Результат интеллектуальной деятельности: УСТРОЙСТВО НЕПРЕРЫВНОГО ЛИТЬЯ С ДВУМЯ ВАЛКАМИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
[0001] В настоящем изобретении предложено устройство непрерывного литья с двумя валками.
УРОВЕНЬ ТЕХНИКИ
[0002] В устройстве непрерывного литья с двумя валками иногда необходимо заменять литейный валок, например, при износе литейного валка вследствие истирания, вызываемого операцией литья и т.п., при изменении ширины тонкой полосы, при обслуживании или проверке, или ремонте деталей или т.п.
[0003] В связи с тем, что замена литейного валка сопровождается остановкой операции литья, сокращение рабочего времени для замены литейного валка при одновременном повышении производительности становится важной задачей.
[0004] Например, в нижеследующем патентном документе 1 описано устройство непрерывного литья металлической тонкой полосы, которое оснащено парой литейных валков, опорным узлом для валков, в котором размещена указанная пара литейных валков и который выполнен с возможностью горизонтального перемещения в направлении длины валков из положения ожидания, отклоненного в сторону от нижней части одной стороны положения литья в промежуточное положение ниже положения литья, и подъемник для подъема опорным узлом для валков из промежуточного положения по направлению к положению литья.
[0005] Документы уровня техники
Патентные документы
Патентный документ 1: Публикация патента Японии №4234819
Патентный документ 2: Публикация патента Японии №Н5-9185
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Проблемы, подлежащие решению в изобретении
[0006] Однако, когда положения литейных валков отклонены в сторону, может возникнуть утечка расплавленной стали или понизится качество тонкой полосы. По этим причинам в устройстве непрерывного литья с двумя валками необходимо надежно поддерживать литейные валки в правильном положении.
[0007] Хотя в патентном документе 1 описано, что предусмотрено устройство указателя для правильного расположения рамы с установленными литейными валками, конкретная конструкция устройства указателя не описана, и считается, что даже для специалиста в области техники, невозможно надежно поддерживать литейные валки в правильном положении.
[0008] Хотя в патентном документе 2 описано, что пара позиционирующих штифтов установлена в отверстие для штифта, расположенное на нижней поверхности рамы, требуется изменение размера расстояния между позиционирующими штифтами, соответствующее температуре окружающей среды, или зазор для установки штифта или тому подобное, и таким образом, существует одна проблема, в частности, для позиционирующих штифтов необходимо расширить проем отверстия для штифта, и, по этой причине, сложно надежно поддерживать литейные валки в правильном положении.
[0009] Согласно описанным ситуациям, задача настоящего изобретения заключается в решении описанной выше проблемы, в обеспечении устройства непрерывного литья с двумя валками, которое может легко заменить пару литейных валков и может надежно поддерживать пару литейных валков в правильном положении.
Средства для решения проблемы
[0010] Устройство непрерывного литья с двумя валками для решения вышеописанной проблемы согласно настоящему изобретению оснащено парой литейных валков, имеющих функцию охлаждения и вращающихся совместно в одних и тех же направлениях, и тележкой, на которой размещена пара литейных валков и которая размещена с возможностью перемещения по рельсовым направляющим, проходящим от положения литья к положению замены литейных валков, при этом устройство непрерывного литья с двумя валками отличается тем, что оно содержит: первое фиксирующее устройство, которое прижимает тележку в горизонтальном направлении под прямым углом к оси литейных валков в положении литья с закреплением тележки в горизонтальном направлении под прямым углом к оси литейных валков; и второе фиксирующее устройство, которое прижимает тележку в осевом направлении литейных валков в положении литья с закреплением тележки в осевом направлении литейных валков.
Обеспечиваемые изобретением технические результаты
[0011] Согласно настоящему изобретению, из-за того факта, что пара литейных валков в состоянии, когда они размещены на тележке, могут перемещаться из положения литья в положение замены литейных валков, пару литейных валков можно легко заменить. Из-за того факта, что тележка может быть закреплена в положении литья относительно оси литейных валков в горизонтальном направлении под прямым углом к оси литейных валков и в осевом направлении литейных валков, пара литейных валков может надежно поддерживаться в правильном положении. Тележка может быть также надежно беспрепятственно закреплена во время работы посредством первого фиксирующего устройства и второго фиксирующего устройства, даже если размер тележки изменяется из-за изменения температуры.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
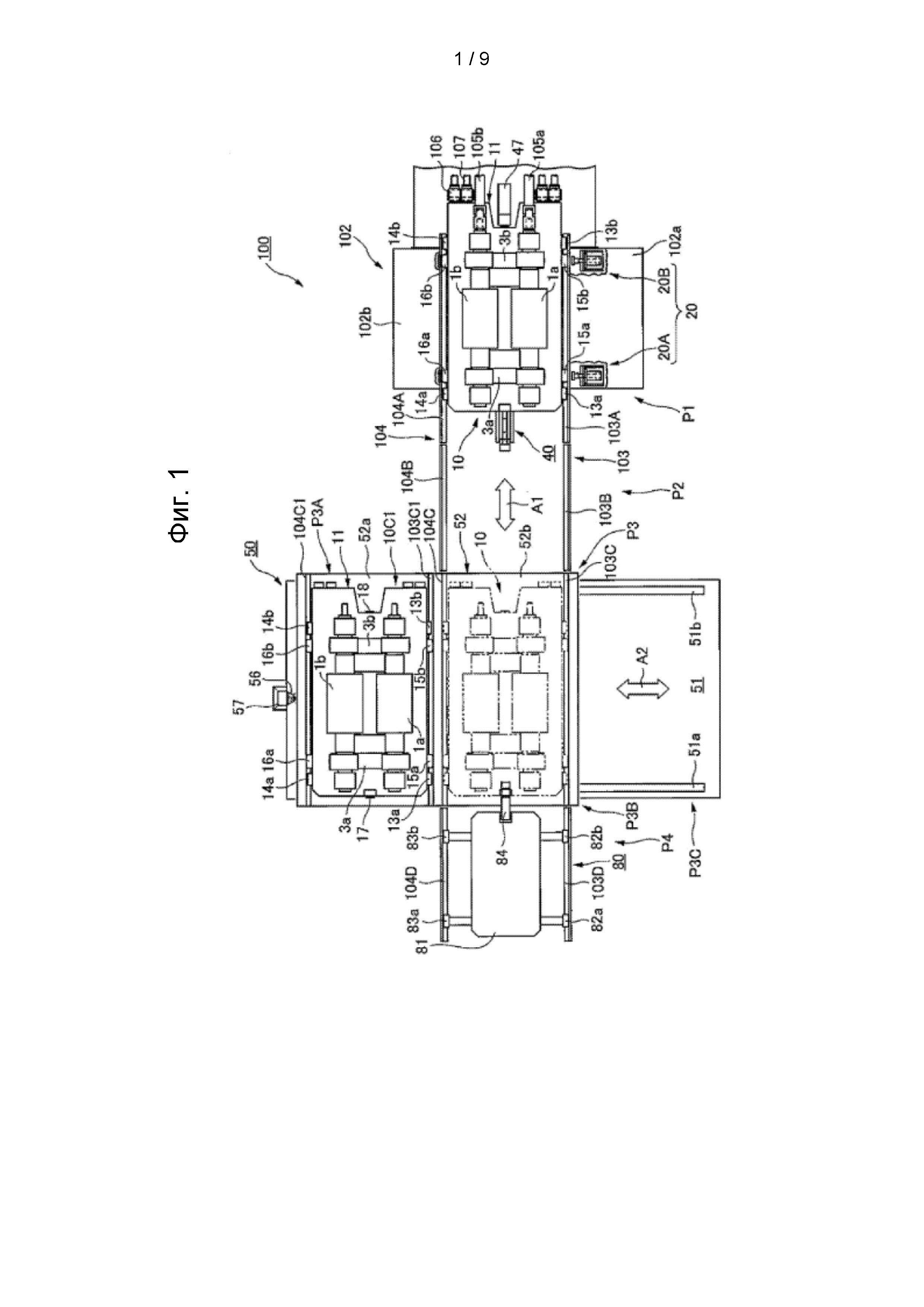
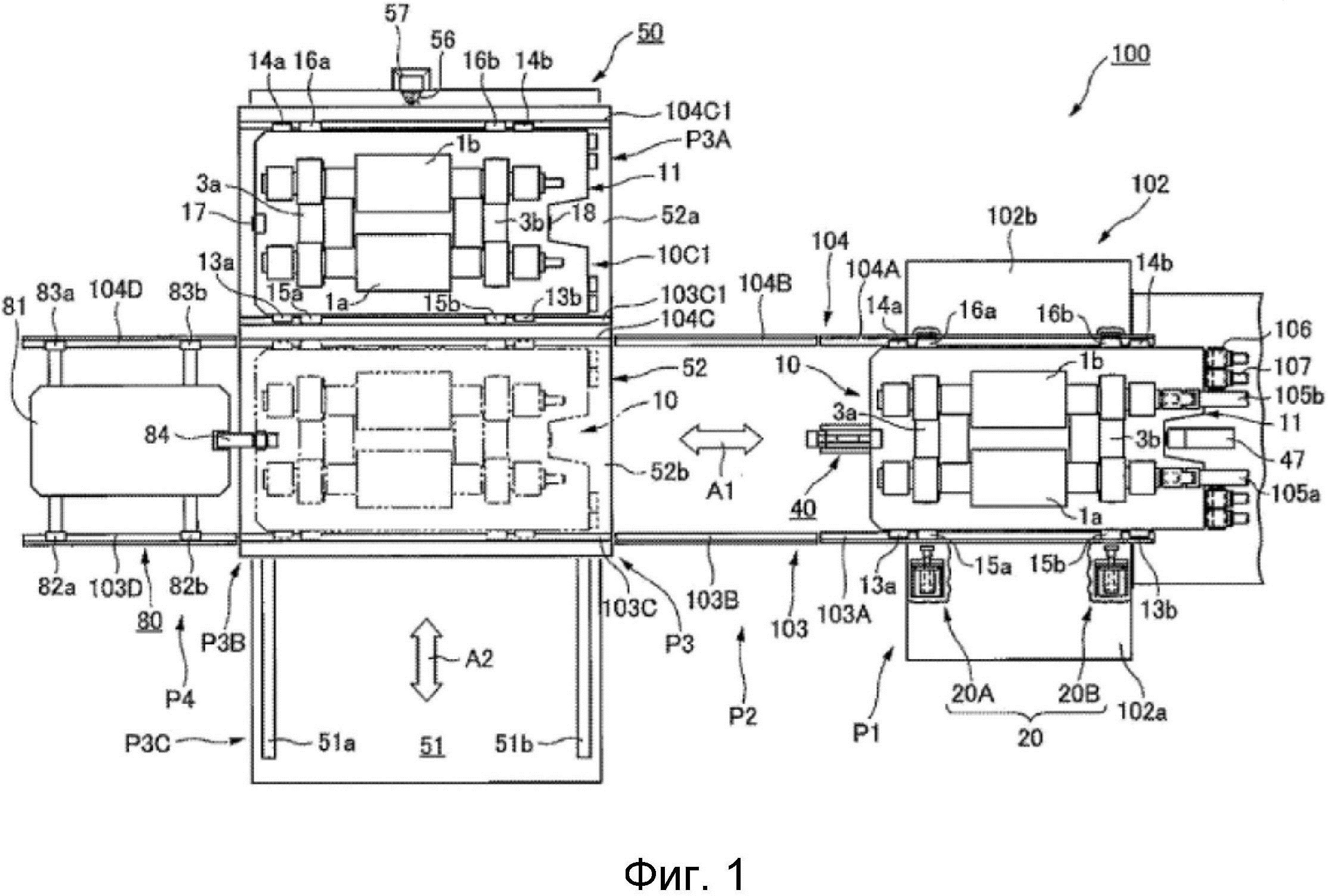
[0012] На ФИГ. 1 показан вид сверху устройства непрерывного литья с двумя валками согласно первому варианту реализации настоящего изобретения.
