Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ СПЛАВА ЗОЛОТА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления проволоки литейного сплава 8-11-каратного золота с начальным диаметром менее или равном 20 мм для получения проволоки с конечным диаметром между начальным диаметром отливки и 0,1 мм.
Изобретение относится к области металлургии сплавов для часовой и ювелирной промышленности.
Уровень техники
На рынке существуют два основных сорта сплавов серого золота: сплавы, в которых отбеливающим золото металлом является никель, и те, в которых этот металл представляет собой палладий.
Хотя реже используемые в ювелирной промышленности из-за их аллергенных свойств, никелевые сплавы по-прежнему могут быть использованы в часовой промышленности для компонентов, которые никогда не контактируют с кожей. Кроме того, низкая стоимость материала никеля по сравнению с палладием делает такие сплавы преимущественными для этих применений в часах.
Однако каждый из этих сплавов золота имеет свои недостатки.
Действительно, хотя эти золото-никелевые сплавы обладают очень низкой цветностью, что делает их очень привлекательными за счет их относительной белизны, они могут иметь только один режим формования - литье по выплавляемым моделям - так как в отожженном состоянии они имеют высокую твердость, как правило, более 260 HV для 18-каратного сплава золота с 21% масс, никеля. Эта твердость означает, что затруднена их холодная обработка и поэтому не подходят для условий работы ювелиров и производителей внешних частей часового изделия, таких как корпус часов, стрелки, циферблат и т.д., которые являются основными потребителями таких сплавов. Было отмечено, в частности, в ходе испытаний этих золото-никелевых сплавов, что они чувствительны к образованию трещин при холодном волочении и во время обработки нагревом/закалкой и также в ходе отжига рекристаллизации после деформации, в частности, когда содержание никеля превышает 5% масс.
Следует также отметить, что сплавы с относительно низким содержанием золота, как правило, 9-каратные сплавы золота, подвержены коррозионному растрескиванию под напряжением, как описано, например, В. Neumeyer в публикации, озаглавленной "A facile chemical screening method for the detection of stress corrosion cracking in 9 carat gold alloy (Простой метод химического контроля для обнаружения коррозионного растрескивания под напряжением 9-каратных сплавов золота)", Gold Bulletin, volume 42, No.3 2009. Этот документ описывает, в частности, на странице 75, в таблице 1, 10-каратный сплав золота, содержащий 10,3-20% Ni, 25,2-41,6% Cu и 4,3-13,1% Zn, который может использоваться в виде проволоки или в виде листа, и имеющий один метод получения, который включает несколько стадий прокатки и отжига в атмосфере N2 и H2 при 800°C.
Сплавы палладий золото являются дорогими из-за цен на палладий и из-за значительного количества, добавляемого к сплаву, необходимого чтобы получить отбеливающий эффект. Кроме того, хотя твердость сплавов палладий золото, как правило, 120 HV, безусловно обеспечивает удовлетворительную холодную обработку, недостаточна для соответствия необходимым требованиям для изготовления наружных частей часового изделия.
Изготовление сплавов никель золото прокаткой затруднено: многочисленные проходы при прокатке вызывают нежелательные металлургические дефекты, таким образом, ковкость сплава уменьшается в ходе прокатки. К сожалению, отжиг рекристаллизации, выполняемый для восстановления свойств, усредняет сплав с упрочнением, путем обработки на твердый раствор никеля, что является неблагоприятным для последующих деформаций.
