для перемещения выдвижной матрицы 9 (фиг. 4) используется ручка 27, соединенная с матрицей 10 пружиной 28. В выдвижной матрице 9 находится заготовка 26, а в матрице 10 заготовка 25. Для изотермической штамповки в устройстве (фиг. 5) установлены теплоизолирующая прокладка 29 для теплоизоляции верхней матрицы 16 и траверсы 19. На траверсе 19 в теплоизолирующем кожухе 31 помещены нагревательные элементы 30. На промежуточной плите 8 закреплен теплоизолирующий кожух 32 и нагревательные элементы 33. Между промежуточной плитой 8 и матрицей 10 расположена теплоизолирующая прокладка 34.
Устройство работает следующим образом. В исходном положении (фиг. 1) пуансон 20 с пуансонодержателем 21 находятся в верхнем положении, при этом траверса 19 и верхняя матрица 16 под действием упругих элементов 14 также находится в верхнем положении, контактируя с головками специальных винтов 15. Между верхней матрицей 16 и матрицей 10 имеется зазор, который позволяет загрузить в полость матрицы 10 две цилиндрические заготовки 25 и 26. При этом промежуточная плита 8, на которой расположена матрица 10 под действием упругих элементов 7 контактирует с упорами 12 направляющих колонок 6. При рабочем ходе пуансон 20 с пуансонодержателем 21, соприкасается с траверсой 19, перемещает вниз верхнюю матрицу 16 до соприкосновения с матрицей 10 (фиг. 2). В этот момент пуансон 20 занимает требуемое положение в полости матрицы 10, с образованием зазора Si, который не будет изменяться при дальнейшем рабочем ходе. Перемещают промежуточную плиту 8 вниз. Заготовки 25 и 26 под действием контрпуансона 4 перемещают относительно полости матрицы 10. Далее, при контакте пуансона 20 с заготовкой 25 производят ее осадку, открытую прошивку и после заполнения полости матрицы 10 металлом, обратное выдавливание с получением полуфабриката с толщиной стенки S1 (фиг. 3). Причем это формоизменение происходит под воздействием на заготовку 25 материала заготовки 26, которая находится в контакте с контрпуансоном 4. Совместное пластическое формоизменение одновременно двух заготовок 25 и 26 (фиг. 3) позволяет устранить существенный рост удельных давлений на инструмент на заключительном этапе деформирования с получением детали типа втулка со сквозной полостью. При дальнейшем перемещении верхнего инструмента заготовка 26 воздействует на заготовку 25 и осуществляет закрытую осадку заготовки 25, а также радиальное выдавливание металла с формированием фланца на наружной поверхности. После формоизменения одновременно двух заготовок 25 и 26 при обратном ходе ползуна пресса, деталь 25 опирается в поверхность верхней матрицы 16, снимается с пуансона 20 и удаляется из устройства. В полости матрицы 10 остается полуфабрикат заготовки 25. Промежуточная плита 8 под действием упругих элементов 7 занимает верхнее исходное положение (фиг. 1), при этом в полости матрицы 10 будет находиться полуфабрикат продеформированной заготовки 26, тогда как полость выдвижной матрицы 9 будет свободна от заготовки. С использованием ручки 27 выдвижную матрицу 9 перемещают (фиг. 4, б) в крайнее положение. В полость выдвижной матрицы 9 укладывают новую заготовку 26 и под действием пружины 28, матрицу 9 устанавливают в рабочее положение (фиг. 4, а). Далее при рабочем ходе ползуна пресса происходит одновременно формоизменение двух заготовок и т.д.
При изотермической штамповке (фиг. 5, а) устройство работает следующим образом. В полость матрицы 10 и выдвижной матрицы 9 укладывают две заготовки 25 и 26. Причем для предотвращения явления налипания или сваривания заготовки в зависимости от вида материала фосфатируют, цианируют и т.д. Включают пресс и производят перемещение пуансона 20 с пуансонодержателем 21, который воздействуя на траверсу 19, опускает ее вместе с верхней матрицей 16 до соприкосновения с матрицей 10. Рабочий ход прекращают в положении приведенном на (фиг. 5, б). При этом теплоизолирующие кожухи 31 и 32 образуют замкнутую полость. Включают нагревательные элементы, которыми могут быть, например, индукторы и производят нагрев до требуемой температуры. После нагрева включают пресс и осуществляют изотермическую штамповку заготовок 25 и 26, аналогично описанному выше без образования перемычки.
Компенсационный акселерометр
Способ получения оболочек из листовых заготовок квадратной формы
Автоматизированное устройство для очистки бытовых сточных вод
Композиционная сырьевая смесь для изготовления дорожных покрытий
Устройство для вытяжки оболочек из листовых заготовок квадратной формы
Устройство для получения рифлей ромбовидной формы на наружной поверхности оболочки
Способ получения рифлей ромбовидной формы на наружной поверхности оболочки
Гидромеханическая передача транспортного средства
Устройство для использования энергии избыточного воздушного теплового потока от силового трансформатора
Гидромеханическая передача
Способ получения оболочек из листовых заготовок квадратной формы
Устройство для вытяжки оболочек из листовых заготовок квадратной формы
Устройство для получения рифлей ромбовидной формы на наружной поверхности оболочки
Способ получения рифлей ромбовидной формы на наружной поверхности оболочки
Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств
Устройство для получения рифлений на внутренней поверхности цилиндрической оболочки
Устройство для получения оболочки с переменной толщиной стенки по периметру