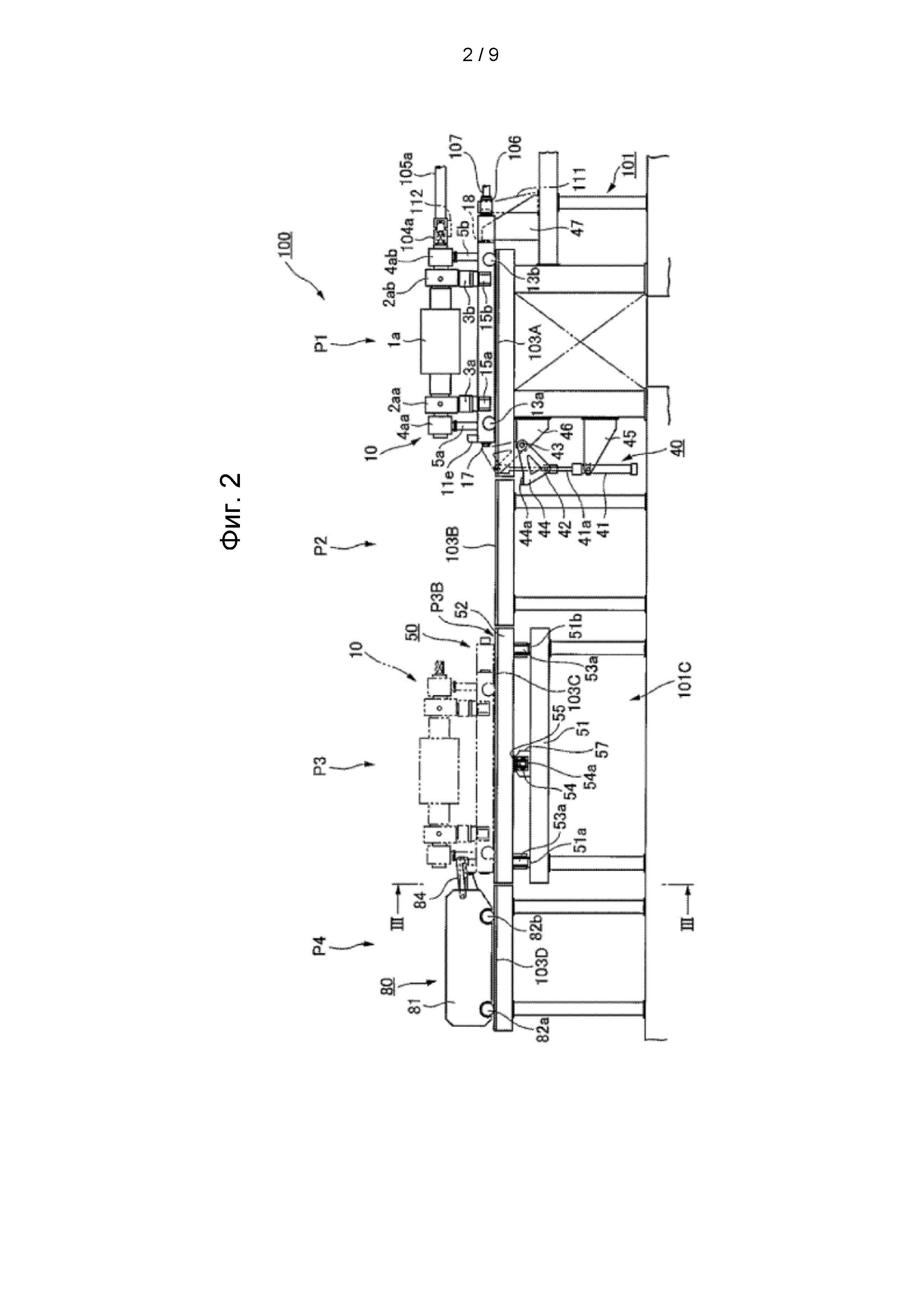
[0013] На ФИГ. 2 показан вид сбоку устройства непрерывного литья с двумя валками.
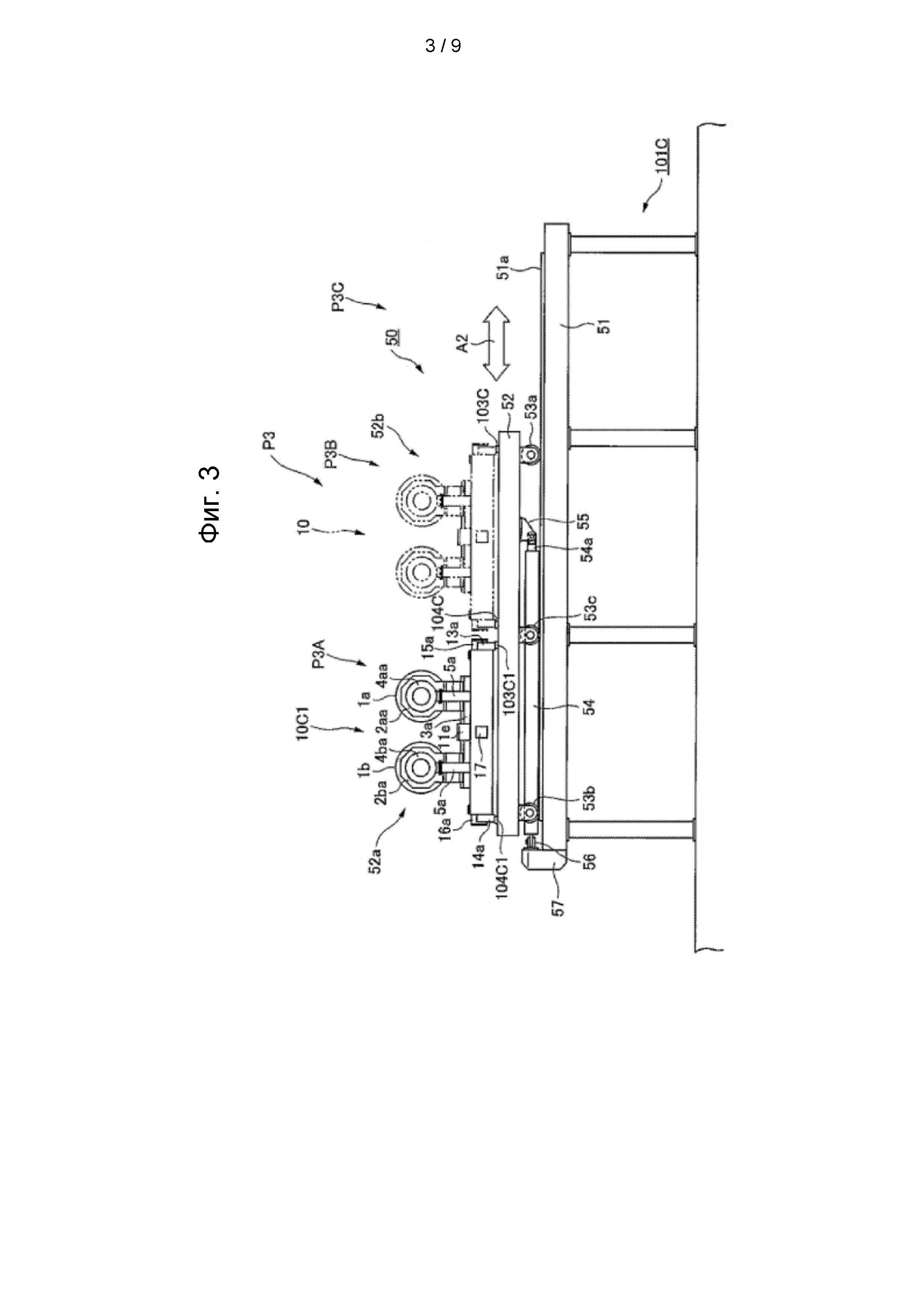
[0014] На ФИГ. 3 показан вид в направлении стрелки III-III по ФИГ. 2.