Краткое описание чертежей
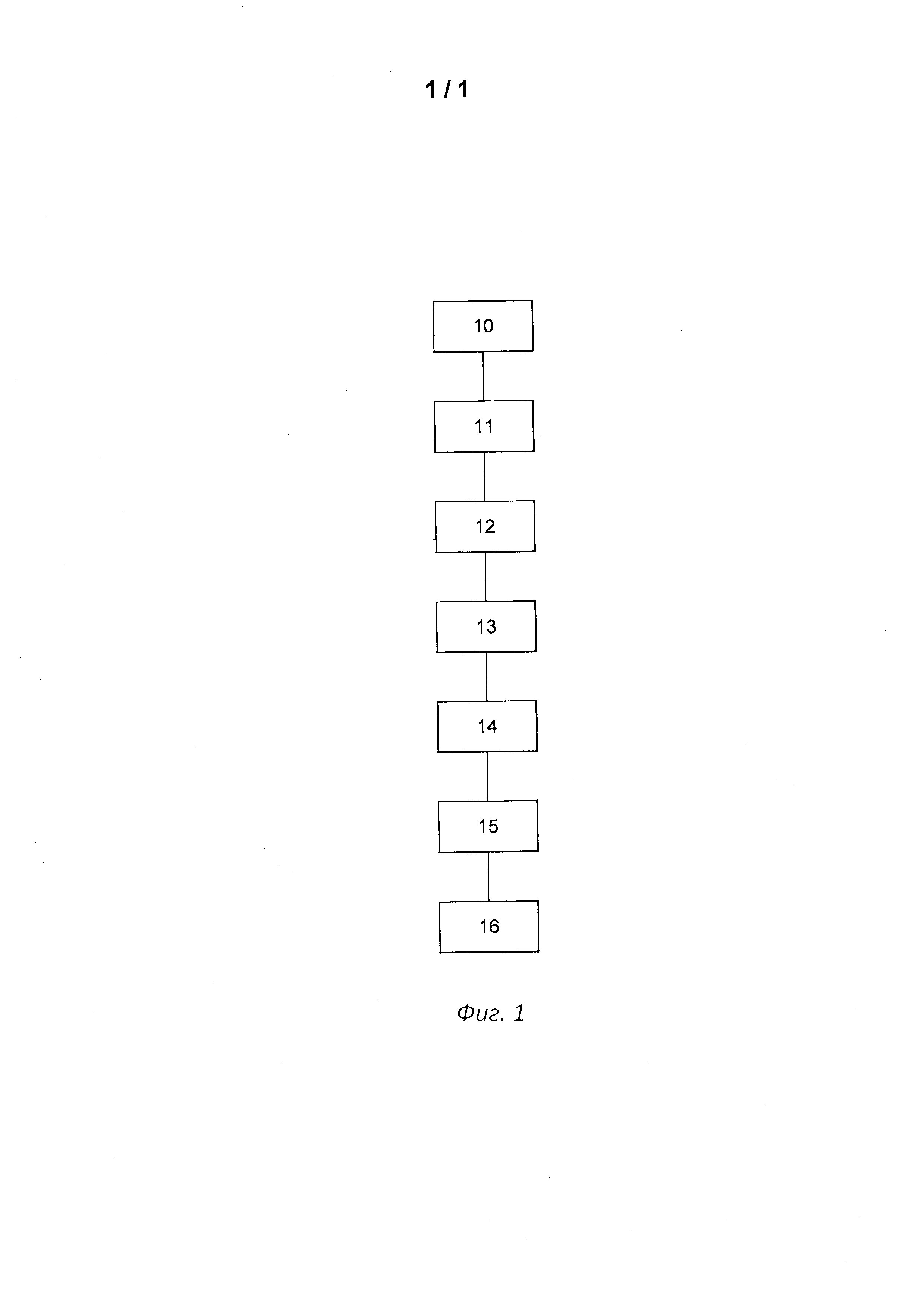
Другие существенные признаки и преимущества изобретения станут очевидными по прочтению последующего подробного описания со ссылками на прилагаемые чертежи, на которых только фиг. 1 представляет блок-схему, иллюстрирующую стадии способа в соответствии с изобретением.
Раскрытие сущности изобретения
Могут быть добавлены другие элементы, такие как кобальт, железо и серебро, чтобы попытаться преодолеть недостатки никеля и палладия и способствовать эффекту отбеливания сплавов золота. Однако было установлено, что количество в сплаве, необходимое для достижения свойств цвета и пластичности, требуемых в области часовой и ювелирной промышленности, привело к другим недостаткам.
Обычно кобальт, который имеет свойства, близкие к свойствам никеля, может частично заменить никель, но эта замена значительно увеличивает большинство механических характеристик в ущерб пластичности сплава.
Добавление более чем нескольких процентов железа вызывает ферромагнитный эффект. Этот эффект возникает в обоих сплавах золота с палладием и никелем. Этот эффект может быть вредным для некоторых применений, в частности, для использования в часовой промышленности, где влияние внешнего магнитного поля может нарушить характеристики измерения времени при работе часов.
Низкое содержание серебра не дает отбеливающего эффекта, но, поскольку оно является относительно нейтральным в металлургических свойствах сплавов золота, оно может служить в качестве баланса для дополнения пробы композиции, с тем недостатком, что более нескольких процентов вызывают потускнение сплава, а также способствуют расслоению с ферромагнитными элементами: никель, кобальт и железо, вызывая тем самым ферромагнитный эффект.
На рынке уже пытались преодолеть вышеуказанные проблемы, предлагая белый или серый сплав никель-золото с массовым содержанием 37,5-37,7% золота, около 9% никеля, около 2% палладия, около 9% серебра, около 32% Cu и около 10% цинка, остальное различные элементы, предназначенные для улучшения свойств сплава. Этот серый сплав золота имеет хорошую стойкость к растрескиванию при различных условиях механического напряжения, в частности, сопротивлении усталости и холодной обработке, однако, его относительно низкое содержание никеля означает, что он имеет желтоватый цвет, что означает, что он не соответствует критериям белизны, необходимым для использования в ювелирной или часовой промышленности.
Другой белый или серый сплав золота, содержащий никель, но свободный от палладия и серебра также был протестирован заявителем. Это белый или серый сплав никель-золото содержит по массе 37,5-37,7% золота, около 19% никеля, около 31% меди, около 12% цинка и около 0,5% марганца, остальное составляют различные элементы, предназначенные для улучшения свойства сплава. Яркость и цвет этого серого сплава золота отвечают критериям, необходимым для использования в ювелирной или часовой промышленности, но у него плохая стойкость к растрескиванию при различных условиях напряжения, в частности, во время термической обработки рекристаллизации.
Поэтому задачей настоящего изобретения является определение условий получения проволоки из сплава золота, который позволяет получать белые или серые сплавы золота, в значительной степени улучшенные за счет создания серого сплава золота, который свободен от кобальта, железа, серебра и палладия и имеет высокое содержание никеля, что делает возможным исключить палладий без снижения свойств деформируемости или металлургических свойств сплава, а также путем разработки способа обработки для получения проволоки малого диаметра хорошего металлургического качества, которая является однородной и не имеет микротрещин.
Поэтому изобретение относится к способу изготовления проволоки из литейного 8-11-каратного сплава золота с начальным диаметром менее или равном 20 мм для получения проволоки с конечным диаметром между начальным диаметром отливки и 0,1 мм, в соответствии с п. 1 формулы изобретения.
Развитие данного изобретения позволяет выбрать серый сплав золота, который свободен от кобальта, железа, серебра и палладия, и имеет высокое содержание никеля, деформируемость которого обеспечивает обработку методом холодного волочения без риска растрескивания, и изготовление которого является экономичным и простым в использовании.
Одним из преимуществ настоящего изобретения является получение проволоки из сплава золота, предлагающего преимущественный компромисс между цветом и яркостью, достаточной белизной соответствующей эстетическим требованиям в области внешних часовых деталей и стойкостью к образованию трещин при формовании холодной обработкой.
Другим преимуществом является простота полировки и высокий уровень белизны, полученный после полировки.
Осуществление изобретения
С этой целью настоящее изобретение относится к способу изготовления проволоки из литейного 8-11-каратного сплава золота с начальным диаметром менее или равном 20 мм для получения проволоки с конечным диаметром между начальным диаметром отливки и 0,1 мм.
Этот способ использует так называемую технологию прокатки проволоки, которая на самом деле является способом волочения, в котором материал последовательно пропускают через формовую матрицу с меньшим сечением.