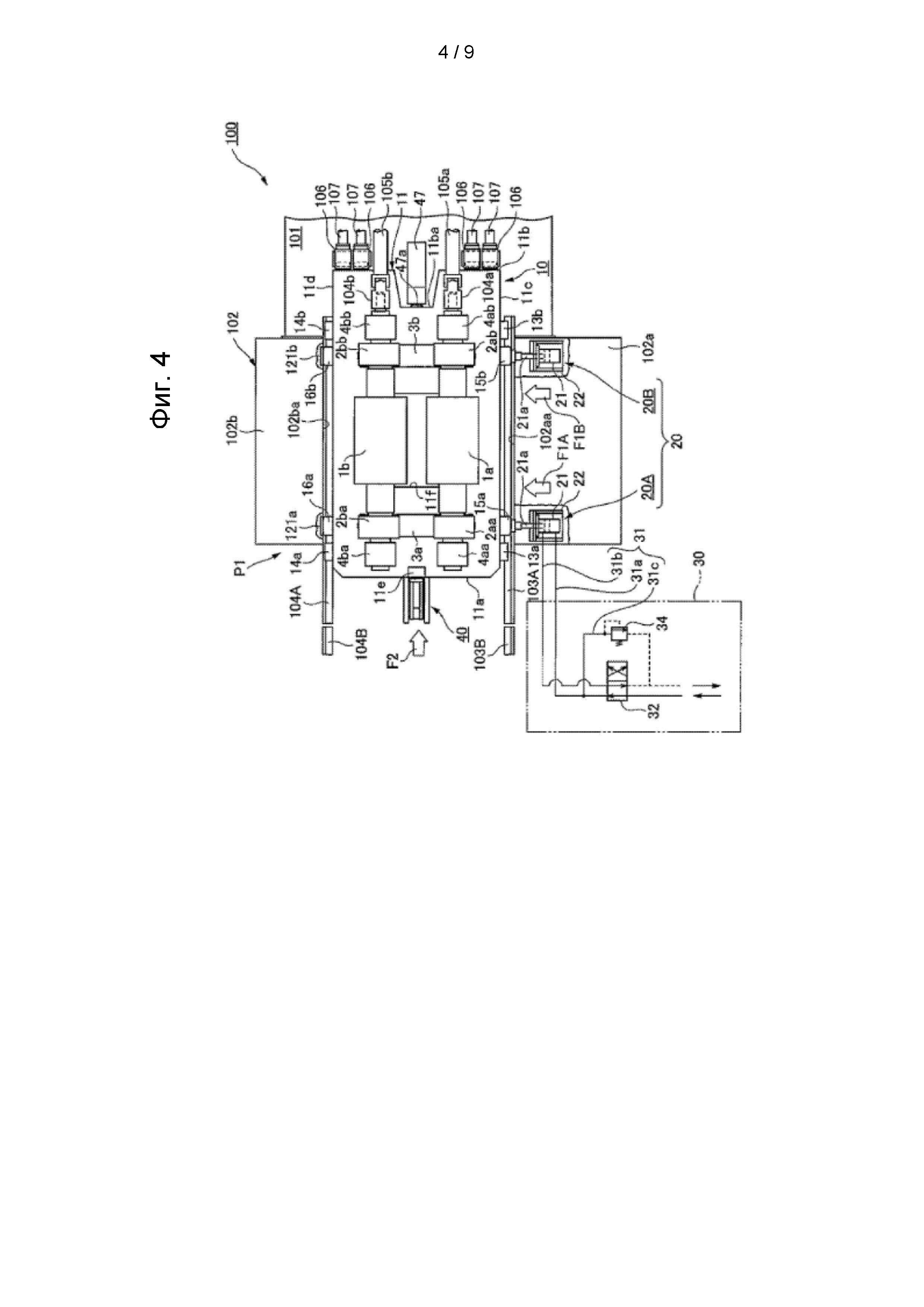
[0015] На ФИГ. 4 показан вид сверху устройства непрерывного литья с двумя валками с увеличенным положением литья.
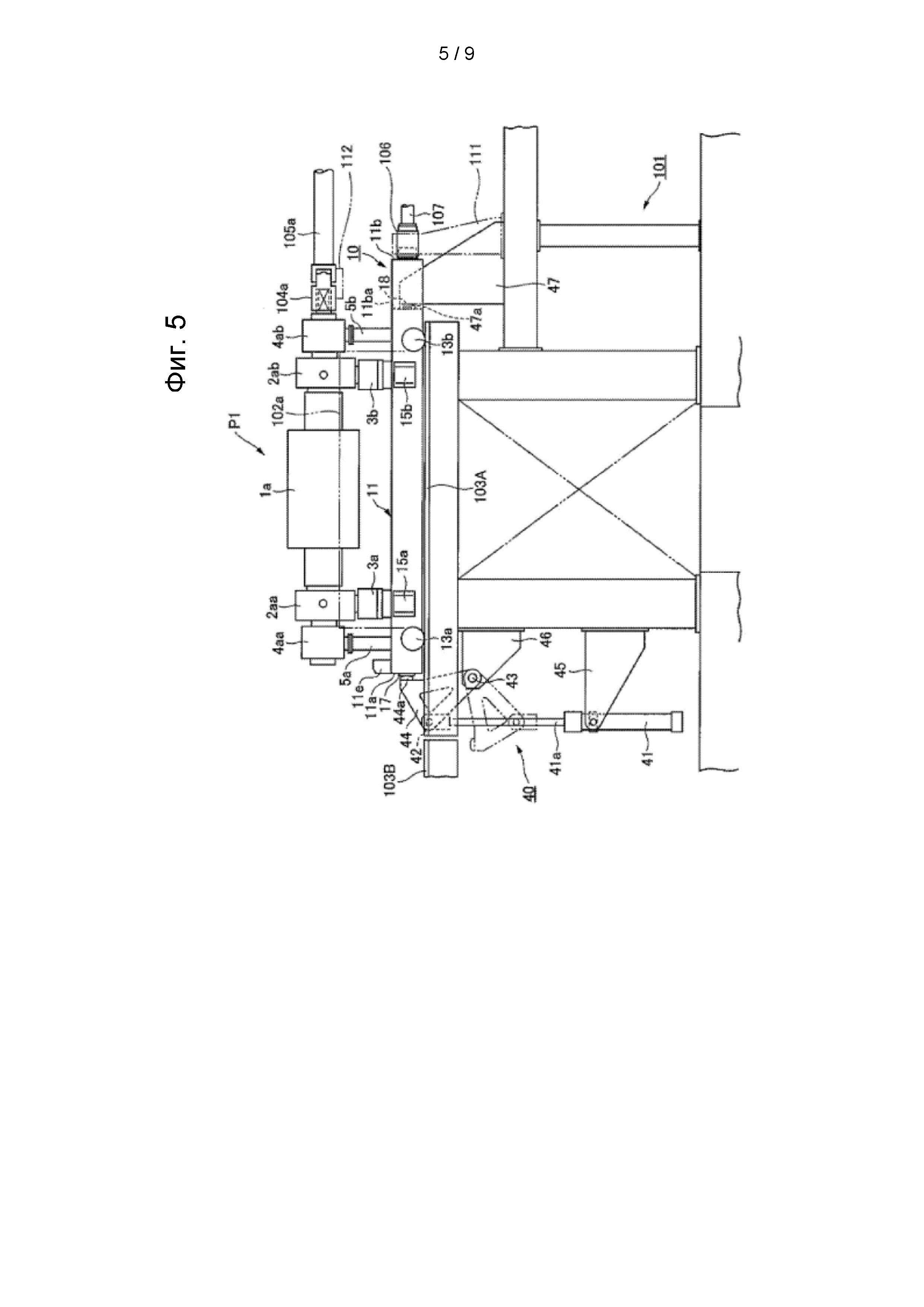
[0016] На ФИГ. 5 показан вид сбоку устройства непрерывного литья с двумя валками с увеличенным положением литья.
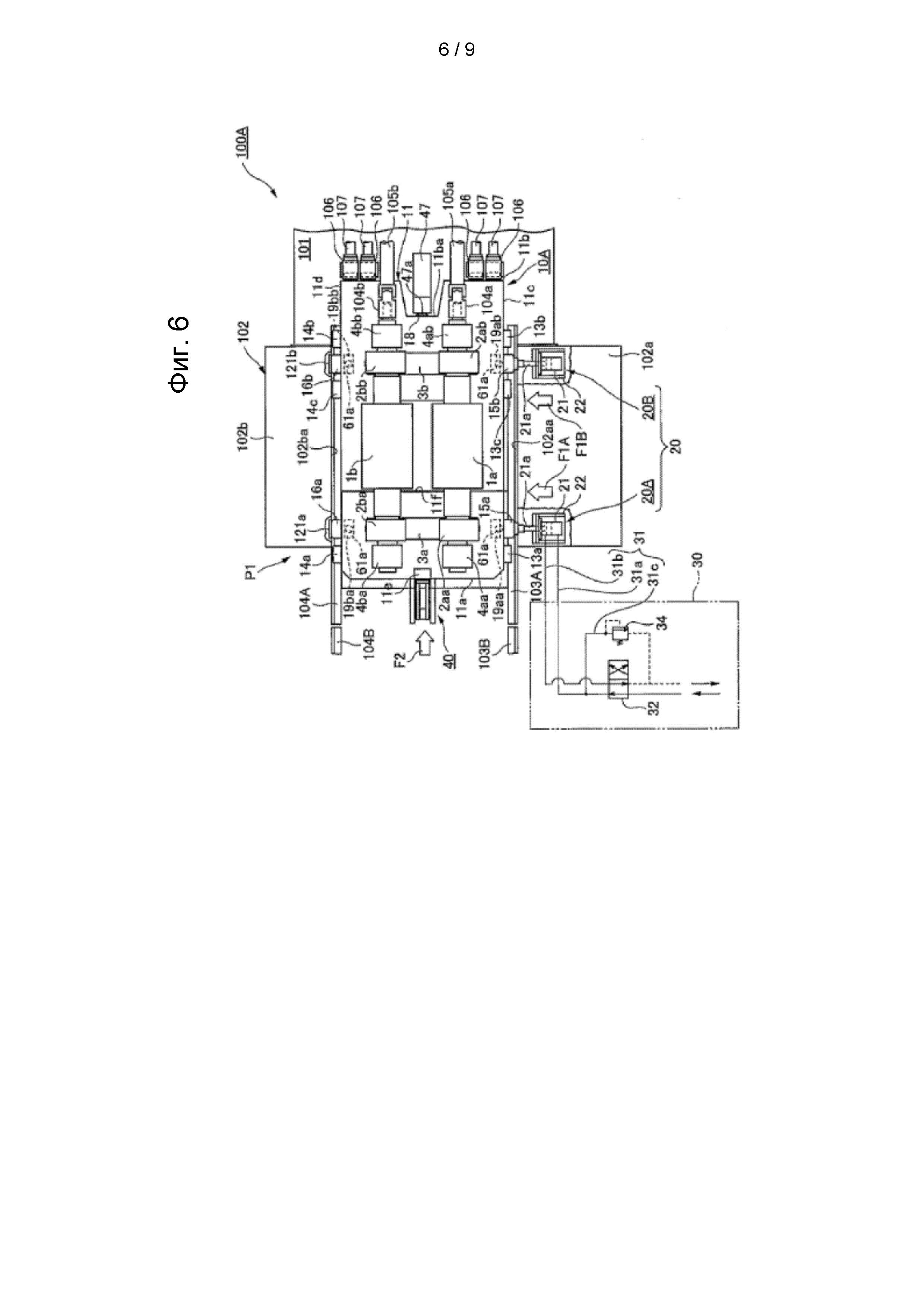
[0017] На ФИГ. 6 показан вид сверху устройства непрерывного литья с двумя валками с увеличенным положением литья согласно второму варианту реализации настоящего изобретения.
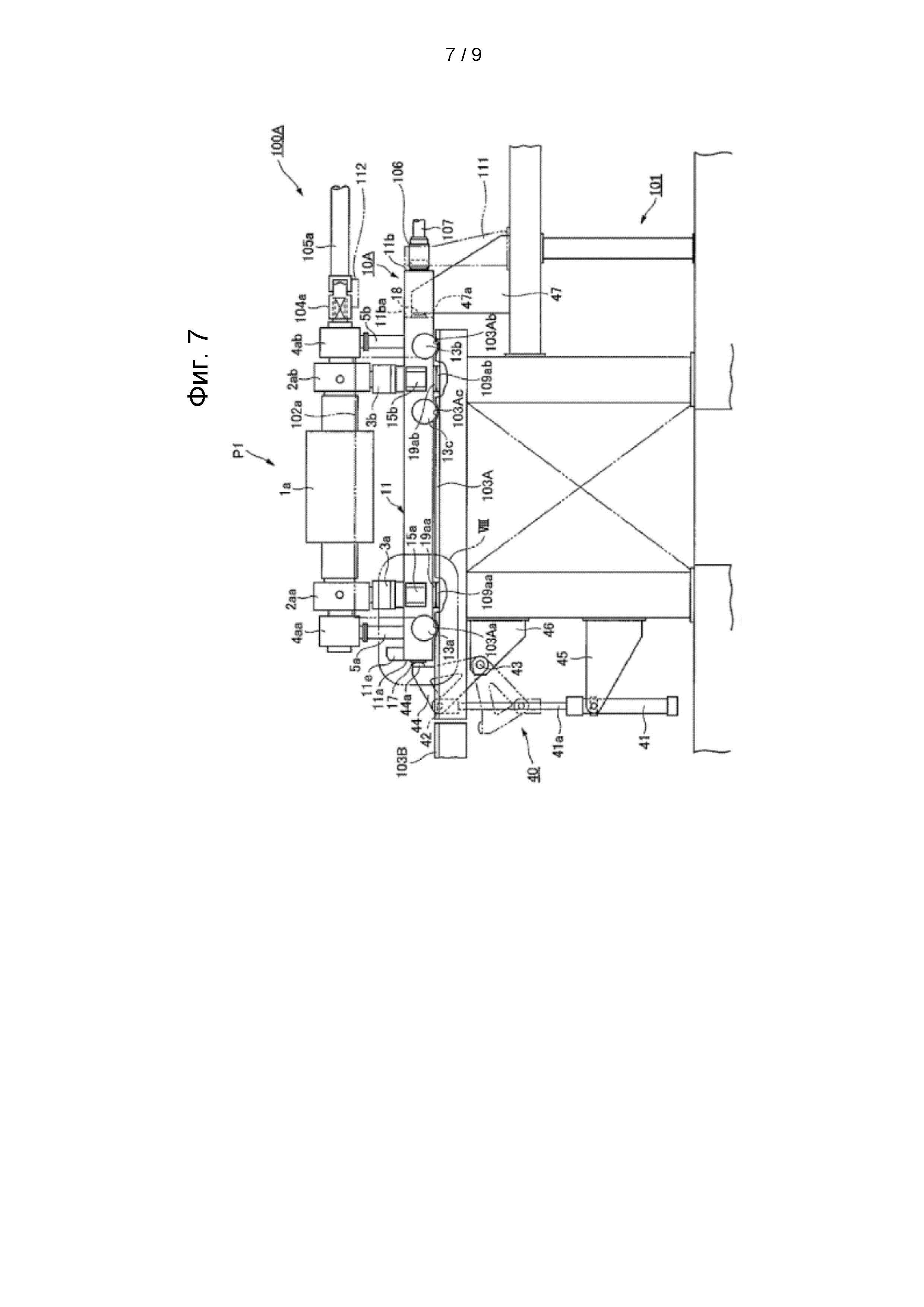
[0018] На ФИГ. 7 показан вид сбоку устройства непрерывного литья с двумя валками с увеличенным положением литья.
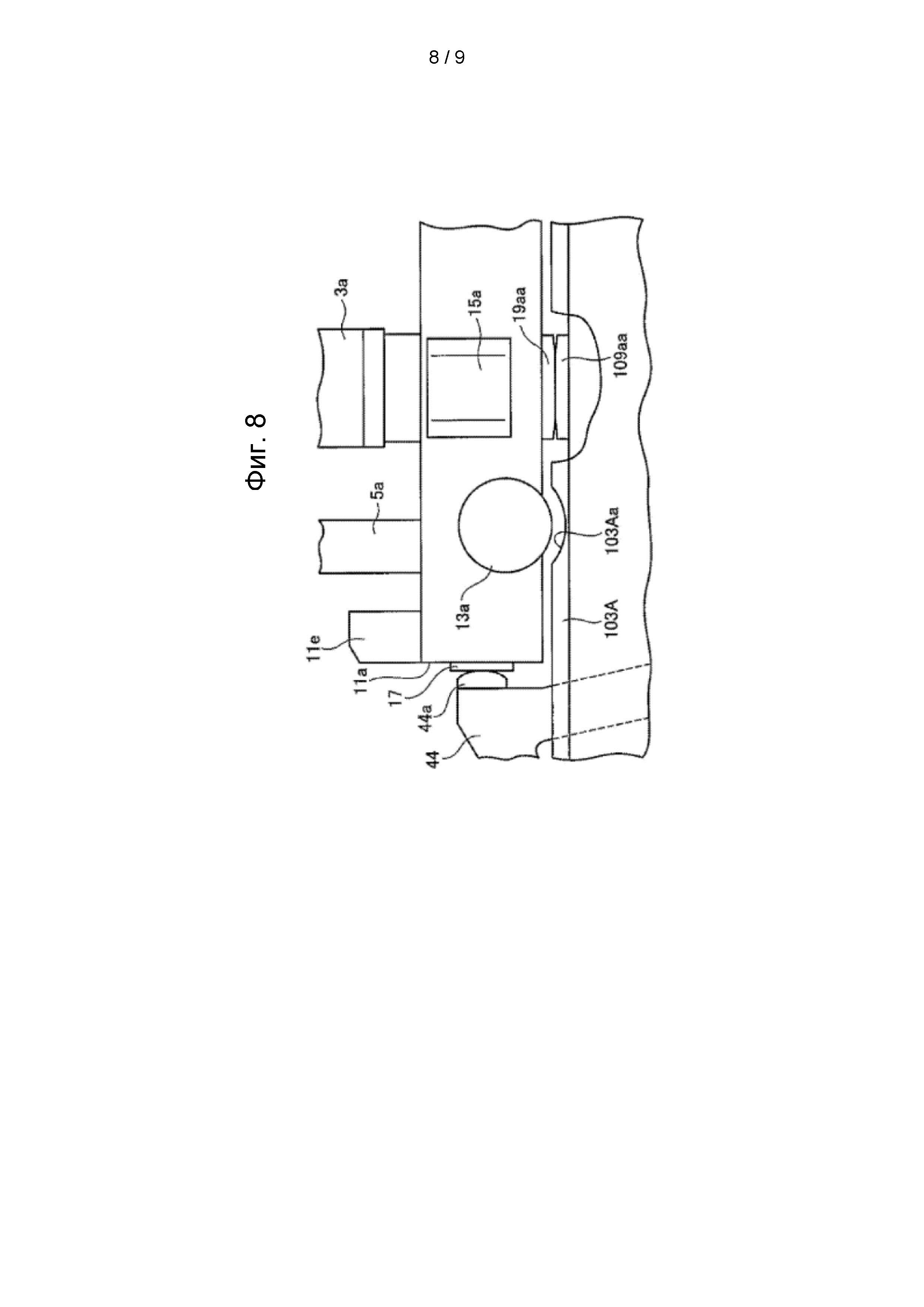
[0019] На ФИГ. 8 показан увеличенный вид по линии VIII рамы по ФИГ. 7.