Этот способ включает следующие стадии:
- (10) приготовление сплава состава, включающего в массовых процентах:
Au: 33,33%-45,84%,
Zn: 3,64%-12,44%,
Cu: 18,46%-45,02%,
Ni: 9,88%-33,78%,
и 0,0-5,0%, по меньшей мере, одного из элементов, выбранных из Ir, In, Ti, Si, Ga, Re и общее содержание элементов указанного сплава ограничивается 100% регулировкой содержания Cu,
- (11) получение отлитого прутка непрерывной разливкой, сечение которого вписывается в диаметр 8,0-20,0 мм,
- (12) прокатку отлитого прутка в проволоку предпочтительно, по существу, прямоугольного поперечного сечения, предпочтительно поворотом полученного промежуточного продукта на четверть оборота перед каждым проходом прокатки, при этом деформация поперечного сечения ограничена величиной менее или равной 20% за проход,
- (13) определение накопленной деформации промежуточного продукта по сравнению с исходным поперечным сечением отлитого прутка,
- (14) прекращение прокатки проволоки при достижении накопленной деформации поперечного сечения, составляющей 60%-75% с целью проведения отжига промежуточного продукта с промежуточным поперечным сечением при температуре 600-650°С в течение 30 минут в восстановительной газовой атмосфере, предпочтительно N2+H2,
- (15) возобновление прокатки проволоки с теми же параметрами, измерение накопленной деформации промежуточного продукта по сравнению с промежуточным поперечным сечением, и прекращение прокатки, когда накопленная деформация поперечного сечения между поперечным сечением промежуточного продукта и промежуточным поперечным сечением находится в интервале от 60% до 75% с целью проведения отжига, при этом прокатка проволоки, измерение и отжиг повторяются до достижения искомого поперечного сечения промежуточного продукта.
- (16) волочения промежуточного продукта до возвращения поперечному сечению по существу круглого профиля и получения фасонной проволоки.
Более конкретно во время прокатки проволоки деформация поперечного сечения ограничена значением менее или равным 13% за один проход.
Предпочтительно количество отжигов ограничено тремя.
В конкретном осуществлении количество волочений ограничено тремя.
В конкретном осуществлении восстанавливают начальную форму проволоки, полученной указанным волочением.
В конкретном осуществлении фасонную проволоку режут на мерные длины по завершению изготовления.
В конкретном осуществлении состав сплава ограничен содержанием в массовых процентах:
Au: 33,33%-45,84%,
Zn: 4,48%-12,44%,
Cu: 22,72%-45,02%,
Ni: 12,16%-33,78%,
В другом конкретном осуществлении состав сплава ограничен содержанием в массовых процентах:
- Au: 37,50%-37,70%,
- Zn: 4,20%-11,67%,
- Cu 21,23%-42,21%
- Ni: 11,36%-31,67%.
В другом конкретном осуществлении состав сплава ограничен содержанием в массовых процентах:
- Au: 41,67%-42,50%,
- Zn: 3,86%-10,89%,
- Cu: 19,59%-39,39%,
- Ni: 10,49%-29,55%.
В другом конкретном осуществлении состав сплава ограничен содержанием в массовых процентах:
Au: 33,33%-45,84%,
Zn: 3,64%-10,11%,
Cu: 18,46%-36,58%,
Ni: 9,88%-27,44%.
Более конкретно в состав сплава включено 0,002-1,000 массового процента, по меньшей мере, одного из элементов, Ir, Ti, Si.
Более конкретно в состав сплава включено 0,30-1,00 массового процента Si.
Более конкретно в состав сплава включено 20-500 частей на миллион Ti.
Более конкретно в состав сплава включено 0,000-0,002 массового процента Re.
Более конкретно в состав сплава включено 1,00-4,00 массовых процентов In.
Более конкретно указанная проволока изготовлена с диаметром, превышающим или равным 0,1 мм.
Более конкретно указанная проволока изготовлена с диаметром менее или равным 20,0 мм.
В предпочтительном осуществлении эта проволока обрабатывают штамповкой для формования циферблата или аппликации циферблата или стрелок.
С помощью сплава, соответствующего вышеуказанному определению, получается серый сплав золота, соответствующий всем критериям, необходимым для сплавов, предназначенных для использования в области часовой и ювелирной промышленности, в частности, в отношении цвета и яркости и способности к холодной обработке без риска растрескивания. Это в сочетании с удовлетворительной коррозионной стойкостью. Следует также отметить, что отсутствие палладия и серебра позволяет получить экономичный сплав.
В соответствии с конкретным осуществлением сплав золота представляет собой 7-каратный сплав и включает в массовых процентах 29-30% золота, 4,8-13% Zn, 24,2-47% Cu и 13-35% никеля, и возможно не более 5%, по меньшей мере, одного элемента, выбранного из Ir, In, Ti, Si, Ga, Re.
В соответствии с конкретным осуществлением сплав золота представляет собой 9-каратный сплав и включает 37,5-38,5% золота, 4,2-11,5% Zn, 21,5-41,5% Cu и 11,5-31,2% никеля и возможно не более 5%, по меньшей мере, одного элемента, выбранного из Ir, In, Ti, Si, Ga, Re.