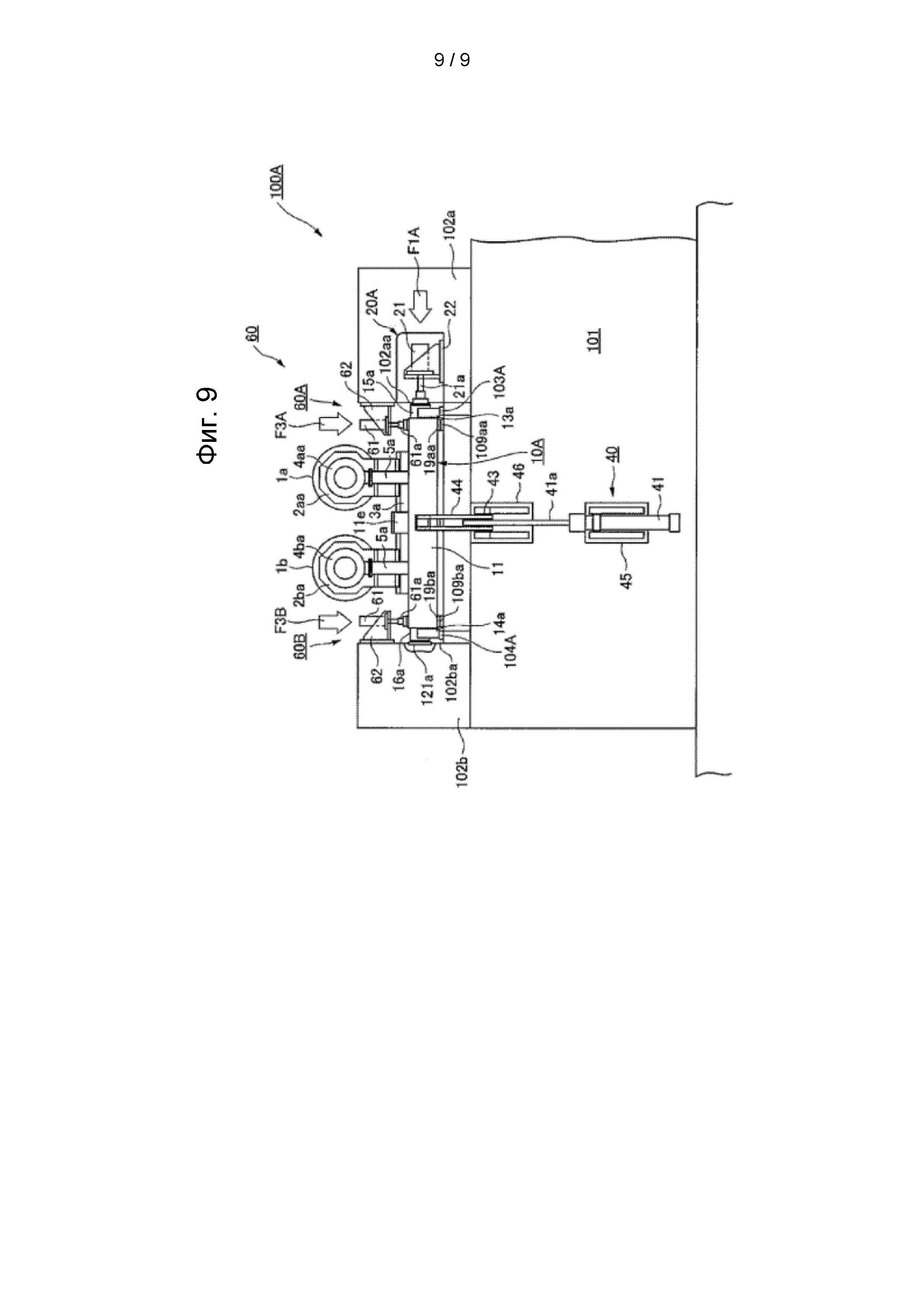
[0020] На ФИГ. 9 показан вид спереди положения литья в устройстве непрерывного литья с двумя валками.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0021] Подробное описание предпочтительных вариантов реализаций устройства непрерывного литья с двумя валками согласно настоящему изобретению описано ниже со ссылкой на чертежи, однако, настоящее изобретение не ограничено нижеследующими вариантами реализаций, описанными со ссылкой на чертежи.
Первый вариант реализации
[0022] Устройство непрерывного литья с двумя валками согласно первому варианту реализации настоящего изобретения описано со ссылкой на ФИГ. 1-5.
[0023] Кроме того, на ФИГ. 1 показано состояние до закрепления тележки для литейных валков в положении литья с помощью первого (горизонтальное направление под прямым углом к оси литейного валка) фиксирующего устройства и второго (осевое направление литейного валка) фиксирующего устройства. На ФИГ. 4 показано состояние, когда тележка для литейных валков закреплена в положении литья с помощью первого фиксирующего устройства и второго фиксирующего устройства. На ФИГ. 5 показано состояние, когда тележка для литейных валков закреплена в положении литья с помощью второго фиксирующего устройства.
[0024] В устройстве 100 непрерывного литья с двумя валками вариантов реализаций, как показано на ФИГ. 1-5, на тележке 10 для литейных валков, которая расположена таким образом, что тележка 10 для литейных валков может перемещаться на паре левой и правой рельсовых направляющих 103 и 104, проходящих от положения Р1 литья в положение Р3 замены литейных валков, размещена пара левого и правого литейных валков 1а и 1b. В устройстве 100 непрерывного литья с двумя валками положение Р1 литья, промежуточное положение Р2, положение Р3 замены литейных валков и положения Р4 отведения устройства перемещения тележки являются соседними в описанной последовательности. Пара левой и правой рельсовых направляющих 103 и 104 состоит из первых корпусов 103А и 104А рельсовой направляющей, вторых корпусов 103В и 104В рельсовых направляющих, третьих корпусов 103С и 104С рельсовых направляющих и четвертых корпусов 103D и 104D рельсовых направляющих соответственно, соответствующих положению Р1 литья, промежуточному положению Р2, положению Р3 замены литейных валков и положению Р4 отведения устройства перемещения тележки.
[0025] Каркас 102 устройства литья расположен за пределами левого и правого направлений (направление ширины) первых корпусов 103А и 104А рельсовой направляющей в рельсовых направляющих 103 и 104. Каркас 102 устройства литья оснащен первым корпусом 102а каркаса, расположенным за пределами правой стороны первого корпуса 103А рельсовой направляющей в рельсовой направляющей 103, и вторым корпусом 102b каркаса, расположенным за пределами левой стороны первого корпуса 104А рельсовой направляющей в рельсовой направляющей 104. В положении Р3 замены литейных валков расположено устройство 50 замены тележки для литейных валков, которое будет описано подробно ниже. Также, на раме 101 расположены пара левой и правой рельсовых направляющих 103 и 104, каркас 102 устройства литья и устройство 50 замены тележки для литейных валков.
[0026] Тележка 10 для литейных валков оснащена корпусом 11 тележки в форме пластины и четырьмя колесами 13а, 13b, 14а и 14b. Колесо 13а расположено на стороне передней концевой части 11a на концевой части 11с правой стороны корпуса 11 тележки, и колесо 13b расположено на стороне задней концевой части 11b на концевой части 11с правой стороны корпуса 11 тележки. Колесо 14а расположено на стороне передней концевой частки 11a на концевой части 11d левой стороны корпуса 11 тележки, а колесо 14b расположено на стороне задней концевой части 11b на концевой части 11d левой стороны корпуса 11 тележки. Иными словами, колеса 13а и 13b расположены по отношению к корпусу 11 тележки таким образом, что колеса 13а и 13b могут перемещаться по рельсовой направляющей 103, а колеса 14а и 14b расположены по отношению к корпусу 11 тележки таким образом, что колеса 14а и 14b могут совершать перемещение по рельсовой направляющей 104.
[0027] Пара левого и правого литейных валков 1а и 1b, расположенных на тележке для литейных валков, поддерживается подшипниковыми узлами 2аа, 2ab, 2ba и 2bb таким образом, что они могут вращаться соответственно. Подшипниковые узлы 2аа и 2ba поддерживаются опорным элементом 3а. Подшипниковые узлы 2ab и 2bb поддерживаются опорным элементом 3b. Опорные элементы 3а и 3b расположены на корпусе 11 тележки 10 для литейных валков. Эти устройства расположены таким образом, что осевое направление литейных валков 1а и 1b проходит в направлении спереди назад корпуса 11 тележки, и симметрично расположены на корпусе 11 тележки в направлении спереди назад и в направлении слева направо.
[0028] В литейных валках 1а и 1b расположен канал охлаждающей воды (не показан) для обеспечения циркуляции охлаждающей воды. На концевых частях литейного валка 1а расположены соответственно поворотные соединители 4аа и 4ab. Поворотные соединители 4аа и 4ab на одной стороне соответственно соединены с концевыми частями шлангов 5а и 5b. Концевые части шлангов 5а и 5b на другой стороне соединены соответственно с каналом охлаждающей воды (не показан) в корпусе 11 тележки. Поворотные соединители 4ba и 4bb соответственно расположены на концевых частях литейного валка 1b. Аналогично поворотным соединителям 4аа и 4ab, поворотные соединители 4ba и 4bb соединены с каналом охлаждающей воды в корпусе 11 тележки через шланги (не показаны).
[0029] Когда тележка 10 для литейных валков находится в положении Р1 литья, канал охлаждающей воды в корпусе 11 тележки соединен с распределительной трубой 107 для охлаждающей воды через соединительный элемент 106 для охлаждающей воды, который будет подробно описан далее. Основная концевая сторона распределительной трубы 107 для охлаждающей воды соединена с источником подачи и выпуска охлаждающей воды для подачи и выпуска охлаждающей воды, чтобы подать и выпустить охлаждающую воду канала охлаждающей воды в литейные валки 1а и 1b с помощью распределительной трубы 107 для охлаждающей воды, соединительного элемента 106 для охлаждающей воды, канала охлаждающей воды в корпусе 11 тележки, шлангов 5а и 5b, поворотных соединителей 4аа, 4ab, 4ba и 4bb и тому подобное. Таким образом, литейные валки 1а и 1b охлаждаются. Кроме того, распределительная труба 107 для охлаждающей воды поддерживается опорным элементом 111, который расположен на раме 101.
[0030] В центре задней концевой части 11b корпуса 11 тележки в направлении слева направо образован вогнутый участок 11ba, имеющий вогнутую форму в направлении стороны передней концевой части 11а. На вогнутом участке 11ba выполнен приемный элемент 18 для второго стопора, который находится в контакте с верхней концевой частью 47а второго (осевое направление литейного валка) стопора 47, который будет подробно описан далее. В центре стороны передней концевой части На корпуса 11 тележки в направлении слева направо выполнен приемный элемент 17 для соединительной части, который находится в контакте с одной концевой частью 44а соединительной части 44 второго (осевое направление литейного валка) фиксирующего устройства 40, которое будет подробно описано далее. В центре в направлении стороны передней концевой части 11а в середине верхней поверхности корпуса 11 тележки в направлении слева направо, выполнен палец 11е, имеющий форму, с которой он может быть захвачен крюком 84 устройства 80 перемещения тележки, которое будет подробно описано далее. Кроме того, на корпусе 11 тележки в центрах направления слева направо и направления спереди назад, образовано сквозное отверстие 11f, проходящее через участок верхней поверхности и участок нижней поверхности.
[0031] В положении Р1 литья приводные валы 105а и 105b опираются на раму 101 посредством опорного элемента 112. Муфты 104а и 104b соединения приводных валов расположены на верхнем конце приводных валов 105а и 105b. Когда тележка 10 для литейных валков расположена в положении Р1 литья, пара из левого и правого литейных валков 1а и 1b соединена с приводными валами 105а и 105b посредством муфт 104а и 104b соединения приводных валов. Литейные валки 1а и 1b вращают относительно друг друга приводными валами 105а и 105b.
[0032] Устройство 100 непрерывного литья с двумя валками оснащено первым (здесь и далее названо как осевое горизонтальное направление литейного валка под прямым углом) фиксирующим устройством 20 для закрепления тележки 10 для литейных валков в горизонтальном направлении под прямым углом к оси литейных валков 1а и 1b (осевое горизонтальное направление литейного валка под прямым углом) в положении Р1 литья. Первое фиксирующее устройство 20 оснащено корпусом 20А первого прижимного устройства и корпусом 20В второго прижимного устройства, которые расположены на первом корпусе 102а каркаса 102 устройства литья. Корпус 20А первого прижимного устройства и корпус 20В второго прижимного устройства оснащены соответственно гидравлическим цилиндром 21.
[0033] Гидравлический цилиндр 21 корпуса 20А первого прижимного устройства расположен таким образом, что обеспечена возможность выдвигания и отведения поршневого стержня 21а в осевом горизонтальном направлении литейного валка под прямым углом за счет подачи и выпуска рабочего масла (рабочей текучей среды) в гидравлический цилиндр 21 и из него, при этом в случае, когда корпус 11 тележки расположен в положении Р1 литья, поршневой стержень 21а прижимается к положению, находящемуся напротив подшипниковых узлов 2аа и 2ba в осевом горизонтальном направлении литейного валка под прямым углом.
[0034] Корпус 20А первого прижимного устройства оснащен устройством 30 подачи и выпуска рабочего масла для подачи рабочего масла в гидравлический цилиндр 21 и выпуска рабочего масла из гидравлического цилиндра 21. Устройство 30 подачи и выпуска рабочего масла оснащено каналом 31 подачи и выпуска рабочего масла, клапаном 32 с электромагнитным управлением и выпускным клапаном 34. Сторона крышки и сторона штока гидравлического цилиндра 21 корпуса 20А первого прижимного устройства соединены соответственно с концами первого и второго каналов 31а, 31b на одной стороне в канале 31 подачи и выпуска рабочего масла. Клапан 32 с электромагнитным управлением расположен на концах первого и второго каналов 31а, 31b на другой стороне. Клапан 32 с электромагнитным управлением соединен с источником подачи рабочего масла (не показан). Посредством чередующихся подачи и выпуска рабочего масла в гидравлический цилиндр 21 и из него с помощью клапана 32 с электромагнитным управлением поршневой стержень 21а переключается для выдвигания или отведения. Кроме того, конец третьего канала 31с на одной стороне в канале 31 подачи и выпуска рабочего масла соединен с первым каналом 31а. Выпускной клапан 34 расположен в третьем канале 31с.
[0035] Гидравлический цилиндр 21 корпуса 20В второго прижимного устройства расположен таким образом, что обеспечена возможность выдвигания и отведения поршневого стержня 21а в осевом горизонтальном направлении литейного валка под прямым углом за счет подачи и выпуска рабочего масла (рабочей текучей среды) в гидравлический цилиндр 21 и из него, и, когда корпус 11 тележки расположен в положении Р1 литья, поршневой стержень 21а прижимается к положению, находящемуся напротив подшипниковых узлов 2ab и 2bb в осевом горизонтальном направлении литейного валка под прямым углом. Корпус 20В второго прижимного устройства оснащен таким же устройством подачи и выпуска рабочего масла, что и корпус 20А первого прижимного устройства.
[0036] Таким образом, прижимное усилие F1A поршневого стержня 21а корпуса 20А первого прижимного устройства и прижимное усилие F1B поршневого стержня 21а корпуса 20В второго прижимного устройства соответственно регулируются согласно прижимным усилиям заранее заданной величины. В случае избыточного прижимного усилия рабочее масло выпускается через выпускной клапан 34 и прижимает корпус 11 тележки с оптимальным усилием (усилие заранее заданной величины). Для сброса избыточного давления рабочего масла также могут быть использованы другие устройства, такие как аккумулятор давления.
[0037] Боковые выступающие части 15а, 15b, 16a и 16b, которые выступают по направлению к внешней стороне стороны, соответственно расположены на правой концевой части 11с и левой концевой части 11d корпуса 11 тележки. Боковые выступающие части 15а, 15b, 16а и 16b выполнены, например, из того же материала, что и тележка 10 для литейных валков, предпочтительно, стали. Когда тележка 10 для литейных валков расположена в положении Р1 литья, боковые выступающие части 15а и 16a расположены в положении, противоположном поршневому стержню 21а корпуса 20А первого прижимного устройства в осевом горизонтальном направлении литейного валка под прямым углом. Когда тележка 10 для литейных валков расположена в положении Р1 литья, боковые выступающие части 15b и 16b расположены в положении, противоположном поршневому стержню 21а корпуса 20В второго прижимного устройства в осевом горизонтальном направлении литейного валка под прямым углом. Таким образом, могут быть уменьшены как величина выдвигания и отведения поршневого стержня 21а корпуса 20А первого прижимного устройства, так и величина выдвигания и отведения поршневого стержня 21а корпуса 20В второго прижимного устройства.
[0038] Кроме того, вкладыши (первые стопоры) 121а и 121b расположены на втором корпусе 102b каркаса. Вкладыш 121а расположен напротив боковой выступающей части 16a. Вкладыш 121b расположен напротив боковой выступающей части 16b. Таким образом, когда тележка 10 для литейных валков прижимается через поршневой стержень 21а корпуса 20А первого прижимного устройства и поршневой стержень 21а корпуса 20В второго прижимного устройства, тележка 10 для литейных валков может быть более точно расположена в положении Р1 литья.
[0039] Устройство 100 непрерывного литья с двумя валками оснащено вторым фиксирующим устройством 40 для закрепления тележки 10 для литейных валков в положении Р1 литья в осевом направлении литейных валков. Второе фиксирующее устройство 40 оснащено гидравлическим цилиндром 41, соединительной частью 44 и вторым стопором 47. Соединительная часть 44 прикреплена к раме 101 посредством опоры 46 с помощью корпуса 43 вала, и прикреплена к верхней концевой части поршневого стержня 41а гидравлического цилиндра 41 помощью корпуса 42 вала. Гидравлический цилиндр 41 прикреплен к раме 101 посредством опоры 45. Гидравлический цилиндр 41 соединен устройством подачи и выпуска рабочего масла (не показано), обеспечена возможность выдвигания и отведения верхней концевой части поршневого стержня 41а в вертикальном направлении за счет подачи и выпуска рабочего масла (рабочей текучей среды) в гидравлический цилиндр 41 и из него с помощью устройства подачи и выпуска рабочего масла. Второе фиксирующее устройство 40 оснащено таким же устройством подачи и выпуска рабочего масла, что и корпус 20А первого прижимного устройства. Верхняя концевая часть поршневого стержня 41а проходит вверх через корпус 43 вала, причем соединительная часть 44 раскачивается за счет принятия корпуса 43 вала в качестве исходного положения, одна концевая часть 44а, расположенная на соединительной части 44, прижимает приемный элемент 17 для соединительной части передней концевой части На корпуса 11 тележки в положении Р1 литья по направлению к осевому направлению литейных валков. Когда соединительная часть 44 раскачивается, поршневой стержень 41а и соединительная часть 44 расположены таким образом, что одна концевая часть 44а находится в контакте с приемным элементом 17 для соединительной части передней концевой части На корпуса 11 тележки.
[0040] Второй стопор 47 расположен на раме 101. Второй стопор 47 расположен таким образом, что, когда тележка 10 для литейных валков расположена в положении Р1 литья и прижата соединительной частью 44, верхняя концевая часть 47а находится в контакте с приемным элементом 18 для второго стопора, который расположен на вогнутой части 11ba корпуса 11 тележки. Таким образом, за счет прижатия корпуса 11 тележки соединительной частью 44, тележка 10 для литейных валков закреплена в положении Р1 литья в осевом направлении литейных валков посредством соединительной части 44 и второго стопора 47.
[0041] Кроме того, прижимное усилие F2 соединительной части 44 поршневого стержня 41а второго фиксирующего устройства 40 регулируется согласно усилию заранее заданной величины. В случае избыточного прижимного усилия рабочее масло выпускается через выпускной клапан устройства подачи и выпуска рабочего масла второго фиксирующего устройства 40 и прижимает корпус 11 тележки с оптимальным усилием (усилие заранее заданной величины).
[0042] Устройство 50 замены тележки для литейных валков оснащено опорным столом 52, и опорный стол 52 оснащен частями 52а и 52b для размещения тележки, выполненными с возможностью параллельного размещения на них тележек для литейных валков. Опорный стол 52 может быть расположен таким образом, что опорный стол 52 может перемещаться вдоль рельсовых направляющих 51а и 51b, расположенных на столе 51 на раме 101С в положении Р3 замены литейных валков. Стол 51 имеет форму, проходящую в горизонтальном направлении под прямым углом относительно направления прохождения рельсовых направляющих 103 и 104. Колеса 53а, 53b и 53с, предназначенные для перемещения по рельсовым направляющим 51а и 51b, расположены соответственно в нижней части опорного стола 52. На верхней выступающей части 57, закрепленной на концевой части стола 51, основная концевая сторона исполнительного механизма 54 действия бокового сдвига закреплена посредством опоры 56. Верхняя концевая часть корпуса 54а вала, который выдвигается и отводится с помощью исполнительного механизма 54 действия бокового сдвига, закреплена на опорном столе 52 посредством опоры 55. Иными словами, опорный стол 52 устройства 50 замены тележки для литейных валков выполнен с возможностью перемещения в направлении А2 между положением, в котором тележка 10 для литейных валков может перемещаться через промежуточное положение Р2 между частью 52а для размещения тележки на одной стороне и положением Р1 литья, когда часть 52а для размещения тележки на одной стороне расположена в положении Р3В замены тележки для литейных валков и положением, в котором тележка 10 для литейных валков может перемещаться через промежуточное положение Р2 между частью 52b для размещения тележки на другой стороне и положением Р1 литья, когда часть 52b для расположения тележки на другой стороне расположена в положении Р3В замены тележки для литейных валков. Когда часть 52b для размещения тележки на другой стороне расположена в положении Р3В замены тележки для литейных валков, часть 52а для расположения тележки на одной стороне расположена в новом положении Р3А расположения тележки для литейных валков. Когда часть 52а для расположения тележки на одной стороне расположена в положении Р3В замены тележки для литейных валков, часть 52b для расположения тележки на другой стороне расположена в отведенном положении Р3С тележки для литейных валков. Иными словами, в положении Р3 замены литейных валков, новое положение Р3А расположения тележки для литейных валков, положение Р3В замены тележки для литейных валков и отведенное положение Р3С тележки для литейных валков являются соседними друг с другом согласно описанной последовательности.