В соответствии с другим осуществлением золотой сплав является 10-каратным сплавом и включает в массовых процентах 41,5-42,5% золота, 3,9-10,7% Zn, 19,9-38,8% Cu и 10,7-29,1% никеля и возможно не более 5%, по меньшей мере, одного элемента, выбранного из Ir, In, Ti, Si, Ga, Re.
В соответствии с другим осуществлением золотой сплав представляет собой 13-каратный сплав и включает в массовых процентах 54-55% Au, 3,1-8,4% Zn, 15,7-30,4% Cu и 8,4-22,8% никеля и возможно не более 5%, по меньшей мере, одного элемента, выбранного из Ir, In, Ti, Si, Ga, Re.
В соответствии с вариантом вышеуказанных осуществлений золотой сплав включает, по меньшей мере, один элемент из Ir, Ti, Si, с содержанием для каждого элемента в диапазоне 0,002-1% масс, и, когда сплав включает Si, содержание Si предпочтительно составляет 0,3-1% масс, и, когда он включает Ti, содержание Ti предпочтительно составляет 20-500 частей на миллион, и, когда он включает Re, содержание Re предпочтительно составляет 0,002% масс, и, когда он включает индий, содержание индия предпочтительно составляет 1-4% масс.
Золотые сплавы согласно изобретению находят конкретное применение в производстве компонентов часов или ювелирных изделий и, в частности, в производстве циферблатов, аппликаций циферблатов и стрелок часов. В этом применении сплав позволяет избежать необходимости в родии, который обычно используют в области часовой промышленности, чтобы придать обрабатываемым деталям удовлетворительные белый цвет и яркость.
Для приготовления композиции серого сплава золота в соответствии с изобретением, порядок выполнения следующий:
Основные элементы, входящие в состав сплава имеют чистоту 999,9 частей на тысячу и являются раскисленными.
Элементы состава сплава помещают в тигель и нагревают до плавления элементов.
Нагревание проводят в герметичной индукционной печи при парциальном давлении азота.
Расплавленный сплав затем разливают в изложницы.
После затвердевания слиток закаливают водой.
Закаленный слиток затем подвергают холодной прокатке и затем отжигу. Степень деформационного упрочнения между каждым отжигом составляет 66-80% и предпочтительно 60-75%.
Каждый отжиг длится 20-30 минут и проводится при температуре 650°C в восстановительной газовой среде, включающей N2 и H2.
Охлаждение после отжига может быть достигнуто за счет резкого охлаждения водой.
Следующие примеры были осуществлены в соответствии с условиями, изложенными ниже в таблице 1, и все они относятся к 7-13-каратным серым сплавам золота. Указанное содержание выражено в массовых процентах. Таблица 1 разделена на две части: сплавы строго в соответствии с изобретением, и другие варианты.

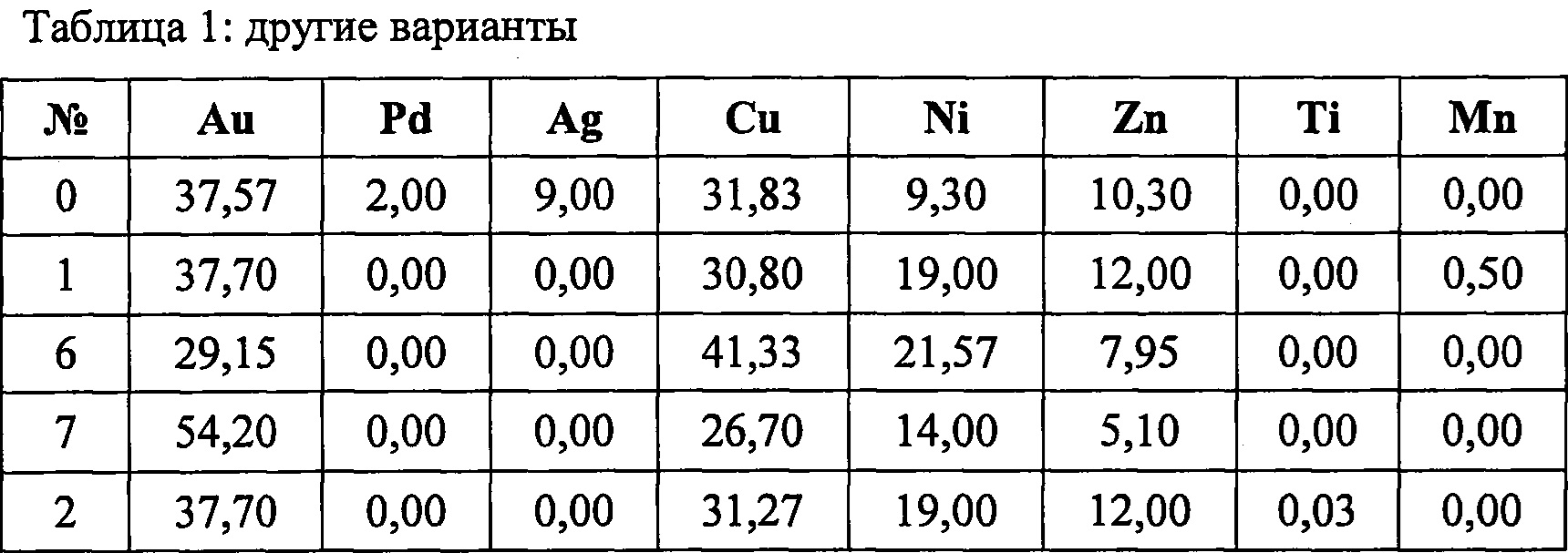
Сплав №0 является сплавом известного уровня техники, который не является достаточно белым из-за отсутствия никеля и сплавы №№1 и 2, изготовлены и испытаны заявителем, трещины во время термической обработки рекристаллизации.