[0043] Кроме того, стол 51, рельсовые направляющие 51а и 51b, колеса 53а, 53b и 53с, верхняя выступающая часть 57, опора 56, исполнительный механизм 54 действия бокового сдвига, корпус 54а вала, опора 55 и тому подобное образуют устройство перемещения опорного стола.
[0044] Устройство 80 перемещения тележки оснащено корпусом 81 устройства перемещения тележки, четырьмя колесами 82а, 82b, 83а и 83b и крюком 84. Четыре колеса 82а, 82b, 83а и 83b расположены на корпусе 81 устройства перемещения тележки таким образом, что они могут перемещаться по рельсовым направляющим 103 и 104. Крюк 84 расположен на корпусе 81 устройства перемещения тележки, и образуют форму, способную захватывать палец Не тележки 10 для литейных валков. Также, колеса 82а, 82b, 83а и 83b устройства 80 перемещения тележки приводятся в действие для вращения с помощью приводного устройства (не показано), такого как мотор.
[0045] Устройство 80 перемещения тележки может перемещаться по рельсовым направляющим 103 и 104 через промежуточное положение Р2, положение Р3 замены литейных валков и положение Р4 отведения устройства перемещения тележки. Таким образом, когда палец Не тележки 10 для литейных валков захвачен крюком 84 устройства 80 перемещения тележки, тележка 10 для литейных валков может перемещаться в направлении А1 и перемещаться через положение Р1 литья, промежуточное положение Р2 и положение Р3 замены литейных валков.
[0046] Здесь, последовательность замены литейных валков в описанном устройстве 100 непрерывного литья с двумя валками описана следующим образом. Поскольку в устройстве 50 замены тележки для литейных валков часть 52b для размещения тележки на другой стороне опорного стола 52 расположена в положении Р3В замены тележки для литейных валков, которое находится рядом с положением Р1 литья через промежуточное положение Р2, часть 52а для размещения тележки на одной стороне опорного стола 52 расположена в новом положении Р3А расположения тележки для литейных валков, и тележка (новая тележка для литейных валков) 10С1 для литейных валков размещена на части 52а для размещения тележки на одной стороне опорного стола 52, и новые литейные валки 1а и 1b расположены на тележке для литейных валков (новая тележка для литейных валков) 10С1.
[0047] Во-первых, прекращается фиксирование тележки 10 для литейных валков с помощью первого фиксирующего устройства 20, и прекращается фиксирование тележки 10 для литейных валков с помощью второго фиксирующего устройства 40. Поршневые стержни 21а и 21b корпуса 20А первого прижимного устройства и корпус 20В второго прижимного устройства отводятся за счет подачи рабочего масла к гидравлическим цилиндрам 21 или выпуска рабочего масла из них. Следовательно, прекращается фиксирование тележки 10 для литейных валков в осевом горизонтальном направлении литейного валка под прямым углом. Кроме того, рабочее масло подается и выпускается от гидравлического цилиндра 41 второго фиксирующего устройства 40, так что поршневой стержень 41а отводится, и обеспечивается возможность вращения соединительной части 44. Следовательно, прекращается фиксирование тележки 10 для литейных валков в осевом направлении литейного валка.
[0048] Далее, тележка (тележка для литейных валков для замены объекта) 10 для литейных валков, на которой размещены литейные валки 1а и 1b, которые являются объектами замены, перемещается из положения Р1 литья в положение Р3 замены литейных валков посредством устройства 80 перемещения тележки. Следовательно, тележка 10 для литейных валков для замены объекта расположена на части 52b для размещения тележки на другой стороне в опорном столе 52 устройства 50 замены тележки для литейных валков. Также, в этот момент, соединения приводных валов 105а и 105b, а также распределительная труба 107 для охлаждающей воды и тому подобное автоматически ослабляются.
[0049] Далее, новая тележка 10С1 для литейных валков, размещенная на части 52а для размещения тележки на одной стороне, перемещается на опорном столе 52 таким образом, что она расположена в положении Р3В замены тележки для литейных валков. Иными словами, рельсовые направляющие 103С1 и 104С1 на части 52а для размещения тележки на одной стороне в опорном столе 52 перемещаются на опорном столе 52 таким образом, что рельсовые направляющие 103С1 и 104С1 выровнены со вторыми корпусами 103В и 104В для рельсовых направляющих в промежуточном положении Р2 и четвертыми корпусами 103D и 104D для рельсовых направляющих в положении Р4 отведения устройства перемещения. В этот момент, тележка 10 для литейных валков для замены объекта на части 52b для размещения тележки на другой стороне, расположенном на опорном столе 52, расположена в положении Р3С отведения тележки для литейных валков.
[0050] Далее, новая тележка 10С1 для литейных валков перемещается из положения Р3В замены тележки для литейных валков в положение Р1 литья посредством устройства 80 перемещения тележки. В этот момент, приводные валы 105а и 105b, а также распределительная труба 107 для охлаждающей воды и тому подобное автоматически соединяются. Новую тележку 10С1 для литейных валков закрепляют в осевом горизонтальном направлении литейного валка под прямым углом с помощью первого фиксирующего устройства 20 и закрепляют в осевом направлении литейного валка с помощью второго фиксирующего устройства 40. Следовательно, новая тележка 10С1 для литейных валков более точно расположена в положении Р1 литья.
[0051] Таким образом, тележка для литейных валков для замены объекта может быть легко заменена новой тележкой для литейных валков.
[0052] Таким образом, согласно настоящему варианту реализации устройство 100 непрерывного литья с двумя валками оснащено парой литейных валков 1а и 1b, имеющих функцию охлаждения и выполненных с возможностью совместного вращения в одних и тех же направлениях, и тележкой 10 для литейных валков, на которой размещена пара литейных валков 1а и 1b и выполненную с возможностью перемещения по рельсовым направляющим 103 и 104, причем рельсовые направляющие 103 и 104 проходят от положения Р1 литья в положение Р3 замены литейных валков. Таким образом, тележка 10 для литейных валков, на которой размещена пара литейных валков 1а и 1b, может перемещаться между положением Р1 литья и положением Р3 замены литейных валков, и пара литейных валков 1а и 1b может быть легко заменена. Благодаря первому фиксирующему устройству 20 для закрепления тележки 10 для литейных валков в осевом горизонтальном направлении литейного валка под прямым углом за счет зажатия тележки 10 для литейных валков в положении Р1 литья в осевом горизонтальном направлении литейного валка под прямым углом, и второго фиксирующего устройства 40 для закрепления тележки 10 для литейных валков в осевом направлении литейного валка за счет зажатия тележки 10 для литейных валков в осевом направлении литейного валка, тележка 10 для литейных валков закреплена как в осевом горизонтальном направлении литейного валка под прямым углом, так и в осевом направлении литейного валка, и таким образом, пара литейных валков 1а и 1b может надежно поддерживаться в правильном положении. Посредством первого фиксирующего устройства 10 и второго фиксирующего устройства 40 тележка 10 для литейных валков все еще может быть беспрепятственно и надежно закреплена во время работы, даже если размеры тележки 10 для литейных валков изменяются с изменением температуры.
[0053] Корпус 20А первого прижимного устройства и корпус 20В второго прижимного устройства первого фиксирующего устройства 20, и второе фиксирующее устройство 40 за счет оснащения поршневыми стержнями 21а, 21а и 41а гидравлических цилиндров 21, 21 и 41, которые выдвигаются или отводятся при подаче и выпуске рабочего масла, каналы 31, 31 и 31 подачи и выпуска рабочего масла для подачи рабочего масла к гидравлическим цилиндрам 21, 21 и 41 или выпуска из них и выпускные клапаны 34, 34 и 34, которые расположены в каналах 31, 31 и 31 подачи и выпуска рабочего масла для сброса избыточного давления, могут также передавать усилие толкания с заранее заданной величиной на тележку 10 для литейных валков так, чтобы расположить тележку 10 для литейных валков в правильном положении в положении Р1 литья, даже если размер устройства изменяется с изменением температуры. Иными словами, пара литейных валков 1а и 1b может надежно поддерживаться в правильном положении.
[0054] Поршневой стержень 21а корпуса 20А первого прижимного устройства расположен таким образом, что он находится напротив подшипниковых узлов 2аа и 2ba в направлении ширины тележки 10 для литейных валков (осевое горизонтальное направление литейного валка под прямым углом), поршневой стержень 21а корпуса 20В второго прижимного устройства расположен таким образом, что он находится напротив подшипниковых узлов 2ab и 2bb в направлении ширины тележки 10 для литейных валков (осевое горизонтальное направление литейного валка под прямым углом) так, чтобы подавить уменьшение точности позиционирования литейных валков 1а и 1b.
[0055] Боковые выступающие части 15а, 15b, 16а и 16b расположены на боковых концевых частях 11с и 11d тележки 10 для литейных валков, боковые выступающие части 15а и 16а расположены таким образом, что они противоположны поршневому стержню 21а корпуса 20А первого прижимного устройства, а боковые выступающие части 15b и 16b расположены таким образом, что они противоположны поршневому стержню 21а корпуса 20В второго прижимного устройства. Таким образом, величина выдвигания или отведения поршневого стержня может быть уменьшена по сравнению со случаем, когда боковые выступающие части отсутствуют.
[0056] Кроме того, предложено устройство 50 замены тележки для литейных валков для замены тележки для литейных валков другой тележкой для литейных валков. Устройство 50 замены тележки для литейных валков оснащено опорным столом 52 и исполнительным механизмом 54 действия бокового сдвига так, что само по себе устройство 50 замены тележки имеет относительно простую конструкцию, и замена литейных валков 1а и 1b выполняется проще. Опорный стол 52 оснащен частями 52а и 52b для размещения тележки, выполненными с возможностью параллельного размещения двух тележек для литейных валков, а исполнительный механизм 54 действия бокового сдвига может обеспечить перемещение опорного стола 52 в положение, в котором обеспечена возможность перемещения тележки 10 для литейных валков между частью 52а для размещения тележки на одной стороне опорного стола 52 и положением Р1 литья, и в положение, в котором обеспечена возможность перемещения тележки 10 для литейных валков между частью 52b для расположения тележки на другой стороне опорного стола 52 и положением Р1 литья.