Различные композиции по настоящему изобретению, а именно сплавы №№3-8 разработаны и испытаны на деформацию на предмет соответствия трем требованиям по яркости, белизне и деформируемости, необходимым для сплавов, предназначенных для использования в часовой и ювелирной промышленности, и признаны удовлетворительными.
В таблице 2 ниже приводятся различные свойства сплавов примеров №№0-8 таблицы 1. В таблице 2 приведены, в частности, данные, относящиеся к твердости сплава непосредственно после литья в состоянии после отжига и волочения, и цвет измеряется в трехмерной системе координат. Эта трехмерная система измерения известна как CIELab, CIE является аббревиатурой Международного комитета по освещению и LAB трех осей координат; ось L определяют белый-черный компонент (черный =0, белый =100), ось а красный-зеленый компонент (красный = положительные значения +а; зеленый = отрицательные значения -а) и ось b желто-синий компонент (желтый = положительные значения +b; синий = отрицательные значения -b). (см. Международный стандарт ISO 7724, разработанный Международным комитетом по освещению).

Из таблицы 2 видно, что сплав №0 известного уровня техники имеет сильный b* компонент, который придает ему желтоватый вид, что неприемлемо для применения в часах, в то время как сплавы по изобретению №№3-5 имеют значительно более низкий b* компонент, делая желтоватый компонент цвета сплава незаметным для человеческого глаза. Сплавы №№1 и 2 отвечают эстетическим критериям с точки зрения цвета, но не способны к холодной механической деформации без образования трещин.
Узел баланса с пружиной для часов
Баланс с регулировкой инерции для часовых изделий, часовой механизм и часовое изделие
Спиральная пружина для механизма часов, в частности наручных, и способ ее изготовления
Волосок для часового механизма и способ его изготовления
Способ изготовления волоска для часового механизма
Микромеханический компонент, характеризующийся уменьшенной поверхностью контакта, и способ его изготовления
Компонент на кремниевой основе, имеющий по меньшей мере одну фаску, и способ его изготовления
Деталь часов, содержащая высокоэнтропийный сплав
Часовой компонент с улучшенной самосмазкой
Способ изготовления пружины баланса часового изделия
Деталь часового механизма
Способ прессовой прокатки ходовой пружины часового механизма
Спиральная пружина для механизма часов, в частности наручных, и способ ее изготовления
Способ изготовления волоска для часового механизма
Деталь часов, содержащая высокоэнтропийный сплав
Способ улучшения железо-никель-хром-марганцевого сплава для часовых применений
Спиральная часовая пружина на титановой основе
Спиральная пружина для часового механизма
Спиральная пружина для часового механизма и способ ее изготовления