Второй вариант реализации
[0057] Устройство непрерывного литья с двумя валками согласно второму варианту реализации настоящего изобретения описано со ссылкой на ФИГ. 6-9.
[0058] Настоящий вариант реализации имеет такую конструкцию, в которой к устройству непрерывного литья с двумя валками согласно первому варианту реализации добавлено третье (вертикальное направление) фиксирующее устройство, как показано на ФИГ. 1. Остальная конструкция является по существу такой же, как и у устройств, показанных на ФИГ. 1-5. Одни и те же компоненты обозначены такими же символами, а повторное описание должным образом опущено.
[0059] Также, на ФИГ. 6 показано состояние, когда тележка для литейных валков закреплена в положении литья с помощью первого фиксирующего устройства и второго фиксирующего устройства. На ФИГ. 7 показано состояние, когда тележка для литейных валков закреплена в положении литья с помощью второго фиксирующего устройства.
[0060] Как показано на ФИГ. 6-9, устройство 100А непрерывного литья с двумя валками дополнительно оснащено третьим фиксирующим устройством 60. Третье фиксирующее устройство 60 оснащено корпусом 60А первого прижимного устройства и корпусом 60В второго прижимного устройства.
[0061] Корпус 60А первого прижимного устройства оснащен гидравлическим цилиндром 61, прикрепленным к первому корпусу 102а каркаса с помощью опоры 62. Гидравлический цилиндр 61 корпуса 60А первого прижимного устройства расположен таким образом, что поршневой стержень 61а вертикально перемещается вперед и назад. Корпус 60В второго прижимного устройства оснащен гидравлическим цилиндром 61, прикрепленным ко второму корпусу 102b каркаса с помощью опоры 62. Гидравлический цилиндр 61 корпуса 60В второго прижимного устройства расположен таким образом, что поршневой стержень 61а вертикально перемещается вперед и назад. Как корпус 60А первого прижимного устройства, так и корпус 60В второго прижимного устройства соответственно оснащены одним и тем же устройством подачи и выпуска рабочего масла, что и корпус 20А первого прижимного устройства.
[0062] Таким образом, прижимное усилие F3A поршневого стержня 61а корпуса 60А первого прижимного устройства и прижимное усилие F3B поршневого стержня 61а корпуса 60В второго прижимного устройства регулируются в соответствии с прижимными усилиями заранее заданной величины соответственно. В случае избыточного прижимного усилия, рабочее масло (рабочая текучая среда) соответственно выпускается выпускным клапаном устройства подачи и выпуска рабочего масла корпусов 60А и 60В первого и второго прижимных устройств, и прижимает корпус 11 тележки с подходящим усилием (усилие заранее заданной величины).
[0063] Кроме того, гидравлический цилиндр 61 корпуса 60А первого прижимного устройства соответственно расположен рядом с боковыми выступающими частями 15а и 15b. Гидравлический цилиндр 61 корпуса 60В второго прижимного устройства соответственно расположен рядом с боковыми выступающими частями 16a и 16b.
[0064] Устройство 100А непрерывного литья с двумя валками оснащено тележкой 10А для литейных валков, которая оснащена колесами 13с и 14с, расположенными рядом с колесами 13b и 14b на боковых концевых частях 11с и 11d соответственно на корпусе 11 тележки. Иными словами, тележка 10А для литейных валков оснащена шестью колесами 13а, 13b, 13с, 14а, 14b и 14с.
[0065] На первом корпусе 103А рельсовой направляющей 103 вогнутые участки 103Aa, 103Ab и 103Ac расположены так, чтобы соответствовать колесам 13а, 13b и 13с. На первом корпусе 104А рельсовой направляющей 104 вогнутые участки (не показаны) расположены так, чтобы соответствовать колесам 14а, 14b и 14с. Следовательно, когда тележка 10А для литейных валков расположена в положении Р1 литья, которое будет подробно описано далее, вкладыши 19аа, 19ab и 19ba на стороне корпуса 11 тележки перемещаются по вкладышам 109аа, 109ab и 109ba стороны рамы 101. Кроме того, вкладыш 19bb стороны корпуса 11 тележки перемещается по вкладышу (не показан) стороны рамы 101. Следовательно, предотвращается контакт между колесами 13а, 13b и 13с и рельсовой направляющей 103A, и также предотвращается контакт между колесами 14а, 14b и 14с и рельсовой направляющей 104А.
[0066] На участке нижней поверхности корпуса 11 тележки и раме 101, вкладыши 19аа и 19ab, а также вкладыши 109аа и 109ab соответственно расположены ниже поршневого стержня 61а гидравлического цилиндра 61 корпуса 60А первого прижимного устройства соответственно.
[0067] На участке нижней поверхности корпуса 11 тележки, вкладыши 19ba и 19bb соответственно расположены ниже поршневого стержня 61а гидравлического цилиндра 61 корпуса 60В второго прижимного устройства соответственно. Кроме того, вкладыши 109ba и вкладыш (не показан) соответствуют вкладышам 19ba и 19bb, расположенным на раме 101.
[0068] Таким образом, согласно устройству 100А непрерывного литья с двумя валками настоящего варианта реализации, на основе достижения того же эффекта, что и в описанном устройстве 100 непрерывного литья с двумя валками 100, тележка 10А для литейных валков также может быть верно расположена в положении Р1 литья даже в вертикальном направлении посредством третьего фиксирующего устройства 60. Следовательно, литейные валки 1а и 1b могут надежно поддерживаться в более правильном положении.
[0069] Корпус 60А первого прижимного устройства и корпус 60В второго прижимного устройства третьего фиксирующего устройства 60, с помощью поршневых стержней 61а и 61а гидравлических цилиндров 61 и 61, которые выдвигаются или отводятся при подаче или выпуске рабочего масла, каналы 31 и 31 подачи и выпуска рабочего масла для подачи рабочего масла к гидравлическим цилиндрам 61 и 61 или выпуска из них, и выпускные клапаны 34 и 34, которые расположены в каналах 31 и 31 подачи и выпуска рабочего масла для сброса избыточного давления, могут также передавать усилие толкания заранее заданной величины на тележку 10А для литейных валков, даже если размер устройства изменяется с изменением температуры, так, чтобы расположить тележку 10 для литейных валков в правильном положении в положении Р1 литья. Иными словами, пара литейных валков 1а и 1b может надежно поддерживаться в правильном положении.
[0070] Кроме того, за счет поддержки тележки 10А для литейных валков посредством вкладышей, соответственно расположенных на тележке 10А для литейных валков и на раме 101 в положении Р1 литья, тележка 10А для литейных валков может быть расположена в вертикальном направлении более правильно.
[0071] Кроме того, корпус 103A рельсовой направляющей 103 оснащен вогнутыми участками 103Aa, 103Ab и 103Ac в положении Р1 литья, соответствующим колесам 13а, 13b и 13с тележки 10А для литейных валков, корпус 104А рельсовой направляющей 104 оснащен вогнутыми участками в положении Р1 литья, соответствующим колесам 14а, 14b и 14с тележки 10A для литейных валков. Таким образом, тележка 10А для литейных валков может быть точнее расположена в вертикальном направлении.
[0072] Поршневые стержни 61а и 61а корпуса 60А первого прижимного устройства и корпуса 60В второго прижимного устройства могут предотвращать вертикальное перемещение тележки 10A для литейных валков, вызванное вращением литейных валков 1а и 1b и тому подобное за счет расположения корпуса 60А первого прижимного устройства и корпуса 60В второго прижимного устройства таким образом, что поршневые стержни 61а и 61а корпуса 60А первого прижимного устройства и корпуса 60В второго прижимного устройства прижимают внешнюю сторону в направлении ширины подшипниковых узлов 2аа, 2ba, 2ab и 2bb соответственно с закреплением тележки 10A для литейных валков в вертикальном направлении.
Дополнительные варианты реализации
[0073] В описанном содержании описано устройство 100А непрерывного литья с двумя валками, в котором тележка 10A для литейных валков оснащена тремя колеса в направлении прохождения рельсовых направляющих 103 и 104, и рельсовые направляющие 103 и 104 имеют вогнутые участки в положении Р1 литья, соответствующие трем колесам тележки 10A для литейных валков. Однако, количество колес и количество вогнутых участков в направлении прохождения рельсовых направляющих не ограничено тремя, и может также составлять четыре или более.
ОПИСАНИЕ ПОЗИЦИОННЫХ ОБОЗНАЧЕНИЙ
1a, 1b: литейные валки;
10: тележка для литейных валков;
11: корпус тележки;
13а, 13b: колеса;
14а, 14b: колеса;
15а, 15b: боковые выступающие части;
16а, 16b: боковые выступающие части;
20: первое фиксирующее устройство;
20А: корпус первого прижимного устройства;
20В: корпус второго прижимного устройства;
30: устройство подачи и выпуска рабочего масла;
34: выпускной клапан (устройство сброса избыточного давления);
40: второе фиксирующее устройство;
50: устройство замены тележки для литейных валков;
60: третье фиксирующее устройство;
60А: корпус первого прижимного устройства;
60В: корпус второго прижимного устройства;
80: устройство перемещения тележки;
100, 100А: устройство непрерывного литья с двумя валками;
103, 104: рельсовые направляющие.
Устройство для транспортировки боковых уплотняющих пластин
Устройство и способ очистки поверхности литейного валка
Устройство непрерывного литья полосы
Удерживающее устройство боковой перегородки для непрерывного литья тонкой полосы с двумя валками и способ его установки
Опорное устройство распределителя потока и использующее его устройство непрерывного литья с двумя валками
Способ и устройство для измерений
Способ обмена информацией, базовая станция и устройство пользователя
Выполненный с возможностью выдвижения и поворота линейный покрывающий инструмент
Самобалансирующаяся устойчивая к давлению конструкция корпуса
Устройство для транспортировки боковых уплотняющих пластин
Способ поискового вызова и устройство поискового вызова
Устройство и способ очистки поверхности литейного валка
Способ управления мобильностью, пользовательское оборудование и базовая станция
Устройство непрерывного литья полосы
Удерживающее устройство боковой перегородки для непрерывного литья тонкой полосы с двумя валками и способ его установки

